ブリスター包装機 プラスチックまたはアルミニウムのシートをポケットに成形し、その中に錠剤やカプセルを密封する、製薬業界の主力製品です。. しかし、他の複雑な機器と同様に、, 障害に遭遇して生産が停止する可能性があります. ブリスターマシンの一般的な問題には、シールの弱さや漏れが含まれます, 奇形の空洞, 空のポケット (詰まりやフィードの見逃し), ダウンタイムを引き起こす機械の磨耗. 業界専門家が指摘するように, シール不良は最も重大な欠陥の一つです それらは医薬品の安全性を直接損なうため. 実際に, について 90% 標準的なブリスター欠陥は「3 つの T」に要約されます。: 設定ミス 温度, 時間, または 張力 その過程で.
このガイドでは、主要な問題ごとに、その問題が発生する理由とその解決方法を説明します。. 最後までに, ブリスターマシンをスムーズに稼働させるための明確な手順と予防的なヒントが得られます。 (または、より高度なソリューションが必要かどうかを決定します).
問題 1: シールが弱い、またはシールが一貫していない
- 症状: 蓋ホイルが形成された空洞に完全に接着していない. リークテストでブリスターパックから染料が漏れたり、ホイルが簡単に剥がれたりすることがあります。. 一部のシールは部分的に見えたり、隙間がある場合があります. これらの欠陥により無菌性が損なわれ、バッチ全体を廃棄する必要があります。.
- 原因: 不適切なヒートシールパラメータが通常の原因です. シール温度が低すぎる場合, ホイルのヒートシール層は溶けて接着しません; 高すぎる, プラスチックフィルムが縮んだり焼けたりする可能性があります. シール圧力の不均一 (プレートの歪みやスプリングの調整不良が原因) 局所的なボイドを引き起こす. 接着剤の残留物やタブレットの粉塵などのシールダイ上の汚染により、完全な接触が妨げられます. 品質の悪いフォイルや湿ったフォイルも接着力が弱くなります.
- ソリューション:
- 温度を調整する & プレッシャー: 接触温度計を使用してプレート温度を確認する (機械の読み取り値だけに頼らないでください). マテリアルガイドラインに従ってください (例えば. 140PVC/Alu パックの場合は –160°C). テストシールを実行しながら、設定値の周囲で±2~5°C ずつ微調整します.
- シールダイスをチェックする: シフトごとに金型とプレートを洗浄します; 接着剤やフィルムの残留物をイソプロパノールで除去します。. 傷や腐食がないか検査してください。 漏れの原因となる. 金型が歪んでいる場合は交換または再研磨します.
- プロセスの最適化: 全幅にわたって均一な圧力を確保. 磨耗した加圧ローラーまたはスプリングを点検し、交換します。. 高品質のものだけを使用, ドライフォイルストック – 湿気の多い環境での事前乾燥フィルム (例えば. 40–60℃で30~60分間). シールパラメータを文書化し、定期的な剥離強度テストを実行してドリフトを把握します.
例えば, 標準の PVC/Alu ブリスターライン上, 最適なヒートシールゾーンは通常約 150°C です. ±3℃の誤差によりシール強度が半減する可能性があります. 温度プロファイルを校正して記録することによって, オペレーターは一貫したシールの完全性を維持できます.

問題 2: 不適切な成形 (潰れた空洞または不均一な空洞)
- 症状: 熱成形されたプラスチックのブリスターキャビティが変形している. 浅すぎる空洞が見られる場合があります, タブレットの重みで潰れてしまう, または深さが不均一で壁が薄い場合. ポケットに凹凸があるとタブレットがずれてしまう, 充填カウントアラームまたは運転途中の停止のトリガー.
- 原因: 成形ステーションは均一な加熱と真空に依存しています. 加熱プレートが校正範囲外の場合, 成形温度が変動する可能性がある. PVCフィルム形成プレートの±3℃の小さな偏差でも、キャビティの深さと肉厚に大きな変化を引き起こします。. Other causes include weak vacuum (dirty filters, 漏れ), worn plug-assist pins (使用されている場合), or contaminated mold surfaces (plastics or foil sticking on the cavities).
