เครื่องบรรจุภัณฑ์พุพอง เป็นส่วนสำคัญของอุตสาหกรรมยา – การขึ้นรูปพลาสติกหรือแผ่นอลูมิเนียมลงในกระเป๋าและปิดผนึกเม็ดยาหรือแคปซูลไว้ด้านใน. แต่ก็เหมือนกับอุปกรณ์ที่ซับซ้อนอื่นๆ, พวกเขาสามารถประสบปัญหาขัดขวางการผลิตได้. ปัญหาเกี่ยวกับเครื่องตุ่มทั่วไป ได้แก่ ซีลที่อ่อนแอหรือรั่ว, ฟันผุผิดรูปแบบ, กระเป๋าเปล่า (กระดาษติดหรือฟีดพลาด), และการสึกหรอของเครื่องจักรที่ทำให้เกิดการหยุดทำงาน. ตามที่ผู้เชี่ยวชาญในอุตสาหกรรมระบุไว้, ความล้มเหลวในการปิดผนึกถือเป็นข้อบกพร่องที่สำคัญที่สุดอย่างหนึ่ง เพราะพวกเขาประนีประนอมความปลอดภัยของยาโดยตรง. ในทางปฏิบัติ, เกี่ยวกับ 90% ของตุ่มพองมาตรฐานลงไปถึงระดับ “สามที”: ตั้งค่าผิด อุณหภูมิ, เวลา, หรือ ความเครียด ในกระบวนการ.
ในคู่มือนี้ เราจะอธิบายปัญหาสำคัญแต่ละประเด็น – เหตุใดจึงเกิดขึ้นและวิธีแก้ไข. โดยในตอนท้าย, คุณจะมีขั้นตอนที่ชัดเจนและคำแนะนำในการป้องกันเพื่อให้เครื่องตุ่มของคุณทำงานได้อย่างราบรื่น (หรือตัดสินใจว่าจำเป็นต้องใช้โซลูชันขั้นสูงกว่านี้หรือไม่).
ปัญหา 1: การปิดผนึกที่อ่อนแอหรือไม่สม่ำเสมอ
- อาการ: ฟอยล์ปิดฝาไม่สามารถยึดติดกับฟันผุที่เกิดขึ้นได้อย่างสมบูรณ์. คุณอาจเห็นรอยรั่วของสีย้อมในการทดสอบการรั่วซึมหรือฟอยล์ที่ลอกออกได้ง่าย. ซีลบางตัวอาจดูบางส่วนหรือมีช่องว่าง. ข้อบกพร่องเหล่านี้ส่งผลต่อความเป็นหมันและจำเป็นต้องทำลายทิ้งทั้งชุด.
- สาเหตุ: พารามิเตอร์การปิดผนึกด้วยความร้อนที่ไม่ถูกต้องคือสาเหตุหลัก. หากอุณหภูมิซีลต่ำเกินไป, ชั้นผนึกความร้อนของฟอยล์จะไม่ละลายและเกาะติดกัน; สูงเกินไป, และฟิล์มพลาสติกอาจหดตัวหรือไหม้ได้. แรงดันในการซีลไม่สม่ำเสมอ (เนื่องจากแผ่นบิดเบี้ยวหรือสปริงที่ปรับไม่ถูกต้อง) ทำให้เกิดความว่างเปล่าในท้องถิ่น. การปนเปื้อนบนแม่พิมพ์ซีล เช่น คราบกาวหรือฝุ่นเม็ดยา ป้องกันการสัมผัสทั้งหมด. ฟอยล์คุณภาพต่ำหรือชื้นยังทำให้เกิดการยึดเกาะที่อ่อนแอ.
- การแก้ปัญหา:
- ปรับอุณหภูมิ & ความดัน: ใช้เทอร์โมมิเตอร์แบบสัมผัสเพื่อตรวจสอบอุณหภูมิของเพลต (อย่าพึ่งพาการอ่านข้อมูลของเครื่องเพียงอย่างเดียว). ปฏิบัติตามหลักเกณฑ์ด้านวัสดุ (E.G. 140–160°C สำหรับแพ็ค PVC/Alu). ปรับแต่งอย่างละเอียด ±2–5°C รอบจุดที่ตั้งไว้ขณะรันซีลทดสอบ.
- ตรวจสอบซีลดาย: ทำความสะอาดแม่พิมพ์และเพลททุกกะ; ขจัดคราบกาวหรือฟิล์มด้วยไอโซโพรพานอล. ตรวจสอบรอยขีดข่วนหรือการกัดกร่อนที่อาจเป็นไปได้ ทำให้เกิดการรั่วไหล. เปลี่ยนหรือบดแม่พิมพ์ใหม่หากบิดเบี้ยว.
- ปรับกระบวนการให้เหมาะสม: ตรวจสอบให้แน่ใจว่าแรงกดสม่ำเสมอตลอดทั้งความกว้าง. ตรวจสอบและเปลี่ยนลูกกลิ้งแรงดันหรือสปริงที่สึกหรอ. ใช้คุณภาพสูงเท่านั้น, สต็อกฟอยล์แห้ง – ฟิล์มแห้งล่วงหน้าในสภาพแวดล้อมที่ชื้น (E.G. 40–60°C เป็นเวลา 30–60 นาที). บันทึกพารามิเตอร์การปิดผนึกและทำการทดสอบความแข็งแรงของการลอกเป็นประจำเพื่อตรวจจับการดริฟท์.
ตัวอย่างเช่น, บนเส้นตุ่ม PVC/Alu มาตรฐาน, โซนผนึกความร้อนที่เหมาะสมที่สุดมักจะอยู่ที่ประมาณ 150°C. ข้อผิดพลาด ±3°C อาจทำให้ความแข็งแรงของซีลลดลงครึ่งหนึ่ง. โดยการสอบเทียบและบันทึกโปรไฟล์อุณหภูมิ, ผู้ปฏิบัติงานสามารถรักษาความสมบูรณ์ของซีลได้สม่ำเสมอ.

ปัญหา 2: การขึ้นรูปที่ไม่เหมาะสม (ฟันผุยุบหรือไม่สม่ำเสมอ)
- อาการ: โพรงตุ่มพลาสติกที่ขึ้นรูปด้วยความร้อนมีรูปร่างผิดปกติ. คุณอาจเห็นฟันผุที่ตื้นเกินไป, ทรุดตัวลงตามน้ำหนักแท็บเล็ต, หรือมีความลึกไม่เท่ากันและผนังบางลง. กระเป๋าที่ไม่เท่ากันทำให้แท็บเล็ตขยับ, ทำให้เกิดการแจ้งเตือนการนับจำนวนหรือการหยุดกลางคัน.
- สาเหตุ: สถานีขึ้นรูปต้องใช้ความร้อนและสุญญากาศสม่ำเสมอ. หากแผ่นทำความร้อนอยู่นอกการสอบเทียบ, อุณหภูมิการขึ้นรูปสามารถลอยได้. การเบี่ยงเบนเล็กน้อยที่ ±3°C ในแผ่นฟิล์ม PVC ทำให้เกิดการเปลี่ยนแปลงอย่างมีนัยสำคัญในความลึกของโพรงและความหนาของผนัง. สาเหตุอื่นๆ ได้แก่ สุญญากาศอ่อน (ตัวกรองสกปรก, การรั่วไหล), หมุดช่วยเสียบที่สวมใส่ (ถ้าใช้), หรือพื้นผิวแม่พิมพ์ที่ปนเปื้อน (พลาสติกหรือฟอยล์ติดอยู่บนโพรง).
