Induction Sealing vs Heat Sealing: The Ultimate Guide to Tamper-Proof Packaging
Induction Sealing vs Heat Sealing: The Ultimate Guide to Tamper-Proof Packaging
December 17, 2025
No Comments
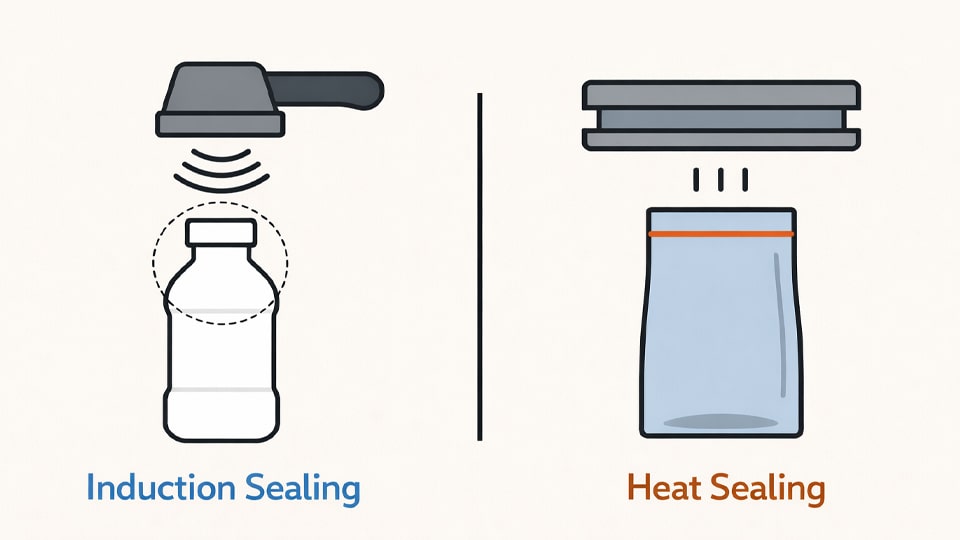
Induction sealing is performed by automated machines on packaging lines to apply foil liners onto container caps, creating tamper-evident seals. This process uses an electromagnetic field to heat thin aluminum foil liners (rather than direct contact) and bond them to the rim of a bottle or jar. In contrast, heat sealing is a more traditional technique where a heated bar or element applies direct heat and pressure to plastic materials (such as film edges or lids) to fuse them together into an airtight seal. Both methods serve to keep products fresh, prevent leaks and contamination, and ensure tamper evidence, but they operate on different principles and suit different applications.
What is Induction Sealing?
Induction sealing is a contactless sealing method that uses electromagnetic induction to bond a foil seal (often called a cap liner or foil induction seal) inside a container cap. In practice, a cap induction sealer (also known as an induction sealing machine or induction sealer for bottles) contains an electromagnetic coil. Containers (glass or plastic jars/bottles) are filled and then fitted with a cap that has a special foil liner. The filled bottles pass under the induction head, which emits a high-frequency magnetic field. This field induces eddy currents in the aluminum foil liner, heating it rapidly without touching the container. As the foil heats up, it melts a thin heat-activated polymer or wax on the liner, causing the foil to bond to the bottle or jar rim, creating a hermetic, tamper-evident seal. After sealing, the bottle typically passes through a cooling zone so the polymer solidifies and locks the foil in place, ensuring an airtight closure.
The foil liners (sometimes called heat induction liners or induction seal liners) are usually aluminum sheets with a backing (paper or foam) and a polymer coating. When heated, these liners adhere tightly to the container mouth, providing an impermeable barrier. In effect, induction sealing machines create a “seal within the cap” that protects products from leaks, oxygen, and moisture while clearly indicating if the package has been opened. Induction sealing is widely used in industries like pharmaceuticals, food & beverage, and chemicals where product integrity and freshness are critical.
Key steps in the induction sealing process include:
Foil Placement: A foil liner is placed or inserted inside each cap (these liners are often cut from rolls by an inline cap lining machine). Induction sealing requires this aluminum foil layer.
Positioning: Filled, capped containers move on a conveyor under the induction sealing head.
Heating: The induction coil is energized as the container passes beneath it. The alternating electromagnetic field induces currents in the foil, heating it from within (with no direct contact).
Bonding: The melted polymer on the liner fuses to the container’s rim. This creates a firm, hermetic seal on the mouth of the bottle or jar.
Cooling: Immediately after sealing, the container moves through an air-cooling section. This causes the molten polymer to harden, firmly fixing the foil to the container and completing the tamper-evident seal.
Each step is precisely timed and controlled. Modern cap induction sealers often include sensors to detect container presence and conveyor systems to ensure speed and consistency. The entire cycle is non-contact and fast – many industrial induction sealers can process dozens of containers per minute with power consumption typically under 6 kW. This automation makes induction sealing ideal for large-scale production where throughput and cleanliness (no open flames or direct heat) are important.
