Maszyny pakujące w blistry to główne siły napędowe przemysłu farmaceutycznego – formowanie kieszeni z arkuszy tworzyw sztucznych lub aluminium i zamykanie ich w pigułkach lub kapsułkach. Ale jak każdy skomplikowany sprzęt, mogą trafić na przeszkody, które wstrzymują produkcję. Typowe problemy z maszyną blistrową obejmują słabe lub nieszczelne uszczelki, zniekształcone ubytki, puste kieszenie (zacięcia lub pominięte karmienia), i zużycie maszyn powodujące przestoje. Jak zauważają eksperci branżowi, uszkodzenia uszczelnień należą do najbardziej krytycznych usterek ponieważ bezpośrednio zagrażają bezpieczeństwu leków. W rzeczywistości, o 90% standardowych wad pęcherzy sprowadza się do „trzech T”: źle ustawione Temperatura, Czas, Lub Napięcie w procesie.
W tym przewodniku omówimy każdy główny problem – dlaczego tak się dzieje i jak go naprawić. Do końca, będziesz miał jasne instrukcje i wskazówki zapobiegawcze, dzięki którym Twoja maszyna do blistrowania będzie działać sprawnie (lub zdecyduj, czy potrzebne jest bardziej zaawansowane rozwiązanie).
Problem 1: Słabe lub niespójne uszczelnienie
- Objawy: Folia przykrywająca nie przylega całkowicie do utworzonych wgłębień. W teście szczelności możesz zobaczyć wyciekający barwnik z opakowań blistrowych lub folię, która łatwo się odkleja. Niektóre uszczelki mogą wyglądać na częściowe lub mieć luki. Wady te pogarszają sterylność i wymagają złomowania całych partii.
- Powoduje: Najczęstszą przyczyną są nieprawidłowe parametry zgrzewania. Jeśli temperatura uszczelnienia jest zbyt niska, Warstwa zgrzewana folii nie topi się i nie łączy; za wysoko, a folia z tworzywa sztucznego może się skurczyć lub spalić. Nierówny nacisk uszczelniający (z powodu wypaczonych płytek lub źle ustawionych sprężyn) powoduje miejscowe puste przestrzenie. Zanieczyszczenia na matrycy uszczelniającej – takie jak pozostałości kleju lub pył z tabletki – uniemożliwiają pełny kontakt. Folia złej jakości lub wilgotna również powoduje słabą przyczepność.
- Rozwiązania:
- Dostosuj temperaturę & Ciśnienie: Do sprawdzenia temperatury płyty należy użyć termometru kontaktowego (nie polegaj wyłącznie na odczycie maszynowym). Postępuj zgodnie ze wskazówkami dotyczącymi materiałów (np. 140–160°C dla opakowań PVC/Aluminium). Dostosuj o ±2–5°C w stosunku do wartości zadanej podczas uruchamiania uszczelnień testowych.
- Sprawdź matryce uszczelniające: Czyść matryce i płytki na każdej zmianie; usunąć pozostałości kleju lub folii za pomocą izopropanolu. Sprawdź, czy nie występują zadrapania lub korozja powodować wycieki. Wymień lub ponownie przeszlifuj matryce, jeśli są wypaczone.
- Optymalizuj proces: Zapewnij równomierny nacisk na całej szerokości. Sprawdź i wymień zużyte rolki dociskowe lub sprężyny. Używaj tylko wysokiej jakości, suchy materiał foliowy – folia wstępnie suszona w wilgotnym środowisku (np. 40–60°C przez 30–60 minut). Dokumentuj parametry uszczelnienia i przeprowadzaj rutynowe testy wytrzymałości na odrywanie, aby wykryć dryft.
Na przykład, na standardowej linii blistrowej z PVC/Aluminium, optymalna strefa zgrzewania wynosi często około 150°C. Błąd ±3°C może zmniejszyć o połowę wytrzymałość uszczelnienia. Kalibrując i rejestrując profile temperatur, operatorzy mogą zachować stałą integralność uszczelnienia.

