Why Sustainable Packaging Matters in Pharma
The pharmaceutical industry relies heavily on single-use plastic and complex packaging. This causes massive waste: one analysis notes “the pharmaceutical industry responsible for 300 million tonnes of plastic waste per year, half of which is single-use plastics”. Much of that ends up in landfills or the environment. Beyond pollution, pressure is rising from regulators and customers. Governments worldwide (EU, UK, etc.) are tightening rules: for example, the new EU Packaging and Packaging Waste Regulation (PPWR) will mandate higher recycling rates and recyclable materials by 2030. Extended Producer Responsibility (EPR) laws are coming that force pharma makers to track and pay for packaging disposal. At the same time, customers – from retailers to patients – increasingly expect eco-conscious practices. In short, sustainable packaging (using recycled, recyclable, or biodegradable materials and designs) is no longer optional. It’s an ESG priority that also reduces material costs and boosts brand reputation.

Figure: Choosing green materials (e.g. cardboard, bioplastics) for blister, bottle and carton packs can cut waste while protecting products.
What Is Sustainable Pharma Packaging?
“Sustainable packaging” means designs and materials that minimize environmental impact while keeping products safe and compliant. In practice, this often involves:
- Recyclable materials (mono-material plastics like PP or PET, paper and cardboard, glass, aluminum)
- Biodegradable/compostable materials (bioplastics like PLA, moldable pulp trays, seaweed-based films)
- Lightweighting and optimization (reducing excess packaging, using the smallest safe container)
- Reusable designs (in limited cases, returnable bottles or refillable kits)
For pharma, safety is paramount, so sustainable packaging must still meet cGMP safety standards (child resistance, barrier properties, sterility). In other words, packaging must protect the medicine first, while eco aspects are built-in. When done right, green packaging also improves a company’s environmental footprint, compliance standing, and brand image. For example, GSK and Merck have set broad carbon-neutral goals (GSK aims carbon-neutral by 2050) and are cutting packaging emissions aggressively.
Key industry trends reflect this shift: companies are increasingly using lighter, mono-material structures and recycled content. One report notes that by 2025 pharma brands will treat sustainable packaging as “commercially essential,” prioritizing lighter designs, single-material packs, and recycled fibers to meet goals. (Sustainable packaging as a market is expected to grow by ~15% annually through 2034.) However, some green options remain challenging: truly biodegradable pharma packs are still niche, as performance and recycling infrastructure lag. The overall move is toward a circular economy approach – designing packaging so materials flow back into the supply chain (recycle or reuse) rather than ending as waste.

Eco-Friendly Packaging Materials (Comparison Table)
Choosing the right materials is foundational. The table below compares common options:
| Material / Type |
Example Uses |
Recyclable / Biodegradable? |
Notes |
| Paper / Cardboard |
Cartons, shipping boxes, IFUs |
Recyclable (widely) and compostable |
Renewable, lightweight, ideal for secondary packaging. |
| Glass |
Vials, bottles (e.g. injectables, tinctures) |
Recyclable (infinite) |
Inert and reusable; heavy but endlessly recyclable with no quality loss. |
| Aluminum |
Blister foil layers, aerosol cans, inhalers |
Recyclable (high rate) |
Excellent barrier; lightweight; recycled aluminum greatly reduces energy use vs. new. |
| PET / HDPE Plastics |
Bottles, caps, syrups, gels |
Widely recyclable (especially PET); PCR (post-consumer) variants available |
Durable and lightweight; readily made from recycled content (e.g. PCR PET bottles). |
| PP / Mono-material Films |
Blister packs, plastic tubes |
Recyclable if mono-material (PP, PE) |
Switching blister plastic from PVC/foil to PP or PE films makes recycling easier. |
| Rigid Plastics |
Caps, closures, trays |
Recyclable in specific streams (if sorted) |
Reusable designs (e.g. refillable pump bottles) can further reduce waste. |
| Biodegradable Bioplastics (PLA) |
Eco-IFU trays, pouches |
Compostable (industrial) |
Made from corn starch or sugarcane; avoids fossil fuel plastics but needs proper composting facilities. |
| Molded Fiber (Pulp) |
Protective trays, inserts |
Compostable / recyclable (paper fiber) |
Made from recycled paper; fully compostable and often used for specialty trays and food-safe inserts. |
| Alu-Alu vs. Paperized Blisters |
Blister cards |
Alu-Alu not recyclable; Paperized = recyclable/biodegradable |
Many pharma packs were foil-laminated. New designs use paper blister backings (or recyclable PP-Al systems). |
Using these materials wisely can drastically cut waste. For example, replacing PVC blister packs with mono-layer PP or even aluminum can save weight and allow full recycling. Some companies are experimenting with seaweed or starch-based films for secondary wrappings. Many pharma firms already use recycled content – e.g. PCR PET for bottles or recycled cardboard for shipping cartons – to close the loop.