What is Heat Sealing?
Heat sealing is the process of joining thermoplastic materials (usually polyethylene, polypropylene, PET, or similar polymers) by applying heat and pressure to create a continuous seam. Unlike induction sealing, heat sealing does not require a foil liner. Instead, it fuses plastic films or pre-formed containers directly. In a typical heat sealing setup, a heat sealer machine uses a heated bar, wire, or plate to melt the adjacent surfaces of plastic packaging. When cooled under pressure, these melted surfaces bond together into one airtight seal.
In practical terms, heat sealing is used for items like plastic pouches, flexible bags, blister packs, and film-lidded containers. For example, a bag of chips might have its edges sealed by an impulse heat sealer, or a blister pack of tablets may be sealed by a dwell time heat sealer. The key components of a heat sealing system typically include:
Heated Element: A bar, wire, or platen that provides controlled heat.
Pressure Mechanism: Springs, pneumatic or mechanical presses that clamp the packaging material during heating.
Cooling: After the heat cycle, a short cooling period or built-in cooling element solidifies the seal so it holds fast.
The heat sealing process works as follows:
Material Placement: The packaging materials to be sealed (plastic films, filled bags, film on a container) are placed between the sealing jaws or bars.
Apply Heat & Pressure: The sealer activates, bringing the heated element into contact with the plastic at a set temperature and pressure. The heat softens/melts the plastic layers at their meeting edges.
Seal Formation: As the plastic melts, the pressure forces the two layers to fuse. When the heat is turned off or the element is retracted, the molten plastic solidifies, forming a strong, continuous seam.
Cooling: The sealed joint is held under pressure until it cools down, ensuring the bond becomes rigid. The result is an airtight, leak-resistant seal on the package.
Heat sealing is widely used because of its simplicity and speed. In high-speed production lines, continuous band sealers or pouch machines can seal hundreds of packages per minute. It is especially common in food packaging (chips, candy, frozen foods), medical disposables, and consumer goods where plastic films are used. However, unlike induction sealing, heat sealing does not add a separate tamper-evident layer; the seal strength and visibility of breakage are the main indicators of tampering.
Key Differences Between Induction and Heat Sealing
Both induction sealing and heat sealing create strong seals, but they differ fundamentally. Key distinctions include:
Contact vs. Non-Contact: Induction sealing is non-contact. It heats the foil liner via electromagnetic fields, without any hot tool touching the product. Heat sealing is direct contact: a hot bar or element physically contacts the plastic to weld it together.
Materials: Induction requires containers with metal foil liners (plastic or glass bottles with aluminum cap liners). Without a conductive foil in the cap, induction sealing won’t work. Heat sealing works with any compatible thermoplastic films and does not need additional liners. It cannot seal glass or metal containers, only plastics.
Tamper Evidence: Induction seals are inherently tamper-evident – the foil liner must be physically removed or punctured to open the container. Heat seals can also indicate tampering (e.g. a torn bag), but they don’t have a separate foil layer to break.
Equipment Complexity: A cap induction sealer is a specialized machine with coils, power supplies, and cooling systems. A heat sealer is usually simpler (heated bar or continuous band) with fewer components. Induction sealers often integrate into bottling lines, whereas heat sealers can range from handheld devices to conveyorized systems.
Cost: Induction sealing generally has higher capital and operating costs. It requires a more sophisticated machine and ongoing purchase of foil liners. Heat sealing equipment tends to be less expensive and only needs plastic film (no metal foil), making it more cost-effective for many applications.
Speed and Scale: Both methods can be fast, but high-volume operations often favor heat sealing for very rapid pouch/bag filling. Modern induction sealers can also reach high rates (some >50 bottles/min) but each container needs a capped liner. Heat sealers can handle continuous rolls of film in flexible-pack setups.
Temperature Control: Induction seals internally (in the foil), so the container contents are not exposed to direct heat – ideal for heat-sensitive products. Heat sealing requires careful temperature control: too little heat yields weak seals, too much can burn or distort the plastic.
