右を選択する ブリスター包装機 製薬メーカーにとって重要な決定です. 錠剤とカプセルではサイズが異なります, 形, と感度, つまり、パッケージ化するマシンも異なる必要があります. このガイドでは、タブレット ブリスター マシンとカプセル ブリスター マシンの主な違いについて説明します。, キャビティの形状やフィーダーから生産速度や規制順守に至るまで、あらゆるものをカバーします。. 熱成形と冷間成形、平板と回転システムを比較します。, 考慮すべき主な要素の概要を説明する, 間違ったマシンを選択する際によくある落とし穴を指摘します. 最後までに, ブラシフィード錠剤ラインが必要か、方向フィーダーを備えた完全自動カプセルラインが必要かなど、何を探すべきかを正確に理解できるため、十分な情報に基づいて購入の意思決定を行うことができます。.

形: GMPクリーンルーム内の最新の錠剤/カプセルブリスター包装ライン. ブリスターマシンによる成形の自動化, 充填, 封印, 単位用量包装を作成するための PVC またはアルミニウム フィルムの切断.
ブリスター包装機は個別のキャビティを形成する専用の装置です (水ぶくれ) プラスチックまたはアルミニウムフィルムから, 製品で満たしてください, そしてホイルで密封します. 彼らは 4 つの主要なステップを実行します。形にする, 充填, 封印, と切断—整理整頓を生み出す, 改ざん防止パッケージ. これらの機械は製薬業界のいたるところに普及しています: 錠剤を包装しているのが見つかります, カプセル, 電子タバコや小さな消耗品も. 高品質のブリスター包装機は、各ユニットを正確に密封することで製品の安全性と保存期間を保証します。, 厳格なGMP/FDA基準に準拠しながら.
錠剤とカプセルのブリスターラインは同じ基本アーキテクチャを共有しています, しかし詳細は異なります. ポケット (空洞) 丸い錠剤の形状は、長い錠剤の形状とは大きく異なります。, ツーピースカプセル, 供給/方向システムが一致している必要があります. 例えば, 標準的な 10mm の円形タブレットには浅いものだけが必要です, 円形ポケット, その間 0# (21.7 mm) ハードゼラチンカプセルには深いものが必要です, 細長い楕円形の空洞. 結果として, カプセルブリスターラインには通常、カプセルを正しく並べるための「方向フィーダー」が含まれています (頭から尻尾まで) ガソリンスタンドに入る前に. カプセルが倒れたり、逆さまになったりする可能性があります, それで カプセル回転フィーダー 各カプセルを均一な位置に反転するためによく使用されます. 対照的に、, 錠剤は、 ブラシフィーダーまたは振動板, ほとんどの錠剤は対称的であり、円形のポケットにランダムに投入できるため.

形: カプセルのブリスターライン. 錠剤キャビティ (円形) vsカプセルキャビティ (細長い楕円形) さまざまなフィーダーの設計と成形条件を決定する.
a ブリスター包装機 単位用量の包装を自動化する医薬品機器です. 空洞が形成される (水ぶくれ) プラスチックまたはアルミニウムのウェブで, それらを製品で満たします, 次に、ホイルまたは紙の裏紙でシールします。. 製薬業界で, 形成フィルムは通常、 PVC/PVDC またはアルミニウム (冷間成形用), そして蓋はアルミホイルです. 基本的な順序は、: フィルム巻き戻し → フォーミングステーション → 充填/フィードステーション → シーリングステーション → パンチング/カット.
[jl_youtube ソース=”https://www.youtube.com/embed/hC-yo-ToX6s”]
このプロセスにより、密封されたブリスターパックが得られます。 改ざん防止, 衛生的な, 患者にとっても使いやすい. 優れたブリスター包装機は、一貫した成形とシールの品質を保証します, 多くの場合、空のポケットや誤って入ったユニットを検出して拒否するために視覚システムを統合します.
錠剤とカプセルのラインは一見似ていますが、, 彼らの 主な違い つまり、調整せずにどのマシンでも製品を簡単に交換することはできないということです. ハードウェアの主な違いは次の 3 つです。: ポケットの形状 (金型の形状), フィーダー/方向, そして論理を拒否する.