Problem 2: Niewłaściwe formowanie (Zapadnięte lub nierówne ubytki)
- Objawy: Wnęki blistrowe z termoformowanego tworzywa sztucznego ulegają deformacji. Możesz zobaczyć zbyt płytkie ubytki, zapadł się pod ciężarem tabletu, lub mają nierówną głębokość i przerzedzone ściany. Nierówne kieszenie powodują przesuwanie się tabletu, wyzwalanie alarmów związanych z napełnieniem lub przestojów w połowie cyklu.
- Powoduje: Stacja formowania opiera się na równomiernym ogrzewaniu i próżni. Jeśli płyta grzewcza nie jest skalibrowana, temperatura formowania może dryfować. Nawet niewielkie odchylenie ±3°C w płycie tworzącej folię PVC powoduje znaczną zmianę głębokości wnęki i grubości ścianki. Inne przyczyny to słaba próżnia (brudne filtry, przecieki), zużyte kołki wspomagające wtyczkę (jeśli jest używany), lub zanieczyszczone powierzchnie formy (tworzywa sztuczne lub folia przyklejające się do wgłębień).
- Rozwiązania:
- Sprawdź temperaturę: Na płycie formującej należy użyć skalibrowanego termometru na podczerwień lub termometru kontaktowego. Wyreguluj regulator PID, jeśli powierzchnia płyty odbiega od wartości zadanej o więcej niż ~2°C. Przeprowadź krótką próbę z docelowymi produktami i odpowiednią błoną, aby potwierdzić pełne utworzenie ubytku.
- Utrzymuj system próżniowy: Sprawdź wyjście pompy próżniowej i przewody podciśnieniowe. Regularnie czyść lub wymieniaj filtry próżniowe. Upewnij się, że kanały próżniowe w formie są drożne.
- Sprawdź i wyczyść formy: Po każdej zmianie wycieraj płytki wnęki, aby usunąć pozostałości folii. Sprawdź styki wtyczki (jeśli w ogóle) dla prawidłowego wyczucia czasu – zużyta lub źle zsynchronizowana wtyczka może zapaść się wnękę w wyniku zbyt wczesnego naciśnięcia. Jeśli świeca przedwcześnie styka się z folią, należy wymienić zużyte świece lub tuleje krzywkowe.
- Użyj odpowiedniego filmu: Sprawdź, czy używasz właściwej grubości i typu folii dla swojej formy. Nowa partia folii może wymagać nieco innego profilu temperaturowego ze względu na zawartość plastyfikatora.
Wskazówka: Kontynuuj dokumentowanie ustawień formowania według partii folii i dokonuj ponownej kwalifikacji przy każdej zmianie materiału, aby uniknąć problemów z zapadniętymi pęcherzami.
Problem 3: Rozdarcie lub zmarszczenie filmu
- Objawy: W trakcie lub po formowaniu, plastikową folię (PVC/PVDC lub PET) lub na warstwie folii powstają łzy, spękanie, lub dziurki. Po przeciwnej stronie, pod folią przykrywającą mogą być widoczne zmarszczki lub kieszenie powietrzne. Prowadzi to do nieszczelności opakowań lub wad kosmetycznych.
- Powoduje: Głównymi podejrzanymi są nadmierne ciepło lub napięcie. Jeśli temperatura formowania lub zgrzewania jest zbyt wysoka, folia może nadmiernie zmięknąć i rozciągnąć się, powodując jego rozrzedzenie lub rozdarcie. Podobnie, nierówne napięcie filmu (z powodu złej kontroli odwijania lub źle ustawionych rolek) powoduje marszczenie, a nawet rozdarcie podczas ciągnięcia wstęgi. Nagłe skoki temperatury lub nieprawidłowe chłodzenie mogą również osłabić folię.
- Rozwiązania:
- Optymalizuj temperaturę: Upewnij się, że temperatury formowania/zgrzewania mieszczą się w granicach określonych dla danej folii. Na przykład, obniż temperaturę w strefie, jeśli zauważysz ciągłe uszkodzenia folii. Korzystaj z ogrzewania strefowego (wyżej w środku, niżej na krawędziach) aby uniknąć gorących punktów.
