
Em fabricação farmacêutica, a compressão do comprimido parece simples na superfície – o pó entra, comprimidos saem. Mas qualquer pessoa que já trabalhou com uma prensa para comprimidos sabe que a realidade é muito diferente. Pequenas mudanças no fluxo de grânulos, nível de umidade, condição de ferramental, ou a velocidade da máquina pode criar rapidamente problemas de qualidade que retardam a produção e aumentam o desperdício.
Questões como limite, furando, escolhendo, variação de peso, ou dureza fraca do comprimido são comuns durante a compressão do comprimido. Esses problemas não afetam apenas a aparência do produto, mas também pode afetar a precisão da dosagem, desempenho de dissolução, eficiência de embalagem, e conformidade regulatória. Em um ambiente de produção movimentado, mesmo um pequeno problema de compactação pode levar à rejeição de lotes, tempo de inatividade da máquina, e custos extras de manutenção.
Para gerentes de produção, equipes de compras, e compradores de equipamentos farmacêuticos, compreender as causas básicas por trás desses problemas de compressão do tablet é importante. A boa notícia é que a maioria dos defeitos de compressão são evitáveis quando a formulação, processo de granulação, ferramentas, e os parâmetros da prensa de comprimidos funcionam juntos corretamente. Neste artigo, veremos os mais comuns problemas de compactação do tablet na fabricação farmacêutica, explique por que eles acontecem, e compartilhar maneiras práticas de resolvê-los. Quer você opere um prensa rotativa para comprimidos de alta velocidade ou gerencie uma linha completa de produção de tablets, essas dicas de solução de problemas podem ajudar a melhorar a qualidade do tablet e reduzir interrupções de produção.

A compressão de comprimidos é uma etapa crítica na fabricação de produtos farmacêuticos de doses sólidas, onde formulações em pó ou grânulos são preenchidas em matrizes e compactadas em comprimidos usando punções e alta pressão. A maioria das linhas de produção usa prensas rotativas para comprimidos, que possuem múltiplas estações em uma torre rotativa. Cada estação abriga um soco superior, um soco mais baixo, e um dado. O processo normalmente envolve duas etapas: pré-compressão (uma leve força de pré-enchimento que prepara o pó) e compressão principal (a alta força final que forma o comprimido).

Os fabricantes também devem considerar a qualidade da formulação e da granulação. Por exemplo, um bom fluxo de pó é essencial para o enchimento uniforme da matriz. Os grânulos são frequentemente dimensionados (E.G.. <20% do diâmetro da matriz) para evitar a segregação. A mistura em pó geralmente contém APIs, ligantes, lubrificantes, e intensificadores de fluxo para ajudá-lo a comprimir adequadamente e ejetar do ferramental. Mesmo após a compressão, um despoeirador ou polidor de comprimidos é frequentemente usado para remover finos e melhorar a aparência dos comprimidos. Na prática, depois que os comprimidos saem da prensa, um máquina de despoeiramento de tablet instalado entre a prensa e a linha de revestimento/embalagem vibrará e aspirará poeira solta e fragmentos, garantindo limpeza, comprimidos sem poeira.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
Durante a compressão do tablet, vários defeitos podem surgir. Abaixo cobrimos os problemas mais frequentes, suas causas típicas, e soluções práticas.