- การแก้ปัญหา:
- ตรวจสอบอุณหภูมิ: ใช้เทอร์โมมิเตอร์อินฟราเรดหรือเทอร์โมมิเตอร์แบบสัมผัสที่ปรับเทียบแล้วบนแผ่นขึ้นรูป. ปรับตัวควบคุม PID หากพื้นผิวแผ่นหลุดออกมากกว่า ~2°C จากจุดที่ตั้งไว้. ทดลองใช้ผลิตภัณฑ์เป้าหมายและฟิล์มที่ถูกต้องเพื่อยืนยันการก่อตัวของคาวิตี้อย่างสมบูรณ์.
- ดูแลรักษาระบบสุญญากาศ: ตรวจสอบเอาท์พุตของปั๊มสุญญากาศและท่อสุญญากาศ. ทำความสะอาดหรือเปลี่ยนตัวกรองสูญญากาศเป็นประจำ. ตรวจสอบให้แน่ใจว่าช่องสูญญากาศในแม่พิมพ์ไม่มีสิ่งกีดขวาง.
- ตรวจสอบและทำความสะอาดแม่พิมพ์: เช็ดแผ่นช่องในแต่ละกะเพื่อขจัดคราบฟิล์มที่ตกค้าง. ตรวจสอบพินปลั๊ก (ถ้ามี) เพื่อจังหวะเวลาที่ถูกต้อง - ปลั๊กที่ชำรุดหรือตั้งเวลาผิดอาจทำให้ช่องยุบลงได้โดยการกดเร็วเกินไป. เปลี่ยนปลั๊กหรือบูชลูกเบี้ยวที่สึกหรอหากปลั๊กสัมผัสกับฟิล์มก่อนเวลาอันควร.
- ใช้ฟิล์มที่เหมาะสม: ตรวจสอบว่าคุณใช้ความหนาและประเภทของฟิล์มที่ถูกต้องสำหรับแม่พิมพ์ของคุณ. ล็อตฟิล์มใหม่อาจต้องการโปรไฟล์อุณหภูมิที่แตกต่างกันเล็กน้อยเนื่องจากมีปริมาณพลาสติไซเซอร์.
เคล็ดลับ: เก็บการตั้งค่าการขึ้นรูปตามล็อตฟิล์ม และตรวจคุณสมบัติอีกครั้งทุกครั้งที่เปลี่ยนวัสดุ เพื่อหลีกเลี่ยงปัญหาพุพองยุบ.
ปัญหา 3: ฟิล์มฉีกขาดหรือย่น
- อาการ: ระหว่างหรือหลังการขึ้นรูป, ฟิล์มพลาสติก (พีวีซี/PVDC หรือ PET) หรือชั้นฟอยล์ทำให้เกิดน้ำตา, รอยแตก, หรือรูเข็ม. ฝั่งตรงข้าม, คุณอาจเห็นรอยย่นหรือช่องอากาศใต้ฟอยล์ปิดฝา. สิ่งเหล่านี้นำไปสู่การรั่วไหลของบรรจุภัณฑ์หรือข้อบกพร่องด้านความสวยงาม.
- สาเหตุ: ความร้อนหรือความตึงเครียดที่มากเกินไปคือสิ่งที่ต้องสงสัย. หากอุณหภูมิการขึ้นรูปหรือการซีลสูงเกินไป, ฟิล์มอาจนิ่มและยืดมากเกินไป, ทำให้มันบางหรือฉีกขาด. เช่นเดียวกัน, ความตึงของฟิล์มไม่สม่ำเสมอ (จากการควบคุมการคลายตัวที่ไม่ดีหรือลูกกลิ้งที่ไม่ตรงแนว) ทำให้เกิดรอยย่นและขาดแม้กระทั่งการดึงใย. อุณหภูมิที่เพิ่มขึ้นอย่างกะทันหันหรือการระบายความร้อนที่ผิดพลาดอาจทำให้ฟิล์มอ่อนลงได้.
- การแก้ปัญหา:
- ปรับอุณหภูมิให้เหมาะสม: ตรวจสอบให้แน่ใจว่าอุณหภูมิการขึ้นรูป/การซีลอยู่ภายในข้อกำหนดสำหรับฟิล์มของคุณ. ตัวอย่างเช่น, ลดอุณหภูมิโซนหากคุณเห็นความเสียหายของฟิล์มสม่ำเสมอ. ใช้เครื่องทำความร้อนแบบแบ่งโซน (สูงกว่าที่ศูนย์กลาง, ต่ำกว่าที่ขอบ) เพื่อหลีกเลี่ยงจุดร้อน.
- ปรับความตึงและการจัดตำแหน่ง: ตรวจสอบการตั้งค่าความตึงคลี่คลาย. ความตึงของม้วนฟอยล์ควรแน่นพอที่จะทำให้เรียบ แต่ไม่แน่นจนทำให้ใยตึง. ตรวจสอบการวางแนวแนวลูกกลิ้ง แม้แต่แนวแนวที่ไม่ตรงเล็กน้อยก็สามารถสร้างคลื่นได้. เปลี่ยนตลับลูกปืนที่สึกหรอบนลูกกลิ้งหรือแขนนักเต้น.
- ใช้การจัดการฟิล์มที่ถูกต้อง: ตรวจสอบให้แน่ใจว่าฟิล์มถูกจัดเก็บและปรับสภาพล่วงหน้าอย่างเหมาะสม. เช็ดพื้นผิวฟิล์มเพื่อขจัดฝุ่นก่อนใช้งาน. พิจารณาการให้ความร้อนฟิล์ม PVC/PET ล่วงหน้าในช่วงเวลาสั้นๆ ในบริเวณที่มีความชื้นสูง. ใช้ซัพพลายเออร์ฟิล์มที่ผ่านการรับรองเพื่อหลีกเลี่ยงข้อบกพร่องของวัสดุ.
*ตัวอย่าง: วิธีแก้ไขทั่วไปสำหรับรอยยับของฟอยล์คือการปรับเบรกบนแกนฟอยล์. การเบรกที่สูงขึ้นเล็กน้อยสามารถทำให้ริ้วรอยเรียบขึ้นโดยลดการหย่อนของฟอยล์. เก็บเซ็นเซอร์ความตึงไว้ (นักเต้น) มีการซ่อมแซมที่ดี – เปลี่ยนตลับลูกปืนก่อนที่จะสึกหรอ.
ปัญหา 4: ข้อผิดพลาดในการป้อนผลิตภัณฑ์ (ป้อนผิด, ฟีดคู่, แยม)
- อาการ: แท็บเล็ตหรือแคปซูลอาจหายไปจากกระเป๋าบางอัน (ช่องว่าง), หรือกระเป๋าบางใบมีสินค้าสองชิ้น (ป้อนสองครั้ง). อีกทางหนึ่ง, สะพานแท็บเล็ตหรือติดในถาดป้อนหรือช่อง, ทำให้เกิดการหยุดเป็นระยะๆ. ในกรณีที่รุนแรง, สายอาจหยุดเนื่องจากการเตือนข้อผิดพลาดในการป้อน.
