Μηχανές συσκευασίας blister είναι οι εργάτες της φαρμακευτικής βιομηχανίας – χυτεύοντας πλαστικά ή φύλλα αλουμινίου σε τσέπες και σφραγίζοντας χάπια ή κάψουλες μέσα. Αλλά όπως κάθε σύνθετος εξοπλισμός, μπορούν να χτυπήσουν εμπόδια που σταματούν την παραγωγή. Συνήθη προβλήματα του μηχανήματος με κυψέλες περιλαμβάνουν αδύναμα ή διαρροή σφραγίσματα, παραμορφωμένες κοιλότητες, άδειες τσέπες (εμπλοκές ή χαμένες ροές), και τη φθορά του μηχανήματος που προκαλεί διακοπή λειτουργίας. Όπως σημειώνουν οι ειδικοί του κλάδου, Οι αστοχίες στεγανοποίησης είναι από τα πιο κρίσιμα ελαττώματα επειδή θέτουν άμεσα σε κίνδυνο την ασφάλεια των φαρμάκων. Στην πράξη, για 90% των τυπικών ελαττωμάτων της κυψέλης καταλήγουν στα "Τρία Τ": λανθασμένη ρύθμιση Θερμοκρασία, Φορά, ή Ενταση στη διαδικασία.
Σε αυτόν τον οδηγό θα εξετάσουμε κάθε σημαντικό ζήτημα – γιατί συμβαίνει και πώς να το διορθώσετε. Μέχρι το τέλος, θα έχετε σαφή βήματα και προληπτικές συμβουλές για την ομαλή λειτουργία του μηχανήματος blister (ή αποφασίστε εάν χρειάζεται μια πιο προηγμένη λύση).
Πρόβλημα 1: Ασθενής ή Ασυνεπής Σφράγιση
- Συμπτώματα: Το αλουμινόχαρτο δεν κολλάει πλήρως στις σχηματισμένες κοιλότητες. Μπορεί να δείτε συσκευασίες με κυψέλες να διαρρέουν βαφή σε ένα τεστ διαρροής ή φύλλο που ξεφλουδίζει εύκολα. Ορισμένες σφραγίδες μπορεί να φαίνονται μερικές ή να έχουν κενά. Αυτά τα ελαττώματα θέτουν σε κίνδυνο τη στειρότητα και απαιτούν απόσυρση ολόκληρων παρτίδων.
- Αιτίες: Οι λανθασμένες παράμετροι θερμικής σφράγισης είναι ο συνήθης ένοχος. Εάν η θερμοκρασία σφράγισης είναι πολύ χαμηλή, το στρώμα θερμικής σφράγισης του φύλλου δεν θα λιώσει και δεν θα κολλήσει; πολύ ψηλά, και η πλαστική μεμβράνη μπορεί να συρρικνωθεί ή να καεί. Ανώμαλη πίεση στεγανοποίησης (λόγω στρεβλωμένων πλακών ή κακώς ρυθμισμένων ελατηρίων) προκαλεί τοπικά κενά. Η μόλυνση στη μήτρα στεγανοποίησης - όπως υπολείμματα κόλλας ή σκόνη ταμπλέτας - εμποδίζει την πλήρη επαφή. Το κακής ποιότητας ή υγρό φύλλο έχει επίσης ασθενή πρόσφυση.
- Λύσεις:
- Ρύθμιση θερμοκρασίας & Πίεση: Χρησιμοποιήστε ένα θερμόμετρο επαφής για να επαληθεύσετε τις θερμοκρασίες της πλάκας (μην βασίζεστε αποκλειστικά στην ανάγνωση του μηχανήματος). Ακολουθήστε τις οδηγίες υλικού (π.χ.. 140–160°C για συσκευασίες PVC/Alu). Βελτιστοποιήστε κατά ±2–5°C γύρω από το σημείο ρύθμισης κατά τη λειτουργία των δοκιμαστικών σφραγίδων.
- Ελέγξτε τις μήτρες σφράγισης: Καθαρίστε μήτρες και πλάκες σε κάθε βάρδια; αφαιρέστε τα υπολείμματα κόλλας ή φιλμ με ισοπροπανόλη. Επιθεωρήστε για γρατσουνιές ή διάβρωση που θα μπορούσαν προκαλούν διαρροές. Αντικαταστήστε ή ξαναλείψτε τα μήτρες εάν είναι παραμορφωμένα.
- Διαδικασία βελτιστοποίησης: Εξασφαλίστε ομοιόμορφη πίεση σε όλο το πλάτος. Επιθεωρήστε και αντικαταστήστε τους φθαρμένους κυλίνδρους πίεσης ή τα ελατήρια. Χρησιμοποιήστε μόνο υψηλής ποιότητας, ξηρό αλουμινόχαρτο – προξηραντικό φιλμ σε υγρά περιβάλλοντα (π.χ.. 40–60°C για 30–60 λεπτά). Τεκμηριώστε τις παραμέτρους σφράγισης και εκτελέστε τακτικές δοκιμές αντοχής αποφλοίωσης για να πιάσετε το drift.
Για παράδειγμα, σε μια τυπική σειρά κυψελών PVC/Alu, η βέλτιστη ζώνη θερμικής σφράγισης είναι συχνά γύρω στους 150°C. Ένα σφάλμα ±3°C μπορεί να μειώσει κατά το ήμισυ την αντοχή σφράγισης. Με τη βαθμονόμηση και την καταγραφή των προφίλ θερμοκρασίας, Οι χειριστές μπορούν να διατηρήσουν σταθερή ακεραιότητα σφραγίδας.

Πρόβλημα 2: Ακατάλληλη διαμόρφωση (Συμπτυγμένες ή ανομοιόμορφες κοιλότητες)
- Συμπτώματα: Οι θερμοδιαμορφωμένες πλαστικές κοιλότητες φυσαλίδων παραμορφώνονται. Μπορεί να δείτε κοιλότητες που είναι πολύ ρηχές, κατέρρευσε κάτω από το βάρος του δισκίου, ή έχουν ανομοιόμορφα βάθη και αραιωμένους τοίχους. Οι ανομοιόμορφες τσέπες προκαλούν μετατόπιση του tablet, ενεργοποίηση συναγερμών πλήθους πλήρωσης ή στάσεις κατά τη διάρκεια της διαδρομής.
- Αιτίες: Ο σταθμός διαμόρφωσης βασίζεται σε ομοιόμορφη θέρμανση και κενό. Εάν η πλάκα θέρμανσης είναι εκτός βαθμονόμησης, Η θερμοκρασία σχηματισμού μπορεί να μετατοπιστεί. Ακόμη και μια μικρή απόκλιση ±3°C σε μια πλάκα σχηματισμού φιλμ PVC προκαλεί σημαντική αλλαγή στο βάθος της κοιλότητας και στο πάχος του τοιχώματος. Άλλες αιτίες περιλαμβάνουν το αδύναμο κενό (βρώμικα φίλτρα, διαρροές), φθαρμένες ακίδες βύσματος (εάν χρησιμοποιηθεί), ή μολυσμένες επιφάνειες μούχλας (πλαστικά ή αλουμινόχαρτα που κολλάνε στις κοιλότητες).