- ソリューション:
- Verify Temperature: Use a calibrated infrared or contact thermometer on the forming plate. Adjust the PID controller if the plate surface is off by more than ~2°C from the set point. Run a short trial with target products and correct film to confirm full cavity formation.
- Maintain Vacuum System: Check vacuum pump output and vacuum lines. Clean or replace vacuum filters regularly. Ensure vacuum channels in the mold are unobstructed.
- Inspect and Clean Molds: Wipe down cavity plates each shift to remove film residue. Check plug pins (もしあれば) for correct timing – a worn or mis-timed plug can collapse the cavity by pressing too early. プラグがフィルムに接触するのが早い場合は、摩耗したプラグまたはカムブッシュを交換してください。.
- 適切なフィルムを使用する: 金型に適したフィルムの厚さと種類を使用していることを確認してください. 新しいフィルムのロットでは、可塑剤の含有量により、わずかに異なる温度プロファイルが必要になる場合があります.
ヒント: フィルムのロットごとに文書化された成形設定を継続し、材料を変更するたびに再認定して、潰れたブリスターの問題を回避します.
問題 3: フィルムの破れやシワ
- 症状: 成形中または成形後, プラスチックフィルム (PVC/PVDC または PET) またはホイル層に破れが生じます, ひび割れ, またはピンホール. 反対側, 蓋ホイルの下にしわやエアポケットが見える場合があります. これらはパッケージの漏れや外観上の欠陥につながります.
- 原因: 過度の熱や緊張が主な原因です. 成形温度またはシール温度が高すぎる場合, フィルムが柔らかくなりすぎて伸びすぎる可能性があります, 薄くなったり破れたりする. 同じく, フィルムの張力が不均一になる (巻き戻し制御不良またはローラーの位置ずれによるもの) ウェブを引っ張るとしわができたり、破れが生じたりする. 急激な温度上昇や冷却不良もフィルムを弱める可能性があります.
- ソリューション:
- 温度を最適化する: 成形/シール温度がフィルムの仕様内であることを確認してください. 例えば, 一貫したフィルムの損傷が見られる場合は、ゾーンの温度を下げます. ゾーン暖房を使用する (中央の方が高い, 端が低い) ホットスポットを避けるために.
- 張力とアライメントを調整する: 巻き戻し張力設定を確認してください. フォイル ロールの張力は、平らな状態を保つのに十分な強さである必要がありますが、ウェブにストレスを与えるほど強固ではありません。. ローラー ガイドの位置を検査します。わずかに位置がずれているガイドでも波が発生する可能性があります。. ローラーまたはダンサーアームの磨耗したベアリングを交換します.
- 正しいフィルムの取り扱いを使用してください: フィルムが適切に保管され、事前調整されていることを確認する. 使用前にフィルム表面を拭いてホコリを取り除いてください。. 高湿度の場所では、PVC/PET フィルムを短時間予熱することを検討してください。. 材料の欠陥を避けるために認定されたフィルム供給業者を使用する.
*例: フォイルのしわの一般的な修正方法は、フォイル シャフトのブレーキを調整することです。. ブレーキを少し強めると、フォイルのたるみが減り、しわが滑らかになります。. テンションセンサーを維持する (ダンサー) 良好な修理状態 – ベアリングが摩耗する前に交換してください.
問題 4: 製品供給エラー (ミスフィード, ダブルフィード, ジャム)
- 症状: タブレットまたはカプセルが一部のポケットから欠落している可能性があります (空洞), または一部のポケットには 2 つの製品が入っています (二重送り). あるいは, 錠剤がフィードパンまたは溝に橋を架けたり、詰まったりする, 断続的な停止を引き起こす. 重症の場合, 供給エラーアラームによりラインが停止する可能性があります.
- 原因: フィードの問題は、フィーダー速度と機械のインデックスの不一致によって発生します。, またはフィーダー機構自体から. ブラシまたは振動フィーダーの動作がインデックスに対して速すぎる場合, タブレットはポケットをスキップしたり積み重ねたりする可能性があります. 高静電気 (例えば. 湿気の多い状態) 錠剤同士がくっついたりホッパーにくっついたりする可能性があります. 摩耗したフィードレールや金型のバリも製品を閉じ込める可能性があります, 一方、フィーダー内に残った破片は錠剤の方向を誤る可能性があります.