- สาเหตุ: ปัญหาการป้อนเกิดจากการไม่ตรงกันระหว่างความเร็วของตัวป้อนและการกำหนดดัชนีของเครื่องจักร, หรือจากกลไกตัวป้อนเอง. หากแปรงหรือตัวป้อนแบบสั่นทำงานเร็วเกินไปเมื่อเทียบกับดัชนี, แท็บเล็ตสามารถข้ามกระเป๋าหรือกองพะเนินเทินทึกได้. คงที่สูง (E.G. สภาพชื้น) อาจทำให้เม็ดยาติดกันหรือติดกับถังได้. รางฟีดที่สึกหรอหรือเสี้ยนบนแม่พิมพ์ก็สามารถดักจับผลิตภัณฑ์ได้เช่นกัน, ในขณะที่เศษที่เหลือในตัวป้อนอาจทำให้แท็บเล็ตเคลื่อนไปผิดทางได้.
- การแก้ปัญหา:
- ซิงโครไนซ์ตัวป้อน: ปรับเทียบความเร็วของตัวป้อนอีกครั้งเพื่อให้ตรงกับวงจรดัชนีตุ่มทุกครั้งที่เปลี่ยน. จดบันทึกอัตราส่วนที่ถูกต้องสำหรับแต่ละล็อตผลิตภัณฑ์. หากใช้เครื่องป้อนแบบหลายหัวหรือราง, ให้แน่ใจว่ามีความสมดุลและปราศจากสิ่งกีดขวาง.
- ควบคุมความชื้น/คงที่: รักษาความชื้นสัมพัทธ์ของพื้นที่การผลิตให้อยู่ที่ประมาณ 40–60%. หากการเชื่อมโยงยังคงมีอยู่, ติดตั้งแปรงป้องกันไฟฟ้าสถิตย์หรือใช้ลมปรับอากาศในถัง. ทำความสะอาดส่วนประกอบตัวป้อนก่อนการทำงานแต่ละครั้ง.
- ตรวจสอบเครื่องมือและตัวป้อน: ตรวจสอบแผ่นดิสก์ฟีด, กรวย, และคำแนะนำเกี่ยวกับการสึกหรอหรือความเสียหายที่อาจติดแท็บเล็ต. เปลี่ยนขอบที่บิ่นหรือแหลมคม. กำจัดเศษผลิตภัณฑ์ออกจากทางเดินป้อน. ใช้การตรวจสอบด้วยสายตา (E.G. เซ็นเซอร์กล้อง) เพื่อตรวจสอบแต่ละช่องว่าเต็มแล้วหาก GMP อนุญาต.
บันทึก:* เส้นตุ่มมักมีเครื่องตรวจจับช่องว่างใกล้กับสถานีปิดผนึก. อย่างไรก็ตาม, เป้าหมายคือการ ป้องกัน** ว่างเปล่า – เช่น. ถ้าช่องว่างเปล่า, โดยปกติแล้วจะหมายถึงตัวป้อนป้อนผิดที่ต้นน้ำ. การปรับแต่งตัวป้อนและการตรวจสอบเซ็นเซอร์เป็นประจำจะช่วยขจัดข้อผิดพลาดเหล่านี้.

ปัญหา 5: กระเป๋าตุ่มเปล่า (สินค้าหาย)
- อาการ: แผลพุพองที่ทำเสร็จแล้วโดยไม่มีเม็ดยาหรือแคปซูลอยู่ในช่อง แต่ปิดผนึกด้วยกระดาษฟอยล์. สิ่งเหล่านี้จะต้องถูกตรวจพบและปฏิเสธ. ข้อมูลเปล่าปลอมบ่งชี้ถึงปัญหาการซิงโครไนซ์ฟีด.
- สาเหตุ: โดยพื้นฐานแล้ว, กระเป๋าเปล่าถือเป็นข้อผิดพลาดในการป้อนประเภทหนึ่ง. เกิดขึ้นเมื่อเครื่องป้อนล้มเหลวในการทิ้งผลิตภัณฑ์ลงในช่องที่ขึ้นรูป. เหตุผลได้แก่: ผลิตภัณฑ์ไม่หลุดออกจากตัวป้อน (ยึดแบบคงที่, ผิดเวลา), กระดาษติดที่ทำให้ผลิตภัณฑ์หลุดออกมา, หรือถังว่างเปล่าว่างเปล่าชั่วขณะ. ความล้มเหลวของเซนเซอร์อาจทำให้เกิดการนับผิดพลาดได้ (E.G. โฟโตเซนเซอร์พลาดการนับสินค้า).
- การแก้ปัญหา:
- ระยะเวลาการป้อน: ตรวจสอบให้แน่ใจว่าตัวป้อนได้รับการปรับเทียบแล้ว ดังนั้นแต่ละช่องควรมีหน่วยเดียว. ตรวจสอบว่าแปรงหรือตัวป้อนสกรูป้อนอย่างแม่นยำหนึ่งชิ้นต่อรอบ.
- ตรวจสอบเซ็นเซอร์: ใช้กล้องมองภาพหรือเครื่องตรวจจับแสงหลังจากเติมสารตัวเติมเพื่อตรวจจับสิ่งว่างเปล่าในแบบเรียลไทม์. ทดสอบและทำความสะอาดเซ็นเซอร์เป็นประจำเพื่อป้องกันการอ่านค่าผิดพลาด.
- แก้ไขปัญหาตัวป้อนรูท: หากยังมีความว่างเปล่าอยู่, ตรวจสอบเครื่องป้อน (เช่นเดียวกับในปัญหา 4). บางครั้งการเปลี่ยนแปลงขนาด/รูปร่างของแท็บเล็ตเล็กน้อยจำเป็นต้องปรับการตั้งค่าตัวป้อนแบบสั่นอีกครั้ง.
เคล็ดลับการปฏิบัติ:บันทึกเหตุการณ์ที่เกิดขึ้นในกระเป๋าเปล่าทั้งหมดในบันทึกชุดงานของคุณ. หากมีการว่างหลายครั้ง, ให้หยุดสายและนำกระดาษที่ติดออกทันที. การเทของเหลวบ่อยครั้งสามารถบ่งบอกได้ว่าจำเป็นต้องมีการจัดตำแหน่งตัวป้อนใหม่.
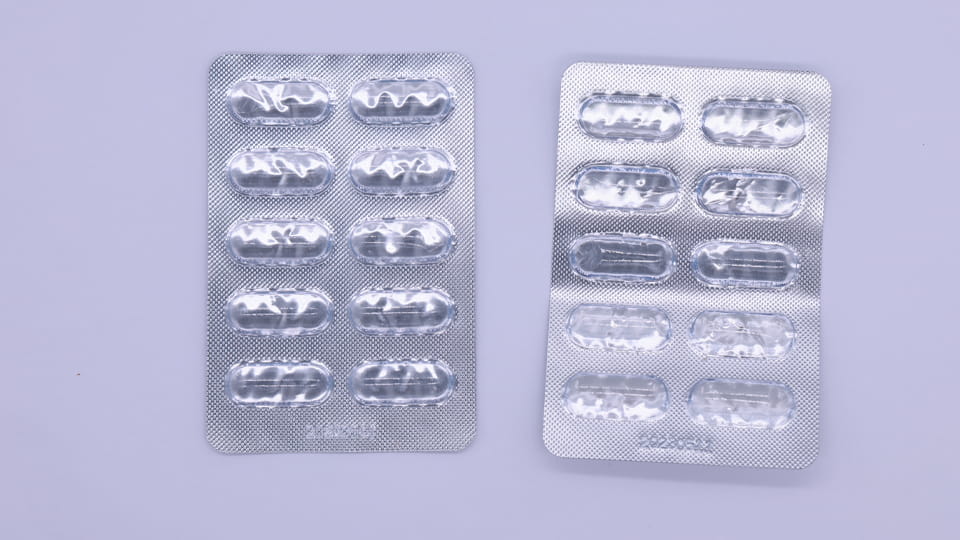
ปัญหา 6: อลูมิเนียมฟอยล์ย่น
- อาการ: ฟอยล์ฝาโลหะ (มักจะเป็น Alu หรือ PVDC) ปรากฏรอยย่นหรือรอยยับบนบรรจุภัณฑ์ที่เสร็จแล้ว, โดยเฉพาะบริเวณใกล้ขอบ. บรรจุภัณฑ์อาจดูไม่เรียบเนียนหรือฟอยล์อาจยกขึ้นในพื้นที่ได้.
