Máy đóng gói vỉ là công việc chính của ngành dược phẩm – đúc các tấm nhựa hoặc nhôm thành túi và niêm phong các viên thuốc hoặc viên nang bên trong. Nhưng giống như bất kỳ thiết bị phức tạp nào, họ có thể gặp phải những trở ngại làm ngừng sản xuất. Các vấn đề thường gặp về máy phồng rộp bao gồm các mối hàn yếu hoặc bị rò rỉ, sâu răng sai lệch, túi rỗng (kẹt giấy hoặc bỏ lỡ nguồn cấp dữ liệu), và sự hao mòn của máy gây ra thời gian ngừng hoạt động. Như các chuyên gia trong ngành lưu ý, lỗi niêm phong là một trong những khiếm khuyết nghiêm trọng nhất bởi vì chúng trực tiếp làm tổn hại đến sự an toàn của thuốc. Trong thực tế, Về 90% của các khuyết tật phồng rộp tiêu chuẩn được rút gọn thành “Ba chữ T”: đặt sai Nhiệt độ, Thời gian, hoặc Căng thẳng trong quá trình.
Trong hướng dẫn này, chúng ta sẽ tìm hiểu từng vấn đề chính – tại sao nó xảy ra và cách khắc phục. Đến cuối, bạn sẽ có các bước rõ ràng và mẹo phòng ngừa để giúp máy ép vỉ của bạn hoạt động trơn tru (hoặc quyết định xem có cần giải pháp nâng cao hơn không).
Vấn đề 1: Niêm phong yếu hoặc không nhất quán
- Triệu chứng: Giấy bạc che phủ không liên kết hoàn toàn với các khoang đã hình thành. Bạn có thể thấy các vỉ thuốc nhuộm bị rò rỉ khi kiểm tra rò rỉ hoặc giấy bạc dễ bong ra. Một số con dấu có thể trông một phần hoặc có khoảng trống. Những khiếm khuyết này làm ảnh hưởng đến tính vô trùng và yêu cầu phải loại bỏ toàn bộ lô.
- Nguyên nhân: Thông số hàn nhiệt không chính xác là thủ phạm thông thường. Nếu nhiệt độ con dấu quá thấp, lớp dán nhiệt của giấy bạc sẽ không tan chảy và liên kết; quá cao, và màng nhựa có thể co lại hoặc cháy. Áp suất niêm phong không đồng đều (do các tấm bị cong vênh hoặc lò xo điều chỉnh sai) gây ra các khoảng trống cục bộ. Chất bẩn trên khuôn bịt kín – như cặn keo hoặc bụi máy tính bảng – ngăn cản sự tiếp xúc hoàn toàn. Giấy bạc kém chất lượng hoặc ẩm cũng tạo ra độ bám dính yếu.
- Giải pháp:
- Điều chỉnh nhiệt độ & Áp lực: Sử dụng nhiệt kế tiếp xúc để xác minh nhiệt độ tấm (đừng chỉ dựa vào kết quả đọc của máy). Thực hiện theo các hướng dẫn về vật liệu (ví dụ. 140–160°C đối với gói PVC/Alu). Tinh chỉnh ±2–5°C xung quanh điểm đặt trong khi chạy vòng đệm kiểm tra.
- Kiểm tra khuôn niêm phong: Làm sạch khuôn và tấm mỗi ca; loại bỏ chất kết dính hoặc cặn màng bằng isopropanol. Kiểm tra các vết trầy xước hoặc ăn mòn có thể gây rò rỉ. Thay thế hoặc mài lại khuôn nếu bị cong vênh.
- Tối ưu hóa quy trình: Đảm bảo áp suất đồng đều trên toàn bộ chiều rộng. Kiểm tra và thay thế con lăn áp lực hoặc lò xo bị mòn. Chỉ sử dụng chất lượng cao, giấy bạc khô – màng khô trước trong môi trường ẩm ướt (ví dụ. 40–60°C trong 30–60 phút). Ghi lại các thông số niêm phong và thực hiện các bài kiểm tra độ bền bong tróc thường xuyên để bắt trôi.
Ví dụ, trên dây chuyền vỉ PVC/Alu tiêu chuẩn, vùng bịt kín nhiệt tối ưu thường ở khoảng 150°C. Sai số ±3°C có thể giảm một nửa độ bền của phớt. Bằng cách hiệu chỉnh và ghi lại hồ sơ nhiệt độ, người vận hành có thể duy trì tính toàn vẹn của con dấu nhất quán.

Vấn đề 2: Hình thành không đúng cách (Sâu răng bị xẹp hoặc không đều)
- Triệu chứng: Các khoang vỉ nhựa định hình nhiệt bị biến dạng. Bạn có thể thấy những lỗ sâu răng quá nông, sụp đổ dưới sức nặng của máy tính bảng, hoặc có độ sâu không đồng đều và thành mỏng. Các túi không đều khiến máy tính bảng bị xê dịch, kích hoạt cảnh báo đếm lần lấp đầy hoặc dừng giữa chừng.
- Nguyên nhân: Trạm tạo hình phụ thuộc vào hệ thống sưởi và chân không đồng đều. Nếu tấm gia nhiệt không được hiệu chuẩn, nhiệt độ hình thành có thể trôi. Ngay cả một sai lệch nhỏ ±3°C trong tấm tạo màng PVC cũng gây ra sự thay đổi đáng kể về độ sâu khoang và độ dày thành. Các nguyên nhân khác bao gồm chân không yếu (bộ lọc bẩn, rò rỉ), chân cắm hỗ trợ bị mòn (nếu được sử dụng), hoặc bề mặt nấm mốc bị ô nhiễm (nhựa hoặc giấy bạc dính trên các khoang).
