Die richtige Verpackung ist für den Schutz von Produkten und Verbrauchern von entscheidender Bedeutung. Pharmaverpackung (auch Arzneimittelverpackung genannt) beinhaltet alle Container, Materialien, und Geräte, die Medikamente umschließen und schützen. Es stellt sicher, dass ein Medikament sicher bleibt, Von der Herstellung bis zur Lieferung stabil und kontaminationsfrei. Die aktuelle Good Manufacturing Practice der FDA (CGMP) Die Vorschriften erfordern, dass Prozesse und Geräte zur Arzneimittelverpackung strengen Qualitätskontrollen unterliegen. Im Gegensatz dazu, Lebensmittelverpackung schützt Lebensmittel vor Verderb und Kontamination, bietet Informationen zu Nährwerten und Inhaltsstoffen, und unterstützt den Vertrieb und die Markenbildung. Lebensmittelverpackungen müssen den Vorschriften zur Lebensmittelsicherheit entsprechen (z.B. FDA-Zulassungen für den Kontakt mit Lebensmitteln) und implementiert Lebensmittelsicherheitsprogramme wie HACCP, um Gefahren vorzubeugen. Zusamenfassend, Beide Systeme zielen darauf ab, Produkte sicher und korrekt zu kennzeichnen, Pharmaverpackungen unterliegen jedoch strengeren Sterilitäts- und Rückverfolgbarkeitsvorschriften, während bei Lebensmittelverpackungen die Barriereleistung im Vordergrund steht, Bequemlichkeit, und Verbraucherinformationen.

Pharmazeutische Verpackungen bestehen aus primär, sekundär, und Tertiärbereich Verpackungsschichten. Primärverpackung steht in direktem Kontakt mit der Droge (z.B. Blasen, Flaschen, Fläschchen, Ampullen) und stellt die erste Barriere gegen Feuchtigkeit dar, Licht, und Sauerstoff. Zum Beispiel, Starre Braunglasflaschen schützen lichtempfindliche Tabletten, während Aluminium–Kunststoff Blasenpackungen Verschließen Sie jede Dosis luftdicht, um die Wirksamkeit aufrechtzuerhalten. Sekundärverpackung gruppiert primäre Einheiten (z.B. Einlegen von Blisterpackungen oder Flaschen in bedruckte Kartons) und fügt Beschriftungsraum hinzu, Anweisungen, und Originalitätssiegel. Kartons polstern Produkte auch während des Transports. Tertiärverpackung Dabei handelt es sich um Großcontainer (Kisten, Kisten, Paletten) Wird für Lager und Transport verwendet. Jede Verpackungsebene hat Funktionen: Primär bildet der Dosierbehälter, Sekundär bietet Information und mäßigen Schutz, und der Tertiärbereich kümmert sich um die Massenlogistik.
Jinlupacking weist darauf hin, dass Arzneimittelverpackungen Medikamente enthalten müssen Stabil und steril, oft in kindersicher oder manipulationssicher Formate, bei der Übermittlung von Dosierungs- und Sicherheitsinformationen.

Lebensmittelverpackungen dienen dazu schützen, bewahren, und informieren. Die Hauptfunktionen bestehen darin, Lebensmittel frisch zu halten, Kontamination oder Verderb verhindern (durch Feuchtigkeit, Sauerstoff, Mikroben), und Bereitstellung von Nährwert-/Zutatenkennzeichnung und Branding. Zu den gängigen Verpackungsformaten für Lebensmittel gehören Flaschen und Gläser, flexible Beutel, Kartons, Dosen, Tabletts, und Filme. Zum Beispiel, Ketchup kann in wiederverschließbaren PET-Quetschflaschen oder Einzelportions-Folienbeuteln geliefert werden. Für Snacks werden häufig mehrschichtige Beutel oder Beutel aus Kunststoff/Folie verwendet, die ein ausgewogenes Verhältnis zwischen Kosten und ausreichender Feuchtigkeits-/Sauerstoffbarriere gewährleisten.
Obwohl beide Branchen versuchen, eine Kontamination zu verhindern, Lebensmittelverpackungen haben oft Vorrang Verbraucherfreundlichkeit und Kosten. Zum Beispiel, Lebensmittelbeutel verwenden einfache Folien und zielen auf Wiederverschließbarkeit oder leichtes Design ab, während Pharmazeutika möglicherweise schwerere Materialien für maximale Barriere und Haltbarkeit verwenden.

