- Macchine
- Competenza
- Risorse
- Certificati
- Di
- Contatto
- Macchine
- Competenza
- Risorse
- Certificati
- Di
- Contatto
GMP contro cGMP is one of the most common questions in produzione farmaceutica—and for good reason. Although the two terms are closely related, they are not identical. Understanding the difference is essential for pharmaceutical manufacturers, equipment buyers, responsabili della produzione, and quality teams because these standards influence every stage of production, from facility design and process validation to equipment selection and product quality. In particolare, IL “Current” In Attuali buone pratiche di produzione (cgmp) reflects the expectation that manufacturers continuously adopt up-to-date technologies, sistemi, and quality practices rather than relying on outdated methods.
Whether you’re investing in a new bottle packaging line, upgrading an existing production line, or preparing for regulatory inspections, understanding GMP contro cGMP can help you make more informed decisions. In questa guida, we’ll explain the key differences between GMP and cGMP, outline their requisiti di conformità, and show how modern attrezzature per l'imballaggio farmaceutico supports safer, più efficiente, and fully compliant manufacturing.

Buona pratica di produzione (GMP) is a global quality assurance framework for the pharmaceutical industry. WHO defines GMP as the aspect of quality assurance that ensures products are consistently produced and controlled to appropriate quality standards. Allo stesso modo, l’Agenzia europea per i medicinali (Ema) describes GMP as the minimum standard that a drug maker must meet in production. In pratica, GMP covers facility design, attrezzatura, materie prime, Formazione del personale, written procedures, e test. The goal is to ensure each batch is high-quality, suitable for its intended use, and matches its specifications.
While WHO, EMA and other regulators call it “GMP,” this term is essentially interchangeable with cGMP outside the US. Infatti, WHO’s guidance notes that GMP is “also referred to as ‘cGMP’ or ‘current’ GMP” in some contexts. For many international manufacturers, meeting GMP guidelines means having the same quality outcomes that FDA later emphasizes with cGMP.

Attuali buone pratiche di produzione (cgmp) is the FDA’s term for these regulations in the United States. The FDA defines cGMP as the systems that assure proper design, monitoring and control of manufacturing processes and facilities. Like GMP, cGMP aims to make sure that drug products have the identity, forza, quality and purity they claim. Infatti, the FDA’s regulations explicitly cover everything from facility cleanliness and equipment to personnel qualifications and record-keeping (21 Parti CFR 210 E 211).
The critical distinction is that the “C” in cGMP stands for current. This means companies must use up-to-date technologies, equipment and procedures. Come nota la FDA, systems and equipment that were “top-of-the-line” 10 O 20 years ago may now fall short under cGMP, because quality standards and technology advance over time. Insomma, cGMP carries all the same quality requirements as GMP but adds an emphasis on continual improvement and modernization. Compliance with cGMP is enforced through FDA inspections, and failure to meet these standards legally renders a drug “adulterated,” even if it passes laboratory tests.
