Pharmaceutical equipment – also called pharma machinery – includes all the machines, mixers, and tools used in drug manufacturing. These specialized devices handle everything from mixing raw ingredients to testing finished pills. In other words, high-tech equipment is the backbone of any pharmaceutical factory. It ensures medications are made safely, precisely, and efficiently. In this guide, we’ll walk through the key categories of pharma machinery, why each is important, and what functions they serve.
Medicines must be made under extremely clean and controlled conditions, so equipment is designed for sterility and precision. We’ll cover bulk-processing gear (mixers, granulators, dryers), tablet/capsule machines, packaging systems, lab and quality-control instruments, plus support equipment like autoclaves and conveyors. By the end, procurement engineers and industry buyers will have a clear overview of essential pharmaceutical machinery, from pharmaceutical packaging machines to analytical instruments, helping pharma companies and engineers make informed decisions.

Bulk processing machinery prepares the raw ingredients before pills are formed. Mixers and blenders combine active ingredients with fillers uniformly. For example, ribbon blenders and V-blenders mix powders gently so every tablet has the same dose. High-speed mixers tackle tough blends of powders and liquids quickly (like a giant stand mixer, but much more powerful). These machines ensure each batch is consistent. Manufacturing equipment from mixing and blending to granulation and drying is crucial for making tablets, capsules and powders.

Tablet presses compress powders into tablets – part of dosage-form processing discussed next. But the bulk equipment above handles raw ingredient processing. In short, bulk mixers, granulators, dryers, and associated systems create the uniform, dry powders or granules needed for reliable tablet and capsule production.
Once bulk materials are ready, tablet and capsule machines form them into the final dosage. The heart of this stage is the tablet press. Rotary tablet presses use high pressure to squeeze powder into tablets; they can produce thousands of uniform pills per hour. Modern presses often have multiple compression stations so a whole row of tablets is made with each rotation.
Presses use tremendous pressure for consistent tablet shape and dose. In practice, engineers monitor each press for uniform tablet weight and hardness. Tablet Coaters are often paired with presses: they tumble tablets in a spray of coating solution (sugar, film, or enteric coating). Coating improves pill appearance, swallowability and can control drug release.
Capsules are handled by capsule filling machines. These machines align empty capsule halves, fill them with powder or pellets, and lock the caps. They work very quickly and precisely. Some capsule machines handle liquids for softgels or liquid-filled capsules (soft gelatin encapsulation). After filling, a capsule polisher/cleaner may remove dust from finished capsules.
Key machinery in this category:




Each machine must be calibrated for exact weight. As Jinlupacking notes, “uniform dosage” is critical – tablet presses and capsule-fillers ensure each dose has the correct active ingredient. Precision here means patient safety.
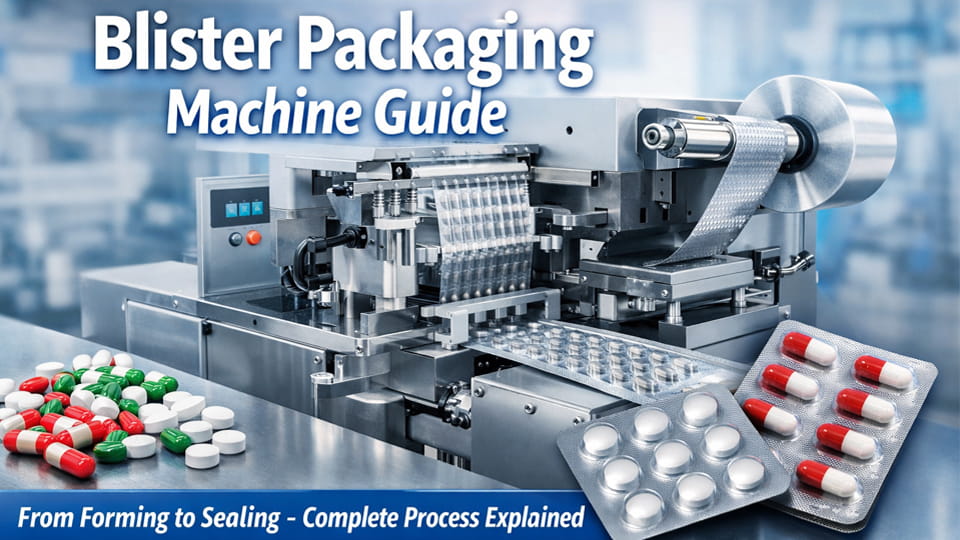
After pills or capsules are made, pharmaceutical packaging machines prepare products for distribution. Packaging equipment protects drugs from damage and contamination, and provides necessary labeling. For example, blister packaging machines place tablets or capsules into plastic cavities which are then sealed with foil. The image above shows operators tending a blister line. Blister packs lock out moisture and let patients see each dose, reducing errors.
Other key packaging machines include:

Each of these pharmaceutical packaging machines must operate at high speed and precision. For instance, a blister machine forms pockets and seals them perfectly to protect from air and moisture. Then a labeling machine adds critical information, ensuring each box has clear instructions. Together, packaging systems make sure products reach pharmacists and patients in ready-to-use form.
Examples of packaging equipment: Blister packer, strip or pouch packer, bottle filler & capper, cartoning line, case packer, conveyor systems between machines. These are all part of a pharma packaging line. As an industry reference notes, these systems “ensure that medications are safely and securely packaged for distribution and consumption”.
Ensuring drug safety and efficacy requires testing at each stage. Dedicated laboratory and QC instruments are essential. In the image above, a scientist uses precision instruments to analyze a sample. Common equipment includes:
These machines often live in lab cleanrooms. For example, spectrophotometers and dissolution apparatus play a vital role in QC. As one source explains, “spectrophotometers analyze chemical composition” and “dissolution testers evaluate how medications dissolve, providing info on bioavailability.” Analytical lab equipment may not be on the production floor, but it is integral to the pharma manufacturing process. It verifies that everything meets specifications and regulatory standards.

Several specialized machines keep the production environment sterile and safe. In pharma, “equipment must be extremely clean and precise”. Key support equipment includes:
notes that material handling equipment (conveyors, lifts, automated vehicles) moves products safely around the factory and “prevents contamination” as well as damage. All these systems – sterilizers, CIP, cleanrooms, HVAC and conveyors – work behind the scenes. They aren’t visible to the patient, but they’re crucial for product quality and compliance.
Table: Common Pharmaceutical Equipment by Category
| Category | Examples of Equipment |
|---|---|
| Bulk Processing | Mixers (ribbon/V-blender), Granulators, Dryers, Mills, Tanks, Feeders |
| Dosage Formation | Tablet Presses, Capsule Fillers, Coaters, Encapsulation Machines |
| Packaging | Blister Machines, Bottle Filling & Capping, Cartoners, Labelers, Checkweighers |
| Quality Control & Lab | HPLC/GC Systems, Spectrophotometers, Dissolution Testers, Analytical Balances, pH Meters |
| Sterilization & Cleaning | Autoclaves, Sterile Filters, Lyophilizers, CIP Systems |
| Material Handling & Support | Conveyors, Vacuum Conveyors, Air Handling (HVAC), Pressurized Vessels, Reactors |