- Dostosuj napięcie i wyrównanie: Sprawdź ustawienia napięcia odwijania. Naprężenie rolki folii powinno być wystarczająco mocne, aby pozostało płaskie, ale nie tak mocne, aby naprężać wstęgę. Sprawdź wyrównanie prowadnicy rolkowej – nawet lekko przesunięta prowadnica może powodować powstawanie fal. Wymień zużyte łożyska na rolkach lub ramionach tancerza.
- Używaj prawidłowej obsługi filmu: Upewnij się, że folie są odpowiednio przechowywane i wstępnie kondycjonowane. Przed uruchomieniem wytrzyj powierzchnię folii, aby usunąć kurz. Rozważ wstępne podgrzanie folii PVC/PET przez krótki czas w obszarach o dużej wilgotności. Korzystaj z certyfikowanych dostawców folii, aby uniknąć wad materiałowych.
*Przykład: Typowym rozwiązaniem zagnieceń folii jest wyregulowanie hamulca na wale folii. Nieco większe hamowanie może wygładzić zmarszczki, zmniejszając luz folii. Zachowaj czujniki napięcia (tancerze) w dobrym stanie – wymieniaj łożyska, zanim się zużyją.
Problem 4: Błędy podawania produktu (Zacięcia, Podwójne kanały, Dżemy)
- Objawy: W niektórych kieszeniach może brakować tabletek lub kapsułek (puste jamy), lub w niektórych kieszeniach znajdują się dwa produkty (podwójne podawanie). Alternatywnie, tabletki łączą się lub zacinają w misce lub kanałach podawania, powodując sporadyczne zatrzymania. W ciężkich przypadkach, linia może się zatrzymać z powodu alarmów o błędach podawania.
- Powoduje: Problemy z podawaniem wynikają z niedopasowania prędkości podajnika i indeksowania maszyny, lub z samego mechanizmu podajnika. Jeżeli szczotka lub podajnik wibracyjny pracuje zbyt szybko w stosunku do indeksu, Tablety mogą pomijać kieszenie lub piętrzyć się. Wysoka statyka (np. wilgotne warunki) może powodować sklejanie się tabletek ze sobą lub z lejem zasypowym. Zużyte szyny podające lub zadziory na formach mogą również powodować uwięzienie produktów, natomiast resztki zanieczyszczeń w podajniku mogą źle skierować tabletki.
- Rozwiązania:
- Synchronizuj podajnik: Po każdej zmianie należy ponownie skalibrować prędkość podajnika, aby dopasować ją do cyklu indeksowania blistrów. Zanotuj prawidłowe proporcje dla każdej partii produktu. Jeśli używasz podajnika wielogłowicowego lub gąsienicowego, upewnij się, że jest zrównoważony i wolny od przeszkód.
- Kontroluj wilgotność/statyczność: Utrzymuj wilgotność względną w obszarze produkcyjnym na poziomie 40–60%. Jeśli mostkowanie będzie się utrzymywać, zainstaluj szczotkę antystatyczną lub użyj klimatyzowanego powietrza w zbiorniku. Przed każdym uruchomieniem oczyść elementy podajnika.
- Sprawdź oprzyrządowanie i podajnik: Sprawdź dyski podające, leje, oraz prowadnice pod kątem zużycia lub uszkodzeń, które mogłyby wciągnąć tabletki. Wymień wszelkie odpryski lub ostre krawędzie. Usuń pozostałości produktu ze ścieżki podajnika. Użyj kontroli wzrokowej (np. czujnik aparatu) w celu sprawdzenia, czy każda wnęka jest wypełniona, jeśli pozwala na to GMP.
Notatka:* Linie blistrowe często zawierają detektor pustej wnęki w pobliżu stacji zgrzewającej. Jednakże, celem jest zapobiegać** opróżnieniom – np. jeśli wnęka jest pusta, zwykle oznacza to, że podajnik został zacięty w górę rzeki. Regularne regulacje podajnika i kontrole czujników pomagają wyeliminować te usterki.