- ソリューション:
- フィーダーを同期する: 切り替えごとにブリスターインデックスサイクルに一致するようにフィーダー速度を再調整します。. 各製品ロットの正しい比率をメモします。. マルチヘッドフィーダまたはトラックフィーダを使用する場合, バランスが取れていて障害物がないことを確認してください.
- 湿度/静電気の制御: 生産エリアの相対湿度を約 40 ~ 60% に保つ. ブリッジングが続く場合, 静電気防止ブラシを取り付けるか、ホッパーに空調空気を使用します。. 毎回の運転前にフィーダーコンポーネントを清掃してください.
- ツーリングとフィーダーの検査: フィードディスクを確認してください, ホッパー, タブレットを引っ掛ける可能性のある摩耗や損傷のガイド. 欠けたエッジや鋭利なエッジは交換してください. フィーダー経路から製品の破片を除去します. 目視検査を使用する (例えば. カメラセンサー) GMP が許可する場合、各キャビティが充填されていることを確認する.
注記:* ブリスター ラインには、シーリング ステーションの近くに空洞検出器が含まれていることがよくあります。. しかし, 目標は **空を防ぐ – 例:. 空洞が空の場合, これは通常、上流のフィーダーの供給ミスを意味します. 定期的なフィーダーの調整とセンサーのチェックは、これらの障害を排除するのに役立ちます.

問題 5: 空のブリスターポケット (不足している製品)
- 症状: キャビティ内に錠剤やカプセルがなく、ホイルで密閉された完成したブリスター. これらは検出して拒否する必要があります. 偽の空はフィード同期の問題を示します.
- 原因: 基本的に, 空のポケットは給紙エラーの一種です. フィーダーが形成されたキャビティに製品を落とし込めない場合に発生します。. 理由としては以下が挙げられます。: 製品がフィーダーから放出されない (静電気でまとわりつく, タイミングを間違えた), 製品を外した詰まり, またはホッパーが一時的に空になって稼働している. センサーの故障もカウントミスの原因となる (例えば. フォトセンサーが製品をカウントし損ねる).
- ソリューション:
- フィーダーのタイミング: 各キャビティが正確に 1 つのユニットを取得できるように、フィーダーが校正されていることを確認してください。. ブラシまたはネジフィーダーがサイクルごとに 1 個の部品を正確に供給していることを確認します。.
- センサーの検証: 充填後にビジョンカメラまたは光検出器を使用して、空の空をリアルタイムで捕捉します。. 定期的にセンサーをテストして清掃し、誤った読み取りを防止します.
- ルートフィーダーの問題に対処する: 空が続く場合, フィーダーを検査する (問題のように 4). 錠剤のサイズや形状がわずかに変化すると、振動フィーダーの設定を再調整する必要がある場合があります。.
実践的なヒント:ポケットが空になったすべてのインシデントをバッチレコードに記録します. 複数の空が発生した場合, ラインを止めて詰まりを直ちに解消してください. 頻繁に空になると、フィーダーの大幅な再調整が必要になる前兆となる可能性があります.
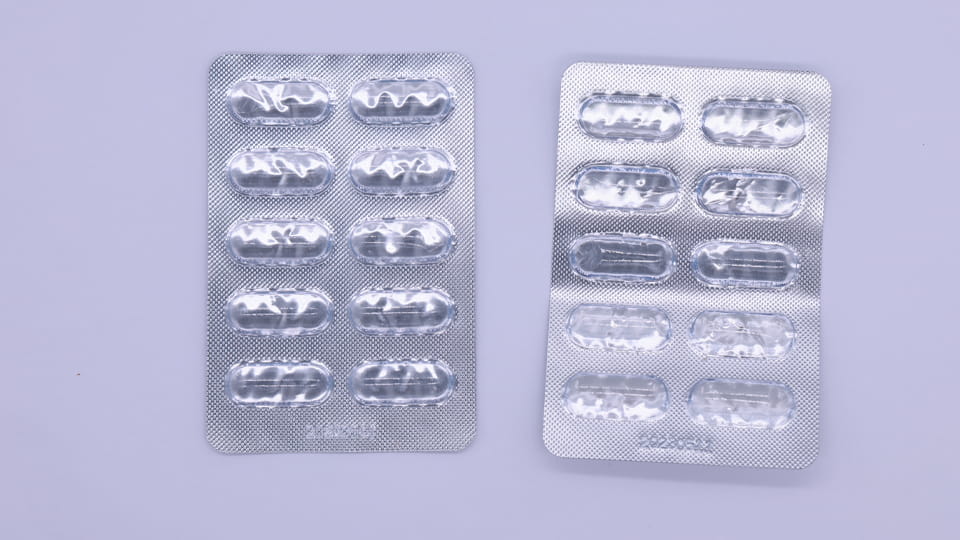
問題 6: アルミホイルのしわ
- 症状: 金属製の蓋ホイル (通常はアルミニウムまたは PVDC) 完成したパックにしわが寄っているように見える, 特に端付近. パッケージが滑らかに見えなかったり、ホイルが局所的に浮き上がったりする場合があります。.
