
A Kontrollwaage is an inline weighing device used to verify product weights on a production line. It ensures every package meets its target weight, automatically rejecting under- or overweight units. This is critical in pharmaceutical and packaging operations for dosage accuracy, GMP-Konformität, and waste reduction. Checkweighers consist of a conveyor, a high-precision load cell, a controller/HMI, and a reject mechanism. Im Pharmabereich Abfülllinien, checkweighers are usually positioned immediately after the capsule counter or liquid filler and before the capping machine, allowing every filled bottle to be verified before it enters the remaining packaging stages. Zu den wichtigsten Vorteilen gehören 100% Gewichtskontrolle, reduced giveaways, and automated quality control. In diesem Ratgeber, we explain what a checkweigher is, wie es funktioniert, its components, Typen, Vorteile, and how to choose one for your line.

A Kontrollwaage(or check-weigher machine) is an automated weighing system placed on a production line to weigh each item and ensure it matches a target weight. In der Praxis, 100% of products are weighed “on the fly” as they pass over the scale. Any package that is underweight or overweight is flagged or removed, ensuring only correctly filled items continue down the line. These devices are common in packaging and manufacturing: Zum Beispiel, checkweigher conveyors are widely used on capsule counting, Abfüllung, blister packing and cartoning lines. Unlike a manual or bench scale, a checkweigher operates inline: products stay on the conveyor and are dynamically weighed in motion. This allows very fast inspection (often hundreds of units per minute) without slowing the line.
Zusammenfassend, a checkweigher is essentially a conveyor belt with built-in weighing electronics and automatic sorting. It provides real-time weight checking and automatically removes any product that is too heavy or too light, ensuring that only correctly filled packages continue down the line. This mechanism is vital for protecting product consistency and compliance in industries like pharmaceuticals.

Check weighers are critical for pharma because they catch fill errors and ensure dosage accuracy, protecting both patient safety and regulatory compliance.
Zusammenfassend, a pharmaceutical Kontrollwaage is more than a scale: it is a critical quality control point ensuring dosage accuracy, Vorschriftenregulierung, and customer safety in high-speed production. By catching any fill errors on the line, it prevents under- or overfilled products from leaving the factory.
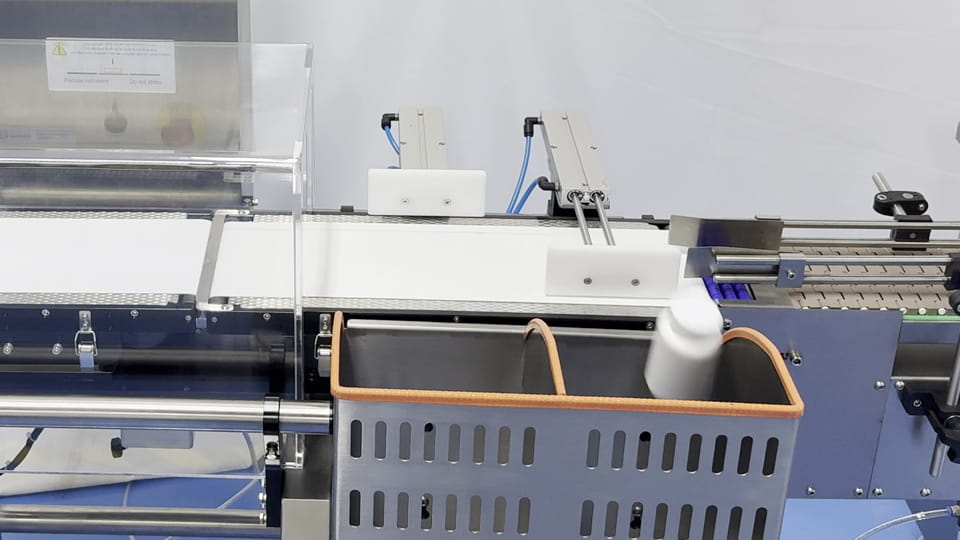
A checkweigher operates continuously on a conveyor. Here is the typical workflow:
These rejects are fully automated and synchronized to the sensor signal, removing bad units without stopping the line.