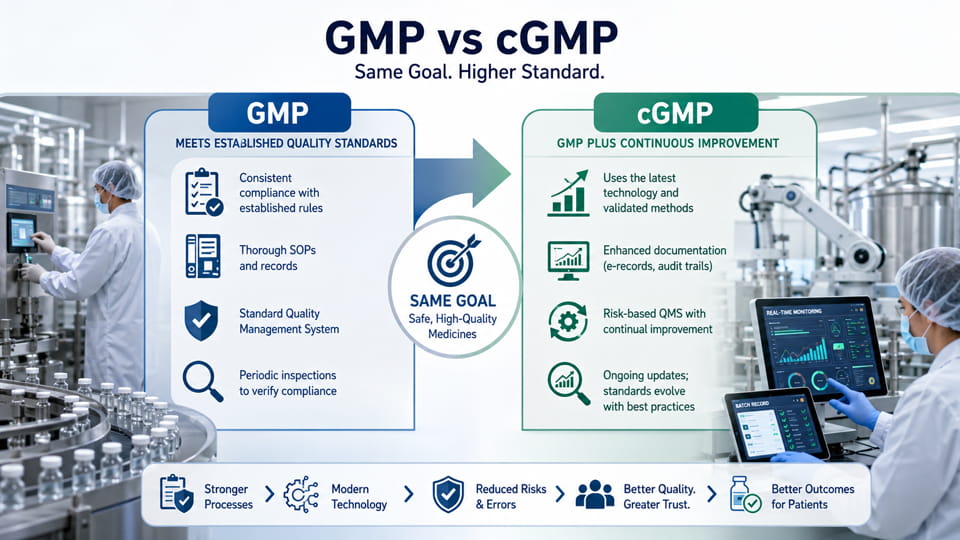
While GMP and cGMP aim for the same outcome (sicuro, high-quality drugs), the differences lie in emphasis and usage. The table below summarizes the core distinctions:
| Aspetto | GMP (Buona pratica di produzione) | cgmp (Current GMP, FDA) |
| Terminology | “Good Manufacturing Practice” – used by WHO, Ema, PIC/S, ecc. | “Current Good Manufacturing Practice” – the FDA’s term |
| Regulatory Context | Global standard applied by many countries (CHI, PIC/S, GMP dell’UE) | US-specific regulations (21 CFR 210–211) |
| Focus | Meets established quality standards consistently | Meets standards E keeps technology/processes up-to-date |
| Technology Requirement | Generally static (meets baseline standards) | Must use the latest validated equipment and methods |
| Documentazione | Thorough SOPs and records required | Even more rigorous documentation (e-records, piste di controllo) |
| Validazione | Process and cleaning validation expected | Equipment qualification (IR/WH/PQ) and process validation mandatory |
| Quality System | Standard Quality Management System | Enhanced risk-based QMS; continual improvement cycles |
| Inspections & Aggiornamenti | Periodic inspections to verify GMP compliance | Same, but FDA expects ongoing updates; what was compliant may become outdated |
| Regulatory Scope | EU/EU: compliance enforced by EMA & national agencies | NOI: compliance enforced by FDA; noncompliance leads to legal action |
In sostanza, cgmp is GMP più the expectation of keeping pace with modern best practices. As one industry analysis explains, cGMP “focuses on continuous improvement and means the most up-to-date standards and technologies are being employed to assure quality, whereas GMP are considered a set of principles”. In termini pratici, cGMP carries all the GMP requirements, but with extra emphasis that companies must actively upgrade processes and documentation.
The “Current” in cGMP isn’t just a buzzword: it signals that facilities, machines and quality systems should never become outdated. Per esempio, if an older production method or piece of equipment is found to be inferior, cGMP standards mean the company should implement newer solutions. This approach drives innovation: companies adopting cGMP invest in electronic batch records, automated inspection systems, real-time data monitoring and other advances that raise quality and reduce errors.
The letter “c” in cGMP underscores a simple yet critical point: compliance means using current knowledge and technology. This matters because pharmaceutical science and equipment evolve rapidly. What was a valid cleaning method 20 years ago may no longer meet today’s contamination standards, and new tools (like digital quality management systems) offer better traceability than paper logs.
Regulators routinely expect that manufacturers will actively improve. Ad esempio, FDA guidance notes that equipment should be built and located to ease cleaning and prevent contamination – implying that designs must adapt as we learn more about contamination control. If better sterilization or materials become available, cGMP calls for incorporating them. Jinlupacking highlights: “The ‘Current’ in cGMP emphasizes that manufacturers must use up-to-date technologies and systems,” which promotes continuous improvement in manufacturing processes.
In pratica, this means facilities must have a quality system that reviews and revises processes when regulations or industry standards update. The FDA’s 21 CFR Part 11 (for computerized systems) is one example: it was added to address electronic records and signatures. Under cGMP, pharmaceutical companies had to incorporate unique logins, audit trails and security features into their computerized equipment and software. If a company had continued using only paper logs, it would not meet current standards.
