Un emballage approprié est essentiel pour protéger les produits et les consommateurs. Emballage pharmaceutique (également appelé emballage de médicaments) comprend tous les conteneurs, matériels, et dispositifs qui renferment et protègent les médicaments. Il garantit qu’un médicament reste sûr, stable et non contaminé de la fabrication à la livraison. Bonnes pratiques de fabrication actuelles de la FDA (cgMP) les règles exigent que les processus et équipements de conditionnement des médicaments répondent à des contrôles de qualité stricts. Par contre, emballage alimentaire protège les aliments de la détérioration et de la contamination, fournit des informations sur la nutrition et les ingrédients, et facilite la distribution et l'image de marque. Les emballages alimentaires doivent être conformes aux réglementations en matière de sécurité alimentaire (par exemple. Approbations FDA pour le contact alimentaire) et met en œuvre des programmes de sécurité alimentaire comme HACCP pour prévenir les dangers. En bref, les deux systèmes visent à assurer la sécurité des produits et à les étiqueter correctement, mais les emballages pharmaceutiques sont soumis à des règles de stérilité et de traçabilité plus strictes, tandis que l'emballage alimentaire met l'accent sur la performance barrière, commodité, et l'information des consommateurs.

L'emballage pharmaceutique est constitué de primaire, secondaire, et tertiaire couches d'emballage. Emballage primaire est en contact direct avec le médicament (par exemple. clochards, bouteilles, flacons, ampoules) et constitue la première barrière contre l'humidité, lumière, et oxygène. Par exemple, les flacons rigides en verre ambré protègent les comprimés photosensibles, tandis que l'aluminium-plastique packs de cloques sceller hermétiquement chaque dose pour maintenir la puissance. Emballage secondaire groupes unités primaires (par exemple. mettre des blisters ou des bouteilles dans des cartons imprimés) et ajoute un espace d'étiquetage, instructions, et des scellés inviolables. Les cartons amortissent également les produits pendant le transport. Emballage tertiaire implique des conteneurs d’expédition en vrac (boîtes, caisses, palettes) utilisé pour l'entrepôt et le transport. Chaque niveau d'emballage a des fonctions: formes primaires le récipient de dosage, secondaire fournit des informations et une protection modérée, et le tertiaire gère la logistique du vrac.
Jinlupacking note que les emballages pharmaceutiques doivent conserver les médicaments stable et stérile, souvent dans avec sécurité enfants ou inviolable formats, tout en transmettant des informations sur le dosage et la sécurité.

L'emballage alimentaire sert à protéger, préserver, et informer. Les fonctions principales sont de garder les aliments frais, prévenir la contamination ou la détérioration (par l'humidité, oxygène, microbes), et fournir un étiquetage et une image de marque sur la nutrition/les ingrédients. Les formats d'emballage alimentaire courants incluent les bouteilles et les pots., pochettes souples, cartons, canettes, plateaux, et des films. Par exemple, ketchup peut être présenté dans des bouteilles compressibles en PET refermables ou dans des sachets en aluminium à portion individuelle. Les collations utilisent souvent des sachets ou des sacs en plastique/aluminium multicouches qui équilibrent le coût avec une barrière adéquate contre l'humidité et l'oxygène..
Bien que les deux industries cherchent à prévenir la contamination, l'emballage alimentaire donne souvent la priorité commodité et coût pour le consommateur. Par exemple, les sachets alimentaires utilisent des films simples et visent la refermabilité ou la conception légère, tandis que les produits pharmaceutiques peuvent utiliser des matériaux plus résistants pour une barrière et une durabilité maximales.