To illustrate how pharma packaging mixes materials today, consider an estimated global breakdown by material:
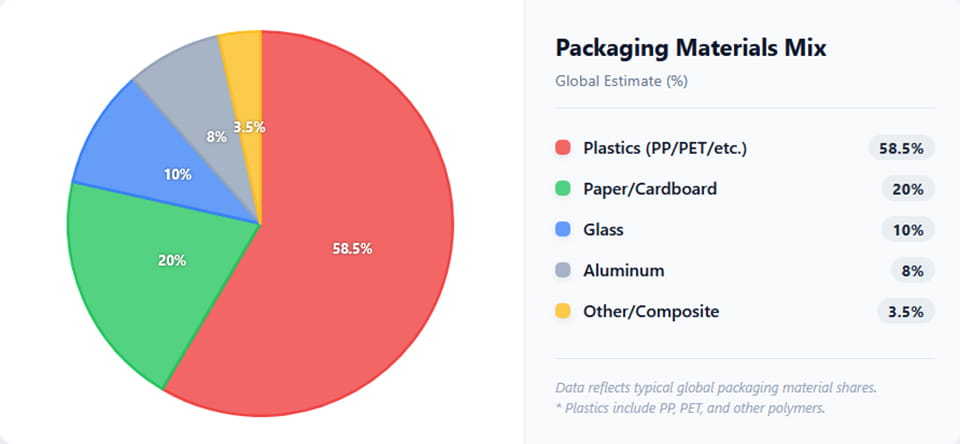
(Figure: Rough global share of packaging materials; plastics dominate (~60%), paper ~20%. This highlights how replacing even a fraction of that plastic with reusable/recycled materials can have a big impact.)
Sustainable Packaging Machinery Solutions
Beyond materials, packaging machinery plays a key role in sustainability. Advanced machines can handle new eco-materials and minimize waste through precision. Key types include:
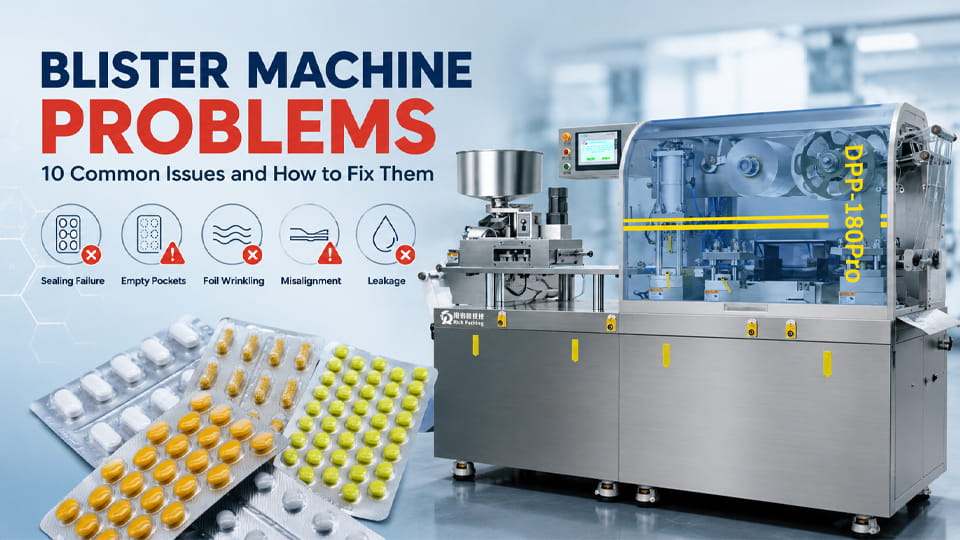
- Blister Packing Machines: Modern blister machines (like Jinlu’s Blister Packing Machine) are designed to use lighter, mono-material films. Some equipment can run on eco-films (PVC-free PP/PE laminates) or even paper-backed blisters. High-efficiency machines also reduce scrap by precise registration. For example, switching from mixed PVC-aluminum blisters to PP-only blisters not only makes packs recyclable, but our machines can count and seal with ≤0.1% waste.