- Giải pháp:
- Xác minh nhiệt độ: Sử dụng nhiệt kế hồng ngoại hoặc nhiệt kế tiếp xúc đã được hiệu chỉnh trên tấm tạo hình. Điều chỉnh bộ điều khiển PID nếu bề mặt tấm lệch hơn ~2°C so với điểm đặt. Chạy thử nghiệm ngắn với các sản phẩm mục tiêu và chỉnh phim để xác nhận sự hình thành khoang sâu hoàn toàn.
- Bảo trì hệ thống chân không: Kiểm tra đầu ra bơm chân không và đường chân không. Làm sạch hoặc thay thế bộ lọc chân không thường xuyên. Đảm bảo các kênh chân không trong khuôn không bị cản trở.
- Kiểm tra và làm sạch khuôn: Lau sạch các tấm khoang mỗi ca để loại bỏ cặn màng. Kiểm tra các chân cắm (nếu có) để định thời gian chính xác – phích cắm bị mòn hoặc đặt sai thời gian có thể làm sập khoang bằng cách nhấn quá sớm. Thay thế các phích cắm hoặc ống lót cam bị mòn nếu các điểm tiếp xúc của phích cắm bị đóng phim sớm.
- Sử dụng phim phù hợp: Xác minh rằng bạn đang sử dụng đúng loại và độ dày màng cho khuôn của mình. Lô màng mới có thể cần nhiệt độ hơi khác do hàm lượng chất làm dẻo.
Mẹo: Lưu giữ các cài đặt hình thành được ghi lại theo lô phim và xác định lại bất cứ khi nào thay đổi vật liệu để tránh các vấn đề về vết phồng rộp.
Vấn đề 3: Phim bị rách hoặc nhăn
- Triệu chứng: Trong hoặc sau khi hình thành, màng nhựa (PVC/PVDC hoặc PET) hoặc lớp giấy bạc bị rách, vết nứt, hoặc lỗ kim. Ở phía đối diện, bạn có thể thấy các nếp nhăn hoặc túi khí dưới lớp giấy bạc đậy nắp. Những điều này dẫn đến rò rỉ gói hàng hoặc khiếm khuyết về mặt thẩm mỹ.
- Nguyên nhân: Nhiệt độ quá cao hoặc căng thẳng là nghi phạm chính. Nếu nhiệt độ tạo hình hoặc hàn kín quá cao, phim có thể bị mềm và giãn quá mức, làm cho nó mỏng hoặc rách. Tương tự như vậy, độ căng màng không đều (từ việc kiểm soát thư giãn kém hoặc con lăn bị lệch) gây ra nếp nhăn và thậm chí rách khi mạng bị kéo. Nhiệt độ tăng đột ngột hoặc làm mát bị lỗi cũng có thể làm phim yếu đi.
- Giải pháp:
- Tối ưu hóa nhiệt độ: Đảm bảo nhiệt độ hình thành/niêm phong nằm trong thông số kỹ thuật cho phim của bạn. Ví dụ, giảm nhiệt độ vùng nếu bạn thấy màng bị hư hỏng nhất quán. Sử dụng hệ thống sưởi theo vùng (cao hơn ở trung tâm, thấp hơn ở các cạnh) để tránh điểm nóng.
- Điều chỉnh độ căng và căn chỉnh: Kiểm tra cài đặt độ căng thư giãn. Lực căng của cuộn giấy bạc phải đủ chặt để giữ phẳng nhưng không quá chặt để gây căng cho màng. Kiểm tra căn chỉnh dẫn hướng con lăn – ngay cả dẫn hướng lệch một chút cũng có thể tạo ra sóng. Thay thế vòng bi bị mòn trên con lăn hoặc cánh tay vũ công.
- Sử dụng Xử lý phim đúng cách: Đảm bảo phim được lưu trữ và điều hòa trước đúng cách. Lau bề mặt màng để loại bỏ bụi trước khi chạy. Cân nhắc làm nóng trước màng PVC/PET trong thời gian ngắn ở khu vực có độ ẩm cao. Sử dụng các nhà cung cấp phim được chứng nhận để tránh lỗi vật liệu.
*Ví dụ: Cách khắc phục phổ biến đối với nếp nhăn của giấy bạc là điều chỉnh phanh trên trục giấy bạc. Phanh cao hơn một chút có thể làm phẳng các nếp nhăn bằng cách giảm độ chùng của giấy bạc. Giữ cảm biến căng thẳng (vũ công) trong tình trạng tốt – thay vòng bi trước khi chúng bị mòn.
Vấn đề 4: Lỗi nạp sản phẩm (Nguồn cấp dữ liệu sai, Nguồn cấp dữ liệu đôi, Mứt)
- Triệu chứng: Máy tính bảng hoặc viên nang có thể bị thiếu ở một số túi (khoang trống), hoặc một số túi có hai sản phẩm (thức ăn đôi). Ngoài ra, cầu nối máy tính bảng hoặc kẹt trong khay hoặc kênh nạp, gây ra tình trạng dừng liên tục. Trong trường hợp nặng, dòng có thể dừng do cảnh báo lỗi nguồn cấp dữ liệu.
