Machines d'emballage sous blister sont les bêtes de somme de l'industrie pharmaceutique : ils moulent des feuilles de plastique ou d'aluminium dans des poches et scellent des pilules ou des capsules à l'intérieur.. Mais comme tout équipement complexe, ils peuvent rencontrer des problèmes qui arrêtent la production. Les problèmes courants des machines à blister incluent des joints faibles ou qui fuient., cavités mal formées, poches vides (confitures ou repas manqués), et l'usure des machines qui entraîne des temps d'arrêt. Comme le notent les experts du secteur, les défauts d’étanchéité sont parmi les défauts les plus critiques parce qu'ils compromettent directement la sécurité des médicaments. En pratique, à propos 90% des défauts standards des blisters se résument aux « Trois T »: mal réglé Température, Temps, ou Tension dans le processus.
Dans ce guide, nous passerons en revue chaque problème majeur : pourquoi cela se produit et comment le résoudre.. À la fin, vous aurez des étapes claires et des conseils préventifs pour que votre blister fonctionne correctement (ou décider si une solution plus avancée est nécessaire).
Problème 1: Étanchéité faible ou incohérente
- Symptômes: Le film de couverture n’adhère pas complètement aux cavités formées. Vous pouvez voir des blisters qui fuient du colorant lors d'un test d'étanchéité ou une feuille qui se décolle facilement.. Certains joints peuvent sembler partiels ou présenter des lacunes. Ces défauts compromettent la stérilité et nécessitent la mise au rebut de lots entiers.
- Causes: Des paramètres de thermoscellage incorrects sont la cause habituelle. Si la température du joint est trop basse, la couche thermoscellée de la feuille ne fondra pas et ne collera pas; trop haut, et le film plastique peut rétrécir ou brûler. Pression d'étanchéité inégale (en raison de plaques déformées ou de ressorts mal ajustés) provoque des vides locaux. La contamination sur la matrice de scellage – comme des résidus de colle ou de la poussière de comprimés – empêche un contact complet. Un film de mauvaise qualité ou humide donne également une faible adhérence.
- Solutions:
- Ajuster la température & Pression: Utilisez un thermomètre à contact pour vérifier les températures des plaques (ne vous fiez pas uniquement à la lecture de la machine). Suivre les directives matérielles (par exemple. 140–160°C pour les packs PVC/Alu). Ajustez avec précision de ±2 à 5 °C autour du point de consigne pendant l'exécution des tests de joints..
- Vérifier les matrices de scellage: Nettoyer les matrices et les plaques à chaque quart de travail; éliminer les résidus de colle ou de film avec de l'isopropanol. Inspectez les rayures ou la corrosion qui pourraient provoquer des fuites. Remplacer ou rectifier les matrices si elles sont déformées.
- Optimiser le processus: Assurer une pression uniforme sur toute la largeur. Inspecter et remplacer les rouleaux de pression ou les ressorts usés. Utilisez uniquement des produits de haute qualité, papier d'aluminium sec – film pré-séché dans des environnements humides (par exemple. 40–60°C pendant 30 à 60 minutes). Documenter les paramètres du joint et effectuer des tests de résistance au pelage de routine pour détecter la dérive.
Par exemple, sur une ligne blister PVC/Alu standard, la zone de thermoscellage optimale se situe souvent autour de 150°C. Une erreur de ± 3°C peut réduire de moitié la résistance du joint. En calibrant et en enregistrant les profils de température, les opérateurs peuvent maintenir une intégrité constante du joint.

Problème 2: Formation incorrecte (Cavités effondrées ou inégales)
- Symptômes: Les alvéoles du blister en plastique thermoformé sont déformées. Vous pourriez voir des cavités trop peu profondes, effondré sous le poids du comprimé, ou ont des profondeurs inégales et des murs amincissants. Les poches inégales font bouger les comprimés, déclencher des alarmes de comptage de remplissage ou des arrêts à mi-parcours.
- Causes: La station de formage repose sur un chauffage et un vide uniformes. Si la plaque chauffante est mal calibrée, la température de formage peut dériver. Même un petit écart de ± 3 °C dans une plaque filmogène en PVC entraîne un changement significatif dans la profondeur de la cavité et l'épaisseur de la paroi.. D'autres causes incluent un vide faible (filtres sales, fuites), broches d'assistance au branchement usées (si utilisé), ou des surfaces de moisissures contaminées (plastiques ou feuilles collées sur les cavités).