- สาเหตุ: ริ้วรอยมักเป็นผลมาจากความตึงหรือการจัดแนวของฟอยล์ที่ไม่สม่ำเสมอ. หากแผ่นฟอยล์หย่อนเกินไป (ความตึงเครียดคลี่คลายต่ำ) มันจะไม่นอนราบกับโพรงก่อนที่จะปิดผนึก. ในทางกลับกัน, ความตึงที่ตึงเกินไปอาจทำให้ฟอยล์ยืดและย่นในบริเวณที่ซีลได้. ม้วนฟอยล์หรือลูกกลิ้งต่อท้ายไม่ตรงแนว (ไม่ขนานกับการ์ด) สร้างรอยพับ. แรงกดไม่สม่ำเสมอตลอดความกว้าง (เช่น, เนื่องจากแผ่นซีลบิดเบี้ยวเล็กน้อย) อาจทำให้ฟอยล์ด้านหนึ่งปิดผนึกไม่ถูกต้องได้, ย่นส่วนเกิน.
- การแก้ปัญหา:
- ความตึงเครียดที่สมดุล: ปรับเบรกฟอยล์หรือตัวควบคุมความตึงเพื่อให้สอนฟอยล์แต่อย่ายืดเกินไป. การปรับแต่งอย่างละเอียดมักจะช่วยขจัดรอยยับส่วนใหญ่ได้.
- ตรวจสอบการจัดตำแหน่ง: ตรวจสอบว่าม้วนฟอยล์เป็นสี่เหลี่ยมจัตุรัสตามทิศทางการดึง. ตรวจสอบให้แน่ใจว่าลูกกลิ้งนำและลูกกลิ้งดึงทั้งหมดขนานกันและได้ระดับ. บนเครื่องบางเครื่อง, การจัดตำแหน่งเครื่องหมายลงทะเบียนบนฟอยล์สามารถช่วยจัดให้อยู่ตรงกลางได้.
- ตรวจสอบส่วนประกอบ: เปลี่ยนลูกกลิ้งปรับความตึงหรือตัวเบี่ยงที่ชำรุด. คำแนะนำง่ายๆ: หลังจากเปลี่ยนกระดาษฟอยล์ติดหรือม้วนแล้ว, ทดสอบการทำงานช้าๆ และดูการวางฟอยล์. ปรับก่อนวิ่งเต็มสปีด.
*หมายเหตุจากผู้เชี่ยวชาญ: ในการศึกษาการแก้ไขปัญหาล่าสุด, ความตึงของฟิล์มไม่สอดคล้องกันเชื่อมโยงกับรอยยับจากฟอยล์จำนวนมาก. แม้แต่เส้นผ่านศูนย์กลางของม้วนฟอยล์ก็ส่งผลต่อแรงดึง - แกนม้วนที่เป็นมาตรฐานก็ช่วยได้. สำหรับริ้วรอยที่รุนแรง, พิจารณาอัปเกรดเป็นระบบป้อนกลับควบคุมแรงดึง.
ปัญหา 7: การวางแนวตุ่ม/ฟิล์มไม่ตรง (ข้อผิดพลาดในการลงทะเบียน)
- อาการ: ตุ่มพองที่เกิดขึ้นและฟอยล์ไม่ตรงกัน คุณเห็นว่าช่องหรือภาพพิมพ์หลุดออกจากกึ่งกลาง. แม่พิมพ์ตัดอาจเจาะฟันผุบางช่องผิด, หรือรหัสชุดที่พิมพ์พลาดช่องฟอยล์. อัตราของเสียจะเพิ่มขึ้นตามจำนวนกระเป๋าที่ทับซ้อนกันหรือตัดบางส่วน.
- สาเหตุ: การวางแนวฟิล์มไม่ตรง (เรียกอีกอย่างว่าข้อผิดพลาดในการติดตาม) เกิดจากการเลื่อนฟิล์มที่ไม่สอดคล้องกัน. ตามบันทึกของ JinluPacking, ความตึงที่คลายไม่สม่ำเสมอระหว่างม้วนทำให้ใยเคลื่อนตัว. นักเต้นหรือไกด์ที่สวมใส่อาจทำให้ภาพยนตร์ลอยไป. การคลี่คลายหลายม้วนโดยไม่มีแรงตึงที่ประสานกันยังทำให้เกิดการเปลี่ยนแปลงเล็กน้อยอีกด้วย. หากใช้เฟืองทะเบียน, เครื่องหมายการลงทะเบียนผิดพลาดหรือตัวติดตามกล้องอาจสูญเสียการซิงค์. มอเตอร์เลื่อนหลุดหรือสายพานหลวมในกลไกการดึงจะยกเลิกการซิงโครไนซ์, ด้วย.
- การแก้ปัญหา:
- ปรับเทียบการติดตาม: หลังจากเปลี่ยนม้วนหรือเปลี่ยนเครื่องมือแต่ละครั้ง, ตรวจสอบการเลื่อนฟิล์มกับเครื่องหมายทะเบียน. กฎ 4 ชั่วโมง: ตรวจสอบการเลื่อนฟิล์มทุกๆ สองสามชั่วโมงบนเส้นทางความเร็วสูง. ปรับแขนตึงหรือตำแหน่งนักเต้นจนกว่าเครื่องหมายจะอยู่ในแนวเดียวกัน.
- แก้ไขการตอบสนองความตึงเครียด: เปลี่ยนตลับลูกปืนที่สึกหรอบนแขนนักเต้น (อาจทำให้การควบคุมแรงตึงล่าช้าได้). ถ้าเป็นไปได้, ตั้งค่าตัวควบคุมความตึง PID. อีกทางหนึ่ง, ใช้ม้วนคลี่คลายครั้งละหนึ่งม้วนบนตุ่มที่ต้องการความแม่นยำสูง.
- การตรวจสอบทางกล: ตรวจสอบให้แน่ใจว่าลูกกลิ้งทั้งหมด (เต้นรำ, แนะนำ, คนเกียจคร้าน) มีอิสระในการเล่นและขนานกัน. ขันสายพานขับเคลื่อนให้แน่นและตรวจสอบเซอร์โวมอเตอร์. พรอกซิมิตี้เซนเซอร์ที่ชำรุดบนตัวเข้ารหัสแบบดึงอาจรายงานตำแหน่งฟิล์มที่ไม่ถูกต้องได้เช่นกัน.