Unabhängig vom Produkttyp, Eine wirksame Verpackung muss gewährleistet sein:
Zum Beispiel, Jinlu weist auf pharmazeutische Verpackungsmaterialien hin (Glas, Plastik, Folie) werden aufgrund ihrer schützenden Eigenschaften ausgewählt, unter strengen Standards für Ungiftigkeit und Manipulationssicherheit. Lebensmittelverpackungen dienen auch dem Schutz (z.B. Kunststofffolie für Kartoffelchips) aber ein ausgewogenes Verhältnis zwischen Kosten und Marketingattraktivität bietet.
| Besonderheit | Pharmazeutische Verpackung | Lebensmittelverpackung |
| Primäre Ziele | Schützen Sie die Wirksamkeit und Sterilität von Arzneimitteln; verhindern Kontaminationen oder Verwechslungen. Achten Sie auf eine genaue Dosierung (Kalibrierung von Zählungen/Dosierungen). | Frische bewahren, Verderb verhindern, für Portionierung sorgen; vor Mikroben-/Keimkontamination schützen. Stellen Sie sicher, dass die Nährwert-/Allergeninformationen korrekt sind. |
| Regulatorische Standards | Strenge GMP-Konformität (FDA 21 CFR 210/211, EU GMP EudraLex Vol.4, ISO 15378). Der gesamte Verpackungsprozess wird validiert und dokumentiert. | Geregelt durch Lebensmittelsicherheitsvorschriften: FDA-Zulassungen für den Kontakt mit Lebensmitteln, HACCP (Voraussetzungsprogramme für sanitäre Bedingungen), und Standards wie BRCGS/ISO 22000. Etiketten gemäß FDA Food Labeling Guide vorab genehmigt. |
| Rückverfolgbarkeit | Hoch: Chargen-/Chargennummern auf jeder Verpackung, Serialisierung (einzigartige Barcodes) für Drogenstammbäume (z.B. DSCSA in den USA). Ermöglicht vollständige Rückverfolgbarkeit/Rückruf. | Mäßig: Chargen- oder Datumscodes für den Rückruf; In den meisten Regionen ist dies nicht für jedes Gerät erforderlich (außer Massencodes). Begrenzte Serialisierung (selten per Gesetz). |
| Manipulationsanwälte | Normalerweise ja: Sicherheitssiegel, Blisterfolie, die beim Öffnen deutlich zerbrochen ist, spezielle Kappen (kindersicher oder drogensicher). | Bei manchen Lebensmitteln oft ja (z.B. Dosen, Joghurtdeckel), aber viele Lebensmittelverpackungen haben einfache Siegel. Manipulationsanzeigefunktionen (Heißsiegel) häufig auf Gläsern und Deckeln. |
| Reinraum / Hygiene | Kritisch: Geräte häufig in kontrollierten Umgebungen (Reinräume) um Partikel/Mikroben zu vermeiden. Edelstahl (SUS316L) Oberflächen, HEPA-Filtration. | Hygienisches Design erforderlich, aber normalerweise von allgemeiner Lebensmittelqualität (kein Rost, einfaches Abwaschen) statt Reinräumen der Klasse 100K. Sanitärdesign zur Verhinderung einer Kreuzkontamination mit Allergenen oder Mikroben. |
| Validierung/QS | Obligatorische Gerätequalifizierung und Prozessvalidierung (IR/WH/PQ) gemäß FDA/EU-Vorschriften. Auf Sterilität und Konsistenz validierte Verpackungsprozesse. | Validierung im Sinne von HACCP: Kontrollieren Sie kritische Punkte. Die Ausrüstung wird gereinigt/inspiziert, aber formale Validierung (IQ/OQ) ist kein Standard. Der Schwerpunkt der Qualitätssicherung liegt auf Mikrobiologie und Allergenen. |