- Cartoning Machines: Cartoners package products into folding cartons or boxes. By using compact, right-sized boxes, cartoners reduce excess corrugated use. Jinlu’s Cartoning Machine can handle recycled cardboard and create tight-fit cartons to minimize air space. Automation ensures only the exact amount of material is used (e.g. just-barely-large-enough cartons), cutting shipping volume and cost.
- Sachet / Stick Pack Machines: Sachet or stick-pack machines produce small single-dose foil/paper packets (e.g. for powders, OTC meds). These often use paper or thin-film laminates. By optimizing sachet size and using eco-films (like recyclable PE or biodegradable PLA), waste is cut. Our Sachet Packing Machine can run paper-based sachet stock for 100% biodegradability. Precision dosing also prevents overfilling, reducing product waste.
- Capsule & Tablet Counting/Filling Machines: Accurate counting and filling equipment (see Tablet/Capsule Counting Machine and Capsule Filling Machine) reduce spillage and overfill. For capsule products, high-speed fillers from 12,000 to 468,000 caps/hr (Jinlu Automatic series) ensure exact portioning with minimal waste. Fewer rejects means less wasted material and product. Ergonomic design also speeds changeover (to clean machines quickly when switching formulations or package runs, cutting downtime).
- Bottle Filling & Capping: For liquid or pill bottles, automated filling/capping lines ensure very precise dosing. For example, airless breastmilk containers or high-viscosity syrups can be filled with virtually no overflow, which saves both product and the plastic bottle material. While not all pills use bottles, capsule counting machines can tie into bottle packers to fill with exact counts, minimizing empty space.
- Premade Pouch Packing (VFFS/HFFS): For pre-made pouches or stick packs (zip-lock pouches, doypacks), the Premade Pouch Packing Machine handles stand-up paper- or bio-film bags. These machines pick, fill, and seal with servo precision (±0.4% accuracy), enabling tight, leak-free seals on recyclable pouch films. A combination weigher plus pouch filler can package multi-ingredient nutraceuticals or powders with no excess.

Figure: Modern machines pack pills and powders efficiently. Cartoners or blister lines can run with recycled cardboard and PP films to reduce plastic.
In short, sustainable packaging often goes hand-in-hand with modern automation. Efficient machines let you use eco-materials (paper, mono-polymers, bioplastics) without slowing production. They also enable packaging optimization – software-driven carton creation, void fill minimization, on-demand box making – which cuts material use. (For example, right-size box systems can reduce corrugated use by ~20%.) Equipment vendors now offer “green” options like food-grade recyclable ink and glueless sealing. When buying machines, look for features like servo controls, quick tool changes, and waste-reduction modes. Jinlu Packing’s full line (blister, cartoning, sachet, capsule, counting, etc.) is engineered for high-speed, high-precision runs that translate to less scrap and more recycling-friendly output. For instance, Jinlu’s capsule fillers use patented mechanisms to minimize dusting or overfill, reducing powder waste.
Regulatory & Compliance Considerations
Pharma packaging must balance sustainability with strict regulations. Key points:
- Safety First: Any material or design change must still comply with cGMP and pharmacopeial standards. (For example, 21 CFR Part 211 requires that container-closure systems do not interact with the drug.) New materials need testing for product compatibility, stability, and child-resistance if required. Regulatory bodies like FDA or EMA have not outright banned specific materials, but they require proof of safety. Always document that a greener material matches the barrier and cleanliness of the original.
- EPR and Packaging Waste Laws: Many regions are now making manufacturers pay for waste management. In the UK, mandatory packaging data reporting is already in effect, and EPR fees (based on weight and recyclability of each pack) are coming. In the EU, the new Packaging and Packaging Waste Regulation (PPWR) will force all packaging to meet tough recyclability and recycled-content targets. Companies must track every component (labels, blisters, inserts) and progressively redesign non-recyclable multilayer laminates into mono-material structures. This means pharma companies will be incentivized to avoid PVC/foil blisters, use water-based inks, and add clear recycling instructions on carton labels.