*บริบท: การวางแนวที่ไม่ตรงไม่เพียงแต่สร้างเศษซากเท่านั้น แต่ยังอาจปิดกั้นเส้นได้อีกด้วย (หมัดติดขัด). การป้องกัน: รวมระบบการมองเห็นหรือเซ็นเซอร์ทำเครื่องหมายเพื่อแจ้งเตือนที่ออฟเซ็ตเล็กน้อยก่อนเจาะ. การบำรุงรักษาอุปกรณ์จัดตำแหน่งที่ดีเป็นสิ่งสำคัญ.
ปัญหา 8: ข้อผิดพลาดในการพิมพ์และการเข้ารหัส
- อาการ: หลังจากบรรจุภัณฑ์, ฟอยล์ของบรรจุภัณฑ์พลาสติกอาจอ่านไม่ออก, หายไป, หรือรหัสชุดเบลอ, วันหมดอายุ, หรือกราฟิก. การพิมพ์ที่ไม่สมบูรณ์หรือมีรอยเปื้อนสามารถมองเห็นได้บนอลูมิเนียมหรือฟอยล์พิมพ์อิงค์เจ็ต.
- สาเหตุ: ข้อผิดพลาดเหล่านี้มักอยู่นอกการขึ้นรูปทางกล และเกิดจากระบบการเข้ารหัสในสายการผลิต. ผู้กระทำผิดที่พบบ่อย ได้แก่: จังหวะระหว่างการเคลื่อนไหวของเครื่องและทริกเกอร์การพิมพ์ไม่ดี, หมึกแห้งหรือหัวพิมพ์สึกหรอ, หรือลูกกลิ้งพิมพ์ไม่ตรงแนว. อุณหภูมิหรือฝุ่นในสภาพแวดล้อมอาจส่งผลต่อการใช้หมึกได้เช่นกัน. ในระบบเซอร์โว, ข้อผิดพลาดในการซิงค์ระหว่างตัวกระตุ้นการพิมพ์และการเคลื่อนไหวของฟิล์มทำให้เกิดการพิมพ์ผิด. เครื่องพิมพ์บางรุ่นใช้สิ่งที่แนบมากับลูกกลิ้ง – หากไม่ยึดแน่น, มันลื่น.
- การแก้ปัญหา:
- ดูแลรักษาเครื่องพิมพ์: ทำความสะอาดหัวพิมพ์ (หรือหมอเบลดสำหรับเครื่องพิมพ์เทอร์มอล) รายวัน. เปลี่ยนผ้าหมึกหรือขวดหมึกเมื่อหมึกเหลือน้อย. ปฏิบัติตามคำแนะนำของ OEM ในช่วงเวลาการบำรุงรักษา.
- ตรวจสอบเซ็นเซอร์: ตรวจสอบให้แน่ใจว่าเซ็นเซอร์หรือตัวเข้ารหัสเริ่มต้นบรรทัดที่ทริกเกอร์การพิมพ์ได้รับการปรับเทียบแล้ว. ตัวอย่างเช่น, หากรหัสชุดควรปรากฏขึ้นทุกๆ ตุ่มที่ 5, ตรวจสอบว่าเครื่องเห็นเครื่องหมายที่ถูกต้องบนฟอยล์และทริกเกอร์ในเวลาที่เหมาะสม.
- ใช้การตรวจสอบการมองเห็น: ขั้นตอนง่ายๆ คือการเรียกใช้ตัวอย่างของชุดโค้ดที่เข้ารหัสผ่านเครื่องสแกนหรือระบบวิชันซิสเต็ม. ด้วยวิธีนี้คุณจะสามารถตรวจจับรหัสที่หายไป/ไม่ถูกต้องได้ทันที.
- การปรับเชิงป้องกัน: ในห้อง GMP ที่เต็มไปด้วยฝุ่น, ปิดตู้เครื่องพิมพ์ไว้. เส้นบางเส้นจะมีการเป่าหรือเช็ดก่อนพิมพ์เพื่อขจัดฝุ่นฟิล์มที่หลงเหลืออยู่.
*บันทึก: แม้ว่าจะไม่ใช่กลไกเสมอไป, ความน่าเชื่อถือในการเขียนโค้ดเป็นสิ่งสำคัญต่อการปฏิบัติตามข้อกำหนด. เครื่องพ่นสี Jinlu รองรับอุปกรณ์เข้ารหัสมาตรฐานและช่วยให้ตรวจสอบการมองเห็นในสายการผลิตได้ง่าย.
ปัญหา 9: ข้อบกพร่องในการเจาะและตัด
- อาการ: บัตรตุ่มสุดท้ายมีขอบหยาบ, การตัดที่ไม่สมบูรณ์, หรือมีเสี้ยนบานบนพลาสติก. บางรูอาจเจาะได้เพียงบางส่วนเท่านั้น, ฉีกบัตร. ซึ่งจะทำให้การ์ดล้มเหลวในการตรวจสอบหรือแยกด้วยสายตา.
- สาเหตุ: โมดูลการเจาะจะต้องคมและอยู่ในแนวเดียวกัน. ใบเจาะทื่อหรือสึกหรอจะไม่สามารถตัดได้หมด, ทำให้เกิดเสี้ยนหรือช่องว่างที่ไม่สมบูรณ์. ถ้าตายเคลียร์ (ช่องว่างระหว่างหมัดและดาย) ไม่ตรงตามข้อกำหนด, แถบจะไม่แยกออกอย่างหมดจด. เมื่อเวลาผ่านไป, สปริงพันช์/สปริงเปลื้องผ้าสูญเสียแรงตึง, ทำให้แถบขยะติดและฉีกขาด. บล็อกแม่พิมพ์ยังสามารถเลื่อนได้หากโครงเครื่องจักรหรือสลักเกลียวคลายตัว.
- การแก้ปัญหา:
- เปลี่ยนเครื่องมือที่ชำรุด: ตรวจสอบขอบใบมีดทุกๆ สองสามร้อยชั่วโมง. ขอบคมเป็นสิ่งสำคัญ. หากพบเห็นมุมโค้งมนหรือรอยบิ่น, ลับให้คมอีกครั้งหรือเปลี่ยนเครื่องมือ.
- ปรับระยะห่าง: วัดช่องว่างจากหมัดถึงดายด้วยฟีลเลอร์เกจ. สำหรับการตั้งค่าตุ่มส่วนใหญ่, ระยะห่างประมาณ 0.1–0.2 มม. แคบลงหากการชกข้ามไป; ขยายออกถ้าแน่นเกินไป. หลังจากปรับแล้ว, ทำการทดสอบจนกว่าแถบของเสียจะหลุดออกอย่างหมดจด.
- บำรุงรักษาชิ้นส่วน Stripper: เปลี่ยนสปริงแผ่นเปลื่องตามกำหนดเวลา (E.G. ทุก ๆ 1,000 ชม) เพื่อให้แน่ใจว่าแถบขยะถูกขับออกมาจนสุด. ตามที่เตือนไว้, การแตกของแถบซ้ำๆ มักส่งสัญญาณถึงปัญหาสปริงสึกหรือปัญหาความลึกของแม่พิมพ์.
- ทำความสะอาดและจัดตำแหน่ง: รักษาความสะอาดของแท่นเจาะ. เศษโลหะหรือกาวที่แข็งตัวอาจทำให้การเจาะติดได้. ตรวจสอบว่าหัวเจาะและแม่พิมพ์เป็นรูปสี่เหลี่ยมจัตุรัส และหมัดอยู่ตรงกลางช่อง.