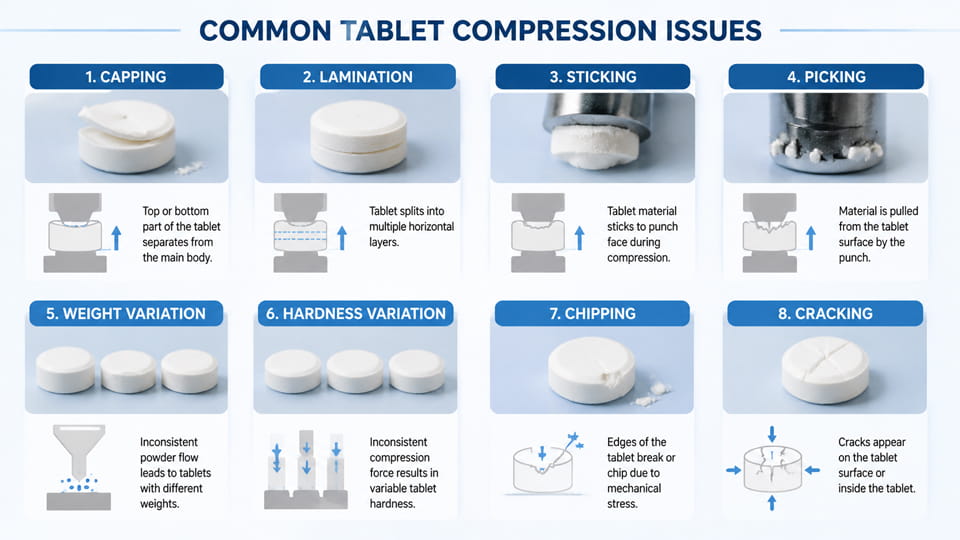
Como é: O limite ocorre quando o topo (ou inferior) de um tablet quebra, aparecendo como uma “tampa” que se separou do corpo principal do comprimido. Laminação ocorre quando um comprimido se divide em duas ou mais camadas horizontais. Ambos os defeitos geralmente significam que o comprimido não se uniu totalmente durante a compressão.
Causas Comuns: A limitação geralmente resulta de aprisionamento de ar e má ligação de partículas. Quando os punções comprimem o pó, bolsas de ar na parte superior ou no meio da matriz podem impedir a consolidação adequada. Alta velocidade da torre (curto tempo de permanência) e uma força de compressão muito alta pode agravar este problema. Além disso, ingredientes elásticos ou de densidade muito baixa (E.G.. alguns elásticos) pode “retornar” após a compressão, fazendo com que as camadas se separem. Pouco aglutinante ou umidade muito baixa na granulação também enfraquecem a ligação entre partículas.
Soluções: Para evitar capeamento e laminação, ajudar a escapar do ar preso e melhorar a ligação. Usando perfis cônicos de punção/matriz permite a ventilação do ar com mais facilidade. Desacelerando a torre (aumentando o tempo de permanência) ou adicionar uma leve força de pré-compressão empurra mais material para dentro da matriz antes da compactação final. Reduzir ligeiramente a força de compressão principal também pode evitar compressão excessiva. Verifique a umidade e o aglutinante do comprimido: adicionando um toque a mais de umidade durante granulação úmida ou aumentar o conteúdo do aglutinante pode melhorar a ligação. Resumindo, ajuste do formato do punção/matriz e parâmetros de prensa (e substituição de ferramentas desgastadas) permite que o ar preso escape e reduz bastante o nivelamento.
Como é: A aderência acontece quando o pó adere à face do punção, deixando um depósito de material ou uma face incompleta do comprimido. Picking é uma forma de colagem que ocorre em torno de logotipos ou marcações em relevo; o design elevado no perfurador agarra o pó, deixando um defeito no tablet. Ambos resultam em tablets com faces ásperas e, às vezes, bordas faltando.
Causas Comuns: Alta fricção ou pegajosidade entre o pó e o punção é o principal culpado. Muitas vezes isso é desencadeado por excesso de umidade ou alta umidade. Se os grânulos estiverem muito úmidos ou a sala de compressão estiver úmida, partículas podem se formar na face do punção. Da mesma maneira, lubrificante insuficiente na mistura significa que nada está ajudando o pó a escapar dos punções. Se a força de compressão for muito baixa, os comprimidos podem estar subcomprimidos e grudar; por outro lado, força muito alta pode aquecer ligeiramente o pó e torná-lo pegajoso.
