Proper packaging is vital to protect products and consumers. Pharmaceutical packaging (also called drug packaging) includes all containers, materials, and devices that enclose and safeguard medicines. It ensures that a drug remains safe, stable and uncontaminated from manufacture through delivery. The FDA’s current Good Manufacturing Practice (cGMP) rules require that drug packaging processes and equipment meet strict quality controls. By contrast, food packaging protects food from spoilage and contamination, provides nutrition and ingredient information, and aids distribution and branding. Food packaging must comply with food-safety regulations (e.g. FDA food contact approvals) and implements food safety programs like HACCP to prevent hazards. In short, both systems aim to keep products safe and labeled correctly, but pharma packaging is subject to tighter sterility and traceability rules, while food packaging emphasizes barrier performance, convenience, and consumer information.

Pharmaceutical packaging consists of primary, secondary, and tertiary packaging layers. Primary packaging is in direct contact with the drug (e.g. blisters, bottles, vials, ampoules) and provides the first barrier to moisture, light, and oxygen. For example, rigid amber glass bottles shield light-sensitive tablets, while aluminum–plastic blister packs seal each dose airtight to maintain potency. Secondary packaging groups primary units (e.g. putting blisters or bottles into printed cartons) and adds labeling space, instructions, and tamper seals. Cartons also cushion products during transport. Tertiary packaging involves bulk shipping containers (boxes, crates, pallets) used for warehouse and transport. Each packaging level has functions: primary forms the dosage container, secondary provides information and moderate protection, and tertiary handles bulk logistics.
Jinlupacking notes that pharmaceutical packaging must keep medications stable and sterile, often in child-resistant or tamper-evident formats, while conveying dosage and safety info.

Food packaging serves to protect, preserve, and inform. The main functions are to keep food fresh, prevent contamination or spoilage (by moisture, oxygen, microbes), and to provide nutrition/ingredient labeling and branding. Common food packaging formats include bottles and jars, flexible pouches, cartons, cans, trays, and films. For example, ketchup can come in reclosable PET squeeze bottles or single-serve foil sachets. Snack foods often use multi-layered plastic/foil pouches or bags that balance cost with adequate moisture/oxygen barrier.
Although both industries seek to prevent contamination, food packaging often prioritizes consumer convenience and cost. For instance, food pouches use simple films and aim for reclosability or lightweight design, while pharmaceuticals might use heavier-duty materials for maximum barrier and durability.

Regardless of product type, effective packaging must:
For example, Jinlu notes pharmaceutical packaging materials (glass, plastic, foil) are chosen for their protective properties, under strict non-toxicity and tamper-resistance standards. Food packaging also aims for protection (e.g. plastic film for potato chips) but balances cost and marketing appeal.
| Feature | Pharmaceutical Packaging | Food Packaging |
| Primary Goals | Protect drug efficacy and sterility; prevent contamination or mix-ups. Ensure accurate dosing (calibration of counts/dosages). | Preserve freshness, prevent spoilage, provide portioning; protect against microbe/germ contamination. Ensure correct nutrition/allergens info. |