- Solutions:
- Vérifier la température: Utilisez un thermomètre infrarouge ou à contact calibré sur la plaque de formage. Ajustez le contrôleur PID si la surface de la plaque est décalée de plus de ~2°C par rapport au point de consigne.. Effectuez un court essai avec les produits cibles et le film correct pour confirmer la formation complète de la cavité..
- Entretenir le système de vide: Vérifier la sortie de la pompe à vide et les conduites de vide. Nettoyer ou remplacer régulièrement les filtres à vide. Assurez-vous que les canaux de vide dans le moule ne sont pas obstrués.
- Inspecter et nettoyer les moules: Essuyez les plaques à cavité à chaque quart de travail pour éliminer les résidus de film. Vérifier les broches de la fiche (le cas échéant) pour un timing correct – un bouchon usé ou mal synchronisé peut effondrer la cavité en appuyant trop tôt. Remplacez les fiches ou les bagues de came usées si la fiche entre en contact avec le film prématurément..
- Utilisez un film approprié: Vérifiez que vous utilisez l'épaisseur et le type de film appropriés pour votre moule.. Un nouveau lot de film peut nécessiter un profil de température légèrement différent en raison de la teneur en plastifiant.
Conseil: Conservez les paramètres de formage documentés par lot de film et requalifiez-vous à chaque changement de matériau pour éviter les problèmes de blisters effondrés..
Problème 3: Déchirure ou froissement du film
- Symptômes: Pendant ou après la formation, le film plastique (PVC/PVDC ou PET) ou la couche d'aluminium se déchire, fissures, ou des trous d'épingle. Du côté opposé, vous pouvez voir des plis ou des poches d'air sous le film d'operculage. Ceux-ci conduisent à des fuites d’emballage ou à des défauts esthétiques.
- Causes: Une chaleur ou une tension excessive sont les principaux suspects. Si la température de formage ou de scellage est trop élevée, le film peut trop ramollir et s'étirer trop, le faisant s'amincir ou se déchirer. De même, tension inégale du film (à cause d'un mauvais contrôle du déroulement ou de rouleaux mal alignés) provoque des froissements et même des déchirures lorsque la bande est tirée. Des pics de température soudains ou un refroidissement défectueux peuvent également affaiblir le film..
- Solutions:
- Optimiser la température: Assurez-vous que les températures de formage/scellage sont conformes aux spécifications de votre film. Par exemple, réduisez les températures de zone si vous constatez des dommages constants au film. Utiliser un chauffage zoné (plus haut au centre, plus bas sur les bords) pour éviter les points chauds.
- Ajuster la tension et l'alignement: Vérifier les réglages de tension de déroulement. La tension du rouleau de papier d'aluminium doit être suffisamment forte pour rester à plat, mais pas trop pour contraindre la bande.. Inspectez l’alignement du guide à rouleaux – même un guide légèrement mal aligné peut créer des vagues. Remplacer les roulements usés sur les rouleaux ou les bras danseurs.
- Utiliser une manipulation correcte du film: Assurez-vous que les films sont stockés et préconditionnés correctement. Essuyez la surface du film pour éliminer toute poussière avant de l'exécuter. Envisagez de préchauffer le film PVC/PET pendant une courte période dans les zones très humides.. Faites appel à des fournisseurs de films certifiés pour éviter les défauts de matériaux.
*Exemple: Une solution courante aux plis du foil consiste à régler le frein sur la tige du foil.. Un freinage légèrement plus élevé peut lisser les rides en réduisant le jeu du foil. Conserver les capteurs de tension (danseurs) en bon état – remplacez les roulements avant qu’ils ne s’usent.
Problème 4: Erreurs d'alimentation du produit (Erreurs d'alimentation, Alimentations doubles, Confitures)
- Symptômes: Des comprimés ou des gélules peuvent manquer dans certaines poches (cavités vides), ou certaines pochettes ont deux produits (double alimentation). Alternativement, les comprimés pontent ou se coincent dans le bac d'alimentation ou les canaux, provoquant des arrêts intermittents. Dans les cas graves, la ligne peut s'arrêter en raison d'alarmes d'erreur d'alimentation.
- Causes: Les problèmes d'alimentation proviennent d'inadéquations entre la vitesse du chargeur et l'indexation de la machine., ou du mécanisme d'alimentation lui-même. Si la brosse ou l'alimentateur vibrant fonctionne trop vite par rapport à l'index, les comprimés peuvent sauter des poches ou s'empiler. Statique élevée (par exemple. conditions humides) peut faire coller les comprimés ensemble ou à la trémie. Des rails d'alimentation usés ou des bavures sur les moules peuvent également coincer les produits, tandis que les débris restants dans le chargeur peuvent détourner les comprimés.