- Circular Economy Goals: Increasingly, pharma ESG strategies demand circular design. For example, clear instructions (e.g. “Remove cap, empty bottle, rinse & recycle”) might soon be required on OTC packaging. Some countries could require participation in medicine take-back programs (to keep drug waste out of landfills) as part of EPR. Companies should prepare by ensuring their packaging can be easily sorted by consumers and recyclers.
- International Variability: Different markets may have different rules (even within the EU, each country handles waste differently). Multinational manufacturers should aim to meet or exceed the strictest regional standard. In practice, this means designing all new packaging to be fully recyclable (or reusable) from Day 1.
The good news is that many sustainability measures also align with compliance and consumer safety. For instance, using recyclable materials often means fewer unknown polymer additives, and mono-material designs eliminate harmful adhesives or laminates. Still, any material switch should be validated (see next section) to ensure product integrity is never compromised.

Benefits, Cost and ROI of Going Green
Adopting sustainable packaging brings both environmental and business benefits:
- Smaller Environmental Footprint: By using recycled or lightweight materials, manufacturers cut energy use and raw resource consumption. Biodegradable or compostable packaging reduces landfill mass. All these steps shrink your carbon footprint.
- Lower Long-Term Costs: Sustainable designs often use less material (e.g. right-sized cartons, thinner films) which saves on raw-material costs. Lighter packages cut shipping expenses and fuel use. Companies also save on waste disposal fees. Over time, these savings can outweigh initial investments in new equipment or materials. For example, right-size packaging software can reduce corrugated and transport costs by ~20%. Less wasted product (thanks to precision fillers/counters) also improves yield.
- Regulatory and Brand Advantages: Meeting or exceeding new regulations avoids fines and market restrictions. Green packaging can also be a selling point: surveys show many customers prefer brands with eco-friendly packaging (some studies suggest ~70% are willing to pay more) – especially true in consumer health and OTC segments. A sustainable approach builds trust with retailers and patients alike.
- Competitive Differentiation and Innovation: Going green often drives innovation. Packaging optimization (LCA software, smart design) and new materials can create proprietary solutions. It also prepares your company for future regulations (EU 2030 goals, etc.) ahead of competitors. Plus, many large pharma companies publicize their sustainability initiatives – so being behind the curve can hurt reputation.
- ESG Compliance: For public companies or those supplying big healthcare groups, sustainable packaging is a key ESG metric. Demonstrating reduced plastic use or increased recyclability can boost ESG scores and investor confidence.
In concrete terms, there are many case examples of ROI from sustainable packaging: Pfizer redesigned its Centrum multivitamin pack, eliminating polyvinyl chloride (PVC) and reducing box size. This saved ~60 tons of material in the first year and cut transport costs. GlaxoSmithKline (GSK) made similar changes on inhaler components and blister trays, saving 305 tonnes of material and 1550 tonnes of CO₂ per year. These savings illustrate that relatively simple packaging swaps can pay off big.
How to Implement Sustainable Packaging (Step-by-Step)
Transitioning a pharma production line to sustainable packaging is a process. Key steps include:
- Audit Current Packaging: Catalog every primary and secondary pack: materials, weights, volumes, layers. Measure your current waste (e.g. scrap rates) and carbon footprint of packaging. Identify the worst offenders (e.g. PVC blisters, foam inserts).
- Set Clear Goals: Define your sustainability targets – e.g. “50% of packs recyclable by 2028”, “replace PVC blisters with PP film”, or “incorporate 25% PCR in plastic.” These goals should align with regulations (EPR, PPWR) and corporate ESG policies.
- Explore Material Alternatives: Based on the audit, research eco-materials for each pack type. For instance, use recycled cardboard for cartons, aluminium-free blisters (mono-PP), PLA or wood-fiber trays, lighter glass or aluminum bottles, etc. Consider supplier partnerships (some companies now offer pharma-grade bioplastics or fiber-based blisters).
- Design and Prototyping: Create mock-ups or prototypes of new packaging. Use packaging design software or “right-sizing” tools to optimize box dimensions and material thickness. Verify that child-resistant and tamper-evident features still work with the new materials.