- Nguyên nhân: Các vấn đề về nguồn cấp dữ liệu xuất phát từ sự không khớp giữa tốc độ nguồn cấp dữ liệu và chỉ mục máy, hoặc từ chính cơ chế trung chuyển. Nếu chổi hoặc bộ rung chạy quá nhanh so với chỉ số, máy tính bảng có thể bỏ túi hoặc xếp chồng lên nhau. Tĩnh cao (ví dụ. điều kiện ẩm ướt) có thể khiến các viên thuốc dính vào nhau hoặc dính vào phễu. Đường ray cấp liệu bị mòn hoặc gờ trên khuôn cũng có thể làm kẹt sản phẩm, trong khi mảnh vụn còn sót lại trong khay nạp có thể làm cho viên thuốc bị lệch hướng.
- Giải pháp:
- Đồng bộ hóa bộ nạp: Hiệu chỉnh lại tốc độ nạp để phù hợp với chu kỳ chỉ số vỉ mỗi lần thay đổi. Lưu ý tỉ lệ chính xác cho từng lô sản phẩm. Nếu sử dụng bộ nạp nhiều đầu hoặc bộ nạp theo dõi, đảm bảo nó cân bằng và không bị cản trở.
- Kiểm soát độ ẩm/tĩnh: Giữ độ ẩm tương đối của khu vực sản xuất ở khoảng 40–60%. Nếu việc bắc cầu vẫn tồn tại, lắp chổi chống tĩnh điện hoặc sử dụng điều hòa trong phễu. Làm sạch các bộ phận nạp trước mỗi lần chạy.
- Kiểm tra dụng cụ và bộ nạp: Kiểm tra đĩa cấp dữ liệu, rầy, và hướng dẫn về hao mòn hoặc hư hỏng có thể bám vào máy tính bảng. Thay thế bất kỳ cạnh bị sứt mẻ hoặc sắc nét. Dọn sạch mảnh vụn sản phẩm khỏi đường dẫn nguyên liệu. Sử dụng kiểm tra trực quan (ví dụ. một cảm biến máy ảnh) để xác minh từng khoang được lấp đầy nếu GMP cho phép.
Ghi chú:* Dây chuyền ép vỉ thường có máy dò khoang rỗng gần trạm hàn. Tuy nhiên, mục tiêu là để ngăn chặn ** trống - ví dụ. nếu một khoang trống, nó thường có nghĩa là bộ cấp nguồn được cấp nước ngược dòng. Việc điều chỉnh bộ nạp thường xuyên và kiểm tra cảm biến giúp loại bỏ những lỗi này.

Vấn đề 5: Túi vỉ rỗng (Sản phẩm bị thiếu)
- Triệu chứng: Vỉ thành phẩm không có viên hoặc viên nang bên trong khoang – vẫn được bịt kín bằng giấy bạc. Những điều này phải được phát hiện và loại bỏ. Các khoảng trống giả cho thấy có vấn đề về đồng bộ hóa nguồn cấp dữ liệu.
- Nguyên nhân: Về cơ bản, túi trống là một loại lỗi cho ăn. Chúng xảy ra khi máy cấp liệu không thả sản phẩm vào khoang đã định hình. Lý do bao gồm: sản phẩm không được thoát ra khỏi máng ăn (bám tĩnh, sai thời điểm), kẹt giấy làm bật sản phẩm, hoặc phễu chạy trống trong giây lát. Lỗi cảm biến cũng có thể gây ra sai số (ví dụ. cảm biến quang không đếm được sản phẩm).
- Giải pháp:
- Thời gian nạp: Đảm bảo bộ nạp được hiệu chỉnh để mỗi khoang sẽ có chính xác một đơn vị. Kiểm tra xem bàn chải hoặc bộ nạp trục vít có nạp chính xác một mảnh trong mỗi chu kỳ không.
- Xác minh cảm biến: Sử dụng máy ảnh tầm nhìn hoặc bộ tách sóng quang sau bộ nạp để ghi lại mọi khoảng trống trong thời gian thực. Thường xuyên kiểm tra và làm sạch cảm biến để tránh đọc sai.
- Giải quyết các vấn đề về bộ nạp gốc: Nếu tình trạng trống rỗng vẫn tiếp diễn, kiểm tra máy cấp liệu (như trong vấn đề 4). Đôi khi một thay đổi nhỏ về kích thước/hình dạng máy tính bảng yêu cầu phải điều chỉnh lại cài đặt bộ nạp rung.
Mẹo thiết thực:Ghi lại tất cả các sự cố túi trống trong bản ghi lô của bạn. Nếu xảy ra nhiều lần trống, dừng đường dây và xử lý tình trạng kẹt giấy ngay lập tức. Việc trống thường xuyên có thể báo trước cần phải căn chỉnh lại nguồn cấp dữ liệu chính.