Another key area is data integrity. Regulators now scrutinize electronic batch records, requiring that all changes be traceable to authorized users. A referenced compliance guide notes that 21 CFR parte 11 “mandates unique user logins, audit trails and electronic signatures to ensure data integrity”. That was not an original part of GMP decades ago. Perciò, cGMP today means upgrading equipment and controls so that every action in a production line (machine settings changes, quality alerts) is recorded and protected.
In sintesi, “current” in cGMP means never resting on old laurels. It drives firms to regularly validate new equipment, retrain staff on better methods, and embrace the latest quality practices. This results in consistently improving product safety and compliance. Qualityze notes that a major reason cGMP is important is that it “promotes continuous improvement” – making sure companies are always using the newest technology to ensure quality.

Whether called GMP or cGMP, certain core requirements are universal in pharmaceutical manufacturing and packaging. These common elements are essential for compliance under FDA, WHO or EMA rules:
Regulators like the WHO state that GMP defines “quality measures and activities for both the production and control of drugs,” and ensures everything from “processes [being] chiaramente definito, validated and reviewed” to personnel and premises being “suitable for production”. In pratica, this covers everything listed above.
In packaging areas, the standards often translate to specific design rules (as Jinlu’s compliance guide notes). Ad esempio, machines in a GMP line must be easily cleanable (acciaio inossidabile liscio, no cracks or dead-legs) and fully validated. Documentation such as Installation Qualification (QI), Qualificazione operativa (OQ), e qualificazione delle prestazioni (PQ) is required before and during production. Without these controls, an audit would flag non-compliance.

The standard you must meet depends on your market:
Per esempio, FDA explicitly recommends that facilities selling globally comply with current GMP. Allo stesso modo, EMA states that “any manufacturer of medicines intended for the EU market must comply with EU GMP no matter where they are located.”. In pratica, top pharma companies build facilities to meet FDA cGMP as a baseline and then adjust for local variations (like labeling or documentation language).
Alla fine, the choice isn’t either/or: modern pharmaceuticals are expected to meet both the letter and spirit of GMP. Whether you call it GMP or cGMP, the on-the-ground practices – clean rooms, validated equipment, rigorous QC, and thorough records – are all part of the same quality culture.
When selecting pharmaceutical packaging machinery, buyers should look for features that specifically support GMP/cGMP principles:

Figura: A modern pharmaceutical bottle packaging line integrates unscrambling, riempimento, tappatura, sealing and labeling with built-in inspection. These machines use sanitary stainless steel construction and sensors for quality control.
By ensuring these features, procurement managers can have confidence their packaging line will support compliant production. Note originali Jinlu, our machines are crafted with the best materials and sophisticated construction according to CE and GMP standards, and our pouch packer meets the production requirements of cGMP.
Complying with GMP and especially cGMP brings significant benefits:
In sintesi, GMP/cGMP compliance is not just a regulatory burden – it protects patients, builds trust, and ensures a reliable business. It also gives companies an edge by improving efficiency and enabling global distribution.

GMP and cGMP are the cornerstones of pharmaceutical quality, ensuring that every product is manufactured safely and consistently. In sintesi, GMP provides the essential framework of hygiene, documentation and validation, Mentre cgmp adds the requirement of continuous improvement and modern technology. For packaging equipment, this means investing in automated, validated machines made from sanitary materials.
E la raccolta di Jeinlu, we build our machinery with these standards in mind. By choosing Jinlu’s cGMP-compliant equipment – like our Macchine di riempimento di capsule automatiche, Presse per compresse, Confezionatrici in blister, Macchine Astucciatrici E Macchine per contare – you can build a fully validated, audit-ready production line. Each machine comes with the documentation and hygienic design needed for GMP and FDA inspections.
Ready to ensure your production meets (C)Norme GMP? Contact Jinlu’s experts today to discuss your packaging line requirements or request a quote. Our team will help tailor the right equipment package to keep your products compliant, safe and high-quality.
