
Stick Pack vs Sachet: The Ultimate Guide to Key Differences
Discover the key differences between stick pack and sachet packaging. Learn about their design, production
Blister packaging is a widely-used method in the pharmaceutical industry for individually sealing tablets, capsules, and other medicines. In a blister pack, each dose is enclosed in its own plastic “blister” cavity, typically heat-sealed to a foil or cardboard backing. This approach is “a superior choice for tablet and pill packaging due to its safety benefits, convenience, and high compliance and medication adherence performance,” according to packaging experts. In practice, blister packs protect medicines from moisture, air, and contaminants, ensure precise dosing, and provide instant tamper-evidence – all of which are critical for maintaining pharmaceutical quality and safety.

Key advantages of blister packaging include:
Blister packaging excels at protecting pharmaceuticals. In the image above, pills sealed in blisters remain isolated from humidity and air, unlike loose pills that can be exposed once a bottle is opened. By enclosing each tablet or capsule in a sealed pocket, blister packs guard against moisture, oxygen, light and microbial contamination. Aluminum-foil blisters in particular provide a near-impermeable layer, ensuring drugs remain potent and stable. According to JinLuPacking, this robust barrier “ensures the medication retains its efficacy throughout its shelf life”.
In addition to environmental protection, blister packaging maintains product integrity. Each dose is individually sealed, so even if one blister is opened, the rest remain untouched. This drastically reduces the risk of cross-contamination or handling errors. The sealed design also naturally deters package tampering. Quality-conscious pharma manufacturers rely on this integrity: blisters can include tamper-evident notches or child-resistant snaps, demonstrating compliance with stringent regulatory safety standards.
Ensuring patients take medication correctly is a key role of blister packaging. The unit-dose layout makes it easy to see if each dose has been taken (the empty or intact blister provides immediate visual feedback). The image above, for example, shows a day-by-day dose organizer where patients can track morning/evening doses. This clear compartmentalization significantly reduces missed or double dosing – a common problem with loose pills and bottles.
Blister packs also improve patient compliance by combining safety and accessibility. The packs can be easy to pop open even for elderly users, yet still incorporate safety features like child-resistant coatings or push-through foils. Manufacturers leverage this by printing important information (drug name, dosage instructions, expiration date) on the backing card or foil. In doing so, each dose becomes a well-labeled medical container, reducing confusion and supporting correct use. As one packaging analyst notes, blister packaging has become a “sophisticated tool for medication management” that aligns with patient-centered care.
Blister packaging brings practical convenience for both producers and consumers. For drugmakers, blister lines (such as those offered by manufacturers like JinLu) can rapidly fill and seal thousands of pills per hour into blister cards or trays. This automation ensures consistent dosing; machines are calibrated so each cavity receives exactly one tablet or capsule. The result is high quality control and throughput.
For patients, blister packs simplify handling. They allow pharmacists and healthcare providers to pre-assemble dose schedules (e.g. weekly pill cards) that patients just carry with them. The compact blisters fit neatly in wallets or purses, unlike bulky bottles. Moreover, blister packs reduce inventory complexity: suppliers of medicines and devices often stock standardized blisters rather than loose units, which eases counting and dispensing. As JinLuPacking points out, blister packaging can alleviate space and inventory concerns in distribution facilities.
Pharmaceutical blister packs come in several forms. The most common is carded blister packaging, where thermoformed plastic cavities are sealed to a printed cardboard backing. This is widely used for over-the-counter pills and small medical devices. Another form is aluminum/aluminum blister pack, where an all-aluminum foil is sealed to a plastic base; this offers superior barrier protection (often seen in prescription pills). Some manufacturers use bulk blister trays (stacked trays of individual blisters) for hospital or wholesale supply.
There is also blister box packaging, where multiple blister cards or pouches are placed inside a larger carton for bulk transport. For example, a month’s supply of a vaccine might be shipped in a box containing several blister trays, each with individually sealed doses. Each type serves a purpose: carded blisters for retail sales, blister boxes for distributor supply, and so on. It’s important that pharmaceutical companies select the right blister style for their product, balancing protection, ease of use, and branding needs.