*แก้ไขด่วน: หากคุณสังเกตเห็นเสี้ยน, หยุดทันทีและตรวจสอบระยะห่างของแม่พิมพ์. ครีบมักบ่งบอกถึงการสูญเสียพิกัดความเผื่อ 0.02–0.05 มม. การแก้ไขช่องว่างมักจะแก้ไขเสี้ยนได้.
ปัญหา 10: การหยุดทำงานบ่อยครั้ง (ปัญหาการบำรุงรักษาและบูรณาการ)
- อาการ: เส้นตุ่มหยุดซ้ำๆ ด้วยเหตุผลที่แตกต่างกัน: สัญญาณเตือนปรากฏขึ้น, เซ็นเซอร์ผิดปกติ, หรือข้อความ "ข้อผิดพลาดที่ไม่รู้จัก". การแก้ไขเล็กๆ น้อยๆ ดูเหมือนจะช่วยแก้ปัญหาการหยุดชะงักได้เพียงครั้งเดียว, เพียงเพื่อจะได้เห็นอีกไม่นานหลังจากนั้น. เวลาทำงานโดยรวมของอุปกรณ์อยู่ในระดับต่ำ.
- สาเหตุ: การหยุดทำงานเรื้อรังมักเป็นปัญหาด้านการบำรุงรักษาหรือการรวมระบบ. ขาดการบำรุงรักษาเชิงป้องกันตามกำหนดเวลา (น) ช่วยให้การสึกหรอเล็กน้อยกลายเป็นความล้มเหลว. ส่วนประกอบเช่นเซ็นเซอร์, เครื่องทำความร้อน, เข็มขัด, และระบบไฮดรอลิกส์จะดริฟท์โดยไม่มีการตรวจสอบตามปกติ. อีกด้วย, ดังที่ผู้เชี่ยวชาญคนหนึ่งตั้งข้อสังเกต, เกิน 60% ของการหยุดทำงานของสายการผลิตพุพองมาจากความล้มเหลวในการบูรณาการผู้จำหน่ายหลายราย เช่น, การสื่อสารที่ไม่สอดคล้องกันระหว่างโมดูล. หากเกิดตุ่มพองขึ้นในอดีต, เครื่องป้อน, และพันช์เป็นยี่ห้อต่าง ๆ โดยมี PLC แยกกัน, การเตือนที่ซิงค์ผิดเล็กๆ น้อยๆ สามารถเรียงซ้อนได้.
- การแก้ปัญหา:
- โปรแกรมการบำรุงรักษาเชิงป้องกัน: ตั้งทุกวัน, รายสัปดาห์, และรายการตรวจสอบรายเดือน (ดูตารางด้านล่าง). ตัวอย่างเช่น, การปิดผนึกที่สะอาดตายทุกวัน, ปรับเทียบอุณหภูมิรายสัปดาห์, ตรวจสอบเครื่องมือทุกเดือน. บันทึกทุกเช็ค. แนะนำให้ทำความสะอาดพื้นผิวซีลทุกครั้ง 250 ชั่วโมงและทำการวินิจฉัยอย่างเต็มรูปแบบทุกครั้ง 500 ชั่วโมง. ปฏิบัติตามคู่มืออุปกรณ์และกำหนดการบำรุงรักษา GMP.
- การฝึกอบรมผู้ประกอบการ: ตรวจสอบให้แน่ใจว่าผู้ปฏิบัติงานรู้วิธีรีเซ็ตข้อผิดพลาดเล็กน้อยและมองเห็นสัญญาณเตือนล่วงหน้า (เสียงที่ผิดปกติ, ดริฟท์ในอัตราเศษเหล็ก). ส่งเสริมให้พวกเขาบันทึกสัญญาณเตือนแปลกๆ หรือปัญหาเล็กๆ น้อยๆ.
- กลยุทธ์ด้านอะไหล่: เก็บอะไหล่ที่สำคัญไว้ (เซ็นเซอร์, สปริง, เข็มขัด, ตาย) นอกสถานที่เพื่อลดเวลาในการซ่อม. สำหรับสายผู้จำหน่ายหลายราย, พิจารณาเปลี่ยนไปใช้โซลูชันแหล่งเดียวเพื่อหลีกเลี่ยงปัญหาการจับมือกันของ PLC.
- การอัพเกรดไลน์: หากการสื่อสารผิดพลาดบ่อยครั้ง, ลงทุนใน เส้นตุ่มแบบบูรณาการ (เส้นของ Jinlu ได้รับการออกแบบด้วยการควบคุม PLC แบบครบวงจร) เพื่อตัดความไม่ตรงกันของโปรโตคอลออก.
*สำคัญ: การหยุดทำงานโดยไม่ได้วางแผนนั้นมีค่าใช้จ่ายสูงที่สุด. บนบรรทัดที่ตรวจสอบแล้ว, การหยุดโดยไม่คาดคิดอาจหมายถึงการผ่านเข้ารอบใหม่. โดยยึดตามตารางการบำรุงรักษาที่บันทึกไว้ (แม้แต่บันทึกอุณหภูมิและการทดสอบการลอกแบบง่ายๆ ในแต่ละวัน), สามารถป้องกันการหยุดสุ่มหลายครั้งได้.
รายการตรวจสอบการบำรุงรักษาเชิงป้องกัน
การบำรุงรักษาเป็นประจำเป็น "การแก้ไข" ที่ดีที่สุดสำหรับปัญหาเครื่องตุ่มต่างๆ. พัฒนารายการตรวจสอบ:
| ความถี่ |
งานบำรุงรักษาที่สำคัญ |
| รายวัน (กะ) |
– เช็ดและทำความสะอาดแม่พิมพ์, การปิดผนึกตาย, และถาดป้อนอาหาร. – ตรวจสอบชิ้นส่วนที่เคลื่อนไหว (เข็มขัด, กล้อง) สำหรับการสึกหรอหรือความเสียหาย. – ตรวจสอบตัวกรองระบบสุญญากาศและน้ำมัน. <BR>- ตรวจสอบว่าเจ้าหน้าที่รักษาความปลอดภัยและเซ็นเซอร์ทำงานได้. – เรียกใช้รอบการทดสอบอย่างรวดเร็วเพื่อให้แน่ใจว่ามีฟังก์ชันพื้นฐาน (รูปร่าง, ให้อาหาร, ผนึก) ดำเนินงาน. |
| รายสัปดาห์ |
– ทำความสะอาดแผ่นทำความร้อนและเครื่องมืออย่างทั่วถึง (ฟิล์มสี). – หล่อลื่นแบริ่งทั้งหมด, โซ่, และรางเลื่อนตามคำแนะนำของผู้ผลิต. – ปรับเทียบเซ็นเซอร์อุณหภูมิและความดัน; ตรวจสอบค่าที่ตั้งไว้ของเครื่องทำความร้อน. – ตรวจสอบการเชื่อมต่อไฟฟ้าและขันสายไฟที่หลวมให้แน่น. – ตรวจสอบระยะเจาะและดาย; ปรับให้คมขึ้นหรือปรับตามต้องการ. |
| รายเดือน |
– เครื่องสะอาดล้ำลึก: ถอดฝาครอบออกและทำความสะอาดส่วนประกอบภายใน (เกียร์, มอเตอร์). – ตรวจสอบและเปลี่ยนชิ้นส่วนที่สึกหรอ: เช่น, โอริง, เข็มขัด, สปริง. – ทำการสอบเทียบเต็มรูปแบบ: เลื่อนฟิล์ม, เครื่องให้อาหาร, การปิดผนึก. – อัพเดตซอฟต์แวร์/เฟิร์มแวร์ (ถ้ามี). – ตรวจสอบบันทึกการแจ้งเตือนและบันทึกการบำรุงรักษาสำหรับปัญหาที่เกิดซ้ำ. – ฝึกอบรมพนักงานเกี่ยวกับขั้นตอนใหม่ ๆ. |
การปฏิบัติตามงาน PM เหล่านี้จะช่วยยืดอายุการใช้เครื่องมือ, ทำให้พารามิเตอร์ของเครื่องมีความเสถียร, และตรวจจับปัญหาก่อนที่จะเกิดข้อผิดพลาด. ทั้งหมด ควบคุมโดย GMP โรงงานยาควรบันทึกกิจกรรมเหล่านี้เพื่อให้เป็นไปตามข้อกำหนด.