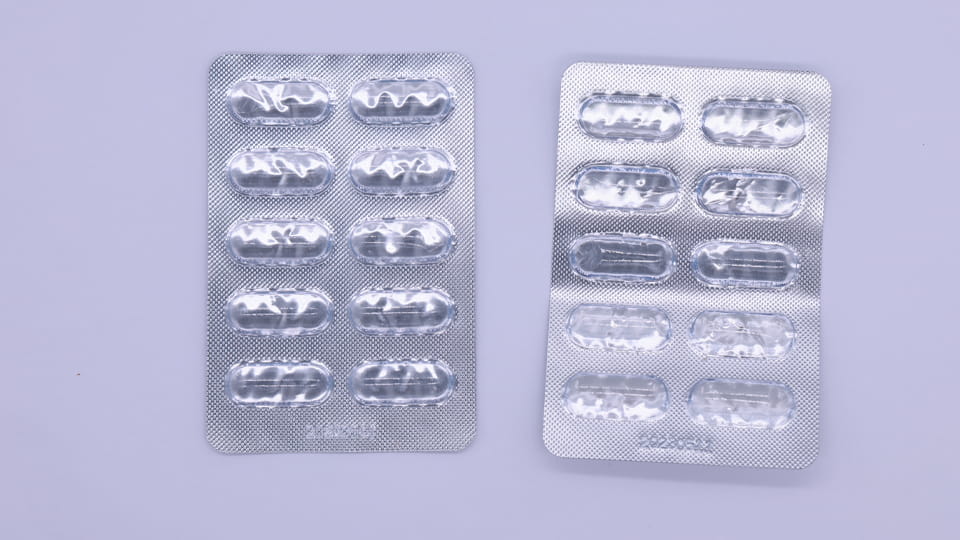
Vấn đề 6: Lá nhôm nhăn
- Triệu chứng: Lá kim loại (thường là Alu hoặc PVDC) xuất hiện nếp nhăn hoặc nhàu trên gói thành phẩm, đặc biệt là gần các cạnh. Các gói hàng có thể trông không mịn hoặc giấy bạc thậm chí có thể bị bong ra cục bộ.
- Nguyên nhân: Các nếp nhăn thường xuất hiện do độ căng hoặc căn chỉnh của giấy bạc không đồng đều. Nếu lưới giấy bạc quá lỏng lẻo (căng thẳng thư giãn thấp) nó sẽ không nằm phẳng trên các khoang trước khi bịt kín. Ngược lại, lực căng quá chặt có thể làm căng và nhăn giấy bạc ở khu vực bịt kín. Con lăn giấy bạc hoặc con lăn kéo không thẳng hàng (không song song với thẻ) tạo nếp gấp. Áp lực không đều trên chiều rộng (ví dụ, do tấm đệm hơi bị cong vênh) cũng có thể khiến một mặt của giấy bạc bịt kín không đúng cách, nhăn phần thừa.
- Giải pháp:
- Cân bằng căng thẳng: Điều chỉnh phanh giấy bạc hoặc kiểm soát độ căng để giấy bạc được dạy nhưng không bị căng quá mức. Tinh chỉnh ở đây thường loại bỏ được hầu hết các nếp nhăn.
- Kiểm tra căn chỉnh: Xác minh rằng cuộn giấy bạc vuông góc với hướng kéo. Đảm bảo tất cả các con lăn dẫn hướng và kéo đều song song và bằng phẳng. Trên một số máy, căn chỉnh các dấu đăng ký trên giấy bạc có thể giúp căn giữa nó.
- Kiểm tra thành phần: Thay thế bất kỳ con lăn căng hoặc bộ làm lệch hướng nào bị mòn. Hướng dẫn đơn giản: sau khi bị kẹt giấy bạc hoặc thay cuộn, chạy thử chậm và quan sát quá trình xếp giấy bạc. Điều chỉnh trước khi chạy hết tốc lực.
*Lưu ý của chuyên gia: Trong một nghiên cứu xử lý sự cố gần đây, Độ căng màng không nhất quán có liên quan đến nhiều nếp nhăn của giấy bạc. Ngay cả đường kính của cuộn giấy bạc cũng ảnh hưởng đến độ căng – việc tiêu chuẩn hóa lõi cuộn sẽ giúp. Đối với nếp nhăn nghiêm trọng, xem xét nâng cấp lên hệ thống phản hồi kiểm soát độ căng.
Vấn đề 7: Vỉ/Phim bị sai lệch (Lỗi đăng ký)
- Triệu chứng: Các vết phồng rộp và giấy bạc không khớp với nhau – bạn thấy các khe hoặc bản in nằm lệch tâm. Khuôn cắt có thể đục nhầm một số lỗ sâu răng, hoặc mã lô in bị thiếu khe giấy bạc. Tỷ lệ phế liệu tăng lên khi nhiều túi chồng lên nhau hoặc bị cắt một phần.
- Nguyên nhân: Phim bị lệch (còn được gọi là lỗi theo dõi) bắt nguồn từ tiến độ phim không nhất quán. Như JinluPacking ghi chú, căng thẳng thư giãn không đồng đều giữa các cuộn khiến web bị lệch. Một cuộn phim hoặc hướng dẫn vũ công bị mòn có thể khiến phim trôi đi. Thư giãn nhiều cuộn mà không có độ căng đồng bộ cũng gây ra những thay đổi nhỏ. Nếu sử dụng bánh răng đăng ký, dấu đăng ký sai hoặc trình theo dõi camera có thể mất đồng bộ. Động cơ bị trượt hoặc đai lỏng trong cơ cấu kéo sẽ mất đồng bộ, cũng vậy.
- Giải pháp:
- Hiệu chỉnh theo dõi: Sau mỗi lần thay đổi cuộn hoặc hoán đổi dụng cụ, kiểm tra trước phim với dấu đăng ký. Quy tắc 4 giờ: kiểm tra trước bước phim vài giờ một lần trên đường dây tốc độ cao. Điều chỉnh vị trí cánh tay căng hoặc vũ công cho đến khi dấu vẫn thẳng hàng.
- Khắc phục phản hồi căng thẳng: Thay thế vòng bi bị mòn trên cánh tay vũ công (chúng có thể gây ra sự chậm trễ trong việc kiểm soát căng thẳng). Nếu có thể, thiết lập bộ điều khiển lực căng PID. Ngoài ra, mỗi lần chỉ sử dụng một cuộn thư giãn trên các vết phồng rộp đòi hỏi độ chính xác cao.