This entire process – from detection to weighing to rejection – happens in a fraction of a second for each item. The result is 100% inline weight inspection at full production speed. Check weighers operate dynamically without interrupting production, allowing manufacturers to “monitor product weight without disrupting production flow”.
Here is a summary of the checkweigher workflow:
This automated cycle, repeated for every item, is what makes checkweighers indispensable in modern pharmaceutical lines.
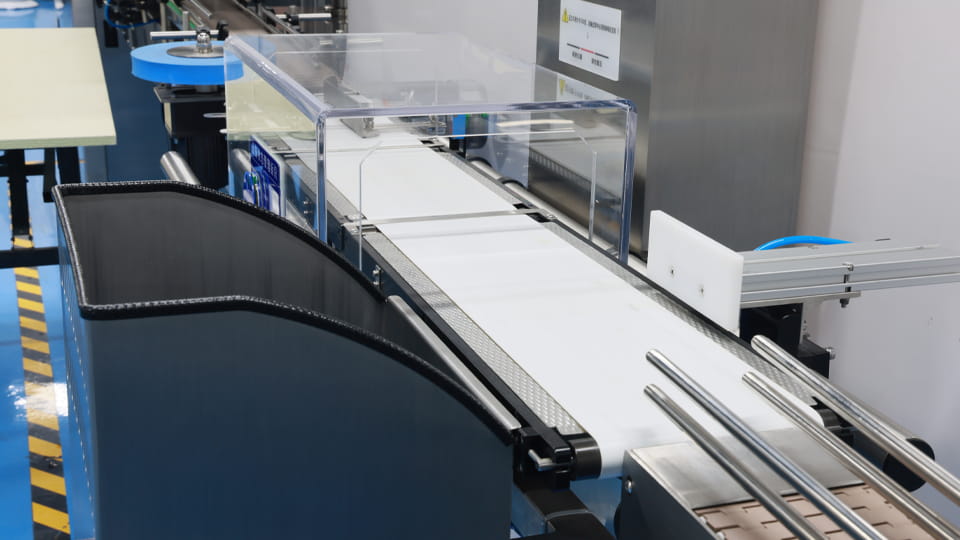
A typical automatic check weigher consists of several key parts, often built into a modular frame (see Jinlu’s example images):
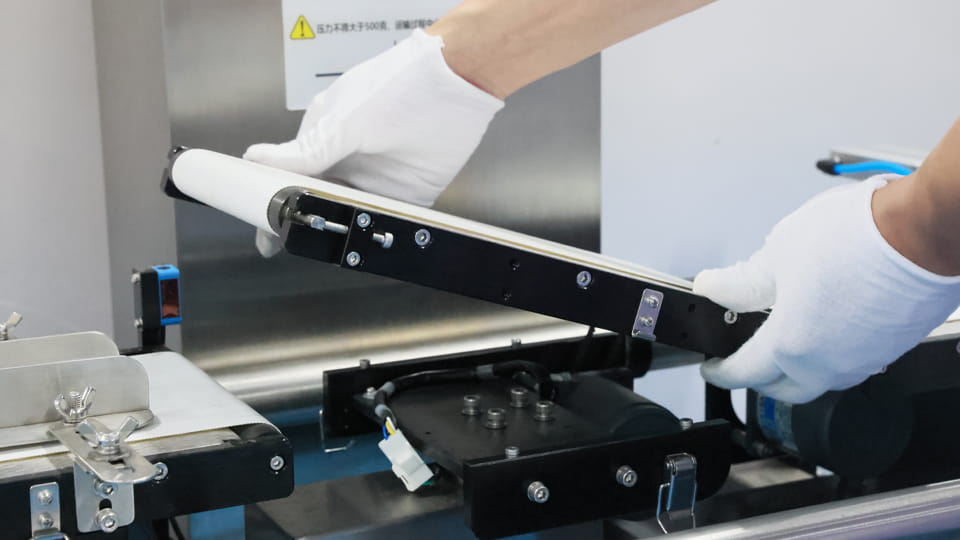 Figur: Jinlu’s modular checkweigher belt system (snap-on conveyor sections) simplifies maintenance. Load cells are installed under the belt, and products are guided into the weigh section.