การเลือกเครื่องผลิตบรรจุภัณฑ์ยาที่เชื่อถือได้
การป้องกันปัญหาเริ่มต้นด้วยอุปกรณ์ที่เหมาะสม. เมื่อประเมินเครื่องตุ่ม (สำหรับบรรทัดใหม่หรือการปรับปรุงเพิ่มเติม), มองหาคุณสมบัติที่ช่วยลดโหมดความล้มเหลว:
- การออกแบบจีเอ็มพี: เครื่องจักรที่มีโครงสร้างเป็นสแตนเลส, พื้นผิวที่ทำความสะอาดง่าย, และสายพานลำเลียงสุขาภิบาล. รอยแยกที่น้อยลงหมายถึงการสะสมสิ่งปนเปื้อนน้อยลง (ซึ่งอาจทำให้เกิดกระดาษติดหรือซีลชำรุดได้).
- เซอร์โวและระบบอัตโนมัติ: ตัวสร้างดัชนีและตัวป้อนที่ขับเคลื่อนด้วยเซอร์โวให้การควบคุมที่แม่นยำ. ตัวอย่างเช่น, ซีรีส์ DPP ของ Jinlu ใช้เซอร์โวมอเตอร์เพื่อซิงโครไนซ์การขึ้นรูป, การให้อาหาร, และการตัด, ลดการป้อนผิดและการเลื่อนการลงทะเบียน.
- ระบบการให้อาหารที่แม่นยำ: เครื่องป้อนแบบสั่นหรือแบบแปรงในตัวพร้อมการปรับแบบละเอียดและเซ็นเซอร์วิชันช่วยรักษาความสม่ำเสมอของการเติม.
- ประสิทธิภาพการปิดผนึกที่มั่นคง: มองหาเตาที่มีแรงดันสม่ำเสมอ. เครื่อง Jinlu มีแม่พิมพ์ซีลแบบโมดูลาร์และมีจุดทำความสะอาดที่เข้าถึงได้ง่าย, ทำให้การบำรุงรักษาแม่พิมพ์รวดเร็ว.
- คุณภาพเครื่องมือ: แม่พิมพ์โลหะผสมอลูมิเนียมคุณภาพสูง (เช่นเหล็กกล้าแม่พิมพ์ GCR-15 ของ Jinlu ด้วย 5+ ชีวิตปี) ต้านทานการสึกหรอ. ตรวจสอบให้แน่ใจว่าสามารถเปลี่ยนเครื่องมือได้อย่างง่ายดาย (Jinlu มีคุณสมบัติการเปลี่ยนแม่พิมพ์ภายใน 15 นาที).
- สนับสนุน & บริการ: เลือกซัพพลายเออร์ที่ได้รับการสนับสนุนทั่วโลก. Jinlu ให้บริการนอกสถานที่ทั่วโลกและจัดส่งชิ้นส่วนอะไหล่ที่รวดเร็ว, ซึ่งสำคัญเมื่อความเสี่ยงในการหยุดทำงานมีสูง.
และแน่นอน, ตรวจสอบให้แน่ใจว่าเครื่องจักรทุกเครื่องมีเอกสารภายในที่ดีและการตอบสนองของเซ็นเซอร์สำหรับพารามิเตอร์ที่สำคัญ (บันทึกอุณหภูมิ, จอภาพความตึงเครียด). ตัวอย่างเช่น, Jinlu เครื่องพุพอง DPP-180PRO (4,800/เอาท์พุตชม) และ DPP-270Max (11,200/ชม. Alu-Alu/PVC) ถูกสร้างขึ้นเพื่อใช้ในเภสัชกรรม. มีการปรับแต่งที่ง่ายดายและส่วนประกอบทางไฟฟ้าที่สอดคล้องกับ cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
บทสรุป & ขั้นตอนต่อไป
ความล้มเหลวของสายบรรจุภัณฑ์พลาสติกส่วนใหญ่คือ คาดการณ์ได้และป้องกันได้. ด้วยการสังเกตสัญญาณเตือน เช่น เศษที่เพิ่มขึ้นจากริ้วรอยหรือความแข็งแรงของการลอกของซีลที่คืบคลาน ทีมบำรุงรักษาจึงสามารถดำเนินการได้ตั้งแต่เนิ่นๆ. ปรับเทียบอุณหภูมิอย่างสม่ำเสมอ, ความเครียด, และเวลาตามรายการตรวจสอบของเราจะช่วยหลีกเลี่ยงการหยุดกะทันหัน. และการลงทุนในเครื่องทำพุพองคุณภาพสูงก็ให้ผลตอบแทนที่คุ้มค่า: อุปกรณ์ที่ออกแบบมาอย่างดี (เช่นซีรีส์ DPP ที่ขับเคลื่อนด้วยเซอร์โวของ Jinlu) จะลดโหมดปัญหามากมายโดยธรรมชาติ.
พร้อมแก้อาการปวดหัวเครื่องตุ่มของคุณ? พูดคุยกับบรรจุภัณฑ์ Jinlu สำหรับคำแนะนำจากผู้เชี่ยวชาญและอุปกรณ์ที่เชื่อถือได้. ทีมงานของเราสามารถช่วยคุณเลือกเครื่องตุ่มได้ (อลู-พีวีซี หรือ อลู-อลู) และจัดทำแผนการบำรุงรักษาที่เหมาะกับความต้องการในการผลิตของคุณ. เยี่ยมชม Jinlu's เครื่องแพ็คตุ่มซีรีส์ DPP หรือติดต่อเราเพื่อขอโซลูชันที่กำหนดเองได้แล้ววันนี้.
คำถามที่พบบ่อยเกี่ยวกับปัญหาเครื่องบรรจุภัณฑ์ยา
ปัญหาเกี่ยวกับเครื่องตุ่มที่พบบ่อยที่สุดในการผลิตยาคืออะไร?
ปัญหาเกี่ยวกับเครื่องตุ่มที่พบบ่อยที่สุด ได้แก่ การปิดผนึกที่อ่อนแอ, ข้อบกพร่องที่ทำให้เกิดตุ่ม, กระเป๋าตุ่มเปล่า, ข้อผิดพลาดในการป้อนแท็บเล็ต, ฟอยล์ย่น, การจัดแนวที่ไม่ตรง, ปัญหาการเข้ารหัส, ข้อบกพร่องในการตัด, และการหยุดทำงานของเครื่องโดยไม่คาดคิด. ปัญหาเหล่านี้อาจส่งผลต่อคุณภาพบรรจุภัณฑ์, ประสิทธิภาพการผลิต, และการปฏิบัติตามกฎระเบียบหากไม่ได้รับการแก้ไขโดยทันที.