- Solutions:
- Synchroniser le chargeur: Recalibrez la vitesse du chargeur pour qu'elle corresponde au cycle d'indexation des blisters à chaque changement.. Notez le ratio correct pour chaque lot de produits. Si vous utilisez un chargeur multi-têtes ou sur chenilles, assurez-vous qu’il est équilibré et exempt de toute obstruction.
- Contrôler l'humidité/statique: Maintenez l’humidité relative de la zone de production autour de 40 à 60 %. Si le pontage persiste, installez une brosse antistatique ou utilisez de l'air conditionné dans la trémie. Nettoyer les composants du chargeur avant chaque analyse.
- Inspecter l'outillage et le chargeur: Vérifier les disques d'alimentation, trémies, et des guides pour l'usure ou les dommages qui pourraient attraper les comprimés. Remplacez les bords ébréchés ou tranchants. Éliminer les débris de produits du chemin d'alimentation. Utiliser l'inspection visuelle (par exemple. un capteur de caméra) pour vérifier que chaque cavité est remplie si les BPF le permettent.
Note:* Les lignes de blisters incluent souvent un détecteur de cavités vides à proximité de la station de scellage. Cependant, le but est de éviter** les vides – par ex.. si une cavité est vide, cela signifie généralement que le chargeur est mal alimenté en amont. Des mises au point régulières des alimentateurs et des vérifications des capteurs aident à éliminer ces défauts.

Problème 5: Pochettes blister vides (Produits manquants)
- Symptômes: Blisters finis sans comprimé ni capsule à l'intérieur d'une cavité – mais scellés par le film. Ceux-ci doivent être détectés et rejetés. Des vides parasites indiquent des problèmes de synchronisation des flux.
- Causes: Fondamentalement, les poches vides sont un type d’erreur d’alimentation. Ils se produisent lorsque le distributeur ne parvient pas à faire tomber un produit dans une cavité formée.. Les raisons incluent: produit non libéré du chargeur (adhérence statique, mauvais timing), un bourrage qui a délogé un produit, ou la trémie fonctionne momentanément vide. Les pannes de capteurs peuvent également entraîner des erreurs de comptage (par exemple. un capteur photo ne compte pas un produit).
- Solutions:
- Synchronisation des mangeoires: Assurez-vous que le chargeur est calibré de manière à ce que chaque cavité reçoive exactement une unité.. Vérifiez que la brosse ou le chargeur à vis alimente précisément une pièce par cycle.
- Vérifier les capteurs: Utilisez une caméra de vision ou un photodétecteur après le remplissage pour détecter les vides en temps réel. Testez et nettoyez régulièrement les capteurs pour éviter les fausses lectures.
- Résoudre les problèmes de chargeur racine: Si les vides persistent, inspecter le chargeur (comme dans Problème 4). Parfois, un léger changement dans la taille/forme du comprimé nécessite de réajuster les paramètres du chargeur vibrant..
Conseil pratique:Enregistrez tous les incidents de poche vide dans votre enregistrement de lot. Si plusieurs vides se produisent, arrêter la ligne et éliminer immédiatement tout bourrage. Des vidanges fréquentes peuvent annoncer qu'un réalignement majeur de l'alimentation est nécessaire.
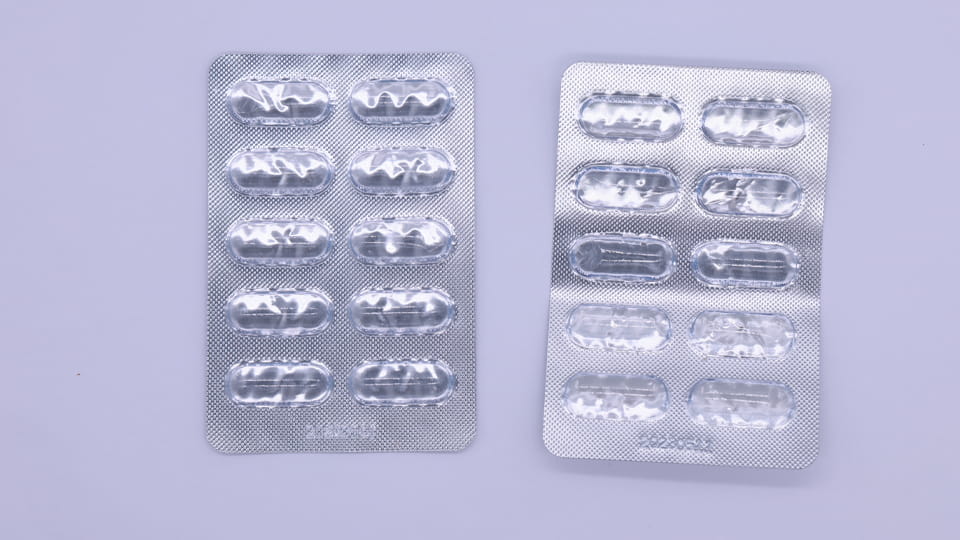
Problème 6: Froissement du papier d'aluminium
- Symptômes: Le film de couverture métallique (généralement Alu ou PVDC) apparaît froissé ou froissé sur le paquet fini, surtout près des bords. Les emballages peuvent paraître irréguliers ou le film peut même se soulever localement.