| Materialien | Pharmaqualität: z.B. Typ-I-Glas, medizinische Kunststoffe, Deckel aus Aluminiumfolie, Gummistopfen, Spezialblister. Auf extrahierbare/auslaugbare Stoffe getestet (um sicherzustellen, dass keine schädliche Migration stattfindet). | Lebensmittelecht: PE, HAUSTIER, PP, Aluminiumfolie, Pappe. Muss für den Kontakt mit Lebensmitteln von der FDA zugelassen sein. Geringere Reinheitsanforderungen als Pharma; Regulierungsschwerpunkt liegt auf Migrationsgrenzwerten und Allergenen. |
| Beschriftung | Detaillierte Etiketten: Arzneimittelname, Stärke, Dosierung, Warnungen, Charge/Los, Ablauf, Anweisungen. Vorschriften erfordern eine genaue Kennzeichnung und Überprüfung (z.B. NDC-Codes). Oft Kleingedrucktes. | Panel mit Nährwertangaben, Zutaten (nach Gewicht absteigend), Nettogewicht, Allergendeklarationen, Marke/Marketing. Muss FD erfüllen&Anforderungen des C-Gesetzes (Keine Vorabgenehmigung des Etiketts durch die FDA, aber strenge Formatrichtlinien). |
| Rückrufrisiko | Sehr hohe Einsätze: Jede Kontamination kann dem Patienten schaden. Rückrufe sind kostspielig und werden streng kontrolliert ( Die FDA schreibt fortlaufende Rückrufmitteilungen vor). Oftmals werden ganze Chargen gezogen. | Erhebliches Risiko (Vorfälle im Bereich der Lebensmittelsicherheit), aber der Aufprall ist typischerweise schmaler. Rückrufe konzentrieren sich auf bestimmte Lose; Verpackungsmüll wird eher toleriert. |
| Ausrüstungsstandards | Die Ausrüstung muss cGMP-konform sein: leicht zu reinigen/sterilisieren, rostfreie Oberflächen, minimierte Totzonen. Im Allgemeinen unter CIP (Clean-In-Place). Z.B. Blistermaschinen mit Vakuum, sterile Abfülllinien. | Sanitärdesign: Edelstahl, keine Bakterienfallen. CIP- oder Washdown-Optionen. Z.B. VFFS-Linien, Former, Füllstoffe, die den Hygienestandards des USDA/FDA entsprechen. Design konzentriert sich auf die Verhinderung von Verderb. |
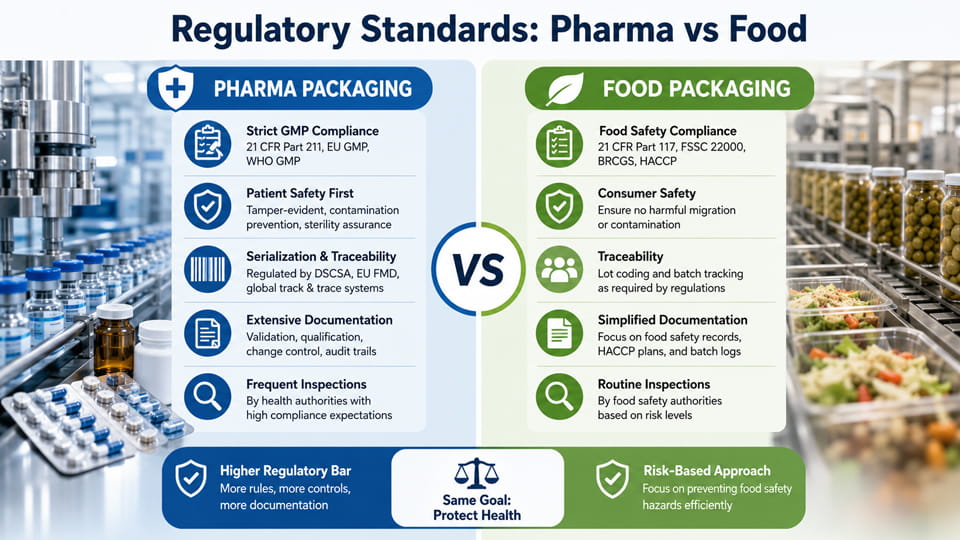
Diese Vergleiche verdeutlichen dies Pharmazeutische Verpackung ist viel stärker reguliert und kontrolliert. Zum Beispiel, Die cGMP-Richtlinien der FDA verlangen, dass Arzneimittelverpackungslinien validierte Prozesse und Materialien verwenden, die sich als sicher erwiesen haben. Im Gegensatz, Lebensmittelverpackung befolgt umfassende Hygiene- und Sicherheitskontrollen (HACCP-Voraussetzungsprogramme) statt einer Chargenvalidierung im pharmazeutischen Stil.

Pharmaverpackungen unterliegen den Vorschriften Pharmazeutische GMP-Vorschriften. In den USA, Titel 21 CFR-Teile 210–211-Set aktuelle gute Herstellungspraxis (CGMP) Anforderungen an die „Verpackung“ von Arzneimitteln (Verpackung). Das bedeutet Methoden, Kontrollen, Einrichtungen, und die zum Verpacken von Arzneimitteln verwendete Ausrüstung muss die Produktsicherheit und die angegebene Stärke gewährleisten. Europa nutzt EU-GMP (EudraLex Vol. 4) mit ähnlichen Regeln. Zusätzlich, ISO 15378:2017 ist ein globaler Standard, der ISO anwendet 9001 QMS-Grundsätze zu Primärverpackungsmaterialien für Arzneimittel. ISO 15378 befasst sich ausdrücklich mit der Kontaminationskontrolle, Risikominderung, und Einhaltung gesetzlicher Vorschriften bei der Herstellung von Verpackungsmaterialien.