เหตุใดเครื่องตุ่มของฉันจึงปิดผนึกไม่ถูกต้อง?
การปิดผนึกที่ไม่ดีมักเกิดจากอุณหภูมิการปิดผนึกที่ไม่ถูกต้อง, แรงกดดันไม่เพียงพอ, เครื่องมือปิดผนึกที่สวมใส่, พื้นผิวปิดผนึกที่ปนเปื้อน, หรือวัสดุบรรจุภัณฑ์ที่เข้ากันไม่ได้. การสอบเทียบเป็นประจำและการบำรุงรักษาตามปกติสามารถช่วยรับประกันคุณภาพซีลที่สม่ำเสมอ.
ทำให้เกิดโพรงพุพองขึ้นไม่สม่ำเสมอ?
โพรงพุพองที่ไม่สม่ำเสมอมักเป็นผลมาจากอุณหภูมิการขึ้นรูปที่ไม่ถูกต้อง, แรงดันสุญญากาศหรืออากาศไม่เพียงพอ, แม่พิมพ์ที่เสียหาย, หรือคุณภาพของฟิล์มไม่สอดคล้องกัน. การตรวจสอบความถูกต้องของกระบวนการและการตรวจสอบเครื่องมืออย่างเหมาะสมถือเป็นสิ่งสำคัญสำหรับการรักษาความสม่ำเสมอของคาวิตี้.
ฉันจะป้องกันถุงตุ่มเปล่าระหว่างบรรจุภัณฑ์ได้อย่างไร?
ถุงตุ่มเปล่ามักเกิดจากการป้อนปัญหาการซิงโครไนซ์, สินค้าตีกลับ, ส่วนประกอบการให้อาหารที่สวมใส่, หรือความล้มเหลวของเซ็นเซอร์. การสอบเทียบตัวป้อนปกติ, ระบบตรวจสอบการมองเห็น, และการตั้งค่าเครื่องจักรที่เหมาะสมสามารถลดข้อบกพร่องในช่องกระเป๋าเปล่าได้อย่างมาก.
ทำไมอลูมิเนียมฟอยล์ถึงเกิดรอยยับระหว่างบรรจุภัณฑ์พุพอง?
โดยทั่วไปการย่นของฟอยล์มักเกิดจากแรงตึงของรางที่ไม่เหมาะสม, ลูกกลิ้งที่ไม่ตรงแนว, ความดันการปิดผนึกไม่สม่ำเสมอ, หรือการขนถ่ายวัสดุไม่ดี. การปรับความตึงของฟอยล์และการจัดตำแหน่งเครื่องให้เหมาะสมสามารถช่วยขจัดรอยยับและปรับปรุงรูปลักษณ์ของบรรจุภัณฑ์ได้.
อะไรคือสัญญาณของปัญหาการป้อนเครื่องบรรจุภัณฑ์พุพอง?
สัญญาณที่พบบ่อย ได้แก่ แท็บเล็ตหายไป, การให้อาหารสองครั้ง, แคปซูลแตก, สินค้าติดขัด, และวางผลิตภัณฑ์ภายในช่องตุ่มไม่ถูกต้อง. ปัญหาเหล่านี้มักบ่งบอกถึงปัญหาในการปรับตัวป้อนหรือข้อผิดพลาดในการซิงโครไนซ์.
ควรบำรุงรักษาเครื่องตุ่มยาบ่อยแค่ไหน?
ผู้ผลิตส่วนใหญ่แนะนำให้ทำความสะอาดและตรวจสอบทุกวัน, การตรวจสอบการหล่อลื่นและการจัดตำแหน่งรายสัปดาห์, และการบำรุงรักษาเชิงป้องกันรายเดือนสำหรับส่วนประกอบที่สำคัญ เช่น แม่พิมพ์, เซ็นเซอร์, สถานีปิดผนึก, และระบบขับเคลื่อน. โปรแกรมการบำรุงรักษาเชิงป้องกันช่วยลดเวลาหยุดทำงานที่ไม่คาดคิดและยืดอายุการใช้งานของเครื่องจักร.
อะไรทำให้เกิดข้อบกพร่องในการตัดและเจาะแพ็คตุ่ม?
ข้อบกพร่องในการตัดอาจเกิดขึ้นได้เนื่องจากการเจาะสึกหรอ, การตัดแม่พิมพ์ที่ไม่ตรงแนว, แรงกดตัดไม่ถูกต้อง, หรือมีการลงทะเบียนที่ไม่ดีระหว่างตุ่มพองที่เกิดขึ้นกับฟอยล์ที่ปิดฝา. การตรวจสอบเครื่องมืออย่างสม่ำเสมอและการตรวจสอบการจัดตำแหน่งถือเป็นสิ่งสำคัญในการรักษาการตัดที่สะอาด.
ปัญหาเกี่ยวกับเครื่องตุ่มอาจส่งผลต่อการปฏิบัติตามมาตรฐาน GMP?
ใช่. ข้อบกพร่องในบรรจุภัณฑ์ เช่น การซีลล้มเหลว, ช่องว่าง, การเข้ารหัสไม่ถูกต้อง, หรือบรรจุภัณฑ์พุพองที่เสียหายอาจนำไปสู่ปัญหาคุณภาพของผลิตภัณฑ์และอาจเกิดการไม่ปฏิบัติตามมาตรฐาน GMP. การดูแลรักษากระบวนการที่ได้รับการตรวจสอบและการตรวจสอบตามปกติถือเป็นสิ่งสำคัญสำหรับผู้ผลิตยา.
ฉันจะลดการหยุดทำงานของเครื่องบรรจุตุ่มยาได้อย่างไร?
แนวทางที่ดีที่สุดคือการบำรุงรักษาเชิงป้องกัน. ซึ่งรวมถึงการฝึกอบรมผู้ปฏิบัติงานด้วย, การตรวจสอบอุปกรณ์เป็นประจำ, การเปลี่ยนชิ้นส่วนที่สึกหรอทันเวลา, การตรวจสอบกระบวนการ, และการรักษาสินค้าคงคลังของอะไหล่ที่สำคัญ. การระบุปัญหาเล็กๆ น้อยๆ ตั้งแต่เนิ่นๆ สามารถป้องกันการหยุดชะงักของการผลิตครั้งใหญ่ได้.
อ้างอิง:
1.คำถามที่ 9(R1) การจัดการความเสี่ยงด้านคุณภาพ -- เรา. สำนักงานคณะกรรมการอาหารและยา
2.นวัตกรรมบรรจุภัณฑ์พุพอง —— ฟาร์มเทค.คอม
3.ภาพรวมเทคโนโลยี: วิธีการทดสอบการรั่วของบรรจุภัณฑ์พุพอง —— ยาออนไลน์.com
4.ความยั่งยืนของแผลพุพองสำหรับยาในรูปแบบเม็ด —— ไซแอนซ์ไดเร็ค
5.วิธีการตรวจหารอยรั่วสำหรับบรรจุภัณฑ์พลาสติกยา —— ยา-technology.com
6.ข้อบกพร่องของตุ่มทั่วไปในบรรจุภัณฑ์ยา —— pharmatimesofficial.com
7.การตรวจจับการละเมิดความสมบูรณ์ในบรรจุภัณฑ์พุพองยาประเภทต่างๆ —— ยาออนไลน์.com