- Λύσεις:
- Επαληθεύστε τη θερμοκρασία: Χρησιμοποιήστε ένα βαθμονομημένο υπέρυθρο ή θερμόμετρο επαφής στην πλάκα διαμόρφωσης. Ρυθμίστε τον ελεγκτή PID εάν η επιφάνεια της πλάκας είναι μακριά κατά περισσότερο από ~2°C από το σημείο ρύθμισης. Εκτελέστε μια σύντομη δοκιμή με προϊόντα-στόχους και σωστή μεμβράνη για να επιβεβαιώσετε τον σχηματισμό πλήρους κοιλότητας.
- Διατηρήστε το σύστημα κενού: Ελέγξτε την έξοδο της αντλίας κενού και τις γραμμές κενού. Καθαρίζετε ή αντικαθιστάτε τα φίλτρα αναρρόφησης τακτικά. Βεβαιωθείτε ότι τα κανάλια κενού στο καλούπι είναι ανεμπόδιστα.
- Επιθεωρήστε και καθαρίστε τα καλούπια: Σκουπίστε τις πλάκες κοιλότητας κάθε βάρδια για να αφαιρέσετε τα υπολείμματα του φιλμ. Ελέγξτε τις ακίδες των βυσμάτων (εάν υπάρχουν) για σωστό χρονισμό – ένα φθαρμένο ή λανθασμένο φις μπορεί να καταρρεύσει την κοιλότητα πιέζοντας πολύ νωρίς. Αντικαταστήστε τα φθαρμένα βύσματα ή τους δακτυλίους έκκεντρου εάν το βύσμα έρθει σε επαφή με φιλμ πρόωρα.
- Χρησιμοποιήστε κατάλληλη ταινία: Βεβαιωθείτε ότι χρησιμοποιείτε το σωστό πάχος και τύπο φιλμ για το καλούπι σας. Μια νέα παρτίδα φιλμ μπορεί να χρειάζεται ένα ελαφρώς διαφορετικό προφίλ θερμοκρασίας λόγω της περιεκτικότητας σε πλαστικοποιητή.
Ακρο: Συνεχίστε να διαμορφώνετε ρυθμίσεις τεκμηριωμένες από παρτίδα ταινιών και να πληροίτε τις προϋποθέσεις κάθε φορά που αλλάζετε υλικό για να αποφύγετε προβλήματα με φουσκάλα.
Πρόβλημα 3: Σκίσιμο ή ρυτίδωση του φιλμ
- Συμπτώματα: Κατά τη διάρκεια ή μετά το σχηματισμό, την πλαστική μεμβράνη (PVC/PVDC ή PET) ή το στρώμα φύλλου αναπτύσσει δάκρυα, ρωγμές, ή τρύπες καρφίτσας. Στην απέναντι πλευρά, μπορεί να δείτε ρυτίδες ή τσέπες αέρα κάτω από το φύλλο καλύμματος. Αυτά οδηγούν σε διαρροές συσκευασίας ή καλλυντικά ελαττώματα.
- Αιτίες: Η υπερβολική ζέστη ή η ένταση είναι οι κύριοι ύποπτοι. Εάν η θερμοκρασία διαμόρφωσης ή σφράγισης είναι πολύ υψηλή, η μεμβράνη μπορεί να μαλακώσει υπερβολικά και να τεντώσει πάρα πολύ, με αποτέλεσμα να αραιώσει ή να σχιστεί. Επίσης, ανομοιόμορφη τάση του φιλμ (από κακό έλεγχο ξετύλιξης ή κακή ευθυγράμμιση κυλίνδρων) προκαλεί ζάρες και ακόμη και σκίσιμο καθώς τραβιέται ο ιστός. Οι ξαφνικές αυξήσεις της θερμοκρασίας ή η ελαττωματική ψύξη μπορεί επίσης να αποδυναμώσουν το φιλμ.
- Λύσεις:
- Βελτιστοποίηση θερμοκρασίας: Βεβαιωθείτε ότι οι θερμοκρασίες διαμόρφωσης/σφράγισης είναι εντός των προδιαγραφών για το φιλμ σας. Για παράδειγμα, μειώστε τις θερμοκρασίες της ζώνης εάν δείτε σταθερή ζημιά στο φιλμ. Χρησιμοποιήστε ζώνες θέρμανσης (ψηλότερα στο κέντρο, χαμηλότερα στις άκρες) για αποφυγή καυτών σημείων.
- Ρυθμίστε την τάση και την ευθυγράμμιση: Ελέγξτε τις ρυθμίσεις τάσης ξετύλιξης. Η τάνυση του ρολού φύλλου πρέπει να είναι αρκετά σφιχτή ώστε να παραμένει επίπεδη, αλλά όχι τόσο σφιχτή ώστε να πιέζει τον ιστό. Επιθεωρήστε την ευθυγράμμιση του οδηγού κυλίνδρων – ακόμη και ένας ελαφρώς εσφαλμένος οδηγός μπορεί να δημιουργήσει κύματα. Αντικαταστήστε τα φθαρμένα ρουλεμάν σε κυλίνδρους ή βραχίονες χορού.
- Χρησιμοποιήστε τον σωστό χειρισμό φιλμ: Βεβαιωθείτε ότι οι μεμβράνες είναι αποθηκευμένες και προετοιμασμένες σωστά. Σκουπίστε την επιφάνεια του φιλμ για να αφαιρέσετε τυχόν σκόνη πριν το τρέξετε. Εξετάστε το ενδεχόμενο προθέρμανσης μεμβράνης PVC/PET για σύντομο χρονικό διάστημα σε χώρους με υψηλή υγρασία. Χρησιμοποιήστε πιστοποιημένους προμηθευτές φιλμ για να αποφύγετε ελαττώματα υλικού.
*Παράδειγμα: Μια κοινή λύση για τις ζάρες του φύλλου είναι η ρύθμιση του φρένου στον άξονα του φύλλου. Το ελαφρώς υψηλότερο φρενάρισμα μπορεί να εξομαλύνει τις ρυτίδες μειώνοντας τη χαλάρωση του φύλλου. Διατηρήστε τους αισθητήρες τάσης (χορευτές) σε καλή κατάσταση – αντικαταστήστε τα ρουλεμάν πριν φθαρούν.
Πρόβλημα 4: Σφάλματα τροφοδοσίας προϊόντος (Εσφαλμένη τροφοδοσία, Διπλή τροφοδοσία, Μαρμελάδες)
- Συμπτώματα: Τα δισκία ή οι κάψουλες μπορεί να λείπουν από ορισμένες τσέπες (κενές κοιλότητες), ή κάποιες τσέπες έχουν δύο προϊόντα (διπλή τροφοδοσία). Εναλλακτικά, τα δισκία γεφυρώνουν ή μπλοκάρουν στο δοχείο τροφοδοσίας ή στα κανάλια, προκαλώντας διαλείπουσες στάσεις. Σε σοβαρές περιπτώσεις, η γραμμή μπορεί να σταματήσει λόγω συναγερμών σφάλματος τροφοδοσίας.