Soluções: Melhore a liberação e reduza a adesão. Primeiro, manter adequado controle ambiental: desumidifique a área da prensa, se necessário, e mantenha a umidade dos grânulos dentro das especificações. Certifique-se de que a mistura contém lubrificante suficiente (normalmente 0,5–2% de estearato de magnésio ou similar) e misture bem (mas não excessivamente) então as partículas são revestidas. Faces de soco polonesas regularmente para remover arranhões, e considere aplicar um polidor adequado ou um revestimento antiaderente. Se a aderência persistir, tente pequenos ajustes de parâmetros: às vezes, um pequeno aumento na velocidade de impressão (menor tempo de contato) ou uma diminuição na força de compressão pode ajudar a ejetar os comprimidos antes de grudar.
Como é: Os comprimidos devem ter peso uniforme dentro de especificações rígidas. Quando a variação de peso é alta, comprimidos do mesmo lote saem visivelmente leves ou pesados, arriscando inconsistência de dose.
Causas Comuns: A variação excessiva geralmente decorre de enchimento inconsistente da matriz. As prensas rotativas normalmente dosam por volume, portanto, qualquer alteração na densidade aparente do pó ou na dinâmica de enchimento causa mudanças de peso. Problemas comuns incluem baixa fluidez (levando a pontes ou alimentação irregular), segregação de pós mistos (partículas grossas enchendo mais rápido), ou uma estrutura de alimentação desgastada/desalinhada (dando um suprimento irregular de pó). Operar a prensa muito rápido pode piorar isso, pois não dá tempo suficiente para que cada dado seja preenchido..
Soluções: Melhore o fluxo de pó e a consistência da alimentação. Otimize a granulação para obter uma granulação homogênea, mistura fluida. Adicionar deslizadores (E.G.. sílica coloidal) ou agentes antiaglomerantes para reduzir a aderência e a formação de pontes. Ajuste as configurações da estrutura de alimentação e instale defletores na tremonha para controlar o fluxo. Considere usar punções de alimentação forçada (onde o punção inferior sobe para preencher ativamente a matriz) ou enchimento assistido por vácuo se o pó for lento. Diminuindo a velocidade da torre (dando mais tempo de preenchimento) muitas vezes reduz a variação. Resumidamente, garantir que cada matriz receba consistentemente a mesma quantidade de pó – isso pode significar alterar o mecanismo de alimentação ou a velocidade da prensa.
Como é: Dureza (ou força de ruptura) é a resistência de um comprimido ao esmagamento. Se os comprimidos forem muito moles, eles podem lascar, quebrar, ou exibir alta friabilidade (desmoronar facilmente). Se for muito difícil, eles podem resistir ao revestimento ou dissolver lentamente. Testes de friabilidade (caindo comprimidos e medindo a perda de peso) muitas vezes revelam lascas ou pó nas bordas.
Causas Comuns: A dureza é controlada principalmente por força de compressão e formulação. Baixa força de compressão ou pouco ligante resulta macio, comprimidos frágeis. Por outro lado, força excessivamente alta pode criar comprimidos muito duros que quebram ou resistem à desintegração. Por exemplo, uma fonte da indústria observa que a força de ejeção muito alta (da sobrecompressão) pode levar a comprimidos muito duros, causando rachaduras ou desintegração lenta. A variação no peso do comprimido também causa variação na dureza: comprimidos mais leves são mais finos/mais macios, os mais pesados, mais grossos/mais duros.
Soluções: Ajustar compactação e vinculação. Ajuste a compressão principal para atingir a dureza alvo (geralmente medido em um testador de dureza). Modifique a formulação: adicionando ou otimizando um fichário (E.G.. PVP, HPMC, ou amido) aumenta a ligação entre partículas. Controlar a umidade dos grânulos, já que grânulos ligeiramente úmidos geralmente produzem comprimidos mais fortes (mas cuidado com o excesso de umidade). Substitua as lâminas ejetoras gastas e garanta uma ejeção suave; um golpe de ejeção brusco pode quebrar comprimidos. Se a friabilidade for alta, verifique se os comprimidos estão muito fracos – você pode precisar de um pouco mais de força de compressão ou de mais aglutinante. Equilíbrio é fundamental: procure comprimidos duros o suficiente para sobreviver ao manuseio, mas não tão duros que falhem nos testes de dissolução.