The pharmaceutical industry is heavily regulated, and blister packaging is designed to meet or exceed these standards. International authorities like the FDA (USA) and EMA (Europe) specify that primary drug packaging be tamper-evident and child-resistant when necessary. Blister packs inherently satisfy these rules by showing any breach. As one industry report notes, complying with FDA/EMA regulations ensures blister-packaged drugs are “safe, tamper-evident, and child-resistant,” helping avoid costly recalls or legal issues.
Blister packaging also aids quality control and serialization. Because each dose has a fixed position, it can be marked with barcodes or batch codes for tracing. Any missing blister is immediately noticed during inspection. Additionally, the consistent barrier properties of blister materials (validated during drug formulation) guarantee that each sealed unit maintains the drug’s specified stability parameters.
For pharmaceutical manufacturers and procurement managers, partnering with a reputable blister packaging machine supplier and manufacturer is crucial. Key considerations include equipment precision, compliance certifications, and service support. Modern blister packing machines can vary from small lab-scale units for clinical batches to high-speed lines for large production runs. Leading companies (e.g. JinLu Packing Machinery) offer fully automatic lines that form, fill, seal and cut blister cards with minimal human intervention.
When evaluating suppliers, one should verify that the blister packaging equipment can handle the required packaging types (blister card, strip pack, etc.) and materials (PVC/Al, PVDC/Al, paperboard, etc.). It’s also important that the supplier provides customization (e.g. various cavity sizes, card thickness) and adheres to GMP standards. Many blister packaging manufacturers highlight their FDA-compliant processes and after-sales service to ensure ongoing quality and regulatory compliance.
In summary, selecting a certified blister packaging machine manufacturer and supplier helps ensure reliable output. The right partner will help implement blister packaging solutions that align with the product’s needs and regulatory demands, delivering the benefits discussed above.
Blister packaging has transformed pharmaceutical packaging from simple containment to a strategic tool for safety, compliance, and brand differentiation. By keeping each dose sealed until use, blister packs protect medicines from environmental damage and prevent tampering. They make dosing intuitive (boosting patient compliance) and provide manufacturers with efficient, traceable packaging lines. Innovations in materials and smart technologies are further enhancing blister packaging’s role in the industry.
For drug manufacturers and procurement teams, understanding the role and benefits of blister packaging is essential. Integrating advanced blister packing machines and choosing the right blister type can significantly improve product quality, patient experience, and operational efficiency. As one industry leader puts it, blister packaging is a “multifaceted solution” that addresses product safety, regulatory compliance, patient convenience, and branding all at once. Embracing blister packaging is not just about containing pills – it’s about ensuring medicines remain effective, patients stay adherent, and companies maintain a competitive edge.
Blister packaging is a method where individual doses (tablets, capsules, pills) are sealed within pre-formed plastic “blister” cavities, usually covered and heat-sealed to foil or backing material. This approach protects each dose, provides tamper indication, and supports unit-dose dispensing.
The main types of blister packaging include:
• Thermoformed blister packs (plastic cavities formed by heat)
• Cold-formed (Alu-Alu) blister packs for high barrier protection
• Hybrid/thermo-cold combinations
• Carded blister packaging (blister card)
• Peel-push or push-through designs
• Multimed / calendar blister packs (with day-of-week labels)
Blister packaging offers several key benefits versus bottles:
• Better protection from moisture, air, light for each dose
• Easier tracking of dose intake (helping patient adherence)
• Tamper-evident design inherently built in
• Reduced risk of contamination or cross-dosing
• More compact, lightweight, and efficient in logistics
• Greater flexibility for branding and printed dose labeling
By packaging each dose individually (unit-dose form), blister packaging helps patients see whether they have taken a dose or not. Printed calendars or day labels, plus clearly marked blister cavities, reduce missed or duplicate dosing. Tamper-evidence ensures that any interference is visible, safeguarding against misuse.