- Αιτίες: Τα προβλήματα τροφοδοσίας προέρχονται από αναντιστοιχίες μεταξύ της ταχύτητας του τροφοδότη και της ευρετηρίασης του μηχανήματος, ή από τον ίδιο τον μηχανισμό τροφοδοσίας. Εάν η βούρτσα ή ο τροφοδότης κραδασμών λειτουργεί πολύ γρήγορα σε σχέση με τον δείκτη, τα tablet μπορεί να παραλείψουν τις τσέπες ή να συσσωρευτούν. Υψηλή στατικότητα (π.χ.. υγρές συνθήκες) μπορεί να προκαλέσει τα δισκία να κολλήσουν μεταξύ τους ή στη χοάνη. Φθαρμένες ράγες τροφοδοσίας ή γρέζια σε καλούπια μπορούν επίσης να παγιδέψουν προϊόντα, ενώ τα υπολείμματα που έχουν απομείνει στον τροφοδότη μπορεί να οδηγήσουν εσφαλμένα τα δισκία.
- Λύσεις:
- Συγχρονισμός τροφοδότη: Επαναβαθμονομήστε την ταχύτητα του τροφοδότη για να ταιριάζει με τον κύκλο του δείκτη κυψέλης σε κάθε αλλαγή. Σημειώστε τη σωστή αναλογία για κάθε παρτίδα προϊόντος. Εάν χρησιμοποιείτε τροφοδότη πολλαπλών κεφαλών ή τροχιάς, βεβαιωθείτε ότι είναι ισορροπημένο και χωρίς εμπόδια.
- Έλεγχος Υγρασίας/Στατικής: Διατηρήστε τη σχετική υγρασία της περιοχής παραγωγής γύρω στο 40-60%. Εάν η γεφύρωση επιμένει, τοποθετήστε μια αντιστατική βούρτσα ή χρησιμοποιήστε κλιματιζόμενο αέρα στη χοάνη. Καθαρίστε τα εξαρτήματα του τροφοδότη πριν από κάθε εκτέλεση.
- Επιθεωρήστε τα εργαλεία και τον τροφοδότη: Ελέγξτε τους δίσκους τροφοδοσίας, χοάνες, και οδηγούς για φθορά ή ζημιές που θα μπορούσαν να πιάσουν τα tablet. Αντικαταστήστε τυχόν πελεκημένες ή αιχμηρές άκρες. Καθαρίστε τα υπολείμματα προϊόντος από τη διαδρομή του τροφοδότη. Χρησιμοποιήστε οπτική επιθεώρηση (π.χ.. έναν αισθητήρα κάμερας) για να επαληθεύσετε ότι κάθε κοιλότητα είναι γεμάτη εάν το επιτρέπει η GMP.
Σημείωμα:* Οι γραμμές φυσαλίδων συχνά περιλαμβάνουν έναν ανιχνευτή κενής κοιλότητας κοντά στο σταθμό στεγανοποίησης. Ωστόσο, ο στόχος είναι να εμποδίζει** αδειάζει – π.χ. εάν μια κοιλότητα είναι άδεια, συνήθως σημαίνει ότι ο τροφοδότης έχει τροφοδοτηθεί εσφαλμένα ανάντη. Οι τακτικοί συντονισμοί του τροφοδότη και οι έλεγχοι αισθητήρων βοηθούν στην εξάλειψη αυτών των σφαλμάτων.

Πρόβλημα 5: Άδειες τσέπες blister (Προϊόντα που λείπουν)
- Συμπτώματα: Τελειωμένες κυψέλες χωρίς δισκίο ή κάψουλα μέσα σε μια κοιλότητα – αλλά σφραγισμένες από το φύλλο. Αυτά πρέπει να εντοπιστούν και να απορριφθούν. Τα παραπλανητικά κενά υποδεικνύουν προβλήματα συγχρονισμού τροφοδοσίας.
- Αιτίες: Θεμελιωδώς, Οι κενές τσέπες είναι ένα είδος σφάλματος τροφοδοσίας. Εμφανίζονται όταν ο τροφοδότης αποτυγχάνει να ρίξει ένα προϊόν σε μια σχηματισμένη κοιλότητα. Οι λόγοι περιλαμβάνουν: προϊόν δεν απελευθερώνεται από τον τροφοδότη (στατική προσκόλληση, λανθασμένος συγχρονισμός), μια μαρμελάδα που απομάκρυνε ένα προϊόν, ή η χοάνη λειτουργεί στιγμιαία άδεια. Οι αστοχίες αισθητήρα μπορεί επίσης να προκαλέσουν εσφαλμένες μετρήσεις (π.χ.. ένας φωτοαισθητήρας χάνει να μετρήσει ένα προϊόν).
- Λύσεις:
- Χρονισμός τροφοδότη: Βεβαιωθείτε ότι ο τροφοδότης είναι βαθμονομημένος, ώστε κάθε κοιλότητα να έχει ακριβώς μία μονάδα. Ελέγξτε ότι η βούρτσα ή ο τροφοδότης βιδών τροφοδοτεί ακριβώς ένα κομμάτι ανά κύκλο.
- Επαλήθευση αισθητήρων: Χρησιμοποιήστε κάμερα όρασης ή φωτοανιχνευτή μετά το πληρωτικό για να εντοπίσετε τυχόν κενά σε πραγματικό χρόνο. Ελέγχετε τακτικά και καθαρίζετε τους αισθητήρες για την αποφυγή λανθασμένων αναγνώσεων.
- Αντιμετωπίστε ζητήματα τροφοδότη ρίζας: Εάν τα κενά επιμένουν, επιθεωρήστε τον τροφοδότη (όπως στο Πρόβλημα 4). Μερικές φορές μια μικρή αλλαγή στο μέγεθος/σχήμα του tablet απαιτεί επανασυντονισμό των ρυθμίσεων του δονητικού τροφοδότη.
Πρακτική συμβουλή:Καταγράψτε όλα τα περιστατικά με άδεια τσέπη στο αρχείο παρτίδας σας. Εάν προκύψουν πολλαπλά άδειασμα, σταματήστε τη γραμμή και καθαρίστε αμέσως τυχόν εμπλοκές. Τα συχνά άδειασμα μπορεί να προμηνύουν μια σημαντική επαναευθυγράμμιση του τροφοδότη.