Figur: Jinlu’s modular checkweigher belt system (snap-on conveyor sections) simplifies maintenance. Load cells are installed under the belt, and products are guided into the weigh section.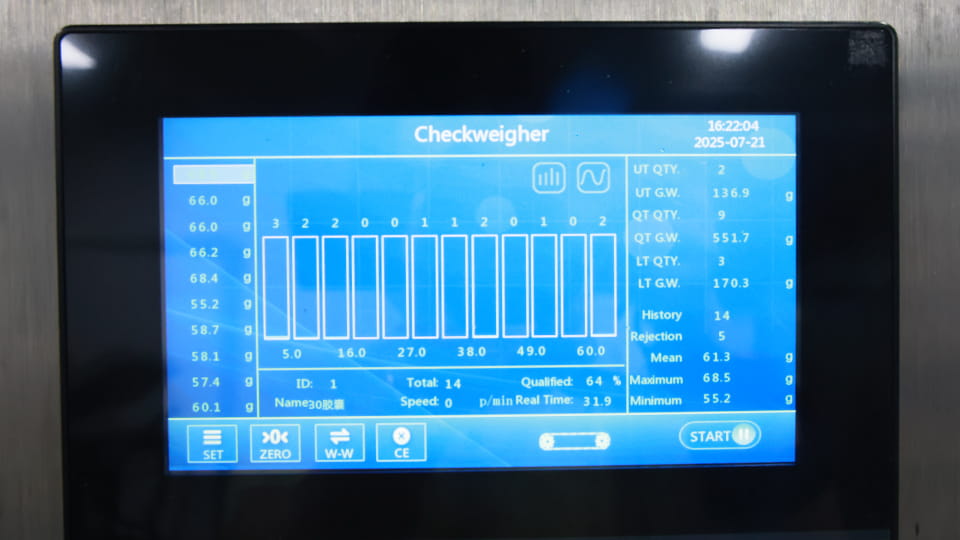

Each component works together to ensure fast, Präzises Wiegen. The modular belt sections (with snap-on design) allow operators to quickly remove and clean the conveyor without tools. Stainless steel construction and a sealed enclosure make the machine easy to wash down and meet pharmaceutical cleanroom requirements.
Checkweighers come in various configurations to suit different production needs:
Each type shares the same basic working principle, but you choose based on production line speed and product type. Tablets and capsules (solid oral dosage) require fast, vibration-resistant dynamic scales. Liquids or powders may need scales with feedback to filler systems.
Implementing a checkweigher on a packaging line yields multiple benefits:
Gesamt, a checkweigher system serves as a powerful quality control point. It increases yield (by reducing waste) and safeguards compliance. In competitive Pharmaherstellung, these advantages translate directly to cost savings and brand integrity.
When selecting a checkweigher for your production line, consider the following key factors:
By considering these factors – product characteristics, Geschwindigkeit, Genauigkeit, regulatory needs, and line compatibility – you can select a checkweigher that maximizes performance for your specific application. Zum Beispiel, Jinlu’s JL-CW checkweigher is optimized for bottled and blister lines, with a small footprint and a touchscreen interface.
A checkweigher delivers the greatest value when it is installed at the right point in the production line. In pharmaceutical bottle packaging, the most common position is immediately after the tablet counter, Kapselzähler, or liquid filling machine. In diesem Stadium, the system can verify that every bottle contains the correct amount of product before additional packaging steps add cost and complexity. Bottles that fall outside the acceptable weight range are automatically rejected before they reach the capping station. This helps prevent defective products from moving further down the line and reduces unnecessary waste.
A typical pharmaceutical bottling line may follow this sequence: Flaschen -Unkrambler → Tablet/Capsule Counter (oder Liquid Filler) → Checkweigher → Messmaschine → Induktionssiegelgerät → Etikettierungsmaschine → Cartoner. In some applications, manufacturers may also add a second check weighing system near the end of the packaging process to verify the completeness of finished cartons. The ideal installation point depends on what the manufacturer wants to inspect—product fill accuracy, bottle completeness, or final package verification.
A checkweigher is an indispensable component of any modern pharmaceutical packaging line. By automatically verifying the weight of every package, it ensures dosage accuracy, GMP-Konformität, und Produktqualität. We have covered how checkweighers work, why they’re vital in pharma, their main parts, Typen, and how to choose the right one. We also compared checkweighers to traditional scales and highlighted their key benefits: improved accuracy, weniger Abfall, schnellerer Durchsatz, und vollständige Rückverfolgbarkeit.