- Causes: Les rides résultent généralement d'une tension ou d'un alignement inégal du film.. Si la bande d'aluminium est trop détendue (faible tension de déroulement) il ne reposera pas à plat sur les cavités avant de le sceller. Inversement, une tension trop forte peut étirer et froisser le film dans la zone de scellage. Rouleau de papier d'aluminium ou rouleaux arrière mal alignés (pas parallèle à la carte) créer des plis. Pression inégale sur toute la largeur (par exemple, à cause d'une plaque d'étanchéité légèrement déformée) peut également provoquer une mauvaise étanchéité d’un côté du film, froisser l'excédent.
- Solutions:
- Tension d'équilibre: Ajustez le frein du foil ou le contrôle de tension pour que le foil soit tendu mais pas trop étiré.. Un réglage fin élimine souvent la plupart des rides.
- Vérifier l'alignement: Vérifiez que le rouleau de papier d'aluminium est perpendiculaire à la direction de traction.. Assurez-vous que tous les rouleaux de guidage et de traction sont parallèles et de niveau.. Sur certaines machines, l'alignement des marques d'enregistrement sur la feuille peut aider à la centrer.
- Inspecter les composants: Remplacez les galets tendeurs ou les déflecteurs usés. Un guide simple: après un bourrage de papier d'aluminium ou un changement de rouleau, faites un test lent et observez la pose du foil. Ajuster avant de courir à pleine vitesse.
*Note d'expert: Dans une récente étude de dépannage, l'incohérence de la tension du film était liée à de nombreux plis du film. Même le diamètre des rouleaux de film affecte la tension – la standardisation des noyaux des rouleaux aide. Pour les rides sévères, envisager de passer à un système de rétroaction de contrôle de tension.
Problème 7: Désalignement des blisters/films (Erreurs d'enregistrement)
- Symptômes: Les ampoules formées et la feuille ne correspondent pas – vous voyez des fentes ou des impressions décentrées.. La matrice de découpe peut mal perforer certaines cavités, ou les codes de lots imprimés manquent les fentes pour feuilles. Le taux de rebut augmente à mesure que de nombreuses poches chevauchent les bords ou sont partiellement coupées..
- Causes: Désalignement du film (également appelés erreurs de suivi) provient d'une avance incohérente du film. Comme le note JinluPacking, une tension de déroulement inégale entre les rouleaux provoque le déplacement de la bande. Un rouleau ou un guide danseur usé peut laisser le film dériver. Les déroulements multi-rouleaux sans tension synchronisée provoquent également de légers décalages. Si vous utilisez des pignons d'enregistrement, les marques d'enregistrement incorrectes ou les trackers de caméra peuvent perdre la synchronisation. Le patinage du moteur ou les courroies desserrées dans le mécanisme de traction se désynchroniseront, aussi.
- Solutions:
- Calibrer le suivi: Après chaque changement de rouleau ou échange d'outillage, vérifier l'avance du film par rapport au repère d'enregistrement. La règle des 4 heures: inspecter l'avance du film toutes les quelques heures sur les lignes à grande vitesse. Ajustez les bras de tension ou les positions du danseur jusqu'à ce que la marque reste alignée.
- Correction des commentaires sur la tension: Remplacer les roulements usés sur les bras danseurs (ils peuvent provoquer un retard dans le contrôle de la tension). Si possible, mettre en place un contrôleur de tension PID. Alternativement, utiliser un seul rouleau dérouleur à la fois sur les blisters nécessitant une grande précision.
- Vérifications mécaniques: Assurez-vous que tous les rouleaux (danse, guide, les oisifs) sont libres de jeu et parallèles. Resserrer les courroies d'entraînement et vérifier les servomoteurs. Un capteur de proximité défectueux sur l'encodeur pull peut également signaler une mauvaise position du film..