Quel que soit le type de produit, un emballage efficace doit:
Par exemple, Jinlu note les matériaux d'emballage pharmaceutique (verre, plastique, déjouer) sont choisis pour leurs propriétés protectrices, selon des normes strictes de non-toxicité et d’inviolabilité. L’emballage alimentaire vise également à protéger (par exemple. film plastique pour chips) mais équilibre le coût et l'attrait marketing.
| Fonctionnalité | Emballage pharmaceutique | Emballage alimentaire |
| Objectifs principaux | Protéger l’efficacité et la stérilité des médicaments; éviter la contamination ou les confusions. Assurer un dosage précis (étalonnage des comptes/dosages). | Préserver la fraîcheur, éviter la détérioration, assurer le portionnement; protéger contre la contamination par les microbes/germes. Assurez-vous que les informations nutritionnelles/allergènes sont correctes. |
| Normes réglementaires | Conformité stricte aux BPF (FDA 21 CFR 210/211, BPF UE EudraLex Vol.4, ISO 15378). L’ensemble du processus d’emballage est validé et documenté. | Régi par les règles de sécurité alimentaire: Approbations FDA pour le contact alimentaire, HACCP (programmes préalables aux conditions sanitaires), et des normes comme BRCGS/ISO 22000. Étiquettes pré-approuvées selon le guide d'étiquetage alimentaire de la FDA. |
| Traçabilité | Haut: numéros de lot/lot sur chaque colis, sérialisation (codes-barres uniques) pour les pedigrees de drogue (par exemple. DSCSA aux États-Unis). Permet une traçabilité/rappel complet. | Modéré: codes de lot ou de date pour le rappel; non requis sur chaque unité dans la plupart des régions (sauf les codes groupés). Sérialisation limitée (rarement par la loi). |
| Étiré | Généralement oui: sceaux de sécurité, feuille blister qui est clairement cassée si elle est ouverte, casquettes spéciales (à l'épreuve des enfants ou des médicaments). | Souvent oui pour certains aliments (par exemple. canettes, couvercles de yaourt), mais de nombreux emballages alimentaires ont des sceaux de base. Fonctions d'indication de fraude (thermoscellage) commun sur les bocaux et les couvercles. |
| Chambre propre / Hygiène | Critique: Équipement souvent dans des environnements contrôlés (salles blanches) pour éviter les particules/microbes. Acier inoxydable (SUS316L) surface, Filtration HEPA. | Conception hygiénique requise, mais généralement de qualité alimentaire générale (pas de rouille, lavage facile) plutôt que des salles blanches de classe 100K. Conception sanitaire pour éviter la contamination croisée allergène ou microbienne. |
| Validation/AQ | Qualification obligatoire des équipements et validation des procédés (IR/WH/PQ) selon les règles FDA/UE. Processus d'emballage validés pour la stérilité et la cohérence. | Validation au sens HACCP: contrôler les points critiques. L'équipement est nettoyé/inspecté, mais validation formelle (QI/QO) n'est pas standard. L'assurance qualité se concentre sur la microbiologie et les allergènes. |
| Matériels | Qualité pharmaceutique: par exemple. Verre de type I, plastiques médicaux, couvercle en papier d'aluminium, bouchons en caoutchouc, ampoules spécialisées. Testé pour les extractibles/lixiviables (pour garantir qu’il n’y ait pas de migration nuisible). | Qualité alimentaire: PE, ANIMAL DE COMPAGNIE, PP, feuille d'aluminium, carton. Doit être approuvé par la FDA pour le contact alimentaire. Exigences de pureté inférieures à celles du secteur pharmaceutique; accent réglementaire sur les limites de migration et les allergènes. |