- Test and Validate: Conduct stability and transport tests on the new packs. Ensure barrier properties (moisture/oxygen protection) meet pharma standards. Complete any required regulatory testing (e.g. extractables or leachables if using novel materials). Also, test recyclability – some firms partner with recycling labs or SPC (Sustainable Packaging Coalition) programs to certify recyclability.
- Upgrade Equipment if Needed: Check if existing machines can handle the new materials. Switching from stiff PVC to flexible PLA film, or to thicker cardboard, might require servo motor tuning or different feed systems. You may need retrofit attachments (e.g. vacuum conveyors for heavier cartons). Jinlu’s machines, for example, are modular – one can adjust tooling for different materials or blister sizes.
- Pilot Runs and Training: Run a small-scale pilot production with the new packaging. Train operators on any changed procedures (e.g. glue vs. heat seal on cartons, cleaning requirements for sticky bio-resins). Use this phase to fine-tune machine speeds and reduce rejects.
- Full-Scale Rollout: Once validated, switch the production line. Update standard operating procedures. Communicate changes upstream (e.g. to procurement and logistics) so that recycled input materials are ordered and waste-handling processes are in place.
- Monitor and Improve: After implementation, track KPIs like packaging cost per unit, waste % in production, and recycling rate of products returned. Use LCA or packaging scorecard tools (Walmart Scorecard, Cradle-to-Cradle, etc.) to quantify impact. Iterate on designs – e.g. if cardboard is underutilized, trim dimensions further.
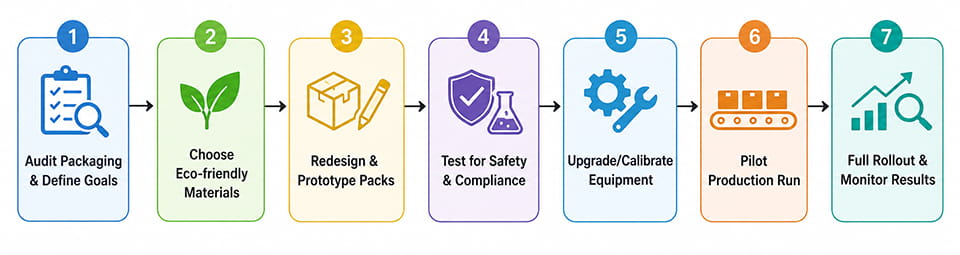
Figure: Steps to transition toward sustainable packaging – from audit to full-scale production.
Throughout this process, keep in mind key packaging optimization strategies. For example, use computer-aided design to right-size cartons and trays, and employ vacuum conveyors or adjustable guides on fillers to cut product spills. Life-cycle assessment (LCA) software can help compare the total environmental impact of alternatives (for instance, balancing material vs. recyclability). Many firms start by focusing on the easiest wins (switching to recycled cardboard, lighter labels) and then tackle harder areas (complex blisters or multi-material kits).
Examples of Sustainable Packaging in Pharma
- Pfizer (Centrum): By removing PVC and reducing carton size, Pfizer eliminated ~60 tonnes of plastic/packaging in one year. They also shipped more units per pallet, cutting transport emissions.
- GSK (Ventolin, Nicoderm): GSK replaced many multi-layer trays and cases (inhalers, patches) with recyclable cartons and pallet boxes. One Ventolin redesign saved ~305 tonnes of packaging material and cut CO₂ emissions by ~1550 tonnes per year.
- Astellas (Blisters): Astellas introduced blisters made partly from sugarcane-derived PP, reducing fossil input (though not fully biodegrading, it is renewable).
- Contract Packers: Some contract manufacturers now specialize in “green packaging runs” – using eco-friendly materials and donating PCR plastic. Their case studies show orders with 100% recycled bottles or trayless cartons do sell well to conscious buyers.
These examples underline that even in a highly regulated industry, sustainable packaging can be done effectively with cost savings.

Getting Started: Partnering with Jinlu Packing
Transitioning to sustainable packaging can seem complex, but you don’t have to go it alone. Jinlu Packing offers a full portfolio of pharma-grade packaging machinery that supports eco-friendly initiatives:
- Eco-Compatible Machines: Many Jinlu models are built to work with recycled or biodegradable materials without sacrificing speed or quality. For instance, our blister machines handle mono-PP or paperblister stocks, and cartoners can accommodate recycled fiberboard.
- Customized Solutions: Need to retrofit your line? Jinlu provides customization (vacuum feeders, servo upgrades) to minimize material waste. Our in-house engineers ensure your equipment meets your green goals.