Outros defeitos podem ocorrer. Lascas ou rachaduras nas bordas muitas vezes acontece se os comprimidos se expandirem repentinamente após a ejeção ou se as matrizes estiverem planas. Impressões duplas (imagens fantasmas) normalmente resultam de ferramentas soltas ou repetição mecânica do punção. Manchas ou variação de cor (em comprimidos não revestidos) pode ocorrer se os excipientes coloridos segregarem. Muitas vezes, eles estão relacionados às causas acima: por exemplo, lascas nas bordas podem resultar de compressão excessiva ou grânulos muito secos, e resolvê-lo pode envolver um pequeno ajuste de lubrificante ou aglutinante.
Na prática, uma abordagem estruturada de solução de problemas é útil. Por exemplo, pare a impressora quando um defeito aparecer e revise quaisquer alterações recentes (como novos lotes, velocidade alterada, ou manutenção). Verifique as ferramentas e as condições de operação, e corrija um fator de cada vez. Muitos fabricantes traçam parâmetros-chave (peso do comprimido, grossura, dureza, etc.) em tempo real para que eles vejam o surgimento de tendências. Inspeção visual de comprimidos (acabamento superficial, bordas) também é fundamental. Este método sistemático – observe, isolar, ajustar – restringe rapidamente a causa raiz.
Vários fatores upstream influenciam os resultados da compressão:
Manutenção adequada da prensa de comprimidos também é fundamental. Uma máquina bem conservada – limpa, lubrificado, e calibrado – tem muito menos probabilidade de produzir defeitos. Substitua punções e matrizes desgastadas antes que elas prejudiquem a qualidade da pastilha. Documente um cronograma de limpeza regular (removendo o acúmulo de pó) e garantir que os técnicos verifiquem as configurações antes de cada execução.

A adoção de medidas preventivas robustas mantém os defeitos afastados:
Fluxograma da sereia: Uma árvore de decisão que ilustra como diagnosticar defeitos do tablet verificando parâmetros específicos (tipo de defeito → causa provável → ação corretiva).

Defeitos de compressão do tablet, como capping, furando, variação de peso, e friabilidade são desafios comuns, mas podem ser gerenciados de forma eficaz. Cada problema geralmente decorre das propriedades da formulação, configurações da máquina, ou fatores ambientais. Identificando metodicamente a causa raiz – e depois ajustando os parâmetros da impressora, granulação de refino, controlando a umidade, e manter o equipamento em perfeitas condições – os fabricantes podem corrigir defeitos. Verificações regulares em processo (peso do comprimido, dureza, grossura, etc.) captará tendências cedo. A aplicação dessas práticas recomendadas ajuda a garantir que os tablets que saem da impressora atendam consistentemente aos padrões de qualidade, reduzindo o desperdício e satisfazendo as expectativas regulatórias.
Se você estiver enfrentando problemas como tablet travando, limite, variação de peso, ou dureza instável do comprimido, a direita equipamento de compressão de comprimidos e a configuração da produção podem fazer uma enorme diferença. No Embalagem Jinlu, ajudamos os fabricantes farmacêuticos e nutracêuticos a melhorar a qualidade dos comprimidos com soluções confiáveis prensas rotativas para comprimidos, soluções de compressão personalizadas, e suporte técnico profissional.
Esteja você atualizando uma linha de produção existente ou planejando um novo projeto de fabricação de tablets, nossa equipe pode ajudá-lo a escolher a prensa de comprimidos certa com base no seu tipo de produto, requisitos de saída, e padrões GMP. Explore nosso soluções para prensas de comprimidos ou entre em contato conosco hoje para discutir os desafios de compressão do seu tablet com nossa equipe de engenharia.