| Regulatory Standards | Strict GMP compliance (FDA 21 CFR 210/211, EU GMP EudraLex Vol.4, ISO 15378). Entire packaging process is validated and documented. | Governed by food safety regs: FDA food contact approvals, HACCP (prerequisite programs for sanitary conditions), and standards like BRCGS/ISO 22000. Labels pre-approved per FDA Food Labeling Guide. |
| Traceability | High: batch/lot numbers on every package, serialization (unique barcodes) for drug pedigrees (e.g. DSCSA in USA). Enables full traceability/recall. | Moderate: batch or date codes for recall; not required on every unit in most regions (except bulk codes). Limited serialization (rarely by law). |
| Tamper-Evident | Usually yes: security seals, blister foil that is clearly broken if opened, special caps (child-proof or drug-proof). | Often yes for some foods (e.g. cans, yogurt lids), but many food packages have basic seals. Tamper-indicating features (heat seals) common on jars and lids. |
| Clean Room / Hygiene | Critical: Equipment often in controlled environments (cleanrooms) to avoid particles/microbes. Stainless steel (SUS316L) surfaces, HEPA filtration. | Hygienic design required, but usually general food-grade (no rust, easy wash-down) rather than class-100K cleanrooms. Sanitary design to prevent allergen or microbial cross-contamination. |
| Validation/QA | Mandatory equipment qualification and process validation (IQ/OQ/PQ) per FDA/EU rules. Packaging processes validated for sterility and consistency. | Validation in the sense of HACCP: control critical points. Equipment is cleaned/inspected, but formal validation (IQ/OQ) is not standard. QA focuses on microbiology and allergens. |
| Materials | Pharma-grade: e.g. Type-I glass, medical plastics, aluminum foil lidding, rubber stoppers, specialty blisters. Tested for extractables/leachables (to ensure no harmful migration). | Food-grade: PE, PET, PP, aluminum foil, paperboard. Must be FDA-approved for food contact. Lower purity requirements than pharma; regulatory focus on migration limits and allergens. |
| Labeling | Detailed labels: drug name, strength, dosage, warnings, batch/lot, expiry, instructions. Regulations require precise labeling and review (e.g. NDC codes). Often small print. | Nutrition facts panel, ingredients (descending by weight), net weight, allergen declarations, brand/marketing. Must meet FD&C Act requirements (no FDA pre-approval of label but strict format guidelines). |
| Recall Risk | Very high stakes: any contamination can cause patient harm. Recalls are costly and tightly controlled ( FDA mandates serial recall notices). Entire batches often pulled. | Significant risk (food safety incidents), but impact typically narrower. Recalls focus on specific lots; packaging waste is more tolerated. |
| Equipment Standards | Equipment must be cGMP design: easy to clean/sterilize, stainless surfaces, minimized dead zones. Commonly under CIP (Clean-In-Place). E.g. blister machines with vacuum, sterile filling lines. | Sanitary design: stainless steel, no bacteria traps. CIP or wash-down options. E.g. VFFS lines, formers, filler that meet USDA/FDA sanitary standards. Design focuses on preventing spoilage. |
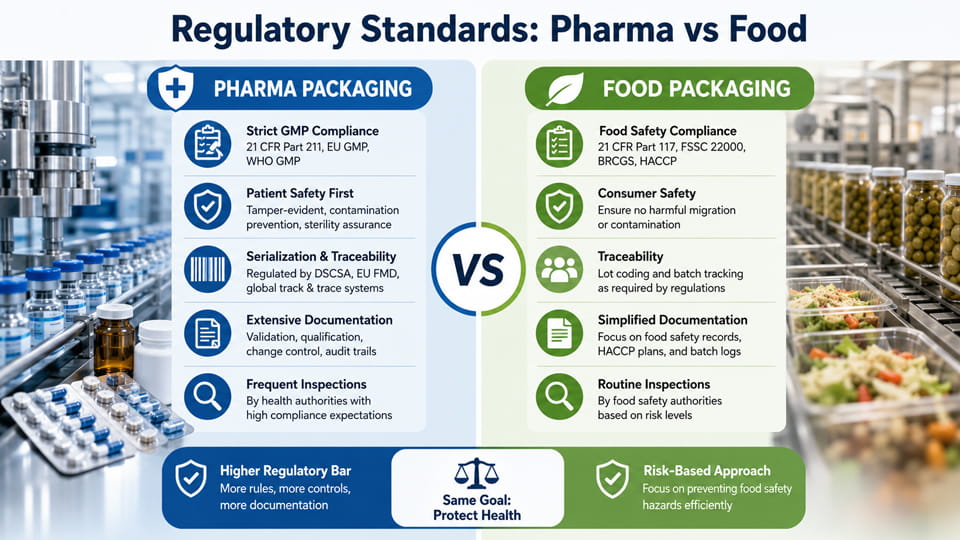
These comparisons highlight that pharmaceutical packaging is far more regulated and controlled. For example, the FDA’s cGMP guidelines require drug packaging lines to use validated processes and materials proven safe. In contrast, food packaging follows broad hygiene and safety controls (HACCP prerequisite programs) rather than pharmaceutical-style batch validation.