- Compliance and Support: Jinlu machines meet international standards (cGMP, CE, FDA, EMA). We also offer training and changeover support so your new sustainable packs run smoothly.
- One-Stop Partner: From capsule fillers to stick-pack units and counting machines, Jinlu can supply a turnkey sustainable packaging line. This simplifies vendor management and ensures all components are optimized together.
Ready to green your packaging line? Contact Jinlu’s experts for a free consultation. We can review your product and suggest machinery upgrades or new lines that use recyclable materials and reduce waste. Visit our Blister Packing Machine, Cartoning Machine, Sachet Packing Machine, Capsule Filling Machine, Counting Machine and Premade Pouch Packing Machine pages to see how each can fit into your sustainable packaging strategy. Together, we can help your pharma products protect both health and the environment.
FAQs on Sustainable Packaging in the Pharma Industry
What is sustainable packaging in the pharmaceutical industry?
Sustainable packaging in the pharmaceutical industry refers to packaging solutions designed to reduce environmental impact while still protecting medicines and meeting strict regulatory requirements. This includes using recyclable materials, reducing packaging waste, lowering carbon emissions, and improving packaging efficiency throughout the supply chain.
Why is sustainable packaging becoming important for pharmaceutical companies?
Pharmaceutical manufacturers are facing increasing pressure from governments, healthcare providers, and consumers to reduce packaging waste and improve ESG performance. Sustainable packaging also helps companies lower material usage, improve logistics efficiency, and prepare for future environmental regulations.
What materials are commonly used in sustainable pharmaceutical packaging?
Common sustainable packaging materials include:
• Recyclable plastics like PET, PP, and HDPE
• Paperboard and fiber-based packaging
• Bio-based or biodegradable materials
• Recycled aluminum and glass
• Mono-material flexible packaging
The material selection still depends heavily on drug stability, barrier protection, and compliance requirements.
Can pharmaceutical packaging be both sustainable and GMP compliant?
Yes. Modern sustainable pharmaceutical packaging solutions are designed to maintain product safety, moisture protection, tamper evidence, and serialization compliance while reducing environmental impact. The key is balancing sustainability with regulatory and product protection requirements.
What are the biggest challenges of sustainable pharma packaging?
Some major challenges include:
• Strict pharmaceutical regulations
• Barrier protection requirements
• Drug compatibility testing
• Higher initial material costs
• Limited recycling infrastructure
• Difficulty recycling multi-layer materials
Many companies are now investing in mono-material designs and lightweight packaging to solve these problems.
How can pharmaceutical companies reduce packaging waste?
Pharmaceutical manufacturers can reduce packaging waste by:
• Optimizing package sizes
• Reducing unnecessary secondary packaging
• Using lightweight materials
• Replacing paper inserts with digital leaflets
• Improving packaging line efficiency
• Upgrading to energy-efficient packaging machinery
These strategies help lower both material consumption and operating costs.
Are biodegradable materials suitable for pharmaceutical packaging?
Biodegradable materials can work well for some secondary and tertiary pharmaceutical packaging applications, such as cartons, trays, and protective layers. However, primary packaging still requires strong barrier performance and compatibility testing to protect sensitive medicines.
How does packaging machinery support sustainable packaging goals?
Modern pharmaceutical packaging machines help reduce waste through:
• Precise material feeding systems
• Servo-driven automation
• Reduced film consumption
• Energy-saving technologies
• Faster changeover times
• Improved production efficiency
Advanced blister packaging machines, cartoning machines, and stick pack machines can significantly improve sustainability performance in pharmaceutical factories.
References:
1.Sustainable packaging —— Wikipedia
2.Ecodesign approach for pharmaceutical packaging based on Life Cycle Assessment —— ScienceDirect
3.Packaging waste —— European Commission
4.TRS 902 – Annex 9: Guidelines on packaging for pharmaceutical products —— WHO
5.Global Innovations in Sustainable Pharmaceutical Packaging in the Last 25 Years: A Scoping Review —— MDPI




One Response
This is an important point. The pharmaceutical industry produces a lot of plastic waste, so moving toward sustainable packaging is a smart and responsible step. Using recyclable, recycled, or biodegradable materials can help reduce pollution, meet new regulations, and show customers that the company cares about the environment.