*Contexte: Un mauvais alignement crée non seulement des rebuts, mais peut bloquer la ligne (confitures de punch). Préventif: intégrer un système de vision ou un capteur de marquage pour déclencher une alarme en cas de décalage mineur avant les poinçonnages. Un bon entretien de l’équipement d’alignement est essentiel.
Problème 8: Erreurs d'impression et de codage
- Symptômes: Après emballage, le film des plaquettes thermoformées peut être illisible, manquant, ou codes de lots flous, dates d'expiration, ou des graphiques. Une impression incomplète ou tachée est visible sur la feuille d'aluminium ou imprimée au jet d'encre..
- Causes: Ces erreurs sont généralement extérieures au formage mécanique et sont dues au système de codage sur la ligne.. Les coupables courants incluent: mauvais timing entre le mouvement de la machine et le déclenchement de l'impression, encre séchée ou têtes d'impression usées, ou des rouleaux d'impression mal alignés. La température ou la poussière dans l'environnement peuvent également affecter l'application de l'encre.. Dans les systèmes d'asservissement, une erreur de synchronisation entre l'actionneur d'impression et le mouvement du film provoque des erreurs d'impression. Certaines imprimantes utilisent un accessoire sur le rouleau – s’il n’est pas sécurisé, ça glisse.
- Solutions:
- Entretenir les imprimantes: Nettoyer la tête d'impression (ou racle pour imprimantes thermiques) tous les jours. Remplacez les rubans ou les bouteilles d'encre lorsqu'ils sont faibles. Suivez les directives du fabricant d'équipement d'origine sur les intervalles de maintenance.
- Vérifier les capteurs: Assurez-vous que le capteur de début de ligne ou l'encodeur qui déclenche l'impression est calibré.. Par exemple, si un code de lot doit apparaître sur un blister sur cinq, vérifier que la machine voit la bonne marque sur le foil et se déclenche au bon moment.
- Utiliser la vérification de la vision: Une étape simple consiste à analyser un échantillon de packs codés via un scanner ou un système de vision.. De cette façon, vous détectez immédiatement les codes manquants/incorrects.
- Ajustement préventif: Dans des salles poussiéreuses GMP, garder le coffret de l'imprimante fermé. Certaines lignes ajoutent un soufflage ou un essuyage juste avant l'impression pour éliminer la poussière parasite du film.
*Note: Bien que ce ne soit pas toujours mécanique, la fiabilité du codage est cruciale pour la conformité. Les blisters Jinlu prennent en charge les dispositifs de codage standard et permettent une intégration facile des contrôles visuels sur la ligne.
Problème 9: Défauts de poinçonnage et de découpe
- Symptômes: Les cartes blister finales ont des bords rugueux, coupes incomplètes, ou des bavures évasées sur le plastique. Certains trous peuvent n'être que partiellement percés, déchirer la carte. Cela entraîne l'échec de l'inspection visuelle ou la division des cartes..
- Causes: Les modules de perforation doivent être tranchants et bien alignés. Les lames/matrices de poinçonnage émoussées ou usées ne couperont pas complètement, conduisant à des bavures ou à des flans incomplets. Si le jeu de matrice (écart entre le poinçon et la matrice) est hors spécifications, la bande ne se sépare pas proprement. Au fil du temps, les ressorts du poinçon/dénudeur perdent leur tension, ce qui fait que la bande de déchets colle et se déchire. Les blocs de matrice peuvent également se déplacer si le châssis de la machine ou les boulons se desserrent.
- Solutions:
- Remplacer les outils usés: Vérifiez les bords de la lame toutes les quelques centaines d'heures. Les arêtes vives sont essentielles. Si vous voyez des coins arrondis ou des éclats, réaffûter ou remplacer l'outil.
- Ajuster le dégagement: Mesurez l'écart entre le poinçon et la matrice avec des jauges d'épaisseur. Pour la plupart des configurations blister, le jeu est d'environ 0,1 à 0,2 mm. Affiner si les coups sautent; élargir si trop serré. Après réglage, effectuez des tests jusqu'à ce que la bande de déchets tombe proprement.
- Entretenir les pièces du décapant: Changer les ressorts de la plaque de dévêtissage dans les délais (par exemple. toutes les 1000h) pour garantir que la bande de déchets est complètement éjectée. Comme prévient, une rupture répétée de la bande signale souvent des ressorts usés ou des problèmes de profondeur de matrice.