Common materials include:
• Plastics such as PVC, PET, or coated PVC for the blister forming side
• Aluminum foil, aluminum laminates, or PVDC-coated films for lidding
• In high-barrier applications, Alu-Alu laminates or other multi-layer foils
The choice depends on moisture/oxygen sensitivity of the drug and shelf-life requirements.
• Thermoforming uses heated plastic sheets (e.g. PVC) deformed into cavities; offers clarity and speed but moderate barrier properties.
• Cold forming involves mechanically pressing aluminum-based laminates into cavities, providing superior moisture/oxygen/light barrier, though opaque and generally slower.
• Hybrid (thermo + cold) designs try to combine visibility and barrier.
Yes. Blister packaging can be designed to comply with key regulatory standards (FDA, EMA, cGMP) by incorporating tamper-evident features, child-resistant seals, serialization, and material validation. Because each dose is individually sealed, it inherently supports safety and traceability.
When selecting a blister packaging machine or supplier, consider:
• Ability to handle your required blister types (card, Alu-Alu, peel-push, etc.)
• Material compatibility and barrier performance
• Compliance with pharmaceutical GMP and validation support
• After-sales service, spare parts supply, and technical support
• Customization capabilities (cavity size, card format, speed)
• Blister card packaging refers to blister packs sealed onto printed cards (card backing), often used in retail or OTC pills.