| Étiquetage | Etiquettes détaillées: nom du médicament, force, dosage, avertissements, lot/lot, expiration, instructions. Les réglementations exigent un étiquetage et un examen précis (par exemple. Codes NDC). Souvent en petits caractères. | Panneau de valeur nutritive, ingrédients (décroissant en poids), poids net, déclarations d'allergènes, marque/marketing. Doit répondre à FD&Exigences de la loi C (pas d'approbation préalable de la FDA pour l'étiquette, mais des directives strictes en matière de format). |
| Risque de rappel | Des enjeux très élevés: toute contamination peut nuire au patient. Les rappels sont coûteux et étroitement contrôlés ( La FDA impose des avis de rappel en série). Des lots entiers sont souvent retirés. | Risque important (incidents de sécurité alimentaire), mais l'impact est généralement plus étroit. Les rappels se concentrent sur des lots spécifiques; les déchets d’emballages sont plus tolérés. |
| Normes d'équipement | L'équipement doit être de conception cGMP: facile à nettoyer/stériliser, surfaces inoxydables, zones mortes minimisées. Généralement sous CIP (Nettoyage sur place). Par exemple. blisters avec vide, lignes de remplissage stériles. | Conception sanitaire: acier inoxydable, pas de piège à bactéries. Options CIP ou lavage. Par exemple. Lignes VFFS, anciens, remplisseur qui répond aux normes sanitaires USDA/FDA. La conception se concentre sur la prévention de la détérioration. |
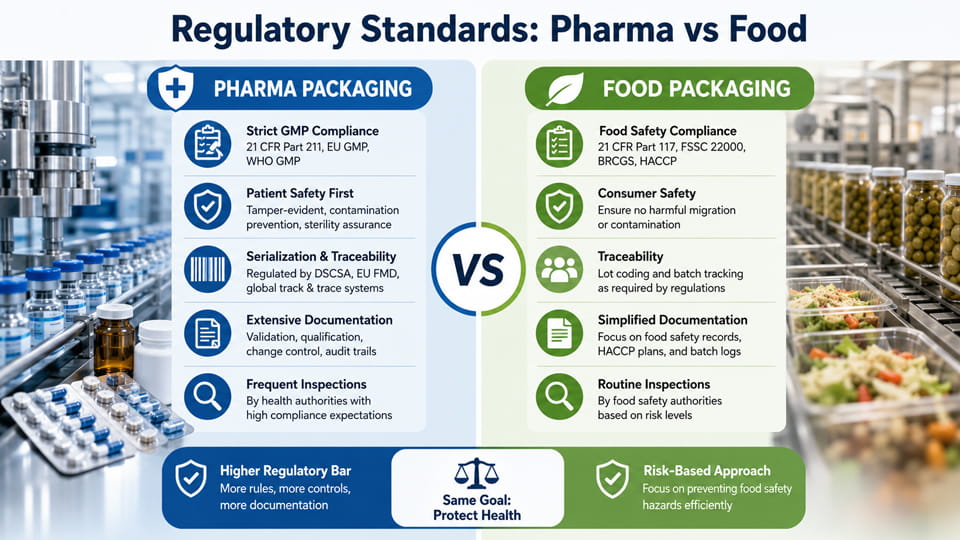
Ces comparaisons mettent en évidence que emballage pharmaceutique est beaucoup plus réglementé et contrôlé. Par exemple, les directives cGMP de la FDA exigent que les lignes de conditionnement de médicaments utilisent des processus et des matériaux validés dont la sécurité a été prouvée. En revanche, emballage alimentaire suit de vastes contrôles d’hygiène et de sécurité (Programmes préalables HACCP) plutôt qu'une validation de lots de type pharmaceutique.

L'emballage pharmaceutique est régi par réglementations BPF pharmaceutiques. Aux États-Unis, Titre 21 Ensemble de pièces CFR 210-211 Bonnes pratiques de fabrication actuelles (cgMP) exigences relatives à « l’emballage » des médicaments (conditionnement). Cela signifie des méthodes, contrôles, installations, et l'équipement utilisé pour emballer les médicaments doit garantir la sécurité du produit et la résistance indiquée sur l'étiquette.. L'Europe utilise BPF de l'UE (EudraLex Vol.. 4) avec des règles similaires. En plus, ISO 15378:2017 est une norme mondiale appliquant l'ISO 9001 Principes du système de gestion de la qualité pour les matériaux d'emballage primaire des médicaments. ISO 15378 aborde explicitement le contrôle de la contamination, réduction des risques, et conformité réglementaire dans la fabrication de matériaux d'emballage.
Par comparaison, les emballages alimentaires doivent respecter les réglementations en matière de sécurité alimentaire. La FDA exige que tous les matériaux entrant en contact avec les aliments soient pré-approuvés (via Notification de Contact Alimentaire ou GRAS). L'équipement d'emballage dans les usines alimentaires suit les principes d'assainissement et de prévention de la contamination conformément aux bonnes pratiques de fabrication des aliments HACCP et FDA.. Un plan HACCP traite les équipements et les matériaux d'emballage selon programmes préalables - Par exemple, les installations et l’équipement doivent respecter les procédures de conception sanitaire et de nettoyage. Des normes comme Matériaux d'emballage BRCGS ou ISO 22000 (gestion de la sécurité alimentaire) s'applique également. Contrairement aux médicaments, les étiquettes et les emballages des aliments ne nécessitent pas d’approbation préalable des autorités, mais doit se conformer aux lois sur l'étiquetage (ingrédients, nutrition, etc.) quand il est sur le marché.