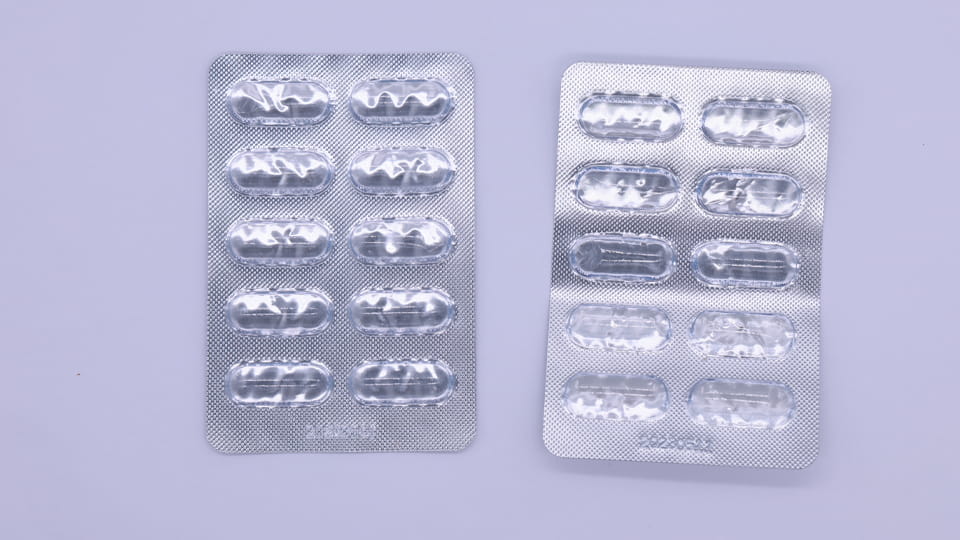
Πρόβλημα 6: Αλουμινόχαρτο Ρυτίδωση
- Συμπτώματα: Το μεταλλικό φύλλο καπακιού (συνήθως Alu ή PVDC) εμφανίζεται ζαρωμένο ή τσαλακωμένο στην τελική συσκευασία, ειδικά κοντά στις άκρες. Οι συσκευασίες μπορεί να φαίνονται αθώες ή το αλουμινόχαρτο μπορεί ακόμη και να σηκώνεται τοπικά.
- Αιτίες: Οι ρυτίδες συνήθως προκύπτουν από ανομοιόμορφη τάση ή ευθυγράμμιση του φύλλου. Εάν το φύλλο αλουμινίου είναι πολύ χαλαρό (χαμηλή ένταση χαλάρωσης) δεν θα απλώνεται στις κοιλότητες πριν από τη σφράγιση. Αντίστροφως, Η πολύ σφιχτή τάση μπορεί να τεντώσει και να ζαρώσει το φύλλο στην περιοχή της σφράγισης. Μη ευθυγραμμισμένοι κύλινδροι αλουμινίου ή κύλινδροι (όχι παράλληλα με την κάρτα) δημιουργήστε πτυχές. Ανώμαλη πίεση σε όλο το πλάτος (για παράδειγμα, λόγω μιας ελαφρώς στρεβλωμένης πλάκας σφράγισης) μπορεί επίσης να προκαλέσει ακατάλληλη σφράγιση της μίας πλευράς του φύλλου, τσαλακώνοντας την περίσσεια.
- Λύσεις:
- Ισορροπία ένταση: Ρυθμίστε το φρένο μεμβράνης ή τον έλεγχο τάσης έτσι ώστε το φύλλο να διδάσκεται αλλά να μην τεντώνεται υπερβολικά. Η λεπτή ρύθμιση εδώ συχνά εξαλείφει τις περισσότερες ρυτίδες.
- Ελέγξτε την ευθυγράμμιση: Βεβαιωθείτε ότι το ρολό μεμβράνης είναι τετράγωνο προς την κατεύθυνση έλξης. Βεβαιωθείτε ότι όλοι οι κύλινδροι οδήγησης και έλξης είναι παράλληλοι και οριζόντιοι. Σε ορισμένα μηχανήματα, Η ευθυγράμμιση των σημάτων εγγραφής στο φύλλο μπορεί να σας βοηθήσει να το κεντράρετε.
- Επιθεώρηση εξαρτημάτων: Αντικαταστήστε τυχόν φθαρμένους κυλίνδρους τάσης ή εκτροπείς. Ένας απλός οδηγός: μετά από αλλαγή μαρμελάδας ή ρολού, κάντε μια αργή δοκιμαστική διαδρομή και παρακολουθήστε το αλουμινόχαρτο να απλώνεται. Προσαρμόστε πριν εκτελέσετε πλήρη ταχύτητα.
*Σημείωση εμπειρογνωμόνων: Σε μια πρόσφατη μελέτη αντιμετώπισης προβλημάτων, Η ασυνέπεια της τάσης του φιλμ συνδέθηκε με πολλές ρυτίδες αλουμινίου. Ακόμη και η διάμετρος των κυλίνδρων μεμβράνης επηρεάζει την τάση – η τυποποίηση των πυρήνων του ρολού βοηθά. Για έντονες ρυτίδες, εξετάστε το ενδεχόμενο αναβάθμισης σε σύστημα ανάδρασης ελέγχου τάσης.
Πρόβλημα 7: Φουσκάλα/Μη ευθυγράμμιση ταινίας (Σφάλματα εγγραφής)
- Συμπτώματα: Οι σχηματισμένες φουσκάλες και το αλουμινόχαρτο δεν ταιριάζουν – βλέπετε υποδοχές ή εκτυπώσεις να προσγειώνονται εκτός κέντρου. Το κομμένο καλούπι μπορεί να τρυπήσει εσφαλμένα ορισμένες κοιλότητες, ή οι τυπωμένοι κωδικοί παρτίδας χάνουν τις υποδοχές αλουμινίου. Ο ρυθμός σκραπ ανεβαίνει καθώς πολλές τσέπες είτε επικαλύπτουν τις άκρες είτε κόβονται μερικώς.
- Αιτίες: Λανθασμένη ευθυγράμμιση του φιλμ (ονομάζονται επίσης σφάλματα παρακολούθησης) πηγάζει από ασυνεπή πρόοδο του φιλμ. Όπως σημειώνει η JinluPacking, Η ανομοιόμορφη ένταση ξετυλίγματος μεταξύ των κυλίνδρων προκαλεί την περιπλάνηση του ιστού. Ένα φθαρμένο ρολό χορευτή ή οδηγός μπορεί να αφήσει το φιλμ να παρασυρθεί. Τα ξετυλίγματα πολλαπλών κυλίνδρων χωρίς συγχρονισμένη τάση προκαλούν επίσης μικρές μετατοπίσεις. Εάν χρησιμοποιείτε γρανάζια εγγραφής, Τα σημάδια εσφαλμένης εγγραφής ή οι ιχνηλάτες κάμερας μπορεί να χάσουν τον συγχρονισμό. Η ολίσθηση του κινητήρα ή οι χαλαροί ιμάντες στον μηχανισμό έλξης θα αποσυγχρονιστούν, πολύ.
- Λύσεις:
- Βαθμονόμηση παρακολούθησης: Μετά από κάθε αλλαγή ρολού ή αλλαγή εργαλείων, ελέγξτε την προκαταβολή της ταινίας έναντι του σήματος εγγραφής. Ο κανόνας των 4 ωρών: επιθεωρήστε την προώθηση του βήματος φιλμ κάθε λίγες ώρες σε γραμμές υψηλής ταχύτητας. Προσαρμόστε τους βραχίονες τάσης ή τις θέσεις του χορευτή μέχρι το σημάδι να παραμείνει ευθυγραμμισμένο.
- Διορθώστε τα σχόλια έντασης: Αντικαταστήστε τα φθαρμένα ρουλεμάν στους βραχίονες του χορευτή (μπορεί να προκαλέσουν καθυστέρηση στον έλεγχο της τάσης). Αν είναι δυνατόν, ρυθμίστε έναν ελεγκτή τάσης PID. Εναλλακτικά, χρησιμοποιήστε μόνο ένα ρολό ξετυλίγματος κάθε φορά σε φουσκάλες που απαιτούν υψηλή ακρίβεια.