Problem 5: Puste kieszenie na blistry (Brakujące produkty)
- Objawy: Gotowe blistry bez tabletki lub kapsułki wewnątrz wgłębienia – ale zamknięte folią. Należy je wykryć i odrzucić. Fałszywe opróżnienia wskazują na problemy z synchronizacją paszy.
- Powoduje: Zasadniczo, puste kieszenie są rodzajem błędu karmienia. Występują w sytuacji, gdy podajnik nie zrzuca produktu do uformowanej wnęki. Powody obejmują: produkt nie został uwolniony z podajnika (statyczne przyleganie, błędne wyczucie czasu), zacięcie, które spowodowało wypchnięcie produktu, lub zbiornik jest chwilowo pusty. Awarie czujników mogą również powodować błędne zliczenia (np. fotosensor nie liczy produktu).
- Rozwiązania:
- Czas podawania: Upewnij się, że podajnik jest skalibrowany tak, aby do każdej wnęki dostała się dokładnie jedna jednostka. Sprawdź, czy podajnik pędzelkowy lub ślimakowy podaje dokładnie jedną sztukę na cykl.
- Sprawdź czujniki: Użyj kamery wizyjnej lub fotodetektora za napełniaczem, aby wychwycić wszelkie opróżnienia w czasie rzeczywistym. Regularnie testuj i czyść czujniki, aby zapobiec fałszywym odczytom.
- Rozwiąż problemy z podajnikiem korzeni: Jeśli puste miejsca nadal się utrzymują, sprawdź podajnik (jak w Problemie 4). Czasami niewielka zmiana rozmiaru/kształtu tabletu wymaga ponownego dostrojenia ustawień podajnika wibracyjnego.
Praktyczna wskazówka:Rejestruj wszystkie zdarzenia związane z pustymi kieszeniami w swoim rekordzie partii. Jeśli wystąpi wiele opróżnień, natychmiast zatrzymaj linię i usuń wszelkie zacięcia. Częste opróżnianie może zwiastować konieczność ponownego ułożenia podajnika.
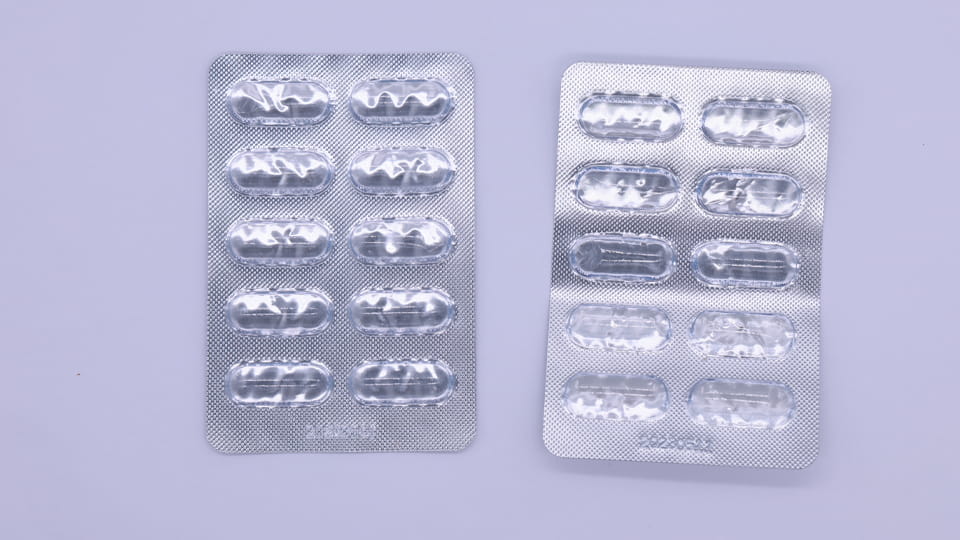
Problem 6: Marszczenie folii aluminiowej
- Objawy: Metaliczna folia przykrywająca (zwykle Alu lub PVDC) na gotowym opakowaniu wydaje się pomarszczony lub pognieciony, szczególnie w pobliżu krawędzi. Opakowania mogą wyglądać na nierówne, a folia może nawet miejscowo się unieść.