En résumé, les emballages pharmaceutiques sont liés par prescriptif règlements (directives spécifiques, audits de certificats), considérant que l'emballage alimentaire est régi par préventif systèmes de sécurité (HACCP, Normes GFSI) et approbations de matériaux en contact avec les aliments. Cette différence détermine de nombreux choix de matériaux et d'équipements (voir tableau ci-dessus).
Conditionnement matériels différer: les conteneurs pharmaceutiques utilisent souvent des produits de haute pureté, substrats inertes. L’emballage primaire pharmaceutique courant comprend Verre de type I flacons (pour injection), plastiques de qualité pharmaceutique (PEHD, PP, PETG), et stratifiés multicouches (Plaquettes thermoformées PVDC/Alu). Ceux-ci sont choisis pour éviter tout lixiviable qui pourrait interagir avec le médicament. En effet, extractibles et lixiviables (produits chimiques migrant du plastique/du film) sont une préoccupation majeure en pharma. Les fabricants de médicaments doivent tester l’emballage pour garantir l’intégrité de la fermeture du contenant (CCI) et que tous les produits lixiviables restent en dessous des seuils toxiques. Les directives de la FDA recommandent des tests CCI rigoureux (par exemple. immersion de colorant, chute de pression) pour emballages parentéraux stériles pour assurer une protection scellée.
Matériaux d'emballage alimentaire (polyéthylène, polypropylène, ANIMAL DE COMPAGNIE, carton couché, aluminium, etc.) sont également testés pour la migration (souvent soumis à des réglementations telles que celles de la CE de l’UE 1935/2004). Cependant, le seuil des tests de sécurité est généralement plus bas que dans le secteur pharmaceutique. Pour la nourriture, la FDA supervise un « inventaire des substances en contact avec les aliments » – par ex.. tous les polymères et encres doivent être approuvés par la FDA. Les emballages alimentaires ne sont généralement pas soumis aux tests CCI, car la stérilité n'est pas requise; plutôt, il peut subir des tests de provocation microbienne pour la durée de conservation ou des tests de migration pour les additifs.
En pratique: emballage pharmaceutique exige un contrôle plus strict des matières extractibles/lixiviables. ISO 15378 inclut explicitement l'atténuation des risques de contamination pour le verre, plastique, caoutchouc, et matériaux en aluminium utilisés dans l'emballage des médicaments. Emballage alimentaire se concentre sur les propriétés barrières et le respect des réglementations relatives au contact alimentaire, mais permet une plus grande variété matérielle (et même du contenu recyclé) parce que le risque d'ingestion est plus faible et les toxines sont réglementées à des niveaux d'exposition sûrs. Par exemple, bouteilles d'eau (ANIMAL DE COMPAGNIE) sont courants, alors que les médicaments seraient rarement conditionnés dans du plastique de qualité non pharmaceutique.