- Μηχανικοί Έλεγχοι: Βεβαιωθείτε ότι όλοι οι κύλινδροι (χορός, οδηγός, αδρανείς) είναι ελεύθεροι παιχνιδιού και παράλληλοι. Σφίξτε τους ιμάντες μετάδοσης κίνησης και ελέγξτε τους σερβοκινητήρες. Ένας ελαττωματικός αισθητήρας εγγύτητας στον κωδικοποιητή έλξης θα μπορούσε επίσης να αναφέρει λάθος θέση φιλμ.
*Συμφραζόμενα: Η κακή ευθυγράμμιση όχι μόνο δημιουργεί θραύσματα, αλλά μπορεί να μπλοκάρει τη γραμμή (μαρμελάδες διάτρησης). Προληπτικός: ενσωματώστε ένα σύστημα όρασης ή έναν αισθητήρα σήμανσης για συναγερμό σε μικρή μετατόπιση πριν από τις γροθιές. Η καλή συντήρηση του εξοπλισμού ευθυγράμμισης είναι το κλειδί.
Πρόβλημα 8: Σφάλματα εκτύπωσης και κωδικοποίησης
- Συμπτώματα: Μετά τη συσκευασία, το αλουμινόχαρτο των συσκευασιών blister μπορεί να είναι δυσανάγνωστο, απών, ή θαμπούς κωδικούς παρτίδας, ημερομηνίες λήξης, ή γραφικά. Η ελλιπής ή μουτζουρωμένη εκτύπωση είναι ορατή στο τυπωμένο φύλλο αλουμινίου ή με έγχυση μελάνης.
- Αιτίες: Αυτά τα σφάλματα είναι συνήθως έξω από τη μηχανική διαμόρφωση και οφείλονται στο σύστημα κωδικοποίησης στη γραμμή. Οι κοινοί ένοχοι περιλαμβάνουν: κακός συγχρονισμός μεταξύ της κίνησης του μηχανήματος και της σκανδάλης εκτύπωσης, ξεραμένο μελάνι ή φθαρμένες κεφαλές εκτύπωσης, ή κακώς ευθυγραμμισμένους κυλίνδρους εκτύπωσης. Η θερμοκρασία ή η σκόνη στο περιβάλλον μπορεί επίσης να επηρεάσει την εφαρμογή του μελανιού. Σε σερβο συστήματα, ένα σφάλμα συγχρονισμού μεταξύ του ενεργοποιητή εκτύπωσης και της κίνησης του φιλμ προκαλεί σφάλματα εκτύπωσης. Ορισμένοι εκτυπωτές χρησιμοποιούν ένα εξάρτημα στον κύλινδρο - εάν δεν είναι ασφαλισμένο, γλιστράει.
- Λύσεις:
- Συντήρηση εκτυπωτών: Καθαρίστε την κεφαλή εκτύπωσης (ή doktor blade για θερμικούς εκτυπωτές) καθημερινά. Αντικαταστήστε τις κορδέλες ή τα μπουκάλια μελανιού όταν είναι χαμηλή. Ακολουθήστε τις οδηγίες OEM σχετικά με τα διαστήματα συντήρησης.
- Ελέγξτε τους αισθητήρες: Βεβαιωθείτε ότι ο αισθητήρας έναρξης γραμμής ή ο κωδικοποιητής που ενεργοποιεί την εκτύπωση είναι βαθμονομημένος. Για παράδειγμα, εάν ένας κωδικός παρτίδας πρέπει να εμφανίζεται σε κάθε 5η κυψέλη, βεβαιωθείτε ότι το μηχάνημα βλέπει το σωστό σημάδι στο φύλλο αλουμινίου και ενεργοποιεί τη σωστή στιγμή.
- Χρησιμοποιήστε την επαλήθευση όρασης: Ένα απλό βήμα είναι να εκτελέσετε ένα δείγμα κωδικοποιημένων πακέτων μέσω ενός σαρωτή ή συστήματος όρασης. Με αυτόν τον τρόπο πιάνετε αμέσως τους κωδικούς που λείπουν/λάθους.
- Προληπτική Προσαρμογή: Σε σκονισμένα δωμάτια GMP, κρατήστε το περίβλημα του εκτυπωτή κλειστό. Ορισμένες γραμμές προσθέτουν ένα χτύπημα ή ένα σκούπισμα λίγο πριν την εκτύπωση για να αφαιρέσετε τη σκόνη της αδέσποτης μεμβράνης.
*Σημείωμα: Ενώ όχι πάντα μηχανικό, Η αξιοπιστία της κωδικοποίησης είναι ζωτικής σημασίας για τη συμμόρφωση. Οι μηχανές blister Jinlu υποστηρίζουν τυπικές συσκευές κωδικοποίησης και επιτρέπουν την εύκολη ενσωμάτωση των ελέγχων όρασης στη γραμμή.
Πρόβλημα 9: Ελαττώματα διάτρησης και κοπής
- Συμπτώματα: Οι τελικές κάρτες blister έχουν τραχιές άκρες, ημιτελείς περικοπές, ή φουσκωμένα γρέζια στο πλαστικό. Ορισμένες τρύπες ενδέχεται να διατρυπηθούν μόνο μερικώς, σκίζοντας την κάρτα. Αυτό προκαλεί αποτυχία οπτικής επιθεώρησης ή διαχωρισμού των καρτών.
- Αιτίες: Οι μονάδες διάτρησης πρέπει να είναι αιχμηρές και καλά ευθυγραμμισμένες. Οι αμβλυμένες ή φθαρμένες λεπίδες/μήτρες διάτρησης δεν θα κοπούν πλήρως, που οδηγεί σε γρέζια ή ελλιπή κενά. Εάν η κάθαρση μήτρας (κενό μεταξύ γροθιάς και μήτρας) είναι εκτός προδιαγραφών, η λωρίδα δεν θα διαχωριστεί καθαρά. Με την πάροδο του χρόνου, Τα ελατήρια διάτρησης/απογυμνωτή χάνουν την τάση, προκαλώντας κόλλημα και σκίσιμο της λωρίδας απορριμμάτων. Τα μπλοκ μήτρας μπορούν επίσης να μετακινηθούν εάν χαλαρώσει το πλαίσιο ή το μπουλόνι του μηχανήματος.
- Λύσεις:
- Αντικαταστήστε το φθαρμένο εργαλείο: Ελέγχετε τις άκρες της λεπίδας κάθε μερικές εκατοντάδες ώρες. Οι αιχμηρές άκρες είναι κρίσιμες. Αν δείτε στρογγυλεμένες γωνίες ή μάρκες, ακονίστε ξανά ή αντικαταστήστε το εργαλείο.
- Προσαρμόστε την εκκαθάριση: Μετρήστε το διάκενο από τη διάτρηση έως το ζάρι με μετρητές αισθητήρα. Για τις περισσότερες ρυθμίσεις blister, Η απόσταση είναι περίπου 0,1–0,2 mm. Περιορίστε εάν οι γροθιές παραλείπονται; διευρύνετε εάν είναι πολύ σφιχτό. Μετά την προσαρμογή, εκτελέστε δοκιμές μέχρι να πέσει καθαρά η ταινία απορριμμάτων.