- Kiểm tra cơ khí: Đảm bảo rằng tất cả các con lăn (nhảy, hướng dẫn, người lười biếng) được tự do chơi và song song. Siết chặt đai truyền động và kiểm tra động cơ servo. Cảm biến tiệm cận bị lỗi trên bộ mã hóa kéo cũng có thể báo cáo vị trí phim sai.
*Bối cảnh: Việc căn chỉnh sai không chỉ tạo ra phế liệu mà còn có thể chặn đường dây (cú đấm ùn tắc). phòng ngừa: tích hợp hệ thống thị giác hoặc cảm biến đánh dấu để báo động ở độ lệch nhỏ trước khi đấm. Bảo trì tốt các thiết bị căn chỉnh là chìa khóa.
Vấn đề 8: Lỗi in và mã hóa
- Triệu chứng: Sau khi đóng gói, giấy bạc của vỉ thuốc có thể khó đọc, mất tích, hoặc mã lô bị mờ, ngày hết hạn, hoặc đồ họa. Có thể nhìn thấy bản in không đầy đủ hoặc bị nhòe trên lá nhôm hoặc giấy in phun mực.
- Nguyên nhân: Các lỗi này thường nằm ngoài khuôn hình cơ học và do hệ thống mã hóa trên dây chuyền gây ra.. Thủ phạm phổ biến bao gồm: thời gian kém giữa chuyển động của máy và kích hoạt in, mực khô hoặc đầu in bị mòn, hoặc trục lăn in bị lệch. Nhiệt độ hoặc bụi trong môi trường cũng có thể ảnh hưởng đến việc sử dụng mực. Trong hệ thống servo, lỗi đồng bộ giữa bộ truyền động in và chuyển động của phim gây ra lỗi in. Một số máy in sử dụng phần đính kèm trên trục lăn – nếu không được bảo đảm, nó trượt.
- Giải pháp:
- Bảo trì máy in: Làm sạch đầu in (hoặc lưỡi bác sĩ cho máy in nhiệt) hằng ngày. Thay băng mực hoặc lọ mực khi sắp hết mực. Làm theo hướng dẫn của OEM về khoảng thời gian bảo trì.
- Kiểm tra cảm biến: Đảm bảo cảm biến đầu dòng hoặc bộ mã hóa kích hoạt in được hiệu chỉnh. Ví dụ, nếu một mã lô xuất hiện trên mỗi vỉ thứ 5, xác minh máy nhìn thấy đúng dấu trên giấy bạc và kích hoạt vào đúng thời điểm.
- Sử dụng Xác minh thị lực: Một bước đơn giản là chạy mẫu gói được mã hóa thông qua máy quét hoặc hệ thống thị giác. Bằng cách đó bạn sẽ phát hiện được mã bị thiếu/sai ngay lập tức.
- Điều chỉnh phòng ngừa: Trong những căn phòng GMP bụi bặm, đóng tủ máy in. Một số dây chuyền thêm chức năng thổi hoặc lau ngay trước khi in để loại bỏ bụi màng lạc.
*Ghi chú: Mặc dù không phải lúc nào cũng máy móc, độ tin cậy mã hóa là rất quan trọng để tuân thủ. Máy đóng vỉ Jinlu hỗ trợ các thiết bị mã hóa tiêu chuẩn và cho phép tích hợp dễ dàng việc kiểm tra thị lực trên dây chuyền.
Vấn đề 9: Khiếm khuyết đục lỗ và cắt
- Triệu chứng: Các tấm vỉ cuối cùng có cạnh nhám, vết cắt không đầy đủ, hoặc các gờ loe trên nhựa. Một số lỗ chỉ có thể được đục một phần, xé thẻ. Điều này khiến thẻ không thể kiểm tra trực quan hoặc bị chia tách.
- Nguyên nhân: Mô-đun đục lỗ phải sắc nét và căn chỉnh tốt. Lưỡi/khuôn dập cùn hoặc mòn sẽ không cắt hoàn toàn, dẫn đến vệt hoặc khoảng trống không đầy đủ. Nếu khoảng hở khuôn (khoảng cách giữa cú đấm và khuôn) không còn thông số kỹ thuật, dải sẽ không tách biệt rõ ràng. Theo thời gian, Lò xo đục lỗ/vũ nữ thoát y bị mất độ căng, khiến dải thải dính và rách. Khối khuôn cũng có thể dịch chuyển nếu khung máy hoặc bu lông bị lỏng.
- Giải pháp:
- Thay thế dụng cụ bị mòn: Kiểm tra các cạnh lưỡi dao cứ sau vài trăm giờ. Các cạnh sắc nét là rất quan trọng. Nếu bạn thấy bất kỳ góc tròn hoặc mảnh vụn nào, mài lại hoặc thay thế dụng cụ.
- Điều chỉnh khoảng trống: Đo khe hở đột lỗ bằng thước đo cảm biến. Đối với hầu hết các thiết lập vỉ, khoảng hở khoảng 0,1–0,2 mm. Thu hẹp nếu cú đấm bị bỏ qua; mở rộng nếu quá chật. Sau khi điều chỉnh, chạy thử nghiệm cho đến khi dải giấy thải rơi ra sạch sẽ.
- Bảo trì các bộ phận của vũ nữ thoát y: Thay lò xo tấm gạt phôi theo lịch trình (ví dụ. cứ sau 1000 giờ) để đảm bảo dải chất thải được đẩy ra hoàn toàn. Như cảnh báo, Sự đứt dải lặp đi lặp lại thường báo hiệu lò xo bị mòn hoặc các vấn đề về độ sâu của khuôn.