- Nettoyer et aligner: Gardez la station de poinçonnage propre. Les copeaux de métal ou l'adhésif durci peuvent coincer les poinçons. Vérifiez que la tête du poinçon et la matrice sont carrées et que le poinçon est centré dans la cavité..
*Solution rapide: Si vous remarquez des bavures, arrêtez-vous immédiatement et inspectez le jeu de la matrice. Les bavures indiquent souvent une perte de tolérance de 0,02 à 0,05 mm. La correction du jeu corrige généralement la bavure.
Problème 10: Temps d'arrêt fréquents (Problèmes de maintenance et d'intégration)
- Symptômes: La ligne de blisters s'arrête à plusieurs reprises pour différentes raisons: des alarmes apparaissent, panne de capteurs, ou des messages « erreur inconnue ». De petites corrections semblent remédier à un arrêt, seulement pour en voir un autre peu de temps après. La disponibilité globale de l’équipement est faible.
- Causes: Les temps d'arrêt chroniques sont généralement un problème de maintenance ou d'intégration du système.. Manque de maintenance préventive programmée (MP) permet à une usure mineure de devenir des échecs. Composants comme les capteurs, radiateurs, ceintures, et l'hydraulique dérivera sans contrôles réguliers. Aussi, comme l'a observé un expert, sur 60% des temps d'arrêt de la ligne de blisters provenaient d'échecs d'intégration multi-fournisseurs - c'est-à-dire, communication incohérente entre les modules. Si votre ampoule, mangeoire, et punch sont de marques différentes avec des automates séparés, une petite alarme mal synchronisée peut se répercuter.
- Solutions:
- Programme de maintenance préventive: Établir quotidiennement, hebdomadaire, et listes de contrôle mensuelles (voir tableau ci-dessous). Par exemple, nettoyer quotidiennement les matrices de scellage, calibrer la température chaque semaine, inspecter l'outillage mensuellement. Enregistrez chaque chèque. suggère de nettoyer les surfaces d'étanchéité tous les 250 heures et faire des diagnostics complets toutes les 500 heures. Suivre les manuels d’équipement et les calendriers de maintenance GMP.
- Formation de l'opérateur: Assurez-vous que les opérateurs savent comment réinitialiser les défauts mineurs et repérer les signes avant-coureurs (bruits inhabituels, dérive du taux de rebut). Encouragez-les à enregistrer toute alarme étrange ou petit problème.
- Stratégie de pièces de rechange: Conservez les pièces de rechange critiques (capteurs, ressorts, ceintures, meurt) sur site pour réduire le temps de réparation. Pour les lignes multifournisseurs, envisagez de passer à une solution à source unique pour éviter les problèmes de prise de contact avec l'automate.
- Mises à niveau de ligne: Si les défauts de communication sont fréquents, investir dans un ligne blister intégrée (Les lignes Jinlu sont conçues avec un contrôle PLC unifié) pour éliminer les inadéquations de protocole.
*Important: Les temps d'arrêt imprévus sont les plus coûteux. Sur une ligne validée, un arrêt inattendu peut entraîner une requalification. En respectant un calendrier de maintenance documenté (même de simples journaux quotidiens de températures et de tests de pelage), de nombreux arrêts aléatoires peuvent être évités.
Liste de contrôle de maintenance préventive
Un entretien régulier est la meilleure solution à de nombreux problèmes liés aux blisters.. Élaborer une liste de contrôle:
| Fréquence |
Tâches de maintenance clés |
| Tous les jours (Changement) |
– Essuyer et nettoyer les moules, matrices de scellage, et plateaux d'alimentation. – Inspecter les pièces mobiles (ceintures, cames) pour l'usure ou les dommages. – Vérifier les filtres et l'huile du système d'aspiration. <br>- Vérifier que les protections de sécurité et les capteurs sont fonctionnels. – Exécutez un cycle de test rapide pour garantir les fonctions de base (formulaire, alimentation, joint) fonctionner. |
| Hebdomadaire |
– Nettoyer soigneusement les plaques chauffantes et l'outillage (films tachés). – Lubrifiez tous les roulements, chaînes, et glissières selon les instructions du fabricant. – Calibrer les capteurs de température et de pression; vérifier les points de consigne du chauffage. – Vérifiez les connexions électriques et resserrez les fils desserrés.. – Inspecter le dégagement du poinçon et de la matrice; aiguiser ou ajuster au besoin. |
| Mensuel |
– Machine de nettoyage en profondeur: retirer les couvercles et nettoyer les composants internes (engrenages, moteurs). – Inspecter et remplacer les pièces usées: Par exemple, Joints toriques, ceintures, ressorts. – Effectuer un étalonnage complet: avance du film, mangeoires, scellage. – Mettre à jour le logiciel/micrologiciel (le cas échéant). – Examiner les journaux d'alarmes et le journal de maintenance pour détecter les problèmes récurrents. – Recycler le personnel sur toute nouvelle procédure. |
Suivre ces tâches PM prolongera la durée de vie des outils, stabiliser les paramètres de la machine, et détecter les problèmes avant qu'ils ne provoquent des pannes. Tous Réglementé GMP les usines pharmaceutiques doivent enregistrer ces activités pour assurer leur conformité.