- Συντήρηση εξαρτημάτων απογυμνωτή: Αλλάξτε τα ελατήρια της πλάκας απογύμνωσης σύμφωνα με το πρόγραμμα (π.χ.. κάθε 1000 ώρες) για να εξασφαλιστεί η πλήρης εκτόξευση της λωρίδας απορριμμάτων. Όπως προειδοποιεί, Το επαναλαμβανόμενο σπάσιμο της λωρίδας συχνά σηματοδοτεί φθαρμένα ελατήρια ή προβλήματα βάθους μήτρας.
- Καθαρισμός και ευθυγράμμιση: Διατηρείτε το σταθμό διάτρησης καθαρό. Τα μεταλλικά ρινίσματα ή η σκληρυμένη κόλλα μπορεί να μπλοκάρουν τις διατρήσεις. Βεβαιωθείτε ότι η κεφαλή και η μήτρα είναι τετράγωνα και ότι η διάτρηση είναι κεντραρισμένη στην κοιλότητα.
*Γρήγορη επιδιόρθωση: Αν παρατηρήσετε γρέζια, σταματήστε αμέσως και επιθεωρήστε το διάκενο της μήτρας. Τα γρέζια συχνά υποδηλώνουν απώλεια ανοχής 0,02–0,05 mm. Η διόρθωση του διάκενου συνήθως διορθώνει το γρέζι.
Πρόβλημα 10: Συχνές διακοπές λειτουργίας (Θέματα Συντήρησης και Ένταξης)
- Συμπτώματα: Η γραμμή φυσαλίδων σταματά επανειλημμένα για διαφορετικούς λόγους: εμφανίζονται συναγερμοί, σφάλμα αισθητήρων, ή μηνύματα «άγνωστου σφάλματος».. Μικρές διορθώσεις φαίνεται να θεραπεύουν μια διακοπή, για να δεις άλλον λίγο μετά. Ο συνολικός χρόνος λειτουργίας του εξοπλισμού είναι χαμηλός.
- Αιτίες: Ο χρόνιος χρόνος διακοπής λειτουργίας είναι συνήθως ζήτημα συντήρησης ή ενοποίησης συστήματος. Έλλειψη προγραμματισμένης προληπτικής συντήρησης (ΜΜ) επιτρέπει τη μικρή φθορά να γίνει αστοχία. Εξαρτήματα όπως αισθητήρες, θερμαντήρες, ζώνες, και τα υδραυλικά θα παρασύρονται χωρίς τακτικούς ελέγχους. Επίσης, όπως παρατήρησε ένας ειδικός, υπερ 60% του χρόνου διακοπής λειτουργίας της γραμμής blister προήλθε από αστοχίες ενοποίησης πολλών προμηθευτών – π.χ., ασυνεπής επικοινωνία μεταξύ των μονάδων. Εάν έχετε σχηματίσει φουσκάλες, τρέφων, και punch είναι διαφορετικές μάρκες με ξεχωριστά PLC, ένας μικροσκοπικός εσφαλμένος συγχρονισμός συναγερμού μπορεί να καταρρεύσει.
- Λύσεις:
- Πρόγραμμα Προληπτικής Συντήρησης: Καθιερώστε καθημερινά, εβδομαδιαίος, και μηνιαίες λίστες ελέγχου (δείτε τον παρακάτω πίνακα). Για παράδειγμα, καθαρή σφράγιση πεθαίνει καθημερινά, βαθμονόμηση θερμοκρασίας εβδομαδιαία, επιθεωρήστε τα εργαλεία κάθε μήνα. Καταγράψτε κάθε έλεγχο. προτείνει να καθαρίζετε τις επιφάνειες στεγανοποίησης κάθε 250 ώρες και να κάνουμε πλήρη διαγνωστικά κάθε 500 ώρες. Ακολουθήστε τα εγχειρίδια εξοπλισμού και τα προγράμματα συντήρησης GMP.
- Εκπαίδευση χειριστή: Βεβαιωθείτε ότι οι χειριστές γνωρίζουν πώς να επαναφέρουν μικρά σφάλματα και να εντοπίζουν τα σήματα έγκαιρης προειδοποίησης (ασυνήθιστοι θόρυβοι, μετατόπιση του ποσοστού σκραπ). Ενθαρρύνετε τους να καταγράφουν τυχόν περίεργους συναγερμούς ή μικρά ζητήματα.
- Στρατηγική Ανταλλακτικών: Κρατήστε κρίσιμα ανταλλακτικά (αισθητήρες, ελατήρια, ζώνες, πέθα) επί τόπου για μείωση του χρόνου επισκευής. Για γραμμές πολλών πωλητών, εξετάστε το ενδεχόμενο να μεταβείτε σε μια λύση μίας πηγής για να αποφύγετε προβλήματα χειραψίας PLC.
- Αναβαθμίσεις γραμμής: Εάν τα σφάλματα επικοινωνίας είναι συχνά, επενδύουν σε ένα ενσωματωμένη σειρά blister (Οι γραμμές του Jinlu έχουν σχεδιαστεί με ενοποιημένο έλεγχο PLC) για την εξάλειψη των αναντιστοιχιών πρωτοκόλλων.
*Σπουδαίος: Ο μη προγραμματισμένος χρόνος διακοπής είναι ο πιο δαπανηρός. Σε επικυρωμένη γραμμή, μια απροσδόκητη διακοπή μπορεί να σημαίνει εκ νέου πρόκριση. Τηρώντας ένα τεκμηριωμένο πρόγραμμα συντήρησης (ακόμα και απλές καθημερινές καταγραφές δοκιμών θερμοκρασίας και απολέπισης), πολλές τυχαίες διακοπές μπορούν να αποφευχθούν.
Λίστα ελέγχου προληπτικής συντήρησης
Η τακτική συντήρηση είναι η καλύτερη «διόρθωση» για πολλά προβλήματα του μηχανήματος blister. Αναπτύξτε μια λίστα ελέγχου:
| Συχνότητα |
Βασικές Εργασίες Συντήρησης |
| Καθημερινά (Αλλαγή) |
– Σκουπίστε και καθαρίστε τα καλούπια, σφράγιση πεθαίνει, και δίσκους τροφοδοσίας. – Επιθεωρήστε τα κινούμενα μέρη (ζώνες, κάμερες) για φθορά ή ζημιά. – Ελέγξτε τα φίλτρα του συστήματος κενού και το λάδι. <br>- Βεβαιωθείτε ότι τα προστατευτικά και οι αισθητήρες είναι λειτουργικά. – Εκτελέστε έναν γρήγορο κύκλο δοκιμών για να διασφαλίσετε τις βασικές λειτουργίες (μορφή, τροφή, σφραγίδα) λειτουργώ. |
| Εβδομαδιαίος |
– Καθαρίστε σχολαστικά τις θερμαντικές πλάκες και τα εργαλεία (λεκιασμένες μεμβράνες). – Λιπάνετε όλα τα ρουλεμάν, αλυσίδες, και slideways ανά οδηγίες κατασκευαστή. – Βαθμονόμηση αισθητήρων θερμοκρασίας και πίεσης; επαληθεύστε τα σημεία ρύθμισης του θερμαντήρα. – Ελέγξτε τις ηλεκτρικές συνδέσεις και σφίξτε τυχόν χαλαρά καλώδια. – Επιθεωρήστε το διάκενο της διάτρησης και της μήτρας; ακονίστε ή προσαρμόστε όπως χρειάζεται. |
| Μηνιαίος |
– Μηχάνημα βαθύ καθαρισμού: αφαιρέστε τα καλύμματα και καθαρίστε τα εσωτερικά εξαρτήματα (γρανάζια, κινητήρες). – Επιθεωρήστε και αντικαταστήστε τα φθαρμένα εξαρτήματα: Π.χ., O-rings, ζώνες, ελατήρια. – Εκτελέστε πλήρη βαθμονόμηση: προώθηση της ταινίας, τροφοδότες, σφράγιση. – Ενημέρωση λογισμικού/υλικολογισμικού (εάν ισχύει). – Ελέγξτε τα αρχεία καταγραφής συναγερμών και το αρχείο καταγραφής συντήρησης για επαναλαμβανόμενα προβλήματα. – Επανεκπαίδευση του προσωπικού για τυχόν νέες διαδικασίες. |
Ακολουθώντας αυτές τις εργασίες PM θα παρατείνει τη διάρκεια ζωής του εργαλείου, σταθεροποίηση των παραμέτρων του μηχανήματος, και να συλλάβετε προβλήματα πριν προκαλέσουν σφάλματα. Ολοι Ελεγχόμενη από GMP Οι φαρμακευτικές εγκαταστάσεις θα πρέπει να καταγράφουν αυτές τις δραστηριότητες για συμμόρφωση.