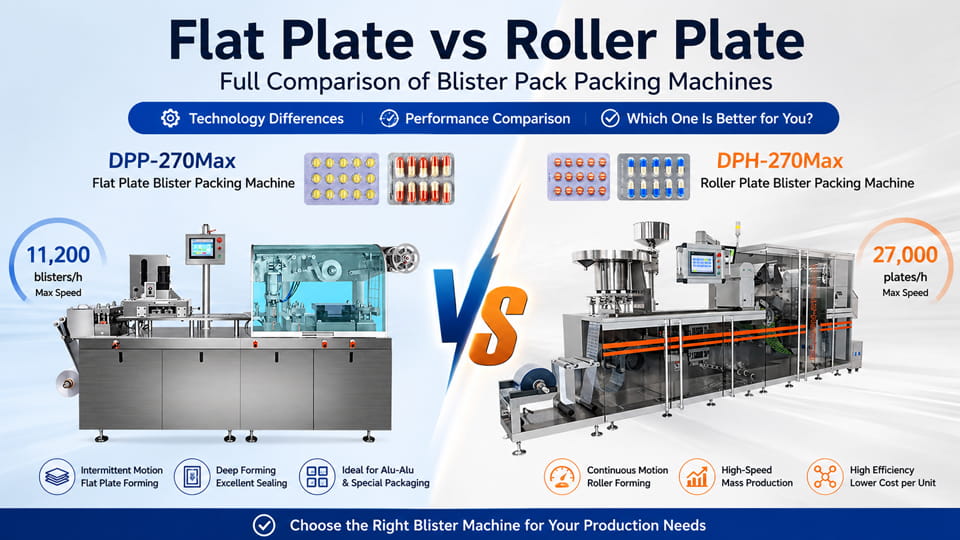
Les machines elles-mêmes reflètent ces exigences. Équipement d'emballage pharmaceutique doit être conçu pour les BPF: acier inoxydable (souvent 316L), surfaces lisses, arbres de transmission scellés, crevasses minimes, et facile à nettoyer. Ils sont souvent compatibles NEP et installent des filtres HEPA pour les zones aseptiques. Les machines pharmaceutiques courantes comprennent:
Par contre, machines d'emballage alimentaire sont optimisés pour le volume et la propreté: ils ont souvent un débit plus important (sac en quelques secondes) et construit pour un assainissement rapide (Capacité CIP ou lavage). L'équipement typique d'emballage alimentaire comprend:
Par exemple, Les machines d'emballage de sachets préfabriqués de Jinlu sont polyvalentes pour les bonbons gélifiés, poudres ou liquides, et sont certifiés GMP, CE, Conformité FDA. En revanche, une ligne de snacks typique peut utiliser un VFFS à plusieurs voies avec des composants de qualité alimentaire.
Vous trouverez ci-dessous un organigramme simple pour illustrer comment un fabricant peut sélectionner des machines d'emballage en fonction du type de produit et des exigences.:
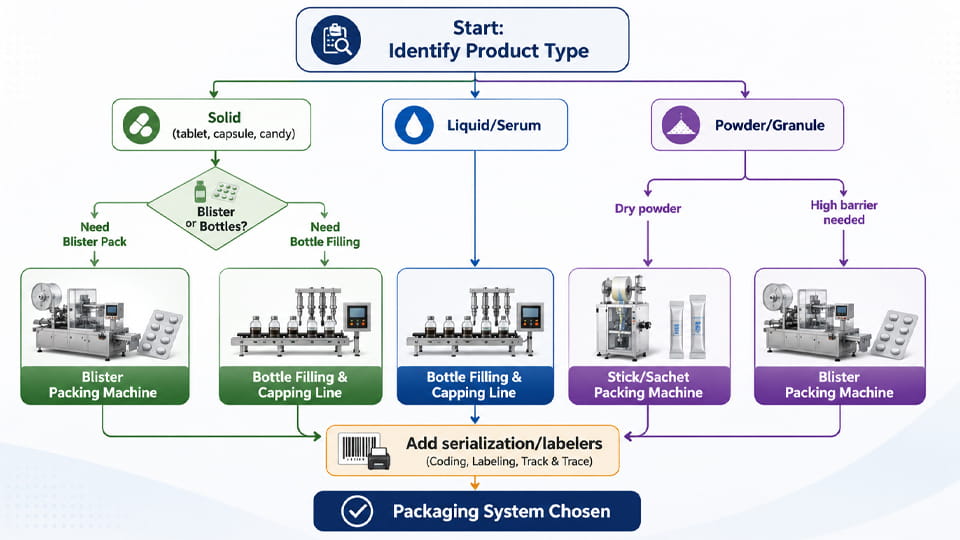
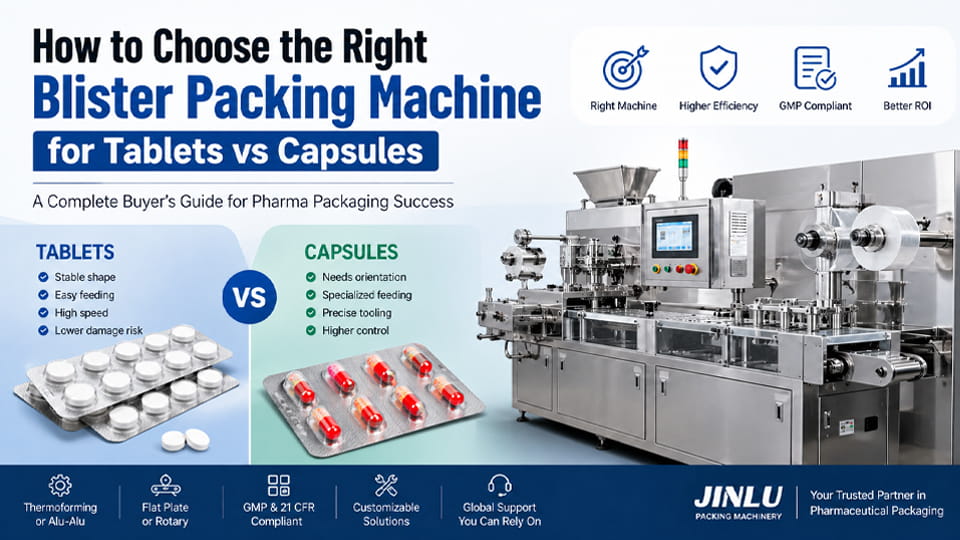
Ce flux met en évidence: choisissez l'emballage format (blister vs bouteille vs pochette, etc.) basé sur la forme du produit et les besoins de stabilité, puis choisissez la ligne de machine correspondante. Par exemple, les comprimés sensibles à la température pourraient conduire à l'utilisation de ampoules formées à froid plutôt que des bouteilles (pour assurer une barrière oxygène/humidité).
Dans conception, les machines pharmaceutiques incluent souvent davantage d'automatisation pour le nettoyage et la traçabilité. Par exemple, les remplisseuses pour produits injectables fonctionnent sous des hottes à flux laminaire, tandis que les convoyeurs de nourriture peuvent fonctionner ouverts dans une chambre froide. Les deux doivent répondre aux normes d’hygiène, mais le rigueur et la validation diffèrent.