- 原因: しわは通常、不均一なフォイルの張力や位置合わせによって発生します。. フォイルウェブが緩みすぎる場合 (緩めのテンションが低い) シールする前にキャビティ上で平らに置かれません. 逆に, 張力が強すぎると、シール領域のホイルが伸びてしわが寄る可能性があります. 位置がずれているフォイル ロールまたはトレーリング ローラー (カードと平行ではない) 折り目を作成する. 幅方向の不均一な圧力 (例えば, シールプレートが若干歪んでいるため) ホイルの片面が適切にシールされなくなる可能性もあります, 余分にしわを寄せる.
- ソリューション:
- バランステンション: フォイルブレーキまたは張力コントロールを調整して、フォイルがティーチングされながらも過度に伸びないようにします。. ここで微調整すると、ほとんどのしわが解消されることがよくあります.
- アライメントをチェックする: フォイルロールが引っ張り方向に対して直角であることを確認してください. すべてのガイド ローラーとプル ローラーが平行で水平であることを確認します。. 一部のマシンでは, フォイル上のレジストレーションマークを揃えると、中央に配置するのに役立ちます.
- コンポーネントの検査: 摩耗したテンション ローラーまたはディフレクターを交換します。. 簡単なガイド: フォイル詰まりまたはロール交換後, ゆっくりとテストランを行い、フォイルのレイダウンを観察します。. 全速力で走る前に調整してください.
*専門家のメモ: 最近のトラブルシューティングの研究では, フィルム張力の不一致が多くのフォイルのしわに関係していた. フォイルロールの直径も張力に影響します - ロールコアの標準化が役立ちます. 重度のシワに, 張力制御フィードバック システムへのアップグレードを検討してください。.
問題 7: ブリスター/フィルムのズレ (登録エラー)
- 症状: 形成されたブリスターとフォイルが一致していません – スロットやプリントが中心からずれているのが見えます. カットダイが一部のキャビティを誤って打ち抜く可能性があります, または、印刷されたバッチ コードがフォイル スロットに収まりません。. 多くのポケットがエッジに重なったり、部分的に切断されたりすると、スクラップ率が上昇します.
- 原因: フィルムのズレ (トラッキングエラーとも呼ばれます) 一貫性のないフィルム送りが原因. JinluPacking のメモによると, ロール間の巻き戻し張力が不均一であるため、ウェブがふらつく. 摩耗したダンサーロールやガイドにより、フィルムが流れてしまう可能性があります. 張力を同期させずに複数のロールを巻き戻すと、わずかなずれが発生します. レジストレーションスプロケットを使用する場合, 位置ずれマークやカメラ トラッカーにより同期が失われる可能性があります. モーターの滑りやプル機構のベルトの緩みにより同期が失われます。, あまりにも.
- ソリューション:
- トラッキングの調整: ロール交換または工具交換のたびに, フィルム送りをトンボと照合してください. 4時間ルール: 高速ラインで数時間ごとにフィルムのステップ送りを検査. マークが揃うまでテンションアームまたはダンサーの位置を調整します。.
- 張力フィードバックを修正: ダンサーアームの磨耗したベアリングを交換する (張力制御に遅れが生じる可能性があります). もし可能なら, PID張力コントローラーを設定する. あるいは, 高精度が必要なブリスターには一度に 1 つの巻き戻しロールのみを使用してください.