Επιλέγοντας μια αξιόπιστη φαρμακευτική μηχανή φυσαλίδων
Η πρόληψη προβλημάτων ξεκινά με τον κατάλληλο εξοπλισμό. Κατά την αξιολόγηση μηχανών για κυψέλες (για νέες γραμμές ή μετασκευές), αναζητήστε λειτουργίες που μειώνουν τις λειτουργίες αποτυχίας:
- Σχεδιασμός GMP: Μηχανήματα με κατασκευή από ανοξείδωτο χάλυβα, επιφάνειες που καθαρίζονται εύκολα, και μεταφορείς υγιεινής. Λιγότερες ρωγμές σημαίνει λιγότερη συσσώρευση μόλυνσης (που μπορεί να προκαλέσουν εμπλοκές ή ελαττώματα σφράγισης).
- Servo και αυτοματισμός: Οι σερβοκατευθυνόμενοι δείκτες και τροφοδότες παρέχουν ακριβή έλεγχο. Για παράδειγμα, Η σειρά DPP της Jinlu χρησιμοποιεί σερβοκινητήρες για να συγχρονίσει τη διαμόρφωση, σίτιση, και κοπή, ελαχιστοποίηση των εσφαλμένων τροφοδοτήσεων και της μετατόπισης εγγραφής.
- Ακριβή Συστήματα Σίτισης: Οι ενσωματωμένοι δονητές ή τροφοδότες βούρτσας με λεπτές ρυθμίσεις και αισθητήρες όρασης συμβάλλουν στη διατήρηση της συνοχής του γεμίσματος.
- Σταθερή απόδοση σφράγισης: Αναζητήστε σχέδια εστιών με ομοιόμορφη πίεση. Οι μηχανές Jinlu διαθέτουν αρθρωτές μήτρες στεγανοποίησης και σημεία καθαρισμού με εύκολη πρόσβαση, κάνοντας γρήγορη συντήρηση μήτρας.
- Ποιότητα εργαλείων: Καλούπια από κράμα αλουμινίου υψηλής ποιότητας (όπως ο χάλυβας καλουπιού GCR-15 της Jinlu με 5+ χρόνια ζωής) αντισταθείτε στη φθορά. Βεβαιωθείτε επίσης ότι το εργαλείο αντικαθίσταται εύκολα (Το Jinlu διαθέτει δυνατότητα αλλαγής καλουπιού διάρκειας 15 λεπτών).
- Υποστήριξη & Υπηρεσία: Επιλέξτε έναν προμηθευτή με παγκόσμια υποστήριξη. Η Jinlu προσφέρει παγκόσμια επιτόπου εξυπηρέτηση και γρήγορη παράδοση ανταλλακτικών, πράγμα που έχει σημασία όταν οι κίνδυνοι διακοπής λειτουργίας είναι υψηλοί.
Και φυσικά, βεβαιωθείτε ότι κάθε μηχάνημα έχει καλή εσωτερική τεκμηρίωση και ανάδραση αισθητήρα για κρίσιμες παραμέτρους (αρχεία καταγραφής θερμοκρασίας, οθόνες έντασης). Για παράδειγμα, Jinlu's DPP-180pro Blister Machine (4,800/έξοδος ώρας) και DPP-270 Μέγ (11,200/hr Alu-Alu/PVC) είναι κατασκευασμένα για φαρμακευτική χρήση. Διαθέτουν εύκολες ρυθμίσεις και ηλεκτρικά εξαρτήματα συμβατά με cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Σύναψη & Επόμενα Βήματα
Οι περισσότερες αστοχίες της γραμμής συσκευασίας blister είναι προβλέψιμα και αποτρέψιμα. Προσέχοντας για προειδοποιητικά σημάδια –όπως ανερχόμενα υπολείμματα από ρυτίδες ή έρπουσα αντοχή στο φλοιό φώκιας– οι ομάδες συντήρησης μπορούν να ενεργήσουν έγκαιρα. Τακτική βαθμονόμηση θερμοκρασίας, ένταση, και ο χρονισμός σύμφωνα με τη λίστα ελέγχου μας αποφεύγει τις ξαφνικές στάσεις. Και η επένδυση σε μια μηχανή blister υψηλής ποιότητας αποδίδει καρπούς: καλά σχεδιασμένο εξοπλισμό (όπως η σερβοκατευθυνόμενη σειρά DPP της Jinlu) θα μειώσει εγγενώς πολλές καταστάσεις προβλημάτων.
Έτοιμος να λύσει τους πονοκεφάλους της μηχανής blister? Μιλήστε με την Jinlu Packaging για συμβουλές ειδικών και αξιόπιστο εξοπλισμό. Η ομάδα μας μπορεί να σας βοηθήσει να επιλέξετε μια μηχανή κυψελών (Alu-PVC ή Alu-Alu) και δημιουργήστε ένα σχέδιο συντήρησης προσαρμοσμένο στις ανάγκες παραγωγής σας. Επισκεφθείτε το Jinlu's Μηχανές συσκευασίας blister σειράς DPP ή επικοινωνήστε μαζί μας για μια προσαρμοσμένη λύση σήμερα.
Συχνές ερωτήσεις σχετικά με προβλήματα μηχανημάτων φαρμακευτικών φυσαλίδων
Ποια είναι τα πιο συνηθισμένα προβλήματα μηχανών blister στη φαρμακευτική παραγωγή?