Choisir une machine à blister pharmaceutique fiable
La prévention des problèmes commence par le bon équipement. Lors de l’évaluation des blisters (pour les nouvelles lignes ou les rénovations), recherchez des fonctionnalités qui réduisent les modes de défaillance:
- Conception BPF: Machines avec construction en acier inoxydable, surfaces faciles à nettoyer, et convoyeurs sanitaires. Moins de crevasses signifie moins d’accumulation de contamination (ce qui peut provoquer des bourrages ou des défauts d’étanchéité).
- Servo et automatisation: Les indexeurs et alimentateurs servocommandés assurent un contrôle précis. Par exemple, La série DPP de Jinlu utilise des servomoteurs pour synchroniser le formage, alimentation, et coupe, minimiser les erreurs d'alimentation et la dérive d'enregistrement.
- Systèmes d'alimentation précis: Les alimentateurs vibrants ou à brosses intégrés avec réglages précis et capteurs de vision aident à maintenir la cohérence du remplissage..
- Performances d'étanchéité stables: Recherchez des modèles de plaques chauffantes avec une pression uniforme. Les machines Jinlu sont dotées de matrices de scellage modulaires et de points de nettoyage faciles d'accès, rendant la maintenance des matrices rapide.
- Qualité de l'outillage: Moules en alliage d'aluminium de haute qualité (comme l'acier pour moules GCR-15 de Jinlu avec 5+ année de vie) résister à l'usure. Assurez-vous également que l’outillage est facilement remplaçable (Jinlu dispose d'une fonction de changement de moule en 15 minutes).
- Soutien & Service: Choisissez un fournisseur avec un support mondial. Jinlu propose un service sur site dans le monde entier et une livraison rapide de pièces de rechange, ce qui est important lorsque les risques de temps d'arrêt sont élevés.
Et bien sûr, s'assurer que toute machine dispose d'une bonne documentation interne et d'un bon retour d'information des capteurs pour les paramètres critiques (journaux de température, moniteurs de tension). Par exemple, Jinlu Machine à blisters DPP-180pro (4,800/sortie d'heure) et DPP-270Max (11,200/h Alu-Alu/PVC) sont conçus pour un usage pharmaceutique. Ils disposent de réglages faciles et de composants électriques conformes aux normes cGMP..
[jl_youtube src= »https://www.youtube.com/embed/k2K77Q6fHVo »]
Conclusion & Prochaines étapes
La plupart des défaillances des lignes de conditionnement sous blister sont prévisible et évitable. En surveillant les signes avant-coureurs – comme la montée de débris provenant des plis ou la résistance au pelage d’un joint rampant – les équipes de maintenance peuvent agir rapidement.. Calibrage régulier de la température, tension, et le timing selon notre liste de contrôle évite les arrêts brusques. Et investir dans une machine blister de haute qualité est payant: équipement bien conçu (comme la série DPP servocommandée de Jinlu) réduira intrinsèquement de nombreux modes de problème.
Prêt à résoudre vos maux de tête liés aux blisters? Parlez à Jinlu Packaging pour des conseils d’experts et un équipement fiable. Notre équipe peut vous aider à sélectionner une blistereuse (Alu-PVC ou Alu-Alu) et mettre en place un plan de maintenance adapté à vos besoins de production. Visitez Jinlu Machines de conditionnement sous blister série DPP ou contactez-nous pour une solution personnalisée dès aujourd'hui.
FAQ sur les problèmes des machines à blisters pharmaceutiques
Quels sont les problèmes les plus courants liés aux blisters dans la production pharmaceutique?
Les problèmes les plus courants liés aux blisters incluent une mauvaise étanchéité., défauts de formation de cloques, poches blister vides, erreurs d'alimentation des comprimés, froissement de la feuille, désalignement, problèmes de codage, défauts de coupe, et temps d'arrêt inattendus de la machine. Ces problèmes peuvent affecter la qualité de l'emballage, efficacité de production, et la conformité réglementaire si elle n’est pas traitée rapidement.