これらを間違えると、生産が台無しになる可能性があります: ポケットの形状が正しくないと、シール不良やブリスターの変形につながります。, 供給エラーはスクラップや 想起. Jinlupacking 氏が指摘するように, 「ツーリングジオメトリ」, 送り機構, および拒否ロジックは、取得するかどうかを決定します。 98.5% 効率とか 84% 生産の最初の週の効率」.

クイックリファレンスにまとめると, 典型的な方法は次のとおりです タブレットブリスターマシン と比較する カプセルブリスターマシン:
| 特徴 | タブレットブリスターマシン | カプセルブリスターマシン |
| キャビティ形状 | 円形または浅い楕円形 (平底) | 細長い楕円形 (より深く描く) |
| 一般的なキャビティの深さ | ~4~8mm | ~9~14mm |
| 成形材料 | PVC/PVDC または PET (熱成形用) | 多くの場合、PVC/PVDC またはアルミニウム (熱成形または冷間成形用) |
| 成形温度 | ~120~140℃ (PVC) | ~145~165℃ (PVC; またはコールドフォーム Alu-Alu の場合は加熱なし) |
| 給餌システム | ブラシフィーダーまたは振動板 (無指向性) | オリエンテーションフィーダー (重力シュート, ガイドレール, または軌道上) |
| 製品の方向性 | ランダム (対称錠剤) | 頭から尾まで固定 (カプセルは同じ方向を向く必要があります) |
| ビジョン/拒否ロジック | 空の錠剤/壊れた錠剤の検出 | 欠落を検出, 反転した, またはクロスロードされたカプセル |
| 速度効率 | 通常はより高い (より単純な塗りつぶし) | やや低め (オリエンテーションの手順のため) |
| 切り替えコスト | より低い (シンプルなフラットモールド) | より高い (カプセル形状の複雑な金型) |
| リスクへの対応 | 低い (タブレットは頑丈です) | より高い (カプセルは分割したり、キャップを分離したりできます) |
重要なポイント: タブレットマシン シンプルなフラットモールドと標準フィーダーを使用, その間 カプセルマシン 多くの場合、方向付けシュートや回転フィーダー、さらに深い金型が追加されます。. ハイエンドマシンも多数 (ジンルのモデルのように) 両方を処理できるように構築されています, ただし、そのためには検証済みのツール/金型の切り替えが必要で、場合によっては自動フィーダー切り替えが必要です。. マシンが本当にデュアルパーパスである場合, フィーダー システムは両方のモードをサポートする必要があります (例えば. タブレットの場合は無効にできる調整可能なガイド レール).

包装ラインを計画するとき, 考慮する 成形技術 (熱成形と冷間成形) そして マシンスタイル (平板 vs ロータリー):
いつどれを使用するか: 選ぶ 熱成形 製品が湿気に対して安定していて、スピードと視認性が必要な場合 (例えば. OTC錠剤, サプリメント). 選ぶ コールドフォーム (アルアル) 医薬品が酸素/湿気に敏感であるか、非常に長い有効期限が必要な場合. 一部のラインではハイブリッドアプローチを使用しています (Alu リッドまたは PVDC コーティングを施した熱成形フィルム) コストと障壁のバランスをとる.