Im Vergleich, Lebensmittelverpackungen müssen den Vorschriften zur Lebensmittelsicherheit entsprechen. Die FDA verlangt, dass alle Materialien, die mit Lebensmitteln in Berührung kommen, vorab zugelassen werden müssen (über Lebensmittelkontaktbenachrichtigung oder GRAS). Die Verpackungsausrüstung in Lebensmittelbetrieben folgt den Grundsätzen der Hygiene und Kontaminationsprävention gemäß HACCP und den Good Manufacturing Practices der FDA für Lebensmittel. Ein HACCP-Plan behandelt Geräte und Verpackungsmaterial Voraussetzungsprogramme - Zum Beispiel, Einrichtungen und Geräte müssen den hygienischen Gestaltungs- und Reinigungsverfahren entsprechen. Standards wie BRCGS-Verpackungsmaterialien oder ISO 22000 (Lebensmittelsicherheitsmanagement) gelten auch. Im Gegensatz zu Drogen, Lebensmitteletiketten und -verpackungen bedürfen keiner Vorabgenehmigung durch die Behörden, müssen aber den Kennzeichnungsvorschriften entsprechen (Zutaten, Ernährung, usw.) wenn auf dem Markt.
Zusammenfassend, Pharmazeutische Verpackungen sind gebunden vorschreibend Vorschriften (spezifische Richtlinien, Zertifikatsprüfungen), wohingegen Lebensmittelverpackungen geregelt sind präventiv Sicherheitssysteme (HACCP, GFSI-Standards) und Zulassungen für Lebensmittelkontaktmaterialien. Dieser Unterschied bestimmt viele Material- und Ausrüstungsentscheidungen (siehe Tabelle oben).
Verpackung Materialien abweichen: In pharmazeutischen Behältern wird häufig eine hohe Reinheit verwendet, inerte Substrate. Zu den gängigen Pharma-Primärverpackungen gehören: Glas vom Typ I Fläschchen (für Injektionen), Kunststoffe in Pharmaqualität (HDPE, PP, PETG), und mehrschichtige Laminate (Blisterpackungen aus PVDC/Alu-Folie). Diese werden so gewählt, dass keine auslaugbaren Stoffe vorhanden sind, die mit dem Medikament interagieren könnten. In der Tat, extrahierbare und auslaugbare Stoffe (Chemikalien, die aus Kunststoff/Folie austreten) sind ein großes Anliegen in der Pharmaindustrie. Arzneimittelhersteller müssen die Verpackung testen, um die Integrität des Behälterverschlusses sicherzustellen (CCI) und dass alle auslaugbaren Stoffe unterhalb der toxischen Schwellenwerte bleiben. Die Leitlinien der FDA empfehlen strenge CCI-Tests (z.B. Eintauchen in den Farbstoff, Druckabfall) für sterile parenterale Verpackungen, um einen versiegelten Schutz zu gewährleisten.
Verpackungsmaterialien für Lebensmittel (Polyethylen, Polypropylen, HAUSTIER, beschichteter Karton, Aluminium, usw.) werden auch auf Migration getestet (oft unter Vorschriften wie der EU-EG 1935/2004). Jedoch, Die Schwelle für Sicherheitstests ist im Allgemeinen niedriger als in der Pharmaindustrie. Zum Essen, die FDA überwacht ein „Inventory of Food Contact Substances“ – z.B. Alle Polymere und Tinten müssen von der FDA zugelassen sein. Lebensmittelverpackungen werden in der Regel keinen CCI-Tests unterzogen, da Sterilität nicht erforderlich ist; stattdessen, Es kann mikrobiellen Belastungstests für die Haltbarkeit oder Migrationstests für Zusatzstoffe unterzogen werden.
In der Praxis: Pharmaverpackungen fordert eine strengere Kontrolle der extrahierbaren/auslaugbaren Stoffe. ISO 15378 Beinhaltet ausdrücklich die Minderung des Kontaminationsrisikos für Glas, Plastik, Gummi, und Aluminiummaterialien, die in Medikamentenverpackungen verwendet werden. Lebensmittelverpackung Der Schwerpunkt liegt auf Barriereeigenschaften und der Einhaltung von Lebensmittelkontaktvorschriften, ermöglicht aber mehr Materialvielfalt (und sogar recycelter Inhalt) weil das Verschluckungsrisiko geringer ist und die Toxine auf sichere Expositionsniveaus reguliert werden. Zum Beispiel, Wasserflaschen (HAUSTIER) sind üblich, wohingegen Medikamente selten in nicht-pharmazeutischem Kunststoff abgefüllt würden.