- Làm sạch và căn chỉnh: Giữ trạm đấm sạch sẽ. Mảnh kim loại hoặc chất kết dính cứng có thể làm kẹt các mũi khoan. Xác minh rằng đầu chày và khuôn có hình vuông và chày nằm ở tâm trong hốc.
*Sửa nhanh: Nếu bạn nhận thấy gờ, dừng lại ngay lập tức và kiểm tra khe hở khuôn. Các gờ thường biểu thị mức giảm dung sai 0,02–0,05 mm. Chỉnh sửa khe hở thường sửa chữa gờ.
Vấn đề 10: Thời gian ngừng hoạt động thường xuyên (Các vấn đề về bảo trì và tích hợp)
- Triệu chứng: Đường phồng rộp dừng lại nhiều lần vì nhiều lý do khác nhau: báo động xuất hiện, lỗi cảm biến, hoặc thông báo “lỗi không xác định”. Những sửa chữa nhỏ dường như có thể giải quyết được một điểm dừng, chỉ để gặp một người khác ngay sau đó. Thời gian hoạt động chung của thiết bị thấp.
- Nguyên nhân: Thời gian ngừng hoạt động thường xuyên thường là vấn đề về bảo trì hoặc tích hợp hệ thống. Thiếu bảo trì phòng ngừa theo lịch trình (Thủ tướng) cho phép hao mòn nhỏ trở thành hư hỏng. Các thành phần như cảm biến, máy sưởi, thắt lưng, và thủy lực sẽ trôi đi nếu không được kiểm tra thường xuyên. Cũng, như một chuyên gia đã quan sát, qua 60% thời gian ngừng hoạt động của dây chuyền sản xuất vỉ là do lỗi tích hợp của nhiều nhà cung cấp - tức là., giao tiếp không nhất quán giữa các mô-đun. Nếu vết phồng rộp của bạn trước đây, trung chuyển, và punch là các nhãn hiệu khác nhau có PLC riêng biệt, một cảnh báo nhỏ được đồng bộ hóa sai có thể xếp chồng lên nhau.
- Giải pháp:
- Chương trình bảo trì phòng ngừa: Thành lập hàng ngày, hàng tuần, và danh sách kiểm tra hàng tháng (xem bảng dưới đây). Ví dụ, khuôn niêm phong sạch sẽ hàng ngày, hiệu chỉnh nhiệt độ hàng tuần, kiểm tra dụng cụ hàng tháng. Ghi lại mọi lần kiểm tra. đề nghị làm sạch bề mặt bịt kín mỗi 250 giờ và thực hiện chẩn đoán đầy đủ mỗi 500 giờ. Tuân theo hướng dẫn sử dụng thiết bị và lịch bảo trì GMP.
- Đào tạo vận hành: Đảm bảo người vận hành biết cách khắc phục các lỗi nhỏ và phát hiện các dấu hiệu cảnh báo sớm (tiếng động bất thường, sự trôi dạt trong tỷ lệ phế liệu). Khuyến khích họ ghi lại bất kỳ cảnh báo kỳ lạ hoặc vấn đề nhỏ nào.
- Chiến lược phụ tùng thay thế: Giữ các phụ tùng quan trọng (cảm biến, lò xo, thắt lưng, chết) tại chỗ để giảm thời gian sửa chữa. Đối với dòng nhiều nhà cung cấp, hãy cân nhắc chuyển sang giải pháp một nguồn để tránh các vấn đề bắt tay PLC.
- Nâng cấp đường dây: Nếu lỗi giao tiếp xảy ra thường xuyên, đầu tư vào một dòng vỉ tích hợp (Dây chuyền của Jinlu được thiết kế với điều khiển PLC thống nhất) để loại bỏ sự không phù hợp về giao thức.
*Quan trọng: Thời gian ngừng hoạt động ngoài kế hoạch là tốn kém nhất. Trên một dòng được xác nhận, một sự dừng lại bất ngờ có thể có nghĩa là phải tái thẩm định. Bằng cách tuân thủ lịch trình bảo trì được ghi lại (ngay cả nhật ký đơn giản hàng ngày về nhiệt độ và kiểm tra vỏ), nhiều điểm dừng ngẫu nhiên có thể được ngăn chặn.
Danh sách kiểm tra bảo trì phòng ngừa
Bảo trì thường xuyên là cách “khắc phục” tốt nhất nhiều vấn đề về máy ép vỉ. Phát triển một danh sách kiểm tra:
| Tính thường xuyên |
Nhiệm vụ bảo trì chính |
| Hằng ngày (Sự thay đổi) |
– Lau và làm sạch khuôn, niêm phong chết, và khay thức ăn. – Kiểm tra các bộ phận chuyển động (thắt lưng, máy quay) do hao mòn hoặc hư hỏng. – Kiểm tra bộ lọc và dầu của hệ thống chân không. <Br>- Xác minh các thiết bị bảo vệ an toàn và cảm biến có hoạt động không. – Chạy chu trình kiểm tra nhanh để đảm bảo các chức năng cơ bản (hình thức, cho ăn, niêm phong) vận hành. |
| hàng tuần |
– Làm sạch hoàn toàn tấm gia nhiệt và dụng cụ (phim màu). – Bôi trơn tất cả các vòng bi, dây chuyền, và đường trượt theo hướng dẫn của nhà sản xuất. – Hiệu chỉnh cảm biến nhiệt độ và áp suất; xác minh điểm đặt lò sưởi. – Kiểm tra các kết nối điện và thắt chặt các dây bị lỏng. – Kiểm tra khe hở chày và khuôn; làm sắc nét hoặc điều chỉnh khi cần thiết. |
| hàng tháng |
– Máy làm sạch sâu: tháo nắp và làm sạch các bộ phận bên trong (bánh răng, động cơ). – Kiểm tra và thay thế các bộ phận bị mòn: VÍ DỤ., Vòng chữ O, thắt lưng, lò xo. – Thực hiện hiệu chuẩn đầy đủ: phim trước, người cho ăn, niêm phong. – Cập nhật phần mềm/chương trình cơ sở (nếu có thể). – Xem lại nhật ký cảnh báo và nhật ký bảo trì để biết các sự cố tái diễn. – Đào tạo lại nhân viên về bất kỳ quy trình mới nào. |
Thực hiện theo các nhiệm vụ PM này sẽ kéo dài tuổi thọ dụng cụ, ổn định thông số máy, và nắm bắt các vấn đề trước khi chúng gây ra lỗi. Tất cả quy định của GMP các nhà máy dược phẩm nên ghi lại các hoạt động này để tuân thủ.