Pourquoi ma blistereuse ne ferme-t-elle pas correctement?
Une mauvaise étanchéité est généralement causée par une température de scellage incorrecte, pression insuffisante, outils d'étanchéité usés, surfaces d'étanchéité contaminées, ou matériaux d'emballage incompatibles. Un étalonnage et un entretien de routine réguliers peuvent contribuer à garantir une qualité d'étanchéité constante.
Qu’est-ce qui fait que les cavités vésiculeuses se forment de manière inégale?
Les cavités inégales des blisters sont souvent le résultat d'une température de formage incorrecte, vide ou pression d'air inadéquat, moules endommagés, ou qualité de film incohérente. Une validation appropriée du processus et une inspection des outils sont essentielles pour maintenir la cohérence de la cavité..
Comment puis-je éviter les poches blister vides lors de l'emballage?
Les poches blister vides sont généralement causées par des problèmes de synchronisation de l'alimentation., rebond du produit, composants d'alimentation usés, ou pannes de capteur. Calibrage régulier du chargeur, systèmes d'inspection visuelle, et une configuration appropriée de la machine peut réduire considérablement les défauts de poche vide..
Pourquoi le papier d'aluminium se froisse-t-il lors du conditionnement sous blister?
Le froissement du film est généralement dû à une tension inappropriée de la bande., rouleaux mal alignés, pression d'étanchéité inégale, ou une mauvaise manipulation des matériaux. Ajuster la tension du film et garantir un bon alignement de la machine peut aider à éliminer les plis et à améliorer l'apparence de l'emballage..
Quels sont les signes d’un problème d’alimentation sur une machine de conditionnement sous blister?
Les signes courants incluent des comprimés manquants, double alimentation, capsules cassées, confitures de produits, et produits mal positionnés dans la cavité du blister. Ces problèmes indiquent souvent des problèmes de réglage du chargeur ou des erreurs de synchronisation..
À quelle fréquence une blistereuse pharmaceutique doit-elle être entretenue?
La plupart des fabricants recommandent un nettoyage et une inspection quotidiens, contrôles hebdomadaires de lubrification et d’alignement, et maintenance préventive mensuelle pour les composants critiques tels que les moules, capteurs, postes de scellage, et systèmes d'entraînement. Un programme de maintenance préventive permet de réduire les temps d'arrêt imprévus et de prolonger la durée de vie de la machine.
Quelles sont les causes des défauts de découpe et de poinçonnage des blisters ??
Des défauts de coupe peuvent survenir en raison de poinçons usés, matrices de découpe mal alignées, pression de coupe incorrecte, ou mauvais enregistrement entre le blister formé et la feuille d'operculage. L'inspection régulière des outils et la vérification de l'alignement sont importantes pour maintenir des coupes nettes..
Les problèmes des blisters peuvent-ils affecter la conformité aux BPF?
Oui. Défauts d'emballage tels que des défauts de scellage, cavités vides, codage incorrect, ou des blisters endommagés peuvent entraîner des problèmes de qualité du produit et une non-conformité potentielle aux BPF.. Le maintien de processus validés et la réalisation d'inspections de routine sont essentiels pour les fabricants de produits pharmaceutiques..
Comment réduire les temps d'arrêt d'une machine d'emballage sous blister pharmaceutique?
La meilleure approche est la maintenance préventive. Cela comprend la formation des opérateurs, inspections régulières des équipements, remplacement en temps opportun des pièces d'usure, surveillance des processus, et maintenir un inventaire de pièces de rechange critiques. L’identification précoce des petits problèmes peut éviter des interruptions majeures de production.
Références:
1.Q9(R1) Gestion des risques liés à la qualité -- NOUS. Administration des aliments et des médicaments
2.Innovations en matière d'emballage blister —— pharmtech.com
3.Aperçu de la technologie: Comment tester les fuites d'un emballage blister —— pharmaceutiqueonline.com
4.Durabilité des plaquettes thermoformées pour les médicaments sous forme de comprimés ——ScienceDirect
5.Méthodes de détection des fuites pour les blisters pharmaceutiques ——pharmaceutique-technology.com
6.Défauts courants des blisters dans les emballages pharmaceutiques —— pharmatimesofficial.com
7.Détection des violations d'intégrité dans une gamme de types de blisters pharmaceutiques —— pharmaceutiqueonline.com