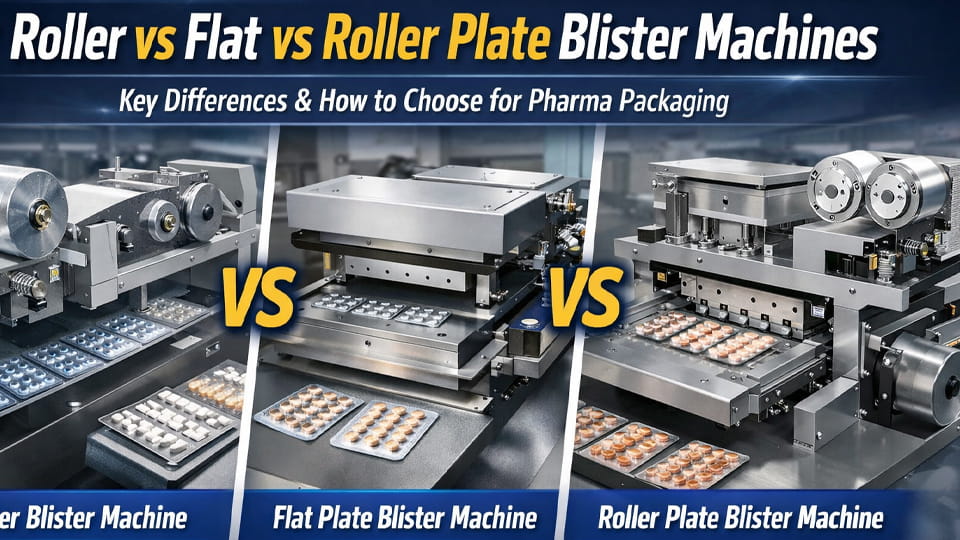
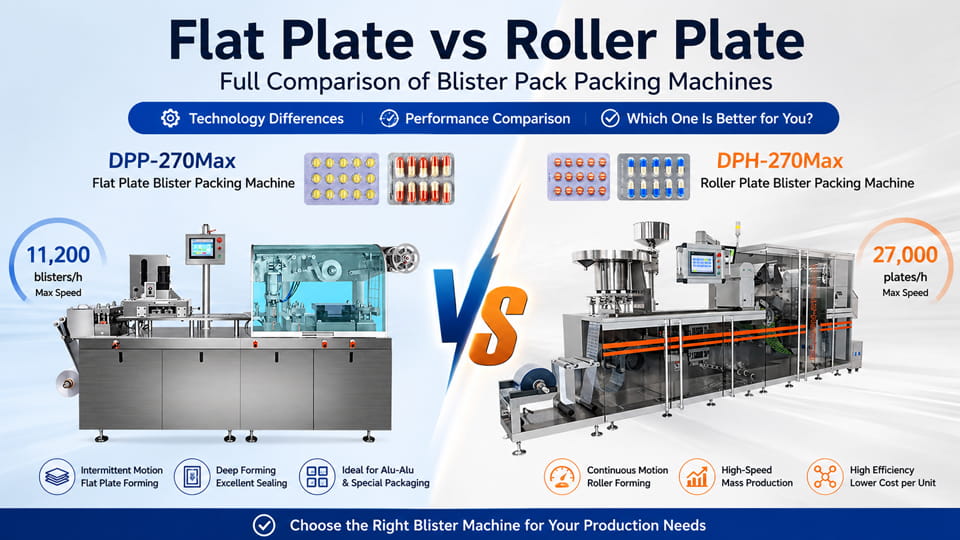
Die Maschinen selbst spiegeln diese Anforderungen wider. Pharmazeutische Verpackungsausrüstung müssen für GMP ausgelegt sein: Edelstahl (oft 316L), glatte Oberflächen, abgedichtete Antriebswellen, minimale Spalten, und einfache Reinigung. Sie sind häufig CIP-fähig und verfügen über HEPA-Filter für aseptische Bereiche. Zu den gängigen Pharmamaschinen gehören::
Im Gegensatz dazu, Lebensmittelverpackungsmaschinen sind hinsichtlich Volumen und Sauberkeit optimiert: Sie haben oft einen größeren Durchsatz (Tasche in Sekundenschnelle) und für eine schnelle Hygiene gebaut (CIP- oder Washdown-fähig). Zu den typischen Geräten zur Lebensmittelverpackung gehören::
Zum Beispiel, Die Verpackungsmaschinen für vorgefertigte Beutel von Jinlu sind vielseitig für Gummibärchen, Pulver oder Flüssigkeiten, und sind GMP-zertifiziert, Ce, FDA-Konformität. Im Gegensatz, Eine typische Snack-Food-Linie könnte einen mehrspurigen VFFS mit lebensmittelechten Komponenten verwenden.