- Powoduje: Zmarszczki wynikają zazwyczaj z nierównomiernego naprężenia lub ułożenia folii. Jeśli wstęga folii jest zbyt luźna (niskie napięcie odwijania) nie będzie leżał płasko na zagłębieniach przed uszczelnieniem. Odwrotnie, zbyt mocne naprężenie może spowodować rozciągnięcie i pomarszczenie folii w obszarze zgrzewu. Nieprawidłowo ustawiona rolka folii lub rolki wleczone (nie równolegle do karty) tworzyć fałdy. Nierównomierny nacisk na całej szerokości (na przykład, z powodu lekko wypaczonej płyty uszczelniającej) może również spowodować nieprawidłowe uszczelnienie jednej strony folii, marszcząc nadmiar.
- Rozwiązania:
- Zrównoważ napięcie: Wyreguluj hamulec folii lub regulator naciągu tak, aby folia była naciągnięta, ale nie nadmiernie rozciągnięta. Dostrajanie tutaj często eliminuje większość zmarszczek.
- Sprawdź wyrównanie: Sprawdź, czy rolka folii jest ustawiona prostopadle do kierunku ciągnięcia. Upewnij się, że wszystkie rolki prowadzące i ciągnące są równoległe i poziome. Na niektórych maszynach, wyrównanie znaczników na folii może pomóc w jej wycentrowaniu.
- Sprawdź komponenty: Wymień zużyte rolki napinające lub deflektory. Prosty przewodnik: po zacięciu folii lub zmianie rolki, wykonaj powolny test i obserwuj układanie folii. Dostosuj przed uruchomieniem pełnej prędkości.
*Notatka eksperta: W niedawnym badaniu dotyczącym rozwiązywania problemów, nierówność napięcia folii była powiązana z wieloma zmarszczkami folii. Nawet średnica rolek folii wpływa na napięcie – pomaga standaryzacja rdzeni rolek. Na poważne zmarszczki, rozważ przejście na system sprzężenia zwrotnego kontroli napięcia.
Problem 7: Nieprawidłowe ułożenie blistra/folii (Błędy rejestracji)
- Objawy: Powstałe pęcherze i folia nie pasują do siebie – widać szczeliny lub wydruki lądujące niecentrycznie. Wycięta matryca może źle przebić niektóre wnęki, lub wydrukowane kody partii nie trafiają w szczeliny folii. Liczba złomów rośnie, ponieważ wiele kieszeni albo zachodzi na krawędzie, albo jest częściowo przecięta.
- Powoduje: Niewłaściwe ustawienie filmu (zwane także błędami śledzenia) wynika z nierównomiernego postępu filmu. Jak zauważa JinluPacking, nierówne napięcie odwijania pomiędzy rolkami powoduje błądzenie wstęgi. Zużyta rolka lub prowadnica tancerza może powodować dryfowanie filmu. Odwijanie wielu rolek bez zsynchronizowanego naprężenia również powoduje niewielkie przesunięcia. Jeśli używasz zębatek rejestracyjnych, znaki błędnej rejestracji lub moduły śledzące kamerę mogą utracić synchronizację. Poślizg silnika lub luźne paski w mechanizmie ściągającym ulegną rozsynchronizowaniu, zbyt.
- Rozwiązania:
- Skalibruj śledzenie: Po każdej zmianie walca lub wymianie oprzyrządowania, sprawdź przesunięcie folii względem znaku rejestracyjnego. Zasada 4 godzin: sprawdzaj postęp filmu co kilka godzin na liniach dużych prędkości. Wyreguluj ramiona napinające lub pozycje tancerza, aż znak pozostanie wyrównany.