Lựa chọn máy ép vỉ dược phẩm đáng tin cậy
Ngăn ngừa sự cố bắt đầu bằng thiết bị phù hợp. Khi đánh giá máy ép vỉ (cho các dây chuyền mới hoặc trang bị thêm), tìm kiếm các tính năng làm giảm chế độ lỗi:
- Thiết kế GMP: Máy có kết cấu bằng thép không gỉ, bề mặt dễ lau chùi, và băng tải vệ sinh. Ít kẽ hở hơn có nghĩa là ít tích tụ ô nhiễm hơn (có thể gây kẹt giấy hoặc bịt kín các khuyết tật).
- servo và tự động hóa: Bộ chỉ mục và bộ cấp dữ liệu điều khiển bằng servo cung cấp khả năng kiểm soát chính xác. Ví dụ, Dòng DPP của Jinlu sử dụng động cơ servo để đồng bộ hóa việc tạo hình, cho ăn, và cắt, giảm thiểu việc cung cấp sai và trôi dạt đăng ký.
- Hệ thống cho ăn chính xác: Bộ cấp liệu rung hoặc chổi tích hợp với các điều chỉnh tinh tế và cảm biến thị giác giúp duy trì tính nhất quán của cấp liệu.
- Hiệu suất niêm phong ổn định: Tìm kiếm thiết kế đĩa hâm với áp suất đồng đều. Máy Jinlu có khuôn niêm phong mô-đun và các điểm làm sạch dễ tiếp cận, làm cho việc bảo trì khuôn nhanh chóng.
- Chất lượng dụng cụ: Khuôn hợp kim nhôm chất lượng cao (giống như thép khuôn GCR-15 của Jinlu với 5+ năm cuộc sống) chống mài mòn. Đồng thời đảm bảo dụng cụ có thể dễ dàng thay thế (Jinlu tự hào có tính năng thay khuôn trong 15 phút).
- Ủng hộ & Dịch vụ: Chọn nhà cung cấp có sự hỗ trợ toàn cầu. Jinlu cung cấp dịch vụ tại chỗ trên toàn thế giới và giao phụ tùng thay thế nhanh chóng, điều quan trọng khi rủi ro ngừng hoạt động cao.
Và tất nhiên, đảm bảo mọi máy đều có tài liệu nội bộ tốt và phản hồi cảm biến về các thông số quan trọng (nhật ký nhiệt độ, màn hình căng thẳng). Ví dụ, của Jinlu Máy ép vỉ DPP-180pro (4,800/sản lượng giờ) Và DPP-270Max (11,200/giờ Alu-Alu/PVC) được xây dựng để sử dụng dược phẩm. Chúng có tính năng điều chỉnh dễ dàng và các bộ phận điện tuân thủ cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Phần kết luận & Các bước tiếp theo
Hầu hết các lỗi dây chuyền đóng gói vỉ là có thể dự đoán và phòng ngừa được. Bằng cách quan sát các dấu hiệu cảnh báo – chẳng hạn như vết xước nổi lên từ các nếp nhăn hoặc độ bền bong tróc của vòng đệm – các đội bảo trì có thể hành động sớm. Hiệu chuẩn nhiệt độ thường xuyên, căng thẳng, và tính thời gian theo danh sách kiểm tra của chúng tôi để tránh việc dừng đột ngột. Và việc đầu tư vào một chiếc máy ép vỉ chất lượng cao sẽ mang lại kết quả xứng đáng: thiết bị được thiết kế tốt (chẳng hạn như dòng DPP điều khiển bằng servo của Jinlu) vốn sẽ giảm nhiều chế độ vấn đề.
Sẵn sàng giải quyết cơn đau đầu về máy đóng vỉ của bạn? Nói chuyện với Bao bì Jinlu để được tư vấn chuyên môn và thiết bị đáng tin cậy. Nhóm của chúng tôi có thể giúp bạn chọn máy ép vỉ (Alu-PVC hoặc Alu-Alu) và thiết lập kế hoạch bảo trì phù hợp với nhu cầu sản xuất của bạn. Ghé thăm Jinlu's Máy đóng gói vỉ dòng DPP hoặc liên hệ với chúng tôi để có giải pháp tùy chỉnh ngay hôm nay.
Câu hỏi thường gặp về sự cố máy ép vỉ dược phẩm
Các vấn đề máy vỉ phổ biến nhất trong sản xuất dược phẩm là gì?