Nachfolgend finden Sie ein einfaches Flussdiagramm, das verdeutlicht, wie ein Hersteller Verpackungsmaschinen basierend auf Produkttyp und Anforderungen auswählen kann:
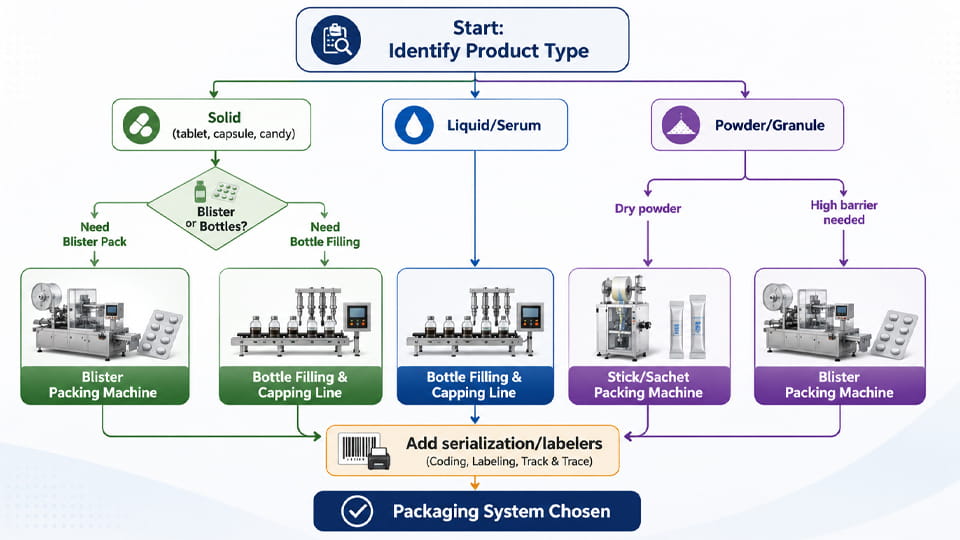
Dieser Fluss hebt hervor: Wählen Sie die Verpackung Format (Blister vs. Flasche vs. Beutel, usw.) basierend auf Produktform und Stabilitätsanforderungen, Wählen Sie dann die entsprechende Maschinenlinie aus. Zum Beispiel, Temperaturempfindliche Tabletten können die Verwendung von erhöhen Kaltformblasen statt Flaschen (um eine Sauerstoff-/Feuchtigkeitsbarriere zu gewährleisten).
In Design, Pharmamaschinen verfügen häufig über mehr Automatisierung für Reinigung und Rückverfolgbarkeit. Zum Beispiel, Füllstoffe für Injektionspräparate laufen unter Laminar-Flow-Hauben, während Lebensmittelförderer in einem Kühlraum offen laufen können. Beide müssen Hygienestandards erfüllen, aber die Strenge und Validierung unterscheiden sich.
Pharmazeutische Verpackungen erfordern eine äußerst präzise Etikettierung und Nachverfolgung. Auf jeder Arzneimittelpackung ist in der Regel der genaue Produktname angegeben, Stärke, Losnummer, Verfallsdatum, und manchmal einzigartige Seriencodes zur Sendungsverfolgung (z.B. unter den USA. DSCSA-Gesetz). Die Richtlinien der FDA haben für viele Medikamente die Serialisierung vorgeschrieben, Es sind eindeutige Barcodes auf den Einzelverpackungen erforderlich. Dadurch wird sichergestellt, dass eine zurückgerufene Charge jedem Artikel zugeordnet werden kann. Im Gegensatz dazu, Lebensmittelverpackungsetiketten müssen Zutatenlisten enthalten, Ernährungspanels, und Nettogewicht gemäß den FDA-Vorschriften, Eine Serialisierung einzelner Einheiten ist jedoch im Allgemeinen nicht erforderlich (außer vielleicht für bestimmte Ergänzungen oder Märkte).
Bei Arzneimitteln ist die Manipulationssicherheit ebenfalls höher – jede Blisterpackung oder jedes Fläschchen hat oft ein Siegel, das beim Öffnen zerstört wird. Jinlu weist darauf hin, dass serialisierte Barcodes und manipulationssichere Siegel auf jeder Einheit in der Pharmaindustrie zur Fälschungssicherheit Standard sind. Im Essen, Es werden manipulationssichere Bänder und Siegel verwendet (z.B. Sicherheitsringe an Limonadenflaschen, Induktionssiegel auf Kappen), Bei Einzelportionsnahrungsmitteln kommt es jedoch möglicherweise ausschließlich auf intakte Siegel an (wie Beutel-Heißsiegel) mit weniger formaler Serialisierung.
Rückverfolgbarkeitssysteme in der Pharmaindustrie sind digitaler (elektronische Chargenprotokolle, GMP-Dokumentation). Die Rückverfolgbarkeit von Lebensmitteln konzentriert sich auf Chargen und Herkunft (Denken Sie aus Sicherheitsgründen an „Vom Hof auf den Tisch“.) auf Verbraucherebene ist sie jedoch oft weniger granular. Zusammenfassend, Pharma Packaging investiert stark in die Serialisierungstechnologie der Linie (Drucken und Scannen von Barcodes), Bei Lebensmittellinien hingegen liegt der Schwerpunkt auf der Geschwindigkeit der Etikettierung und der Sicherstellung aller erforderlichen Informationen (z.B. Allergen-Symbole, Nährwertangaben) wird korrekt gedruckt.