ブリスターマシンには 2 つの主要な機械形式もあります:
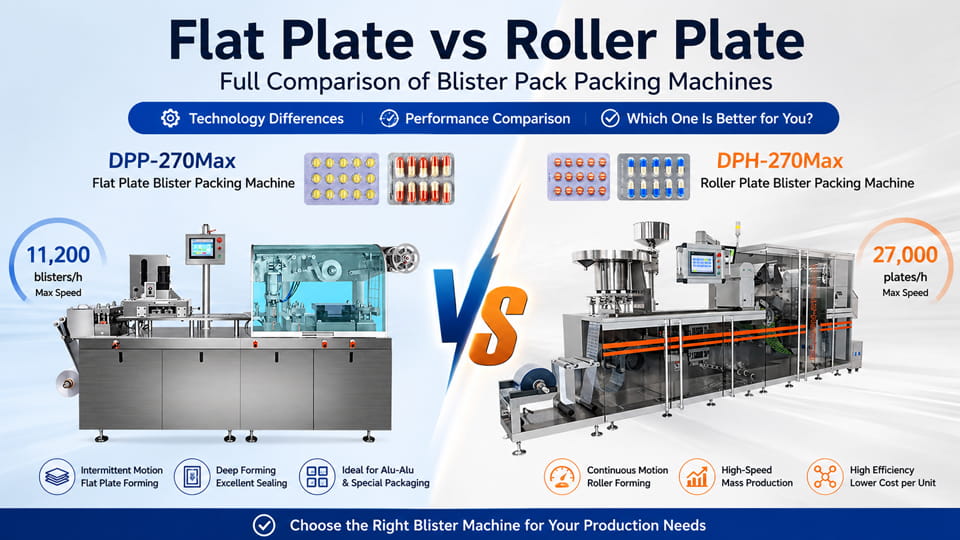
どれを選ぶか? 多数の異なる SKU を生産する場合、または深絞りが必要な場合 (アルアルみたいに), ある 平板 通常はマシンが最適です. 1 つの製品の非常に大きなバッチを実行する場合 (例えば. 毎月数百万個のブリスターパック), ある ロータリー マシンはスループットで利益を得る. 例えば, ジンル DPP-180Proは平板モデルです (最大 ~4,800 プレート/時) 柔軟性に優れています, 一方 DPH-270Max ロータリーモデル 打てる 11,200 高速大量生産時のブリスター/時間.
| 特徴 | 平板マシン | ロータリーマシン |
| 成形スタイル | 間欠 (プレートは各サイクルでプレスします) | 継続的 (回転ドラム) |
| マックス. スピード | 適度 (数十から約 100 カット/分) | 非常に高い (頻繁 180+ カット/分) |
| 最適な用途 | 小/中バッチ; 深絞り (アルアル) パック | 大容量 Alu-PVC パック (量産) |
| 金型コスト | より低い (平板のほうが安い) | より高い (精密円筒金型) |
| 切り替え時間 | 速い (金型交換が簡単になる) | もっとゆっくり (調整と交換が複雑) |
| 出力ごとのフットプリント | より大きな (同じ出力には複数のマシンが必要) | よりコンパクトに (1 台のマシンは多数の平板に相当します) |
ブリスター包装ラインを選択する場合, これらの 7 つの要素に焦点を当てて、最適な適合性を確保し、後で大きな損害をもたらす間違いを回避します:
それぞれの要素を慎重に評価することで、, よくある罠を避けることができます: 今日のニーズには適合するが、明日の要件には適合しない安価なマシンを購入する (例えば, 新しいカプセル SKU 用のフィーダーが不足している、または高速化のために完全な交換が必要な場合).

ブリスターマシンの選択は複雑です, 一か八かの決断. 調達チームはよくこのような間違いを犯します:
これらの間違いから学ぶことで, スペックシートのボックスにチェックを入れるだけでなく、価値と長期的なパフォーマンスを優先できます。.
主にタブレットを製造する場合:
主にカプセルを生産する場合:
両方を行う場合:

すべてのブリスター包装機が同じように作られているわけではありません. 医薬品のニーズを理解し、しっかりとしたサポートを提供してくれるサプライヤーが欲しい. ジンルパッキング, 例えば, ハイライト:
評判の良いメーカーを選択することは、マシンのスペックと同じくらい重要です. 検証文書を公開している人を探す, トレーニングを提供する, 製薬会社への導入実績もございます.
適切なブリスター包装機の選択は戦略的な決定です. 丁寧にマッチングすることで マシンタイプ あなたへ 製品 (錠剤とカプセルの比較) そして 生産ニーズ, 効率と品質を最大化できます. フィーダーの設計を忘れずに考慮してください, マシンフォーマット, 材料の互換性, 規制遵守と. これらの詳細をスキップすると、ダウンタイムが発生し、製品が廃棄される可能性があります. その代わり, 購入者のチェックリストアプローチに従う: 要件を定義する, 各マシンをそれらに対して検証します, 信頼できるサプライヤーと協力してください (充実した保証とサポート付き).