Comparative Analysis: Induction Sealing vs. Heat Sealing
Feature
Induction Sealing
Heat Sealing
Sealing Mechanism
Uses electromagnetic energy to heat a foil liner inside the cap without direct contact
Applies direct heat and pressure to thermoplastic materials to fuse them
Heat Application
Non-contact, heat generated within liner itself
Direct contact between heated element and packaging
Materials Sealed
Requires foil induction seal liners under caps (e.g., aluminum foils)
Works with thermoplastic films, laminates, bags, pouches
Tamper Evidence
Excellent — foil must be broken to open
Moderate — visible break in film or seam
Ideal Packaging
Bottles and jars (liquid, tablets, creams)
Flexible packaging (pouches, bags, blisters)
Equipment Complexity
More complex machines (induction sealing machine / cap induction sealer)
Simpler heat sealers (impulse, hot bar, band sealers)
Upfront Cost
Higher (specialized machinery + liner cost)
Lower (basic sealing units and film)
Operational Cost
Moderate — ongoing liners and maintenance
Lower — no liners required
Production Speed
High for bottle sealing lines
Very high for continuous film sealing
Heat Sensitivity
Minimal direct heat exposure to product
Direct heat may affect sensitive contents
Safety
Safer — no heated surfaces contacting product
Heat contact can pose burn risk
Best For
Tamper-evident liquid/chemical/pharma packaging
Cost-effective pouch and flexible food packaging
Barrier Quality
Excellent moisture/oxygen barrier with foil
Dependent on film barrier properties
Advantages of Induction Sealing
Superior Tamper Evidence & Protection: The aluminum foil seal created by induction sealing is very difficult to remove intact. Any attempted tampering or opening is clearly visible, which builds consumer trust. Once sealed, induction provides an excellent leak-proof barrier, keeping liquid and powder products secure during transit.
Extended Shelf Life: Induction foil liners block air, oxygen, and moisture much better than a simple plastic seal. This hermetic seal helps preserve freshness and prevent contamination, which is crucial for pharmaceuticals, food, and chemicals sensitive to oxidation.
High Production Efficiency: Automated induction sealing machines can seal dozens of containers each minute while using relatively low power (often <6 kW). They integrate with fillers and cappers to create continuous production lines, making them ideal for large-scale manufacturing.
Versatility in Container Shapes: Induction sealing is highly adaptable. A single induction coil can work on bottles or jars of various shapes, sizes, and cap types (flat, spouted, child-resistant, etc.). For instance, irregularly-shaped containers are handled well by induction sealers. In contrast, heat sealing usually requires flat areas, so induction offers more flexibility in packaging design.
Clean, Non-Contact Process: Because the induction head never touches the product or liner, there’s minimal risk of heat damage or contamination. The heat is generated only in the foil. This non-contact feature also means faster operation (no warm-up time like some heat sealers) and safer operation for users.
Advantages of Heat Sealing
Cost-Effectiveness: Heat sealing equipment is generally less expensive to buy and maintain than induction sealing systems. It also avoids the ongoing cost of foil liners. For many businesses, especially smaller operations, a simple heat sealer and plastic film are sufficient and budget-friendly.
Material and Process Flexibility: Heat sealing can be used with a wide variety of thermoplastic films and laminates. It is ideal for products packaged in pouches, blister packs, clamshells, or sealed bags. You don’t need any special caps or foils – just compatible plastic.
Speed for Flexible Packaging: Heat sealing equipment (like continuous band sealers or high-speed pouch machines) can operate extremely fast. In food, pharmaceutical, and consumer goods lines, heat sealers are proven for high-volume runs, enabling thousands of packages per hour.
Adequate Barrier and Freshness: A quality heat seal can still provide a strong barrier to air and moisture. For many products, a plastic-to-plastic seal is enough to keep food fresh or protect contents. Heat sealing also has the advantage of no adhesives needed – the plastic itself bonds to itself.
Simple Operation: Heat sealers are generally easy to operate. Once the sealing temperature is set, the operator just presses or runs the material through the machine. There are no liners to load or align. For small batches or varied packaging formats, this simplicity can be a plus.
Common Applications
Pharmaceuticals: Over-the-counter pill bottles, vitamin jars, and medicine syrups almost always use induction sealing. The foil cap liners provide undeniable tamper evidence for medicines and lock in potency. Meanwhile, heat sealing is used for items like foil blister packs of pills or sealed pouches of medical supplies.
Food and Beverage: Many bottled beverages (juices, milk, sauces) use induction foil seals under their caps to guarantee freshness and prevent spills. Heat sealing dominates in flexible-food packaging – snack bags, thermoplastic trays, and ready-meal pouches all rely on heated seams to preserve contents and extend shelf life.
Cosmetics and Chemicals: Cosmetic creams, lotions, and even aerosol cans often get induction-foil seals under their caps to assure sterility and tamper-resistance. Similarly, chemical products like cleaning fluids and adhesives are frequently sealed with foil caps. In contrast, heat sealing appears in disposable masks, wipes, or caps containing glued-on liners.
General Packaging: Heat sealing is ubiquitous for sealing polyethylene bags, laminating labels, and closing blister or clamshell packs for electronics, hardware, and medical devices. Induction sealing remains specialized for liquid or powder products in bottles and jars, whereas heat sealing serves a broader array of flexible-pack forms.
Choosing the Right Method
The optimal sealing method depends on your specific needs. Key factors include product type, volume, and priorities:
Product Contents and Sensitivity: For heat-sensitive or sterile products (pharmaceuticals, perishables, chemicals), induction sealing is often preferred since it avoids direct heat contact. Dry goods in plastic pouches or packaged foods usually use heat sealing.