- Napraw sprzężenie zwrotne napięcia: Wymień zużyte łożyska na ramionach tancerza (mogą powodować opóźnienie w kontroli napięcia). Możliwie, skonfiguruj regulator napięcia PID. Alternatywnie, w przypadku blistrów wymagających dużej precyzji należy używać tylko jednej rolki odwijającej na raz.
- Kontrole mechaniczne: Upewnij się, że wszystkie rolki (taniec, przewodnik, próżniacy) są wolne od gry i równoległe. Naciągnij paski napędowe i sprawdź serwomotory. Wadliwy czujnik zbliżeniowy w koderze ciągnącym może również zgłaszać nieprawidłowe położenie filmu.
*Kontekst: Niewspółosiowość nie tylko powoduje powstawanie odpadów, ale może blokować linię (ponczowe dżemy). Zapobiegawczy: zintegrować system wizyjny lub czujnik znacznika, aby zaalarmować przy niewielkim przesunięciu przed uderzeniami. Kluczem jest dobra konserwacja sprzętu do osiowania.
Problem 8: Błędy w druku i kodowaniu
- Objawy: Po zapakowaniu, folia na blistrach może być nieczytelna, zaginiony, lub niewyraźne kody partii, Daty ważności, lub grafika. Na folii aluminiowej lub folii zadrukowanej metodą atramentową widoczny jest niekompletny lub rozmazany nadruk.
- Powoduje: Błędy te mają zazwyczaj miejsce poza obróbką mechaniczną i wynikają z systemu kodowania na linii. Typowymi winowajcami są m.in: słaba synchronizacja między ruchem maszyny a spustem druku, wyschnięty atrament lub zużyte głowice drukujące, lub źle wyrównane rolki drukujące. Temperatura lub kurz w otoczeniu mogą również mieć wpływ na aplikację atramentu. W systemach serwo, błąd synchronizacji pomiędzy siłownikiem druku a ruchem folii powoduje błędy w druku. Niektóre drukarki wykorzystują przystawkę na rolce – jeśli nie jest zabezpieczona, to się ślizga.
- Rozwiązania:
- Konserwacja drukarek: Wyczyść głowicę drukującą (lub rakla do drukarek termicznych) codziennie. Wymień taśmy barwiące lub butelki, gdy poziom jest niski. Postępuj zgodnie ze wskazówkami OEM dotyczącymi częstotliwości konserwacji.
- Sprawdź czujniki: Upewnij się, że czujnik początku linii lub enkoder wyzwalający drukowanie jest skalibrowany. Na przykład, czy kod serii powinien znajdować się na co piątym blistrze, sprawdź, czy maszyna widzi właściwy znak na folii i uruchamia się we właściwym momencie.
- Skorzystaj z weryfikacji wzroku: Prostym krokiem jest przepuszczenie próbki zakodowanych opakowań przez skaner lub system wizyjny. W ten sposób natychmiast wychwycisz brakujące/nieprawidłowe kody.
- Regulacja zapobiegawcza: W zakurzonych pomieszczeniach GMP, trzymaj szafkę drukarki zamkniętą. Niektóre linie dodają przedmuch lub przetarcie tuż przed drukowaniem, aby usunąć zabłąkany pył z folii.
*Notatka: Choć nie zawsze mechaniczne, Niezawodność kodowania ma kluczowe znaczenie dla zgodności. Maszyny blistrowe Jinlu obsługują standardowe urządzenia kodujące i umożliwiają łatwą integrację kontroli wizyjnych na linii.
Problem 9: Wady wykrawania i cięcia
- Objawy: Ostateczne blistry mają szorstkie krawędzie, niekompletne cięcia, lub rozszerzone zadziory na plastiku. Niektóre otwory mogą być wykonane tylko częściowo, rozdarcie karty. Powoduje to, że karty nie podlegają kontroli wzrokowej lub ulegają rozszczepieniu.