正しい選択 ブリスター包装機 設備だけではない、安定した生産を実現するために, 製品の品質, 医薬品包装ラインのアップグレードを計画している場合、または錠剤とカプセルのオプションをまだ比較している場合, 今が行動を起こすのに最適な時期です.
👉 今すぐJinlu Packingのチームにご相談ください。
👉 製品と容量に基づいてカスタマイズされたソリューションを入手
👉 見積もりまたは技術相談をリクエストする - 義務はありません
私たちは、紙上の仕様だけではなく、適切なブリスター包装機をお客様の実際の生産ニーズに適合させるお手伝いをします.
おそらく, ただし、それはマシンの設計によって異なります. 真のデュアルフォーマットブリスターマシンには交換可能なツールが必要です (金型セット) ランダムな錠剤供給と方向性のあるカプセル供給の両方が可能な供給システム. 実際に, これは追加コストを意味します (特別な金型ツールとカプセル配向フィーダー). 混合生産が時々ある場合, 切り替えキットを備えた 1 台のマシンで動作可能, ただし頻繁な切り替えの場合, 専用マシンの方が実用的かもしれない.
湿気や光に非常に敏感な薬剤用, コールドフォーム (アルアル) ブリスターパックが好ましい. 完全なアルミニウムラミネートは、ほぼ不浸透性のバリアを提供します。, 保存期間を延ばす. 機械は冷間成形をサポートしている必要があることに注意してください (高圧, 熱がない). スピードと視認性が必要な場合, ハイブリッドパックを使用するものもあります (アルミニウムまたは PVDC コーティングを施した熱成形キャビティ) 中間保護用.
熱成形 (PVC/PET) 湿気にあまり敏感ではないほとんどのタブレットで動作します。. 高速な生産性とクリアな機能を提供します。, 検査可能なパック. しかし, 湿った顆粒または吸湿性の内容物を含む錠剤の場合, PVDC コーティングされたフィルムまたは冷間成形への切り替えが必要になる場合があります. また, いくつかの材料 (レチノイドのような) PVCと相互作用できる, したがって、互換性テストは賢明です.
カプセルラインは通常、オリエンテーションフィーダーを使用します. 一般的なタイプにはガイドレールフィーダが含まれます, 重力シュート, またはカプセル回転装置. 目標は、各カプセルを頭から空洞に入れることです。. Jinlu らは、これを達成するために軌道フィーダーまたは振動チャネルを提供しています。. サプライヤーのフィーダーがカプセルのサイズと形状に対応できるかどうかを必ずサプライヤーに確認してください。.
• 給餌の最適化: スムーズさを確保, 詰まりのない給餌. 適切に撹拌または方向付けされた適切に設計されたフィーダーにより、停止が減少します。
• 速度と安定性: 動作速度を製品の公差に合わせる. 最大速度よりも低速で実行すると、不良品やダウンタイムが減少する可能性があります.
• 段取り替えの削減: 可能であればブリスターのサイズを標準化する. クイックチェンジオーバーシステムを使用する (Jinlu の 15 分間の金型交換のように).
• 予防保守: 機器の校正を維持する (温度, プレッシャー) そしてきれい. ビジョンシステムは定期的にチェックして清掃する必要があります.
• オペレーターのトレーニング: ニュアンスを理解する熟練したオペレーター (例えば。, 送り補正, 金型のセッティング) かけがえのないものです.
• レイアウトの統合: マテリアルフローの合理化. 打錠機や箱詰め機との自動連携でアイドル時間を削減.
• データ監視: PLC データを使用して傾向を特定する (温度のオーバーシュート, スパイクを拒否する) そして早めに修正してください.
これらの要因に対処することで、, ブリスターラインの歩留まりと稼働時間を最大化します.
参考文献:
1.ブリスターパック —— ウィキペディア
2.ブリスター包装機完全ガイド —— 製薬テック.com
3.固形医薬品のブリスター包装設計の最適化 —— サイエンスダイレクト
4.医薬品ブリスター包装, パート II: 機械と組立 —— リサーチゲート
5.形状テンプレートマッチングに基づく医薬品ブリスター包装の欠陥検出 —— リサーチゲート