Pharma packaging is governed by pharmaceutical GMP regulations. In the U.S., Title 21 CFR Parts 210–211 set current Good Manufacturing Practice (cGMP) requirements for drug “packing” (packaging). This means methods, controls, facilities, and equipment used in packing drugs must ensure product safety and labeled strength. Europe uses EU GMP (EudraLex Vol. 4) with similar rules. Additionally, ISO 15378:2017 is a global standard applying ISO 9001 QMS principles to primary packaging materials for medicinal products. ISO 15378 explicitly addresses contamination control, risk reduction, and regulatory compliance in packaging material manufacture.
By comparison, food packaging must meet food safety regulations. The FDA requires that all food contact materials be pre-approved (via Food Contact Notification or GRAS). Packaging equipment in food plants follows principles of sanitation and contamination prevention as per HACCP and FDA’s Good Manufacturing Practices for foods. A HACCP plan treats equipment and packaging material under prerequisite programs – for example, facilities and equipment must follow sanitary design and cleaning procedures. Standards like BRCGS Packaging Materials or ISO 22000 (food safety management) also apply. Unlike drugs, food labels and packaging do not require pre-approval by authorities, but must comply with labeling laws (ingredients, nutrition, etc.) when on market.
In summary, pharmaceutical packaging is bound by prescriptive regulations (specific guidelines, certificate audits), whereas food packaging is governed by preventive safety systems (HACCP, GFSI standards) and food-contact material approvals. This difference drives many material and equipment choices (see Table above).
Packaging materials differ: pharmaceutical containers often use high-purity, inert substrates. Common pharma primary packaging includes Type I glass vials (for injections), pharmaceutical-grade plastics (HDPE, PP, PETG), and multi-layer laminates (PVDC/Alu foil blisters). These are chosen to avoid any leachables that could interact with the drug. Indeed, extractables and leachables (chemicals migrating from plastic/foil) are a major concern in pharma. Drug manufacturers must test packaging to ensure container–closure integrity (CCI) and that any leachables remain below toxic thresholds. FDA guidance recommends rigorous CCI testing (e.g. dye immersion, pressure decay) for sterile parenteral packages to ensure sealed protection.
Food packaging materials (polyethylene, polypropylene, PET, coated paperboard, aluminum, etc.) are also tested for migration (often under regulations like EU’s EC 1935/2004). However, the threshold for safety testing is generally lower than in pharma. For food, the FDA oversees an “Inventory of Food Contact Substances” – e.g. all polymers and inks must be FDA-approved. Food packaging does not typically undergo CCI tests, as sterility is not required; instead, it may undergo microbial challenge tests for shelf-life or migration testing for additives.
In practice: pharma packaging demands tighter control of extractables/leachables. ISO 15378 explicitly includes contamination risk mitigation for glass, plastic, rubber, and aluminum materials used in medicine packaging. Food packaging focuses on barrier properties and compliance with food contact regulations, but allows more material variety (and even recycled content) because ingestion risk is lower and toxins regulated at safe exposure levels. For example, water bottles (PET) are common, whereas drugs would rarely be bottled in non-pharmaceutical-grade plastic.
The machines themselves reflect these requirements. Pharmaceutical packaging equipment must be designed for GMP: stainless steel (often 316L), smooth surfaces, sealed drive shafts, minimal crevices, and easy cleanability. They are often CIP-capable and install HEPA filters for aseptic areas. Common pharma machines include:
By contrast, food packaging machines are optimized for volume and cleanliness: they are often larger throughput (bag in seconds) and built for quick sanitation (CIP or wash-down capability). Typical food packaging equipment includes:
For example, Jinlu’s Premade Pouch Packing machines are versatile for gummies, powders or liquids, and are certified for GMP, CE, FDA compliance. In contrast, a typical snack-food line might use a multi-lane VFFS with food-grade components.