Beide Branchen setzen auf umweltfreundlichere Verpackungen, aber die Treiber und Lösungen unterscheiden sich. In Pharmazeutika, Es gibt Bestrebungen, Abfall zu reduzieren und nach Möglichkeit recycelbare/biologisch abbaubare Materialien zu verwenden. Zum Beispiel, Hersteller prüfen Monomaterial Blisterfolien und Recyclingkarton für Sekundärverpackungen. Ein Trend besteht darin, gedruckte Papierbeilagen durch digitale Informationen zu ersetzen, um Papier zu sparen. Jedoch, Jede Änderung muss dennoch den Stabilitätsanforderungen entsprechen, Daher beginnen Innovationen oft in sekundären oder tertiären Schichten.
Im Essen, Nachhaltigkeit bedeutet oft leichte Verpackung, kompostierbare Materialien, und Reduzierung von Einwegplastik. Viele Regionen erlassen Gesetze gegen bestimmte nicht wiederverwertbare Stoffe. Vor allem, Gewürzbeutel (Folien-/Gewebebeutel) werden in einigen Märkten schrittweise abgeschafft 2030 zugunsten nachfüllbarer oder recycelbarer Alternativen. Auch große Lebensmittelmarken sind auf der Suche nach recycelbaren Monomaterialfolien. Beide Branchen legen Wert auf die Reduzierung des CO2-Fußabdrucks, Aber Pharmaunternehmen müssen ihre Umweltziele mit der vorrangigen Notwendigkeit des Produktschutzes in Einklang bringen.
(Sie): „Nachhaltigkeit ist ein großer Trend: Unternehmen entwerfen Verpackungen aus recycelbaren oder biologisch abbaubaren Materialien und reduzieren überschüssige Verpackungen. Zum Beispiel, Kartonpapiere bestehen mittlerweile häufig aus recycelten Materialien, und Monomaterialfolien werden für ein einfacheres Recycling ausgewählt.“
(Ketchup-Ratgeber): „Umweltbewusste Marken streben nach Feuerzeug, recycelbare Optionen. Tatsächlich, Einige Regionen verzichten sogar bis dahin auf Einweg-Gewürzbeutel 2030, Hersteller dazu drängen nachhaltige Beutel oder nachfüllbare Lösungen.”
Diese Trends bedeuten, dass sich auch die Ausrüstung anpassen kann: Maschinen, die recycelte Kunststoffe verarbeiten können, oder Linien, die für einfachere Materialwechsel konzipiert sind, werden immer wertvoller.

Bei der Auswahl von Geräten für Pharma- oder Lebensmittelverpackungen, Betrachten Sie die folgenden Faktoren:
In der Praxis, mit Herstellern zusammenarbeiten (wie Jinlu Packing) diese Faktoren zu analysieren. Zum Beispiel, Das Ingenieurteam von Jinlu kann eine empfehlen integrierte Flaschenbefüllung & Kartonierlinie für eine neue Ergänzung, oder ein modulare Beutelverpackungslösung für einen Spezialsirup.
Jinlu Packing ist auf schlüsselfertige Verpackungslösungen für Arzneimittel spezialisiert Und Lebensmittel/nutrazeutische Produkte. Unsere Maschinen sind so konzipiert, dass sie strenge GMP-Standards erfüllen (Ce, FDA, ISO-Zertifizierungen) und gleichzeitig Flexibilität bieten. Zu den wichtigsten Vorteilen gehören::
Mit 30+ Jahre Erfahrung in Pharmaverpackungsmaschinen, Branchenführer vertrauen auf Jinlu, wenn es um die Lieferung von Geräten geht sicher Und effizient verpackt Medikamente und Lebensmittel gleichermaßen. Kontaktieren Sie uns, um zu besprechen, wie unsere Maschinen funktionieren (wie Blisterverpackungsmaschinen, Zählmaschinen, Kartoniermaschinen, Beutelverpackung, oder Vorgefertigte Beutelfüller) können Ihre Produktionsziele erreichen.

Abschließend, Pharmaverpackung vs. Lebensmittelverpackung haben unterschiedliche Prioritäten, obwohl beide auf den Schutz von Produkten abzielen. Pharmaverpackungen orientieren sich an strengen GMP-Vorschriften und legen Wert auf Sterilität, Rückverfolgbarkeit, und Barriereintegrität. Lebensmittelverpackungen legen Wert auf Lebensmittelsicherheit (Vermeidung von Verderb/Gefahren) und Praktikabilität (kosten, Bequemlichkeit) gemäß HACCP und Lebensmittelkontaktvorschriften. Materialauswahl, Maschinendesign, und Kennzeichnung spiegeln diese Prioritäten wider: pharmazeutische Linien werden häufig in kontrollierten Umgebungen mit Serialisierung ausgeführt, während Lebensmittellinien Laufen Sie mit hoher Geschwindigkeit und hygienischem Design.