- Powoduje: Moduły wykrawające muszą być ostre i dobrze wyrównane. Tępe lub zużyte ostrza/matryce dziurkacza nie tną całkowicie, co prowadzi do zadziorów lub niekompletnych półfabrykatów. Jeśli luz matrycy (szczelina pomiędzy stemplem a matrycą) jest poza specyfikacją, pasek nie będzie się równo oddzielał. Nadgodziny, sprężyny stempla/zdzieracza tracą napięcie, powodując przyklejanie się i rozdzieranie paska odpadowego. Bloki matryc mogą również się przesuwać, jeśli rama maszyny lub śruby się poluzują.
- Rozwiązania:
- Wymień zużyte oprzyrządowanie: Sprawdzaj krawędzie ostrzy co kilkaset godzin. Ostre krawędzie są krytyczne. Jeśli widzisz jakieś zaokrąglone rogi lub żetony, ponownie naostrzyć lub wymienić narzędzie.
- Dostosuj luz: Zmierz szczelinę między stemplem a matrycą za pomocą szczelinomierzy. Dla większości konfiguracji blistrowych, luz wynosi około 0,1–0,2 mm. Wąskie, jeśli ciosy przeskakują; poszerzyć, jeśli jest zbyt ciasno. Po regulacji, przeprowadzaj testy, aż pasek odpadowy całkowicie odpadnie.
- Konserwacja części ściągacza: Wymieniaj sprężyny talerzowe zgarniacza zgodnie z harmonogramem (np. co 1000 godzin) aby upewnić się, że pasek odpadów zostanie całkowicie wyrzucony. Jak ostrzega, powtarzające się pęknięcia paska często sygnalizują zużyte sprężyny lub problemy z głębokością matrycy.
- Wyczyść i wyrównaj: Utrzymuj stację wykrawania w czystości. Wióry metalowe lub stwardniały klej mogą blokować stemple. Sprawdź, czy głowica stempla i matryca są kwadratowe oraz czy stempel jest wyśrodkowany w zagłębieniu.
*Szybka poprawka: Jeśli zauważysz zadziory, natychmiast zatrzymaj się i sprawdź luz matrycy. Zadziory często wskazują na utratę tolerancji o 0,02–0,05 mm. Skorygowanie luzu zwykle powoduje naprawienie zadziorów.
Problem 10: Częste przestoje (Problemy z konserwacją i integracją)
- Objawy: Linia blistrowa zatrzymuje się wielokrotnie z różnych powodów: pojawiają się alarmy, usterka czujników, lub komunikaty „nieznany błąd”.. Wydaje się, że drobne poprawki leczą jedno przestoje, tylko po to, by wkrótce potem zobaczyć kolejnego. Ogólny czas sprawności sprzętu jest niski.
- Powoduje: Chroniczne przestoje są zwykle spowodowane konserwacją lub integracją systemu. Brak zaplanowanej konserwacji zapobiegawczej (PO POŁUDNIU) pozwala, aby drobne zużycie zamieniło się w awarię. Komponenty takie jak czujniki, grzejniki, pasy, i hydraulika będą dryfować bez regularnych kontroli. Również, jak zauważył jeden z ekspertów, nad 60% przestojów linii blistrowej wynikało z niepowodzeń w integracji wielu dostawców – tj., niespójna komunikacja pomiędzy modułami. Jeśli masz pęcherze, podajnik, i dziurkacz to różne marki z oddzielnymi sterownikami PLC, drobny źle zsynchronizowany alarm może kaskadować.
- Rozwiązania:
- Program konserwacji zapobiegawczej: Ustalaj codziennie, tygodnik, i miesięczne listy kontrolne (patrz tabela poniżej). Na przykład, codziennie czyścić matryce uszczelniające, cotygodniowa kalibracja temperatury, co miesiąc sprawdzać oprzyrządowanie. Rejestruj każdą kontrolę. sugeruje czyszczenie powierzchni uszczelniających co 250 godzin i co godzinę robi pełną diagnostykę 500 godziny. Postępuj zgodnie z instrukcjami obsługi sprzętu i harmonogramami konserwacji GMP.
- Szkolenie operatora: Upewnij się, że operatorzy wiedzą, jak resetować drobne usterki i dostrzegać wczesne sygnały ostrzegawcze (niezwykłe odgłosy, dryf w poziomie złomu). Zachęć ich do rejestrowania wszelkich dziwnych alarmów lub drobnych problemów.