- 機械的チェック: すべてのローラーが (ダンス, ガイド, 怠け者) 遊びがなく平行です. ドライブベルトを締めてサーボモーターをチェックする. プルエンコーダの近接センサーに欠陥があると、間違ったフィルム位置が報告される可能性もあります.
*コンテクスト: ミスアライメントはスクラップを発生させるだけでなく、ラインをブロックする可能性があります (パンチジャム). 予防: ビジョンシステムまたはマークセンサーを統合して、パンチ前のわずかなオフセットで警告を発します. アライメント機器の適切なメンテナンスが鍵となります.
問題 8: 印刷およびコーディングのエラー
- 症状: 梱包後, ブリスターパックのホイルが判読できない場合があります, ない, またはぼやけたバッチコード, 有効期限, またはグラフィックス. アルミニウムまたはインクジェット印刷された箔に不完全または汚れた印刷が見られる.
- 原因: これらのエラーは通常、機械成形の範囲外であり、ライン上のコーディング システムが原因です。. 一般的な原因には次のようなものがあります。: 機械の動きと印刷トリガーの間のタイミングが悪い, 乾いたインクまたは摩耗したプリントヘッド, または印刷ローラーの位置がずれている. 環境内の温度や埃もインクの塗布に影響を与える可能性があります. サーボシステム内, プリントアクチュエーターとフィルムの動きの間の同期エラーがミスプリントを引き起こす. 一部のプリンターでは、ローラーにアタッチメントを使用します (固定されていない場合), 滑る.
- ソリューション:
- プリンターのメンテナンス: プリントヘッドをクリーニングしてください (またはサーマルプリンター用ドクターブレード) 毎日. インクリボンやインクボトルが少なくなったら交換してください. メンテナンス間隔については OEM のガイダンスに従ってください.
- センサーをチェックする: 印刷をトリガーする行頭センサーまたはエンコーダーが校正されていることを確認してください. 例えば, バッチ コードを 5 つごとのブリスターに表示するかどうか, 機械がフォイル上の正しいマークを認識し、適切なタイミングでトリガーすることを確認します。.
- 視力認証を使用する: 簡単な手順は、コード化されたパックのサンプルをスキャナーまたはビジョン システムを通じて実行することです。. そうすれば、欠落しているコードや間違ったコードをすぐに見つけることができます.
- 予防的調整: 埃っぽいGMPルームで, プリンターのキャビネットを閉めたままにしておく. 一部のラインでは、フィルムの浮遊塵を除去するために印刷直前にブローオフまたはワイプを追加します。.
*注記: 必ずしも機械的ではありませんが、, コーディングの信頼性はコンプライアンスにとって極めて重要です. Jinlu ブリスター マシンは標準コーディング デバイスをサポートしており、ライン上での視覚チェックの簡単な統合を可能にします。.
問題 9: パンチングおよびカットの欠陥
- 症状: 最終的なブリスターカードの端が粗い, 不完全なカット, またはプラスチック上のフレア状のバリ. 一部の穴は部分的にしか開けられない場合があります, カードを破る. これにより、カードが目視検査に合格しなかったり、カードが割れたりすることがあります。.
- 原因: パンチングモジュールは鋭く、適切に位置合わせされている必要があります. 鈍くなったり磨耗したパンチブレード/ダイは完全に切断できません, バリや不完全なブランクの原因となる. 金型クリアランスの場合 (パンチとダイの隙間) 規格外です, ストリップがきれいに分離しない. 時間とともに, パンチ/ストリッパー スプリングの張力が失われる, 廃棄物ストリップがくっついて破れてしまいます. 機械のフレームやボルトが緩むと、ダイブロックが移動する可能性もあります.
- ソリューション:
- 摩耗した工具を交換する: 数百時間ごとに刃先をチェックしてください. 鋭いエッジは重要です. 角の丸みや欠けが見られる場合, 工具を再研磨するか交換する.
- クリアランスを調整する: すきまゲージを使用してパンチとダイのギャップを測定. ほとんどのブリスター設定の場合, クリアランスは約0.1~0.2mm. パンチが飛んでいる場合は狭い; きつすぎる場合は広げる. 調整後, 廃棄ストリップがきれいに剥がれるまでテストを実行します.