Les emballages pharmaceutiques exigent un étiquetage et un suivi extrêmement précis. Chaque emballage de médicament indique généralement le nom exact du produit, force, numéro de lot, date d'expiration, et parfois des codes de série uniques pour le suivi et la traçabilité (par exemple. sous les États-Unis. Loi DSCSA). Les directives de la FDA ont imposé la sérialisation pour de nombreux médicaments, exiger des codes-barres uniques sur les emballages unitaires. Cela garantit qu'un lot rappelé peut être retracé jusqu'à chaque article.. Par contre, les étiquettes des emballages alimentaires doivent inclure des listes d'ingrédients, panneaux nutritionnels, et poids net selon les règles de la FDA, mais la sérialisation des unités individuelles n'est généralement pas requise (sauf peut-être pour certains suppléments ou marchés).
La preuve d’inviolabilité est également plus solide pour les médicaments : chaque blister ou flacon est souvent muni d’un sceau qui est détruit à l’ouverture.. Jinlu note que les codes-barres sérialisés et les sceaux inviolables sur chaque unité sont la norme dans le secteur pharmaceutique pour lutter contre la contrefaçon.. Dans la nourriture, des bandes et des sceaux inviolables sont utilisés (par exemple. anneaux de sécurité sur les bouteilles de soda, joints par induction sur les bouchons), mais les aliments en portion individuelle peuvent reposer uniquement sur des sceaux intacts (comme les sachets thermoscellés) avec une sérialisation moins formelle.
Les systèmes de traçabilité dans le secteur pharmaceutique sont plus numériques (enregistrements de lots électroniques, Documentation BPF). La traçabilité des aliments se concentre sur les lots et l'origine (pensez « de la ferme à l’assiette » pour plus de sécurité) mais est souvent moins granulaire au niveau du consommateur. En résumé, l'emballage pharmaceutique investit massivement dans la technologie de sérialisation en ligne (impression et numérisation de codes à barres), considérant que les lignes alimentaires mettent l'accent sur la rapidité d'étiquetage et sur la garantie de toutes les informations requises (par exemple. icônes d'allergènes, faits nutritionnels) est imprimé correctement.