Os problemas mais comuns de compactação em tablets incluem limitação, laminação, furando, escolhendo, variação de peso, problemas de friabilidade, e dureza inconsistente do comprimido. Esses problemas geralmente estão ligados à qualidade dos grânulos, configurações da máquina, condição de ferramental, ou fatores ambientais.
A tampa do comprimido acontece quando a parte superior ou inferior de um comprimido se separa após a compressão. As causas comuns incluem ar preso, grânulos excessivamente secos, aglutinante insuficiente, velocidade excessiva da máquina, ou força de compressão incorreta. Configurações adequadas de granulação e pré-compactação podem ajudar a reduzir o limite.
A aderência ocorre quando o material da formulação se fixa às faces do punção ou às paredes da matriz durante a compressão do comprimido. Picking é um tipo específico de colagem que geralmente afeta logotipos em relevo ou perfurações gravadas. Alto teor de umidade, lubrificação insuficiente, superfícies de ferramentas ásperas, e ingredientes pegajosos são causas comuns.
A variação de peso é frequentemente causada por um fluxo deficiente de pó, enchimento inconsistente da matriz, ou velocidade instável do alimentador. Melhorando a fluidez dos grânulos, controlando a distribuição do tamanho das partículas, e otimizar as configurações do alimentador pode ajudar a manter o peso consistente dos comprimidos durante a produção.
A dureza do comprimido afeta diretamente a durabilidade do produto, desempenho da embalagem, tempo de desintegração, e comportamento de dissolução. Comprimidos muito moles podem quebrar durante o manuseio, enquanto comprimidos excessivamente duros podem dissolver-se muito lentamente. A força de compressão adequada e o design de formulação balanceado são essenciais para o controle estável da dureza.
A qualidade dos grânulos desempenha um papel importante no desempenho da compressão do tablet. Grânulos com baixa fluidez, tamanho de partícula irregular, umidade excessiva, ou baixa compressibilidade pode levar a defeitos como aderência, limite, e variação de peso. A granulação de alta qualidade melhora a consistência do comprimido e a eficiência da produção.
A temperatura e a umidade dentro da sala de compressão afetam significativamente a qualidade do comprimido. A alta umidade pode aumentar os problemas de aderência, enquanto condições excessivamente secas podem causar friabilidade ou nivelamento. Muitos fabricantes mantêm níveis de umidade controlados para estabilizar o desempenho da compressão dos comprimidos.
Os punções e matrizes de comprimidos devem ser inspecionados e mantidos regularmente para evitar defeitos e garantir uma produção estável. Ferramentas gastas ou danificadas podem causar aderência, aparência ruim do tablet, peso inconsistente, e aumento do tempo de inatividade. Programações de manutenção preventiva são fortemente recomendadas para linhas de produção farmacêutica.
Melhorar a eficiência da compressão de comprimidos geralmente requer uma combinação de formulação otimizada, granulação adequada, configurações estáveis da máquina, operadores treinados, e manutenção regular do equipamento. Monitoramento em tempo real do peso do tablet, dureza, e a espessura também ajudam a detectar problemas antecipadamente, antes que afetem grandes lotes de produção.
Referências:
1.DEFEITOS DE FABRICAÇÃO DE COMPRIMIDOS – UMA REVISÃO —— Jornal de Entrega de Medicamentos e Terapêutica (JDDT)
2.Colagem e colheita na compressão de comprimidos farmacêuticos: Uma análise do Consórcio IQ —— Ciência Direta
3.Sistema de qualidade farmacêutica ICH Q10 – Diretriz científica —— Agência Europeia de Medicamentos
4.Lubrificação em formulações de comprimidos —— Biblioteca Nacional de Medicina
5.Resolvendo aderência e seleção no design do tablet —— Tecnologia Farmacêutica
6.Avançando na compreensão da cobertura e laminação de comprimidos: uma revisão sistemática —— Ciência Direta