- ストリッパー部品のメンテナンス: ストリッパープレートスプリングをスケジュール通りに交換する (例えば. 1000時間ごと) 廃棄ストリップが完全に排出されていることを確認するため. 警告どおり, ストリップの破損が繰り返されると、スプリングの磨耗やダイの深さの問題が発生することがよくあります。.
- 掃除と調整: パンチングステーションを清潔に保つ. 金属の削りくずや硬化した接着剤がパンチを詰まらせる可能性があります. パンチヘッドとダイが正方形であり、パンチがキャビティの中心にあることを確認します。.
*クイックフィックス: バリに気づいたら, すぐに停止して金型のクリアランスを点検してください. バリは、多くの場合、0.02 ~ 0.05 mm の公差損失を示します。. クリアランスを修正すると通常はバリが修正されます.
問題 10: 頻繁なダウンタイム (メンテナンスと統合の問題)
- 症状: さまざまな理由で水疱のラインが繰り返し停止します: アラームが表示される, センサーの故障, または「不明なエラー」メッセージ. 小さな修正で 1 回の停止が解消されるようです, その後すぐに別のものが見えるだけ. 全体的な機器の稼働時間が短い.
- 原因: 慢性的なダウンタイムは通常、メンテナンスまたはシステム統合の問題です。. 計画された予防保守の欠如 (午後) 軽度の摩耗が故障につながる可能性があります. センサーなどのコンポーネント, ヒーター, ベルト, 定期的に点検しないと油圧がドリフトしてしまいます. また, ある専門家が観察したように, 以上 60% ブリスター ラインのダウンタイムの大半は、マルチベンダー統合の失敗によるものです。, モジュール間の一貫性のない通信. 水疱形成剤の場合, フィーダ, とパンチは別の PLC を備えた別のブランドです, 同期がずれた小さなアラームが連鎖的に発生する可能性があります.
- ソリューション:
- 予防保守プログラム: 毎日確立する, 毎週, そして毎月のチェックリスト (下の表を参照してください). 例えば, シーリングダイスを毎日きれいにする, 毎週温度を校正する, 毎月工具を検査する. すべてのチェックを記録する. シール面を毎回清掃することをお勧めします 250 時間ごとに完全な診断を実行 500 時間. 機器のマニュアルとGMPメンテナンススケジュールに従ってください。.
- オペレータートレーニング: オペレーターが軽度の障害をリセットし、警告の兆候を早期に発見する方法を確実に理解できるようにする (異音, スクラップ率の変動). 奇妙なアラームや小さな問題を記録するよう奨励します。.
- スペアパーツ戦略: 重要な予備品を保管しておく (センサー, スプリング, ベルト, 死ぬ) オンサイトで修理時間を短縮. マルチベンダー回線向け, PLC ハンドシェイクの問題を回避するために、単一ソース ソリューションへの移行を検討してください。.
- ラインのアップグレード: 通信障害が多発する場合, に投資する 統合されたブリスターライン (Jinlu のラインは統合 PLC 制御で設計されています) プロトコルの不一致を排除する.
*重要: 計画外のダウンタイムが最もコストがかかる. 検証済みの行上, 予期せぬ停止は再資格を意味する可能性がある. 文書化されたメンテナンススケジュールを遵守することにより、 (温度と剥離テストの簡単な毎日のログも), 多くの偶発的な停止を防ぐことができます.