Les deux secteurs s’orientent vers des emballages plus écologiques, mais les pilotes et les solutions diffèrent. En pharmaceutique, il y a une volonté de réduire les déchets et d’utiliser des matériaux recyclables/biodégradables lorsque cela est possible. Par exemple, les fabricants explorent mono-matériau films blister et carton recyclé pour emballage secondaire. Une tendance consiste à remplacer les inserts en papier imprimé par des informations numériques pour économiser du papier.. Cependant, tout changement doit toujours être conforme aux exigences de stabilité, les innovations commencent donc souvent dans les niveaux secondaire ou tertiaire.
Dans la nourriture, la durabilité signifie souvent un emballage léger, matériaux compostables, et réduire le plastique à usage unique. De nombreuses régions légifèrent contre certains produits non recyclables. Notamment, sachets de condiments (pochettes en aluminium/mouchoirs) sont progressivement éliminés sur certains marchés par 2030 en faveur des alternatives rechargeables ou recyclables. Les grandes marques agroalimentaires recherchent elles aussi des films mono-matériau recyclables. Les deux secteurs apprécient la réduction de leur empreinte carbone, mais les sociétés pharmaceutiques doivent équilibrer les objectifs écologiques avec le besoin primordial de protection des produits.
(Ils): « La durabilité est une tendance majeure: les entreprises conçoivent des emballages avec des matériaux recyclables ou biodégradables et réduisent les excès d'emballages. Par exemple, les papiers carton utilisent désormais souvent du contenu recyclé, et les films mono-matériaux sont choisis pour un recyclage plus facile.
(Guide du ketchup): "Les marques soucieuses de l'environnement recherchent des produits plus légers, options recyclables. En fait, certaines régions suppriment même progressivement les sachets de condiments à usage unique en 2030, pousser les fabricants vers pochette durable ou solutions rechargeables.»
Ces tendances signifient que les équipements peuvent également s'adapter: des machines capables de traiter les plastiques recyclés, ou les lignes conçues pour faciliter les changements de matériaux deviennent précieuses.

Lors de la sélection d’équipements pour l’emballage pharmaceutique ou alimentaire, Considérez les facteurs suivants:
En pratique, travailler avec les fabricants (comme Emballage Jinlu) analyser ces facteurs. Par exemple, L'équipe d'ingénierie de Jinlu peut recommander un remplissage de bouteilles intégré & ligne d'encartonnage pour un nouveau supplément, ou un solution d'emballage en sachet modulaire pour un sirop de spécialité.
Jinlu Packing est spécialisé dans les solutions d'emballage clé en main pour les produits pharmaceutiques et produits alimentaires/nutraceutiques. Nos machines sont conçues pour répondre aux normes strictes GMP (CE, FDA, Certifications ISO) tout en offrant de la flexibilité. Les principaux avantages comprennent:
Avec 30+ années dans les machines d'emballage pharmaceutique, Jinlu bénéficie de la confiance des leaders de l'industrie pour fournir des équipements qui sans risque et efficacement emballe les médicaments et les aliments. Contactez-nous pour discuter de la façon dont nos machines (comme Machines d'emballage sous blister, Machines à compter, Encartonneuses, Emballage en sachets, ou Remplisseurs de sachets préfabriqués) peut répondre à vos objectifs de production.

En conclusion, Emballage pharmaceutique vs emballage alimentaire ont des priorités différentes même si les deux visent à protéger les produits. L'emballage pharmaceutique est guidé par des réglementations BPF strictes et met l'accent sur la stérilité., traçabilité, et l'intégrité des barrières. L'emballage alimentaire met l'accent sur la sécurité alimentaire (prévenir la détérioration/les dangers) et praticité (coût, commodité) sous HACCP et règles contact alimentaire. Choix de matériaux, conception de machines, et l'étiquetage reflètent ces priorités: lignes pharmaceutiques s'exécute souvent dans des environnements contrôlés avec sérialisation, alors que lignes alimentaires courir à grande vitesse avec une conception sanitaire.