Indem wir diese Unterschiede verstehen, Verpackungsingenieure und Einkäufer können die richtigen Lösungen wählen. Zum Beispiel, Ein Arzneimittelhersteller könnte sich für eine Hochbarriere-Blisterlinie mit integrierter Serialisierung entscheiden, um die FDA- und EU-Vorschriften zu erfüllen. Ein Hersteller von Nahrungsmittelsnacks könnte sich aus Effizienzgründen für ein mehrspuriges VFFS entscheiden, Sicherstellen, dass die Filme von der FDA zugelassen sind. Beide finden passende Technik: Jinlu Packing bietet Maschinen für beide Welten, vom GMP-gerechten Blister bis hin zu flexible Beutelsysteme. Letztlich, Das Hauptziel jedes Verpackungssystems ist es, die Sicherheits- und Qualitätsanforderungen des Endprodukts zu erfüllen und gleichzeitig die Regeln der jeweiligen Branche einzuhalten.
Bei pharmazeutischen Verpackungen stehen strenge Sterilität und die Einhaltung gesetzlicher Vorschriften im Vordergrund. Dabei handelt es sich in der Regel um höhere Hürden, Materialien in medizinischer Qualität und manipulationssichere Funktionen zum Schutz von Arzneimitteln gemäß den cGMP-Regeln. Bei Lebensmittelverpackungen stehen Frische und Sicherheit im Vordergrund (Vermeidung von Verderb/Gefahren) gemäß HACCP und Lebensmittelkontaktvorschriften, häufig werden leichtere oder wiederverwertbare Materialien verwendet.
Das Gesetz zur Sicherheit der Arzneimittelversorgungskette (DSCSA) und ähnliche Gesetze erfordern eindeutige Seriennummern auf einzelnen Arzneimittelpackungen, um eine Rückverfolgung entlang der Lieferkette zu ermöglichen. Dies hilft, Arzneimittelfälschungen vorzubeugen und ermöglicht präzise Rückrufe. Für die meisten Lebensmittel bestehen solche Anforderungen nicht, Daher erfolgt die serialisierte Rückverfolgung bei Lebensmittelverpackungen im Allgemeinen nicht auf Einheitenebene.
Einige Maschinen (wie Blisterverpackungen oder Beutelfüller) kann bei ordnungsgemäßer Reinigung und Validierung in beiden Branchen eingesetzt werden. Zum Beispiel, Die Blistermaschinen von Jinlu verpacken sowohl Tabletten als auch Lebensmittelportionen (Marmeladen, Snacks) durch den Wechsel von Materialien und Einstellungen. Jedoch, Die Geräte müssen zwischen den Einsätzen gründlich desinfiziert werden und müssen möglicherweise aufgerüstet werden (wie zusätzliche HEPA-Filter oder GMP-Dokumentation) pharmazeutische Standards zu erfüllen.
In den USA, Alle Komponenten der Lebensmittelverpackung müssen von der FDA zugelassene Lebensmittelkontaktstoffe sein (FCS) vor der Vermarktung. Damit ist jeglicher Kunststoff gemeint, Beschichtung, Tinte, oder Klebstoffe, die mit Lebensmitteln in Kontakt kommen, müssen auf einer FDA-Liste stehen oder gemeldet werden. Etiketten und Verpackungen müssen außerdem den Lebensmittelkennzeichnungsvorschriften der FDA entsprechen (Zutatenliste, Nährwertangaben). Lebensmittelhersteller nutzen HACCP und GMP, um sichere Verpackungsprozesse zu gewährleisten.
Wählen Sie basierend auf Produkt- und Produktionsanforderungen. Vorgefertigte Beutelverpackungen verwenden vorgedrucktes Material, wiederverschließbare Beutel und eignen sich hervorragend für Spezialprodukte oder Produkte mit hoher Barriere (z.B. Vitamine, Säfte) mit schnellen Umstellungen. VFFS-Maschinen formen Beutel im laufenden Betrieb aus Rollfolie und zeichnen sich durch hohe Geschwindigkeit aus, Großserien von Standardprodukten (Snacks, Pulver) bei geringeren Materialkosten. Bewerten Sie Ihr Taschenformat, Durchsatzbedarf, und Flexibilitätsanforderungen zu entscheiden.
Referenzen:
1.Aktuelle gute Herstellungspraxis (CGMP) Vorschriften | FDA -- UNS. Lebensmittel- und Arzneimittelbehörde
2.21 CFR Teil 211 – Unterabschnitt G – Verpackungs- und Etikettierungskontrolle —— Institut für Rechtsinformation
3.Verpackung & Lebensmittelkontaktstoffe (FCS) -- UNS. Lebensmittel- und Arzneimittelbehörde
4.Gute Herstellungs- und Vertriebspraktiken —— Europäische Kommission
5.Aktuelle gute Herstellungspraktiken (CGMPs) für Lebensmittel und Nahrungsergänzungsmittel -- UNS. Lebensmittel- und Arzneimittelbehörde