Below is a simple flowchart to illustrate how a manufacturer might select packaging machinery based on product type and requirements:
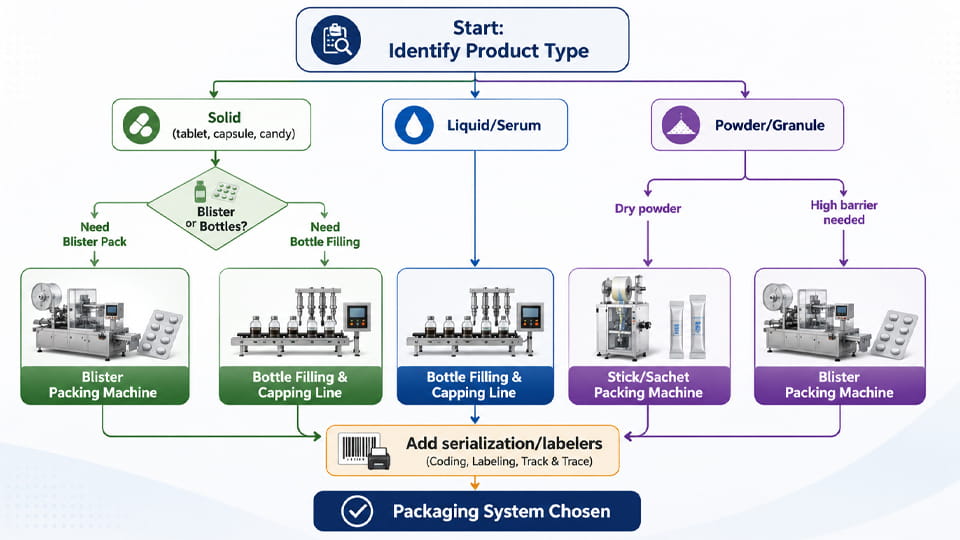
This flow highlights: choose the packaging format (blister vs bottle vs pouch, etc.) based on product form and stability needs, then pick the corresponding machine line. For example, temperature-sensitive tablets might drive use of cold-form blisters rather than bottles (to ensure oxygen/moisture barrier).
In design, pharma machines often include more automation for cleaning and traceability. For instance, fillers for injectables run under laminar flow hoods, while food conveyors may run open in a coolroom. Both must meet hygiene standards, but the stringency and validation differ.
Pharmaceutical packaging demands extremely precise labeling and tracking. Each drug package typically shows the exact product name, strength, lot number, expiration date, and sometimes unique serial codes for track-and-trace (e.g. under the U.S. DSCSA law). FDA guidance has imposed serialization for many drugs, requiring unique barcodes on unit packages. This ensures that a recalled batch can be traced to each item. By contrast, food packaging labels must include ingredient lists, nutrition panels, and net weight per FDA rules, but individual unit serialization is generally not required (except maybe for certain supplements or markets).
Tamper-evidence is also stronger for drugs – each blister or vial often has a seal that’s destroyed upon opening. Jinlu notes that serialized barcodes and tamper-evident seals on each unit are standard in pharma for anti-counterfeiting. In food, tamper-evident bands and seals are used (e.g. safety rings on soda bottles, induction seals on caps), but single-serve foods might rely solely on intact seals (like sachet heat seals) with less formal serialization.
Traceability systems in pharma are more digital (electronic batch records, GMP documentation). Food traceability focuses on lots and origin (think “farm to fork” for safety) but is often less granular at the consumer level. In summary, pharma packaging invests heavily in serialization technology on the line (barcode printing and scanning), whereas food lines emphasize labeling speed and ensuring all required info (e.g. allergen icons, nutrition facts) is printed correctly.

Both industries are moving toward greener packaging, but the drivers and solutions differ. In pharmaceuticals, there’s a push to reduce waste and use recyclable/biodegradable materials where possible. For example, manufacturers are exploring mono-material blister films and recycled cartonboard for secondary packaging. One trend is replacing printed paper inserts with digital information to save paper. However, any change must still comply with stability requirements, so innovations often start in secondary or tertiary layers.
In food, sustainability often means lightweight packaging, compostable materials, and reducing single-use plastic. Many regions are legislating against certain non-recyclables. Notably, condiment sachets (foil/tissue pouches) are being phased out in some markets by 2030 in favor of refillable or recyclable alternatives. Major food brands are also seeking recyclable mono-material films. Both industries value reducing carbon footprint, but pharmaceutical companies must balance eco-goals with the paramount need for product protection.
(Jinlu): “Sustainability is a major trend: companies are designing packages with recyclable or biodegradable materials and reducing excess packaging. For instance, carton papers now often use recycled content, and mono-material films are chosen for easier recycling.”
(Ketchup Guide): “Eco-conscious brands seek lighter, recyclable options. In fact, some regions are even phasing out single-use condiment sachets by 2030, pushing manufacturers toward sustainable pouch or refillable solutions.”
