Is your product packaging designed for aesthetics, or for survival during long-term shipping?
For pharmaceutical and health supplement manufacturers, the terms “cartoning machine” and “case packer” are always mentioned together when discussing secondary packaging. However, for a production manager in the health supplement or pharmaceutical industry, these two different packaging methods can have drastically different impacts on the efficiency of automated production. Therefore, understanding case packers vs cartoners is critical.
This article will guide production managers and engineers through the differences between case packing vs carton packing, compare them side-by-side, and help you decide which one should be prioritized in your production line. Key points are below for a quick scan.
Key Takeaways

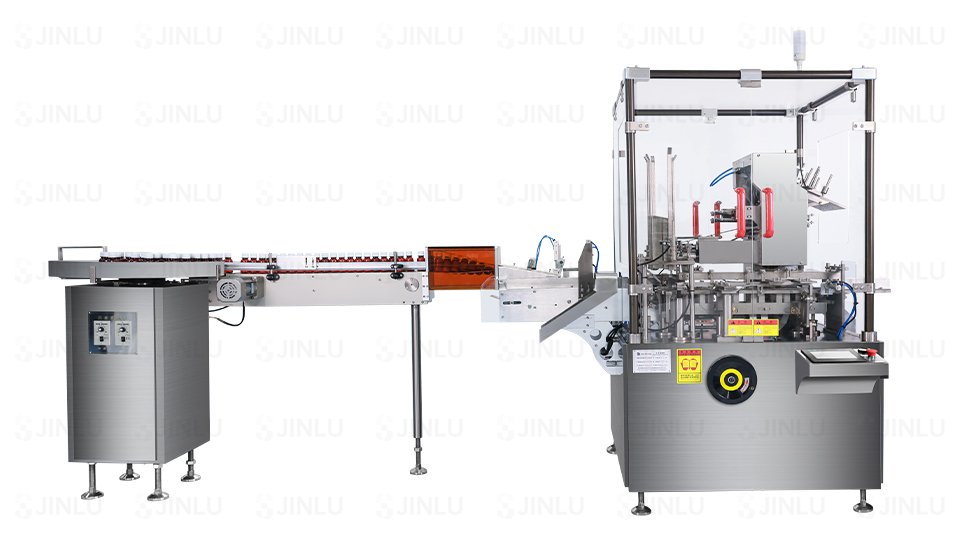
A cartoning machine, also known as cartoner machine, forms folded cartons, inserts the product and auxiliary materials (instructions, desiccant), and closes the carton, making the product ready for sale. In the secondary cartoning packaging area, the cartons are located upstream of the case packing machine.
Step 1: Pick a folded blank.
Step 2: Erect the carton.
Step 3: Insert the product and leaflet.
Step 4: The carton is closed using tucking, hot-melt glue, or friction close.
Nowadays, intelligent and automatic cartoning machines are trendy as they minimize downtime and improve production efficiency significantly. “Now with a push of a button the machine can realize machine run and any adjustments.” said James DeSmet, CEO of CRG Automation on modern cartoner design.