• Blister box packaging means grouping multiple blister cards or trays into outer cartons/boxes for wholesale, distribution, or bulk storage.
Yes, some challenges include:
• Higher tooling and setup cost for blister molds
• Material waste or complexity when switching product formats
• Environmental concerns (recycling of plastics and foils)
• Opaque nature of some high-barrier designs (cold-formed) limits dose visibility
• Difficulty in opening for users with reduced dexterity (must balance child-safety with ease-of-use)
References:
1.Tamper-Resistant Packaging Requirements for Certain Over-the-Counter Drugs(21 CFR § 450.500) ——Retrieved from:U.S. FDA
2.Pharmaceutical Packaging Materials and Medication Safety: A Mini Review ——Retrieved from:MDPI
3.Impact of Blister-Packaging on Healthcare Costs: An Economic Evaluation ——Retrieved from:DovePress / CEOR
4.A critical assessment of factors effecting blister pack formation in the packaging industry ——Retrieved from: Loughborough University
5.Everything You Need to Know About Alu-Alu Blister Packing in Pharmaceuticals ——Retrieved from: PharmaTimes
Discover the key differences between stick pack and sachet packaging. Learn about their design, production
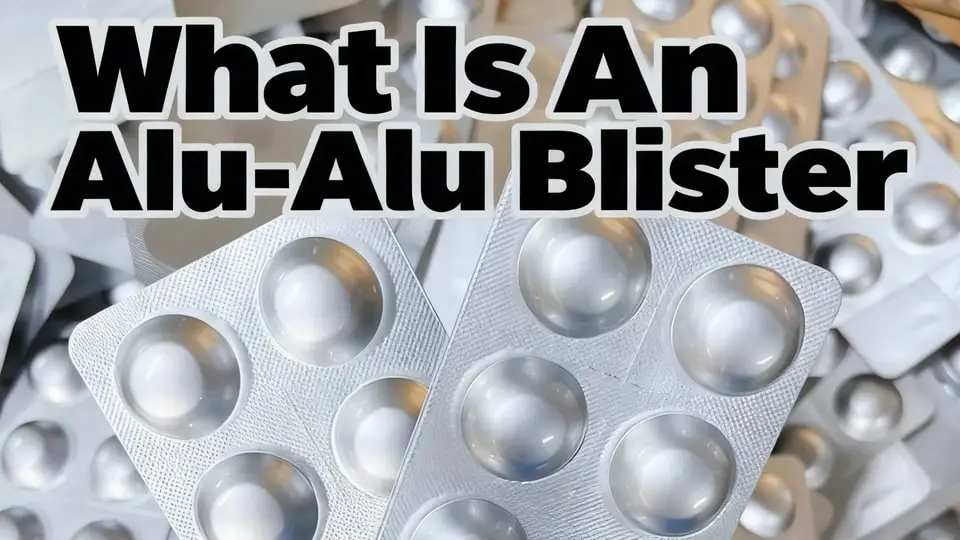
Learn what Alu-Alu blister packaging is, how it’s made, and why it provides unmatched moisture
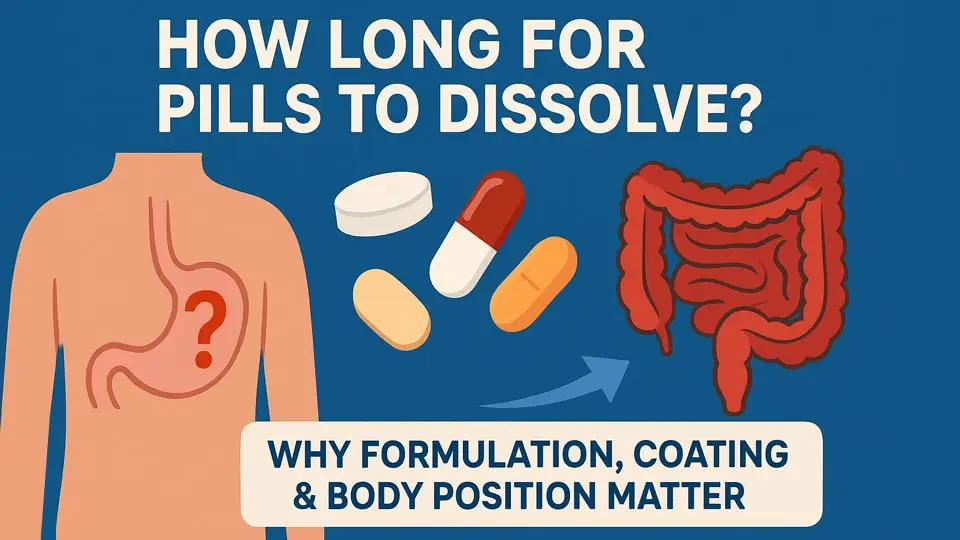
Learn how pill formulation, coating and even body posture can dramatically affect how long for
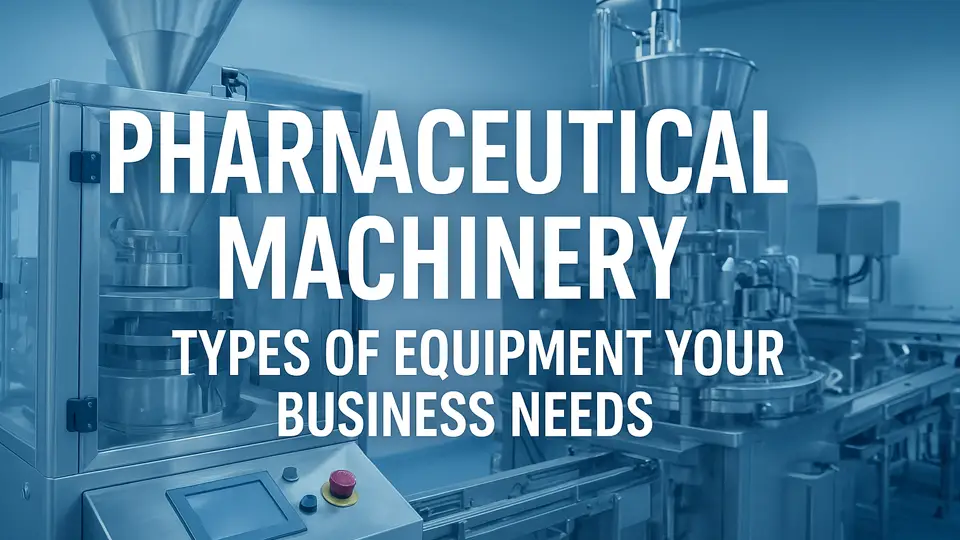
Discover essential pharmaceutical machinery your business needs, from tablet presses to capsule fillers and pharma packaging