These trends mean equipment may also adapt: machines that can handle recycled plastics, or lines designed for easier material changeovers are becoming valuable.

When selecting equipment for pharma or food packaging, consider the following factors:
In practice, work with manufacturers (like Jinlu Packing) to analyze these factors. For example, Jinlu’s engineering team can recommend an integrated bottle filling & cartoning line for a new supplement, or a modular pouch packing solution for a specialty syrup.
Jinlu Packing specializes in turnkey packaging solutions for pharmaceuticals and food/nutraceutical products. Our machinery is designed to meet strict GMP standards (CE, FDA, ISO certifications) while offering flexibility. Key advantages include:
With 30+ years in pharma packaging machinery, Jinlu is trusted by industry leaders to deliver equipment that safely and efficiently packages medicines and foods alike. Contact us to discuss how our machines (like Blister Packing Machines, Counting Machines, Cartoning Machines, Sachet Packing, or Premade Pouch Fillers) can meet your production goals.

In conclusion, Pharma packaging vs Food packaging have different priorities even though both aim to protect products. Pharma packaging is guided by strict GMP regulations and emphasizes sterility, traceability, and barrier integrity. Food packaging emphasizes food safety (preventing spoilage/hazards) and practicality (cost, convenience) under HACCP and food-contact rules. Material choices, machine design, and labeling reflect these priorities: pharmaceutical lines often run in controlled environments with serialization, while food lines run at high speed with sanitary design.
By understanding these differences, packaging engineers and buyers can choose the right solutions. For example, a medicine manufacturer might select a high-barrier blister line with integrated serialization to meet FDA and EU rules. A food snack producer might choose a multi-lane VFFS for efficiency, ensuring the films are FDA-approved. Both can find appropriate technology: Jinlu Packing offers machines built for either world, from GMP-compliant blisters to flexible pouch systems. Ultimately, meeting the end product’s safety and quality needs—while adhering to each industry’s rules—is the key goal for any packaging system.
Pharmaceutical packaging prioritizes strict sterility and regulatory compliance. It usually involves higher-barrier, medical-grade materials and tamper-proof features to protect drugs under cGMP rules. Food packaging prioritizes freshness and safety (preventing spoilage/hazards) under HACCP and food-contact regulations, often using lighter or recyclable materials.
The Drug Supply Chain Security Act (DSCSA) and similar laws require unique serial numbers on individual drug packages to enable tracking through the supply chain. This helps prevent counterfeit medicines and allows precise recalls. Such requirements do not exist for most foods, so serialized tracing is generally not done at the unit level in food packaging.
Some machines (like blister packers or pouch fillers) can be used in both industries if properly cleaned and validated. For example, Jinlu’s blister machines pack both tablets and food portions (jams, snacks) by switching materials and settings. However, equipment must be thoroughly sanitized between uses and may need upgrades (like additional HEPA filters or GMP documentation) to meet pharmaceutical standards.
In the U.S., all food packaging components must be FDA-approved food contact substances (FCS) before marketing. This means any plastic, coating, ink, or adhesive in contact with food must be on an FDA list or notified. Labels and packaging must also follow FDA’s food labeling rules (ingredient list, nutrition facts). Food manufacturers use HACCP and GMPs to ensure safe packaging processes.
Choose based on product and production needs. Premade pouch packers use pre-printed, resealable bags and are great for specialty or high-barrier products (e.g. vitamins, juices) with quick changeovers. VFFS machines form bags on-the-fly from roll film and excel in high-speed, high-volume runs of standard products (snacks, powders) at lower material cost. Evaluate your bag format, throughput needs, and flexibility requirements to decide.
References:
1.Current Good Manufacturing Practice (CGMP) Regulations | FDA —— U.S. Food and Drug Administration
2.21 CFR Part 211 – Subpart G – Packaging and Labeling Control —— Legal Information Institute
3.Packaging & Food Contact Substances (FCS) —— U.S. Food and Drug Administration
4.Good Manufacturing and Distribution Practices —— European Commission
5.Current Good Manufacturing Practices (CGMPs) for Food and Dietary Supplements —— U.S. Food and Drug Administration