A “case pack” (or case packing) refers to packing multiple finished products in different packaging forms, including cartons, bottles, or pouches, into a larger shipping box, mainly for distribution, storage, and transportation. Understanding case pack meaning is crucial when comparing case pack vs carton, since cartons are retail-facing while cases are logistics-facing.
Modern case packing machinery come in several common styles:
Advanced case packing solutions now integrate robotic arms and servo positioning for higher automation.
A typical case packer machine stands the boxes upright, uses robotic arms to pick up and place products into the boxes, closes the boxes, and seals them with adhesive. Case pcking matters, for case integrity minimizes product damage during long-distance transportation, making case packers important for the pharmaceutical and health supplement industries.
For pharmaceutical exporters, reliable case packing is essential for product safety during sea freight. That is why many manufacturers upgrade to automated case packing machinery.
Based on what we have grasped of cartoning machine and case packer, we’ll delve deep into the difference between case packers vs cartoners. Here is a concise comparison table for easy reference, followed by brief explanation and real examples.
Table 1-Comparison between automatic cartoning machine and case packing machine
| Dimension | Cartoning Machine (secondary) | Case Packer (tertiary) |
| Purpose | Retail presentation, leaflet insertion, consumer protection | Shipping, palletization, distribution protection |
| Common products | Blisters, bottles, vials, small boxes, leaflets inside | Multiple cartons, bundles, bulk bottles in corrugated case |
| Product placement | Single product or small kit inside a folding carton | Multiple cartons or packs arranged into cases |
| Efficiency & speed | High cartons/minute for single SKU; up to 60–150 cpm depending on machine | Moderate cases/minute; throughput optimized by cartons per case |
| Cost (capex & footprint) | Lower capex than high-end case packers; compact footprint | Higher capex for heavy duty/robotic models; larger footprint |
| Flexibility | Fast changeover with servo recipes | Higher variability with robotic case packers
Mechanical case packers are less flexible |
Now let’s look into each difference with more details from a manufacturer-level aspect:
Purpose: Shelf-Ready Precision vs. Shipping-Ready Protection
A cartoning machine’s job is to make the product ready for shelf presentation. If you sell vitamin gummy in bottles for retail, cartoners handle that mission. On the other hand, a case packer is used to group multiple retail cartons together safely for the warehouse or for shipping.
This distinction defines the real-world meaning of case packing vs carton packing.
Product Placement: Millimeter Accuracy vs. Load Pattern Strategy
Cartoners requires millimetre-level precision since they need to tuck the delicate materials like leafets in the cartons. Case packer machines, conversely, worry about load patterns (e.g., 3×4 layout) and shock-resistant packing.
Efficiency and Speed: Cartons per Minute vs. Cases per Minute
The speed of cartoning machines and case packing machines are measured differently. Cartoners are rated in cartons per minute while case packers are measured in cases per minute.
Cost: Initial Investment vs. Long-Term Labor Savings
A basic cartoner is typically a moderate investment. A robot case packer or high-speed case packer costs more upfront but reduces manual labor and long-term operating expenses.
Flexibility: Recipe Management vs. Mixed-Case Capability
Modern servo-driven cartoners equipped with formula management systems can rapidly change sizes; however, if your future plans include a variety of combinations of different shapes, robotic cartoners offer the best long-term flexibility. This is due to increasing global demand for automation, with the packaging machinery market continuing to expand as the pharmaceutical and consumer goods sectors grow. The packaging machinery market is expected to grow to nearly $59 billion by 2024 and will maintain steady growth in the years ahead.
Both machines add value, but to maximize their roles in production line, the correct priority depends on three dimensions: your business stage, product variaty, and distribution goals. The following may help you decide between the two packing styles.

Generally, the correct approach is to implement this in phases: first install cartoning machines to ensure retail readiness, and then add case packers only when volume or export demand is very high.
With over 30 years of experience serving pharmaceutical and nutraceutical lines, Jinlu Packing delivers cartoning solutions tailored to manufacturers seeking reliable secondary packaging that integrates inspection and serialization. We offer different cartoning machine models including 130W horizontal cartoning machines, 120L vertical cartoning machines etc. based on different speed, space, and product needs.
In addition to the reliable machines, we also back manufacturers with:
If you are interested in automatic cartoner machines, feel free to contact us for more information..
Choosing between a cartoning machine vs case packer hinges on whether you prioritize shelf presentation or shipment resilience. For most pharmaceutical and nutraceutical manufacturers the practical route is secure carton packing first, then add case packing as volumes and exports grow. At Jinlu Packing we offer tailored cartoning and case-packing solutions to scale from shelf-ready production to robust logistics.
Ready to automate your packaging line? Consult us for more details and customized layout design!
Yes. cartoners are the primary secondary-packaging machine, for they produce the retail carton which is the secondary pack.
Yes. For fragile items, you can choose robotic cartoning machines equipped with soft grippers. For very fragile glass bottles, you can equip them with cushioning materials to reduce damage.
Everyday language blurs them. Technically, a carton is usually a folding retail carton while a box or case is more intended for shipping.
Inner pack = the immediate product pack
Case pack = multiple inner packs or cartons grouped together into a case for transport.
References:
[1] Grand View Research: Packaging Machinery Market Size, Share & Industry Report, 2024–2030.
[2] Persistence Market Research: Packaging Machinery Market Size, Trends & Forecast 2026–2033.
[3] Interact Analysis: End-of-line & warehousing packaging machinery market report (end-of-line automation growth).