If you’re looking to add a checkweigher or upgrade your line, Jinlu Packing offers high-precision, cGMP-compliant solutions. Jinlu’s JL-CW checkweigher, zum Beispiel, provides 0.1 g accuracy at up to 100 PCs/min and is widely used in bottle, Blase, and stick packaging lines. Integrated with Jinlu’s other machines (Entschlüsseler, Schalter, Verschließer, Label, Karton), it can form a complete automated pharmazeutische Verpackungslinie. With features like a 7-inch HMI, stainless-steel frame, and proven reject systems, it helps achieve “zero-error” packaging.
For more details or to discuss your specific requirements, visit Jinlu Packing’s Checkweigher product Seite bzw contact our sales team. Our experts can help tailor a solution (including IQ/OQ support) für Ihre Produktionslinie, ensuring compliant and efficient checkweighing.
A Checkweigher is used to automatically verify the weight of products moving through a production line. It helps manufacturers identify underweight, Übergewicht, or incomplete products and automatically remove them from the line. In pharmazeutischer Verpackung, a checkweigher can detect short-count bottles, overfilled containers, or missing components before products reach the market.
A checkweigher uses a load cell and a weighing conveyor to measure product weight while the product is moving. The system compares the measured weight against preset upper and lower limits. If the weight falls outside the acceptable range, the automatic reject mechanism removes the product from the production line.
In most pharmaceutical bottling lines, the checkweigher is installed immediately after the tablet counter, Kapselzähler, or liquid filling machine. This allows manufacturers to verify fill accuracy before bottles proceed to capping, Versiegelung, Beschriftung, and cartoning processes. Early detection helps reduce waste and rework costs.
Ja. If a missing tablet or capsule creates a measurable weight difference, the checkweigher can identify the discrepancy and reject the affected bottle. This is one of the main reasons pharmaceutical manufacturers use automatic check weighers after the counting process.
Checkweighers are widely used in pharmaceutical, food and beverage, Kosmetika, Nutrazeutisch, Chemikalie, and logistics industries. Any industry that requires accurate product weight verification and quality control can benefit from an inline checkweigher system.
A typical checkweigher consists of an infeed conveyor, weighing conveyor, load cell, Steuerungssystem, operator interface, and reject device. Zusammen, these components form a complete checkweigher conveyor system capable of inspecting products at high production speeds.
Products may be rejected because they are underweight, Übergewicht, missing components, or outside the predefined tolerance range. In einigen Fällen, improper product spacing, excessive vibration, or incorrect machine settings can also cause false rejects, which is why proper calibration and setup are important.
Ja. Modern check weighers can be integrated with tablet counters, flüssige Füllstoffe, Verschließmaschinen, Induktionsversiegelungsgeräte, Etikettiermaschinen, Kartonierer, and serialization systems. This creates a fully automated packaging line with real-time quality control and production monitoring.
An automatic check weigher helps improve product quality, reduce product giveaway, minimize customer complaints, support regulatory compliance, und die Produktionseffizienz steigern. It also provides 100% Gewichtskontrolle, ensuring that every package meets quality standards before shipment.
When selecting a checkweigher, consider factors such as product weight range, package size, Produktionsgeschwindigkeit, erforderliche Genauigkeit, conveyor layout, reject method, and integration requirements. Für pharmazeutische Anwendungen, Datenaufzeichnung, Validierungsunterstützung, and GMP compliance should also be evaluated.
Referenzen:
1.Check weigher —— Wikipedia
2.Development of stepwise tolerances covering the entire weighing range for efficient verification of automatic checkweigher —— ScienceDirect
3.High-Precision FIR-Model-Based Dynamic Weighing System —— ResearchGate
4.Adaptive filtering approach to dynamic weighing: a checkweigher case study —— ScienceDirect
5.A Weighing Algorithm for Checking Missing Components in a Pharmaceutical Line —— Sage Journals
6.Handbook 112, Examination Procedure Outlines for Commercial Weighing and Measuring Devices: A Manual for Weights and Measures Officials —— NIST