予防保守チェックリスト
定期的なメンテナンスは、多くのブリスターマシンの問題に対する最良の「修正」です. チェックリストを作成する:
| 頻度 |
主要なメンテナンス作業 |
| 毎日 (シフト) |
– 金型を拭き取ってきれいにする, シーリングダイス, および給紙トレイ. – 可動部品を検査する (ベルト, カム) 摩耗や損傷のために. – 真空システムのフィルターとオイルを確認してください. <br>- 安全ガードとセンサーが機能していることを確認する. – 簡単なテストサイクルを実行して、基本的な機能を確認します (形状, 餌, シール) 操作する. |
| 毎週 |
– 加熱プレートとツールを徹底的に洗浄します (染色されたフィルム). – すべてのベアリングに注油します, 鎖, およびスライドウェイはメーカーの指示に従ってください. – 温度センサーと圧力センサーを校正する; ヒーターの設定値を確認する. – 電気接続を確認し、緩んでいるワイヤーがあれば締めてください. – パンチとダイのクリアランスを検査する; 必要に応じて研いだり調整したりする. |
| 毎月 |
– ディープクリーンマシン: カバーを取り外し、内部コンポーネントを清掃します (歯車, モーター). – 摩耗した部品を点検し交換する: 例えば。, Oリング, ベルト, スプリング. – 完全なキャリブレーションを実行する: フィルム送り, フィーダー, 封印. – ソフトウェア/ファームウェアをアップデートする (該当する場合). – アラーム ログとメンテナンス ログを確認して、繰り返し発生する問題を確認します。. – 新しい手順についてスタッフを再トレーニングする. |
これらの PM タスクに従うと、工具の寿命が延びます。, マシンパラメータを安定させる, 障害が発生する前に問題を発見します. 全て GMP規制対象 製薬工場はコンプライアンスのためにこれらの活動を記録する必要があります.
信頼性の高い医薬品ブリスターマシンの選択
問題の予防は適切な機器から始まります. ブリスターマシンを評価する場合 (新しいラインまたは改装用), 故障モードを減らす機能を探す:
- GMP設計: ステンレス鋼構造の機械, 掃除が簡単な表面, サニタリーコンベア. 隙間が少ないということは、汚染の蓄積が少ないことを意味します (詰まりやシール不良の原因となる可能性があります).
- サーボとオートメーション: サーボ駆動のインデクサーとフィーダーにより正確な制御が可能. 例えば, Jinlu の DPP シリーズはサーボ モーターを使用して成形を同期します, 餌やり, と切断, ミスフィードとレジストレーションのずれを最小限に抑える.
- 正確な供給システム: 微調整機能とビジョンセンサーを備えた内蔵の振動フィーダーまたはブラシフィーダーにより、充填の一貫性を維持できます。.
- 安定したシール性能: 均一な圧力を備えたホットプレートのデザインを探す. Jinlu マシンにはモジュール式シーラー ダイと簡単にアクセスできるクリーニング ポイントが備わっています。, 金型のメンテナンスを迅速化.
- 工具の品質: 高品質アルミニウム合金金型 (Jinlu の GCR-15 金型鋼のような 5+ 年間寿命) 耐摩耗性. また、工具が簡単に交換できることを確認してください (Jinlu は 15 分の金型交換機能を誇ります).
- サポート & サービス: グローバルサポートを備えたサプライヤーを選択してください. Jinlu は世界中のオンサイトサービスと迅速なスペアパーツ配送を提供します, ダウンタイムのリスクが高い場合に重要になる.
そしてもちろん, どのマシンにも重要なパラメータに対する適切な内部文書とセンサーフィードバックがあることを確認します。 (温度ログ, テンションモニター). 例えば, ジンル DPP-180pro ブリスターマシン (4,800/時間出力) そして DPP-270マックス (11,200/hr アルミニウム-アルミニウム/PVC) 製薬用途のために構築されています. 簡単な調整と cGMP 準拠の電気コンポーネントを備えています。.
[jl_youtube ソース=”https://www.youtube.com/embed/k2K77Q6fHVo”]
結論 & 次のステップ
ブリスターパックラインの故障のほとんどは、 予測可能かつ予防可能. しわから浮き上がるスクラップやシールの剥離強度の上昇などの警告サインを監視することで、メンテナンス チームは早期に行動できます。. 定期的に温度を校正する, 張力, チェックリストに従ってタイミングを計ることで、突然の停止を回避できます。. 高品質のブリスターマシンへの投資は報われます: 良く設計された設備 (Jinluのサーボ駆動DPPシリーズなど) 本質的に多くの問題モードを軽減します.
ブリスターマシンの頭痛を解決する準備ができました? Jinlu Packaging と話す 専門家のアドバイスと信頼できる機器が必要です. 私たちのチームがブリスターマシンの選択をお手伝いします (Alu-PVC または Alu-Alu) 生産ニーズに合わせたメンテナンス計画を設定します. ジンルーズを訪ねて DPPシリーズ ブリスターパック機 または、カスタム ソリューションについては今すぐお問い合わせください.