En comprenant ces différences, les ingénieurs d'emballage et les acheteurs peuvent choisir les bonnes solutions. Par exemple, un fabricant de médicaments peut sélectionner une ligne de blisters à haute barrière avec sérialisation intégrée pour répondre aux règles de la FDA et de l'UE.. Un producteur de snacks alimentaires pourrait choisir un VFFS à plusieurs voies pour plus d'efficacité, s'assurer que les films sont approuvés par la FDA. Les deux peuvent trouver une technologie appropriée: Jinlu Packing propose des machines conçues pour les deux mondes, des blisters conformes aux BPF aux systèmes de pochettes flexibles. Finalement, répondre aux besoins de sécurité et de qualité du produit final, tout en respectant les règles de chaque secteur, est l'objectif clé de tout système d'emballage..
L'emballage pharmaceutique donne la priorité à une stérilité stricte et à la conformité réglementaire. Cela implique généralement une barrière plus élevée, matériaux de qualité médicale et caractéristiques inviolables pour protéger les médicaments conformément aux règles cGMP. L'emballage alimentaire donne la priorité à la fraîcheur et à la sécurité (prévenir la détérioration/les dangers) sous réglementation HACCP et contact alimentaire, utilisant souvent des matériaux plus légers ou recyclables.
La loi sur la sécurité de la chaîne d’approvisionnement en médicaments (DSCSA) et des lois similaires exigent des numéros de série uniques sur les emballages individuels des médicaments pour permettre le suivi tout au long de la chaîne d'approvisionnement.. Cela aide à prévenir les médicaments contrefaits et permet des rappels précis. De telles exigences n'existent pas pour la plupart des aliments, le traçage sérialisé n'est donc généralement pas effectué au niveau de l'unité dans les emballages alimentaires.
Quelques machines (comme les blisters ou les remplisseurs de sachets) peut être utilisé dans les deux industries s’il est correctement nettoyé et validé. Par exemple, Les blisters de Jinlu emballent à la fois des comprimés et des portions de nourriture (confitures, collations) en changeant de matériaux et de paramètres. Cependant, l'équipement doit être soigneusement désinfecté entre les utilisations et peut nécessiter des mises à niveau (comme des filtres HEPA supplémentaires ou une documentation GMP) pour répondre aux normes pharmaceutiques.
Aux États-Unis, tous les composants de l'emballage alimentaire doivent être des substances en contact avec les aliments approuvées par la FDA (FCS) avant la commercialisation. Cela signifie n'importe quel plastique, revêtement, encre, ou l'adhésif en contact avec les aliments doit être sur une liste FDA ou notifié. Les étiquettes et les emballages doivent également respecter les règles d'étiquetage des aliments de la FDA. (liste des ingrédients, faits nutritionnels). Les fabricants de produits alimentaires utilisent le HACCP et les BPF pour garantir des processus d'emballage sûrs.
Choisissez en fonction des besoins du produit et de la production. Les emballeurs de sachets préfabriqués utilisent des, sacs refermables et sont parfaits pour les produits spécialisés ou à haute barrière (par exemple. vitamines, jus) avec des changements rapides. Les machines VFFS forment des sacs à la volée à partir d'un film en rouleau et excellent en matière de vitesse élevée., séries élevées de produits standards (collations, poudres) à moindre coût matériel. Évaluez le format de votre sac, besoins en débit, et les exigences de flexibilité pour décider.
Références:
1.Bonnes pratiques de fabrication actuelles (CGMP) Règlements | FDA -- NOUS. Administration des aliments et des médicaments
2.21 Partie CFR 211 – Sous-partie G – Contrôle de l'emballage et de l'étiquetage —— Institut d'information juridique
3.Conditionnement & Substances en contact avec les aliments (FCS) -- NOUS. Administration des aliments et des médicaments
4.Bonnes pratiques de fabrication et de distribution —— Commission européenne
5.Bonnes pratiques de fabrication actuelles (CGMP) pour aliments et compléments alimentaires -- NOUS. Administration des aliments et des médicaments