Τα πιο συνηθισμένα προβλήματα του μηχανήματος φυσαλίδων περιλαμβάνουν την αδύναμη σφράγιση, ελαττώματα σχηματισμού φουσκάλας, άδειες τσέπες κυψέλης, σφάλματα τροφοδοσίας tablet, ζάρωμα μεμβράνης, κακή ευθυγράμμιση, ζητήματα κωδικοποίησης, ελαττώματα κοπής, και απροσδόκητη διακοπή λειτουργίας του μηχανήματος. Αυτά τα ζητήματα μπορεί να επηρεάσουν την ποιότητα της συσκευασίας, αποδοτικότητα παραγωγής, και κανονιστική συμμόρφωση εάν δεν αντιμετωπιστεί εγκαίρως.
Γιατί το μηχάνημα φυσαλίδων μου δεν σφραγίζει σωστά?
Η κακή σφράγιση προκαλείται συνήθως από λανθασμένη θερμοκρασία σφράγισης, ανεπαρκής πίεση, φθαρμένα εργαλεία στεγανοποίησης, μολυσμένες επιφάνειες στεγανοποίησης, ή ασύμβατα υλικά συσκευασίας. Η τακτική βαθμονόμηση και η τακτική συντήρηση μπορούν να βοηθήσουν στη διασφάλιση σταθερής ποιότητας σφράγισης.
Τι προκαλεί τον ανομοιόμορφο σχηματισμό των κοιλοτήτων των φυσαλίδων?
Οι ανομοιόμορφες κοιλότητες των φυσαλίδων είναι συχνά το αποτέλεσμα λανθασμένης θερμοκρασίας σχηματισμού, ανεπαρκές κενό ή πίεση αέρα, κατεστραμμένα καλούπια, ή ασυνεπής ποιότητα φιλμ. Η σωστή επικύρωση της διαδικασίας και η επιθεώρηση εργαλείων είναι απαραίτητα για τη διατήρηση της συνοχής της κοιλότητας.
Πώς μπορώ να αποτρέψω τις κενές τσέπες με κυψέλες κατά τη συσκευασία?
Οι κενές τσέπες με κυψέλες προκαλούνται συνήθως από προβλήματα συγχρονισμού τροφοδοσίας, αναπήδηση προϊόντος, φθαρμένα εξαρτήματα τροφοδοσίας, ή αστοχίες αισθητήρα. Τακτική βαθμονόμηση τροφοδότη, συστήματα επιθεώρησης όρασης, και η σωστή ρύθμιση του μηχανήματος μπορεί να μειώσει σημαντικά τα ελαττώματα της άδειας τσέπης.
Γιατί το αλουμινόχαρτο ζαρώνει κατά τη συσκευασία με blister?
Το τσαλάκωμα του φύλλου συνήθως προκαλείται από ακατάλληλη τάση ιστού, κακώς ευθυγραμμισμένοι κύλινδροι, ανομοιόμορφη πίεση στεγανοποίησης, ή κακό χειρισμό υλικών. Η ρύθμιση της τάσης του φύλλου και η διασφάλιση της σωστής ευθυγράμμισης του μηχανήματος μπορεί να βοηθήσει στην εξάλειψη των ρυτίδων και στη βελτίωση της εμφάνισης της συσκευασίας.
Ποια είναι τα σημάδια ενός προβλήματος τροφοδοσίας της μηχανής συσκευασίας με κυψέλες?
Τα κοινά σημάδια περιλαμβάνουν την έλλειψη δισκίων, διπλή σίτιση, σπασμένες κάψουλες, μαρμελάδες προϊόντων, και εσφαλμένα τοποθετημένα προϊόντα μέσα στην κοιλότητα της κυψέλης. Αυτά τα ζητήματα συχνά υποδεικνύουν προβλήματα προσαρμογής του τροφοδότη ή σφάλματα συγχρονισμού.
Πόσο συχνά πρέπει να συντηρείται μια φαρμακευτική μηχανή blister?
Οι περισσότεροι κατασκευαστές συνιστούν καθημερινό καθαρισμό και επιθεώρηση, εβδομαδιαίους ελέγχους λίπανσης και ευθυγράμμισης, και μηνιαία προληπτική συντήρηση για κρίσιμα εξαρτήματα όπως καλούπια, αισθητήρες, σταθμούς σφράγισης, και συστήματα κίνησης. Ένα πρόγραμμα προληπτικής συντήρησης συμβάλλει στη μείωση του απροσδόκητου χρόνου διακοπής λειτουργίας και στην παράταση της διάρκειας ζωής του μηχανήματος.
Τι προκαλεί ελαττώματα κοπής και διάτρησης της συσκευασίας blister?
Μπορεί να προκύψουν ελαττώματα κοπής λόγω φθαρμένων διατρήσεων, κακώς ευθυγραμμισμένες κοπτικές μήτρες, λανθασμένη πίεση κοπής, ή κακή καταχώρηση μεταξύ της σχηματισμένης κυψέλης και του φύλλου καλύμματος. Η τακτική επιθεώρηση εργαλείων και η επαλήθευση ευθυγράμμισης είναι σημαντικές για τη διατήρηση καθαρών κοπών.
Μπορεί τα προβλήματα του μηχανήματος με κυψέλες να επηρεάσουν τη συμμόρφωση με την GMP?
Ναί. Ελαττώματα συσκευασίας όπως αστοχίες σφράγισης, κενές κοιλότητες, λανθασμένη κωδικοποίηση, ή κατεστραμμένες συσκευασίες blister μπορεί να οδηγήσουν σε προβλήματα ποιότητας του προϊόντος και πιθανή μη συμμόρφωση με την ΟΠΠ. Η διατήρηση επικυρωμένων διαδικασιών και η πραγματοποίηση επιθεωρήσεων ρουτίνας είναι ζωτικής σημασίας για τους κατασκευαστές φαρμακευτικών προϊόντων.
Πώς μπορώ να μειώσω το χρόνο διακοπής λειτουργίας σε μια μηχανή συσκευασίας φαρμακευτικών blister?
Η καλύτερη προσέγγιση είναι η προληπτική συντήρηση. Αυτό περιλαμβάνει εκπαίδευση χειριστή, τακτικές επιθεωρήσεις εξοπλισμού, έγκαιρη αντικατάσταση φθαρμένων εξαρτημάτων, παρακολούθηση της διαδικασίας, και διατήρηση αποθέματος κρίσιμων ανταλλακτικών. Ο έγκαιρος εντοπισμός μικρών προβλημάτων μπορεί να αποτρέψει μεγάλες διακοπές παραγωγής.
Αναφορές:
1.Ε9(R1) Διαχείριση Ποιοτικού Κινδύνου —— Η.Π.Α. Υπηρεσία Τροφίμων και Φαρμάκων
2.Καινοτομίες συσκευασίας blister —— pharmtech.com
3.Επισκόπηση τεχνολογίας: Πώς να διαρρεύσετε τη συσκευασία blister —— pharmaceuticalonline.com
4.Βιωσιμότητα των blisters για φάρμακα σε μορφή δισκίου —— ScienceDirect
5.Μέθοδοι ανίχνευσης διαρροών για φαρμακευτικές συσκευασίες blister —— pharmaceutical-technology.com
6.Συχνά ελαττώματα φυσαλίδων σε φαρμακευτικές συσκευασίες —— pharmatimesofficial.com
7.Ανίχνευση παραβιάσεων ακεραιότητας σε μια σειρά από τύπους συσκευασίας φαρμακευτικών blister —— pharmaceuticalonline.com