医薬品ブリスターマシンの問題に関するよくある質問
医薬品生産におけるブリスターマシンの最も一般的な問題は何ですか??
ブリスターマシンの最も一般的な問題には、シールの弱さが含まれます。, ブリスター形成欠陥, 空のブリスターポケット, タブレットの供給エラー, ホイルのしわ, 位置ずれ, コーディングの問題, 切断欠陥, 予期せぬマシンのダウンタイム. これらの問題は梱包の品質に影響を与える可能性があります, 生産効率, 迅速に対処しない場合の規制遵守.
ブリスターマシンが適切に密閉できないのはなぜですか?
シール不良は通常、シール温度が正しくないことが原因で発生します, 圧力が不十分です, 摩耗したシーリングツール, シール面の汚れ, または互換性のない梱包材. 定期的な校正と日常的なメンテナンスは、一貫したシール品質を確保するのに役立ちます.
水疱空洞が不均一に形成される原因?
不均一なブリスターキャビティは、多くの場合、不適切な成形温度の結果として発生します。, 真空または空気圧が不十分です, 破損した金型, またはフィルム品質が一貫していない. キャビティの一貫性を維持するには、適切なプロセス検証と工具検査が不可欠です.
梱包中にブリスターポケットが空になるのを防ぐにはどうすればよいですか?
空のブリスター ポケットは、通常、給餌の同期の問題が原因で発生します。, 製品のバウンス, 摩耗した供給コンポーネント, またはセンサーの故障. 定期的なフィーダーの校正, 視覚検査システム, and proper machine setup can significantly reduce empty-pocket defects.
Why does aluminum foil wrinkle during blister packaging?
Foil wrinkling is typically caused by improper web tension, misaligned rollers, uneven sealing pressure, or poor material handling. Adjusting foil tension and ensuring proper machine alignment can help eliminate wrinkles and improve package appearance.
What are the signs of a blister packaging machine feeding problem?
Common signs include missing tablets, double feeding, 壊れたカプセル, product jams, and incorrectly positioned products within the blister cavity. These issues often indicate feeder adjustment problems or synchronization errors.
How often should a pharmaceutical blister machine be maintained?
Most manufacturers recommend daily cleaning and inspection, weekly lubrication and alignment checks, 金型などの重要なコンポーネントの月次予防保守, センサー, シーリングステーション, および駆動システム. 予防メンテナンス プログラムは、予期せぬダウンタイムを削減し、機械の寿命を延ばすのに役立ちます。.
ブリスターパックの切断およびパンチング不良の原因?
パンチの摩耗により切断不良が発生する可能性があります, 位置ずれした抜き型, 不適切な切断圧力, または、形成されたブリスターと蓋フォイルの間の位置合わせが不十分です. きれいな切断を維持するには、定期的な工具の検査と位置合わせの検証が重要です.
ブリスターマシンの問題は GMP 準拠に影響を与える可能性があります?
はい. シール不良などの包装欠陥, 空洞, 間違ったコーディング, ブリスターパックや破損したブリスターパックは、製品の品質問題やGMP不適合の可能性を引き起こす可能性があります。. 検証済みのプロセスを維持し、定期検査を実施することは、製薬メーカーにとって重要です.
医薬品ブリスター包装機のダウンタイムを短縮するにはどうすればよいですか?
最善のアプローチは予防保守です. これにはオペレーターのトレーニングも含まれます, 定期的な設備点検, 摩耗部品のタイムリーな交換, プロセス監視, 重要なスペアパーツの在庫を維持する. 小さな問題を早期に特定することで、生産の大規模な中断を防ぐことができます.
参考文献:
1.Q9(R1) 品質リスク管理 - 私たち. 食品医薬品局
2.ブリスター包装の革新 —— ファーマテック.com
3.技術概要: ブリスター包装のリークテスト方法 —— Pharmaceuticalonline.com
4.錠剤製剤の水疱の持続性 —— サイエンスダイレクト
5.医薬品ブリスターパックの漏れ検出方法 —— 製薬技術.com
6.医薬品包装における一般的なブリスター欠陥 —— pharmatimesofficial.com
7.さまざまなタイプの医薬品ブリスターパッケージにおける完全性違反の検出 —— Pharmaceuticalonline.com