Tamper Resistance Needed: If absolute tamper-evidence is critical (e.g. medicines, high-value supplements), induction’s foil seals give extra security. If tamper protection is less critical, a standard heat seal may be acceptable.
Production Volume and Speed: High-volume operations with plastic pouches will favor heat sealers for throughput. Bottling lines needing high-speed cap sealing may invest in automated induction sealers with conveyors and cap liners.
Budget and Equipment: A tight budget or smaller scale might lean toward a basic heat sealer and films. Induction sealing requires more capital (machine + cap liners) but can pay off if product safety is paramount.
Container Shape and Format: If your containers are irregularly shaped or already rigid (bottles/jars), induction is flexible enough to handle them. Heat sealing is generally limited to flat surfaces or uniform container openings.
Regulatory and Industry Standards: Some industries (like food & drug) may mandate induction sealing for certain products. Always check compliance – for example, FDA guidelines often reference induction foil liners for food/drug containers.
Ultimately, the choice is pragmatic. Induction sealing excels for liquid/powder products in bottles when safety and shelf life are priorities. Heat sealing excels for flexible packaging where cost and high speed are priorities. As one industry guide notes, consider the nature of your contents, tamper-evidence requirements, and production constraints to decide. In many modern packaging lines, both methods coexist: e.g., a medicinal syrup might be bottled with induction foil caps, while its powdered supplement is bagged with a heat seal.
Both induction sealing and heat sealing are valuable, widely-used techniques. Induction sealing provides a powerful, non-contact, tamper-proof closure ideal for bottles and jars in pharma, food, and chemical industries. Heat sealing delivers a quick, cost-effective bond for plastic films and bags in food, medical, and consumer-goods packaging. By understanding the science behind each method and weighing factors like product type, speed, and cost, manufacturers can choose the best sealing solution for their needs.
FAQs on Induction Sealing vs Heat Sealing
What is induction sealing?
Induction sealing is a non-contact sealing method that uses electromagnetic induction to heat and bond a foil liner (often called foil induction seals or induction seal liners) inside a bottle or jar cap. The result is a hermetic, tamper-evident seal that helps preserve freshness and prevent leaks without direct heat contact with the product content.
How does heat sealing work?
Heat sealing applies direct heat and pressure to thermoplastic materials — such as film, bags, or pouches — to fuse the layers together and create an airtight closure. Unlike induction sealing, it does not require foil liners or an induction coil.
What is the difference between induction sealing and heat sealing?
The key difference lies in how heat is applied: induction sealing uses an electromagnetic field to heat the foil inside a cap, while heat sealing uses direct contact with a heated element to melt and fuse plastic films. This difference affects material compatibility, tamper evidence, safety, and cost.
Which sealing method provides better tamper evidence?
Induction sealing generally provides stronger tamper-evident protection because the foil seal liners must be broken or removed to open the container. Heat sealing can show a broken seam, but it does not use a distinct foil layer for tamper proofing as induction sealing does.
Can an induction sealing machine seal any type of container?
Induction sealing machines work best with containers that accept a cap fitted with a compatible foil liner. They are ideal for bottles and jars made of glass or plastic. They are not suitable for open pouches or containers without a closure.
Which method is more cost-effective?
Heat sealing equipment and materials generally have a lower upfront cost because they do not require foil liners or specialized induction systems. However, for high-volume lines requiring leak resistance and tamper evidence, induction sealing may offer better long-term value despite higher initial equipment and liner costs.
Is induction sealing safer for heat-sensitive products?
Yes, induction sealing is safer for heat-sensitive contents because the heating occurs only in the foil seal itself without direct contact with warm elements or exposure of the product to external heat.
Are foil induction seals recyclable?
Many foil induction seals are designed for recyclability, and the lightweight nature of induction liners can reduce waste compared with some thicker plastic films used in traditional heat sealing. Packaging design and local recycling rules will affect final outcomes.
Which industries commonly use induction sealing?
Induction sealing is widely used in pharmaceuticals, nutraceuticals, food & beverage, cosmetics, and chemical products — especially where tamper evidence, leak resistance, and freshness retention are critical.
When should I choose heat sealing over induction sealing?
Heat sealing is often preferred for flexible packaging such as bags, pouches, and film packages where foil liners are not needed and where cost, simplicity, and high production speeds are priorities.
Petty Fu, Founder of Jinlupacking, brings over 30 years of expertise to the pharmaceutical machinery sector. Under his leadership, Jinlu has grown into a trusted supplier integrating design, production, and sales. Petty is passionate about sharing his deep industry knowledge to help clients navigate the complexities of pharma packaging, ensuring they receive not just equipment, but a true one-stop service partnership tailored to their production goals.