Every piece of pharmaceutical machinery must meet strict regulatory standards. As one industry guide emphasizes, pharma equipment manufacturing is about “precision, safety, and efficiency”. Small errors in dosing or contamination can have serious consequences. Good pharma equipment ensures that each pill and vial is made exactly right, protecting patients and maintaining trust.
Buyers and engineers should always choose equipment built to GMP standards. In fact, “every piece of equipment must meet strict compliance standards,” including Good Manufacturing Practices (GMP) and ISO certifications. These standards guarantee consistency in production, product control and machine safety. Reputable manufacturers provide validation documents and performance data, proving their machines produce reliable results.
Routine maintenance and calibration are also essential. As the industry says, “broken machines make defective products” – so regular servicing keeps equipment operating correctly. Well-maintained equipment has a long life, produces less waste, and supports continuous, uninterrupted production.
In summary, pharmaceutical equipment covers a wide range of machines – from bulk mixers and tablet presses, to high-tech packaging lines and lab analyzers. Each has its own purpose in the drug-making process. Using quality, well-designed equipment helps pharma companies boost efficiency and meet the high standards required for safe medicine production.

To wrap up, the world of pharmaceutical equipment is both broad and essential — from raw material processing and blending, to tablet and capsule formation, packaging, and quality control. Each machine category plays a vital role in ensuring product consistency, regulatory compliance, and operational efficiency. Modern pharmaceutical manufacturing is not just about producing doses — it’s about precision, sterility, traceability, and reliability at every step of production. As industry demand grows and technologies evolve, investing in the right pharma machinery becomes a strategic advantage for any manufacturer aiming to compete on quality and cost-effectiveness in global markets.
Whether you’re upgrading an existing line or building a new facility, having up-to-date and reliable equipment is key. For tailored solutions — from high-precision mixers and tablet presses to advanced pharmaceutical packaging machines and automated lines — explore the offerings at Jinlu Packing. Their comprehensive range of pharma machinery is designed to help pharmaceutical companies and engineering teams optimize production and stay aligned with the latest industry standards. Learn more about suitable equipment options and how they can support your manufacturing goals at jinlupacking.com.
Pharmaceutical equipment refers to the machinery and tools used throughout drug manufacturing — from raw material processing and mixing to dosage forming, packaging, and quality testing. It includes mixers, tablet presses, capsule fillers, packaging machines, and analytical lab instruments.
Specialized pharma machinery ensures consistent quality, precise dosing, and regulatory compliance. These machines maintain sterility and accurate processing, which are essential for safe and effective medicines.
Major categories include bulk processing (mixers/granulators), dosage-form machines (tablet presses, capsule fillers), packaging equipment (blister packers, bottle fillers), quality control instruments (HPLC, dissolution testers), and sterilization/cleanroom support systems.
A tablet press, also called a tablet compressor, compresses powders into uniform tablets under high pressure. It’s crucial for solid oral dosage forms and can be single-punch for small batches or rotary for large-scale production.
Capsule filling machines automatically fill empty capsules with powder, pellets, or granules, then lock the caps. They serve a different dosage form than tablet presses and are chosen based on product type (hard-shell or softgels).
Typical packaging equipment includes blister packaging machines, bottle filling and capping machines, cartoning machines, labelers, and checkweighers to protect products and prepare them for distribution.
Quality control instruments like analytical balances, HPLC/GC systems, spectrophotometers, and dissolution testers verify product purity, potency, and compliance with standards before medicines reach the market.
Support equipment includes autoclaves (steam sterilizers), lyophilizers (freeze dryers), clean-in-place (CIP) systems, sterile filtration units, and material handling systems — all designed to keep production environments sterile and contamination-free.
Companies follow strict Good Manufacturing Practices (GMP) and validation protocols to ensure equipment meets safety and quality requirements. Machines are designed, calibrated, and serviced according to regulatory guidelines to support consistent production.
Yes. Equipment like mixers, tablet presses, or packaging lines can often be tailored to product specifications (dosage form, speed, automation level) to optimize efficiency and meet manufacturing goals.
References:
1.Good Manufacturing Practices (GMP) — World Health Organization (WHO)
2.Pharmaceutical Manufacturing Equipment Overview — American Pharmaceutical Review
3.Pharma Manufacturing Equipment Guide 2025: Types, Trends, and Innovations — pharmanow.live
4.Pharmaceutical Machinery & Technology — CPhI Online Directory