Các vấn đề phổ biến nhất của máy đóng vỉ bao gồm khả năng bịt kín kém., khuyết tật hình thành mụn nước, túi vỉ rỗng, lỗi cho ăn máy tính bảng, giấy bạc nhăn, sự lệch lạc, vấn đề mã hóa, khuyết tật cắt, và thời gian ngừng hoạt động của máy bất ngờ. Những vấn đề này có thể ảnh hưởng đến chất lượng bao bì, hiệu quả sản xuất, và tuân thủ quy định nếu không được giải quyết kịp thời.
Tại sao máy ép vỉ của tôi không được niêm phong đúng cách?
Niêm phong kém thường là do nhiệt độ niêm phong không chính xác, không đủ áp lực, dụng cụ niêm phong bị mòn, bề mặt niêm phong bị ô nhiễm, hoặc vật liệu đóng gói không tương thích. Hiệu chuẩn thường xuyên và bảo trì định kỳ có thể giúp đảm bảo chất lượng phốt phù hợp.
Nguyên nhân khiến các vết phồng rộp hình thành không đều?
Các lỗ phồng rộp không đều thường là kết quả của nhiệt độ hình thành không chính xác, chân không hoặc áp suất không khí không đủ, khuôn bị hư hỏng, hoặc chất lượng phim không nhất quán. Xác nhận quy trình thích hợp và kiểm tra dụng cụ là điều cần thiết để duy trì tính nhất quán của khoang.
Làm thế nào tôi có thể ngăn chặn các túi vỉ rỗng trong quá trình đóng gói?
Túi vỉ rỗng thường xảy ra do vấn đề đồng bộ hóa việc cho ăn, sản phẩm bị trả lại, thành phần cho ăn bị mòn, hoặc lỗi cảm biến. Hiệu chuẩn máng ăn thường xuyên, hệ thống kiểm tra tầm nhìn, và thiết lập máy phù hợp có thể giảm đáng kể các lỗi túi rỗng.
Tại sao lá nhôm bị nhăn khi đóng gói vỉ?
Giấy bạc bị nhăn thường do độ căng của màng không đúng, con lăn lệch, áp suất niêm phong không đồng đều, hoặc xử lý vật liệu kém. Điều chỉnh độ căng của giấy bạc và đảm bảo căn chỉnh máy phù hợp có thể giúp loại bỏ nếp nhăn và cải thiện hình thức gói hàng.
Các dấu hiệu của vấn đề cho ăn máy đóng gói vỉ là gì?
Các dấu hiệu thường gặp bao gồm thiếu máy tính bảng, cho ăn đôi, viên nang vỡ, ùn tắc sản phẩm, và đặt sản phẩm không đúng vị trí trong khoang vỉ. Những sự cố này thường biểu thị sự cố điều chỉnh bộ nạp hoặc lỗi đồng bộ hóa.
Máy vỉ dược phẩm nên được bảo trì thường xuyên như thế nào?
Hầu hết các nhà sản xuất đều khuyến nghị vệ sinh và kiểm tra hàng ngày, kiểm tra bôi trơn và căn chỉnh hàng tuần, và bảo trì phòng ngừa hàng tháng cho các bộ phận quan trọng như khuôn mẫu, cảm biến, trạm niêm phong, và hệ thống truyền động. Chương trình bảo trì phòng ngừa giúp giảm thời gian ngừng hoạt động ngoài dự kiến và kéo dài tuổi thọ của máy.
Nguyên nhân gây ra lỗi cắt và đục lỗ vỉ?
Lỗi cắt có thể xảy ra do chày bị mòn, khuôn cắt bị lệch, áp lực cắt không chính xác, hoặc sự đăng ký kém giữa vỉ hình thành và lá bọc. Việc kiểm tra dụng cụ thường xuyên và xác minh căn chỉnh là rất quan trọng để duy trì các vết cắt sạch sẽ.
Sự cố của máy vỉ có thể ảnh hưởng đến việc tuân thủ GMP không?
Đúng. Các khiếm khuyết về bao bì như lỗi niêm phong, khoang trống, mã hóa không chính xác, hoặc vỉ bị hư hỏng có thể dẫn đến các vấn đề về chất lượng sản phẩm và khả năng không tuân thủ GMP. Duy trì các quy trình được xác nhận và thực hiện kiểm tra định kỳ là rất quan trọng đối với các nhà sản xuất dược phẩm.
Làm cách nào để giảm thời gian ngừng hoạt động trên máy đóng gói vỉ dược phẩm?
Cách tiếp cận tốt nhất là bảo trì phòng ngừa. Điều này bao gồm đào tạo người vận hành, kiểm tra thiết bị thường xuyên, thay thế kịp thời các bộ phận bị mòn, giám sát quá trình, và duy trì một kho dự trữ các phụ tùng thay thế quan trọng. Xác định sớm các vấn đề nhỏ có thể ngăn chặn sự gián đoạn lớn trong sản xuất.
Tài liệu tham khảo:
1.Q9(R1) Quản lý rủi ro chất lượng -- CHÚNG TA. Cục Quản lý Thực phẩm và Dược phẩm
2.Đổi mới bao bì vỉ --pharmtech.com
3.Tổng quan về công nghệ: Cách kiểm tra rò rỉ bao bì vỉ —— dược phẩm trực tuyến.com
4.Tính bền vững của vỉ đối với thuốc ở dạng viên —— Khoa học trực tiếp
5.Phương pháp phát hiện rò rỉ cho gói vỉ dược phẩm —— dược phẩm-công nghệ.com
6.Các khuyết tật về vỉ thường gặp trong bao bì dược phẩm -- pharmatimesofficial.com
7.Phát hiện vi phạm về tính toàn vẹn trong nhiều loại gói vỉ dược phẩm —— dược phẩm trực tuyến.com