GMP refers to the baseline “Good Manufacturing Practice” requirements for drug production. cGMP stands for “current GMP,” meaning those requirements plus the expectation of continuous improvement. In cGMP, manufacturers must use up-to-date equipment, methods and quality systems. In altre parole, cGMP adds that processes are regularly reviewed and modernized.
The “c” stands for “current,” emphasizing that a company must always meet the latest regulations and standards. It ensures manufacturers do not rely on outdated practices. As Scilife explains, cGMP means using modern systems and technologies to meet today’s regulatory expectations, rather than older methods that might no longer be adequate.
SÌ. Gli Stati Uniti. FDA regulations (21 Parti CFR 210 E 211) are written as cGMP. By law, any pharmaceutical product for the U.S. market must be produced under current Good Manufacturing Practices. Non-compliance can lead to warning letters or shutdowns.
If only outdated GMP practices are used, the company risks failing inspections. Regulators expect evidence of current technology and validations. Under cGMP, simply meeting older guidelines is not enough. Per esempio, use of paper logs instead of validated electronic records could be cited. In pratica, cGMP compliance means even if a process has GMP history, it must be reviewed with today’s standards in mind.
Most pharmaceutical markets around the world have incorporated GMP-like requirements. Sopra 100 countries have adopted the WHO’s GMP standards into national law. The terminology varies (some say GMP, some cGMP, some simply “GMP”), but virtually all major regulators (FDA, Ema, CHI) require a quality system equivalent to cGMP.
WHO itself usually refers simply to “GMP,” but defines it broadly. In WHO documents, “GMP (also referred to as cGMP or ‘current GMP’)” describes quality assurance to ensure products are consistently produced to quality standards. COSÌ, WHO uses the terms interchangeably. The concept of being “current” is built into all modern GMP guidance, even if WHO doesn’t always use the “c.”
Assolutamente. Equipment design is critical for meeting GMP. Ad esempio, machines must be easy to clean (inossidabile, senza fessure nascoste) and should support automation and data capture. Poorly designed equipment can lead to contamination or mix-ups. Al contrario, the right equipment (like Jinlu’s machines) is built with GMP features to ensure compliance.
Equipment validation is documenting that machines work as intended. QI (Qualificazione dell'installazione) verifies the machine is set up correctly per design. OQ (Qualificazione operativa) tests that each function works under varying conditions. PQ (Qualificazione delle prestazioni) proves the equipment consistently achieves required outputs during actual production. These are standard GMP requirements to show equipment is fit for use.
Compliant machinery automates quality controls and records data. Per esempio, automated capsule fillers precisely weigh doses and reject bad capsules, eliminating human error and contamination. Integrated data systems automatically log batch information with audit trails, satisfying data integrity rules. By selecting equipment with these features, a company makes cGMP compliance much more achievable.
Jinlu’s machines are designed for pharmaceutical production with full consideration of GMP needs. They provide complete IQ/OQ/PQ templates and support, high-quality stainless construction, e automazione avanzata (such as integrated vision systems and sanitary design) to help ensure your line stays compliant. Their service includes on-site FAT/SAT testing and documentation support to streamline your qualification process.
Riferimenti:
1.Q&A on CGMP Requirements -- NOI. Amministrazione degli alimenti e dei farmaci
2.Linee guida per la qualità: produzione —— Agenzia europea per i medicinali
3.Attuali buone pratiche di produzione (CGMP) Regolamenti -- NOI. Amministrazione degli alimenti e dei farmaci
4.Buone pratiche di produzione -- CHI
5.TRS 986 – Allegato 2: Buone pratiche di fabbricazione dei prodotti farmaceutici dell’OMS: Principi fondamentali -- CHI
6.EudraLex – Volume 4 – Buona pratica di produzione (GMP) linee guida —— Commissione europea
7.GMP Guidelines —— ispe.org