- Strategia dotycząca części zamiennych: Zachowaj krytyczne części zamienne (czujniki, sprężyny, pasy, umiera) na miejscu, co pozwala skrócić czas naprawy. Dla linii wielu dostawców, rozważ przejście na rozwiązanie z jednego źródła, aby uniknąć problemów z uzgadnianiem sterownika PLC.
- Ulepszenia linii: Jeśli błędy komunikacji są częste, zainwestuj w zintegrowana linia blistrowa (Linie Jinlu zostały zaprojektowane z ujednoliconym sterowaniem PLC) aby wyeliminować niedopasowania protokołów.
*Ważny: Nieplanowane przestoje są najbardziej kosztowne. Na sprawdzonej linii, nieoczekiwane zatrzymanie może oznaczać ponowną kwalifikację. Trzymając się udokumentowanego harmonogramu konserwacji (nawet proste codzienne dzienniki temperatury i testów odrywania), można zapobiec wielu przypadkowym przestojom.
Lista kontrolna konserwacji zapobiegawczej
Regularna konserwacja jest najlepszym „poprawką” wielu problemów z maszyną blistrową. Opracuj listę kontrolną:
| Częstotliwość |
Kluczowe zadania konserwacyjne |
| Codziennie (Zmiana) |
– Wytrzyj i oczyść formy, matryce uszczelniające, i tacki na paszę. – Sprawdź ruchome części (pasy, kamery) na zużycie lub uszkodzenie. – Sprawdź filtry układu próżniowego i olej. <br>- Sprawdź, czy osłony zabezpieczające i czujniki działają. – Uruchom szybki cykl testowy, aby upewnić się, że działają podstawowe funkcje (formularz, karmić, foka) działać. |
| Tygodnik |
– Dokładnie oczyścić płyty grzewcze i oprzyrządowanie (barwione filmy). – Nasmaruj wszystkie łożyska, więzy, i prowadnice zgodnie z instrukcjami producenta. – Kalibracja czujników temperatury i ciśnienia; sprawdzić nastawy grzejnika. – Sprawdź połączenia elektryczne i dokręć luźne przewody. – Sprawdź luz stempla i matrycy; wyostrzyć lub wyregulować w razie potrzeby. |
| Miesięczny |
– Dokładnie wyczyść maszynę: zdejmij pokrywy i wyczyść elementy wewnętrzne (koła zębate, silniki). – Sprawdź i wymień zużyte części: NP., O-ringi, pasy, sprężyny. – Wykonaj pełną kalibrację: postęp filmowy, podajniki, opieczętowanie. – Zaktualizuj oprogramowanie/oprogramowanie sprzętowe (jeśli ma to zastosowanie). – Przejrzyj dzienniki alarmów i dziennik konserwacji pod kątem powtarzających się problemów. – Ponowne przeszkolenie personelu w zakresie nowych procedur. |
Wykonywanie tych zadań PM wydłuży żywotność narzędzi, stabilizować parametry maszyny, i wychwytuj problemy, zanim spowodują usterki. Wszystko Regulowane przez GMP zakłady farmaceutyczne powinny rejestrować te działania w celu zapewnienia zgodności.
Wybór niezawodnej maszyny do blistrowania farmaceutycznego
Zapobieganie problemom zaczyna się od odpowiedniego sprzętu. Podczas oceny maszyn blistrowych (na nowe linie lub modernizacje), szukaj funkcji redukujących tryby awarii:
- Projekt GMP: Maszyny o konstrukcji ze stali nierdzewnej, powierzchnie łatwe do czyszczenia, i przenośniki sanitarne. Mniej szczelin oznacza mniejsze gromadzenie się zanieczyszczeń (co może powodować zacięcia lub uszkodzenia uszczelnienia).
- Serwo i automatyka: Serwonapędzane indeksatory i podajniki zapewniają precyzyjną kontrolę. Na przykład, Seria DPP firmy Jinlu wykorzystuje serwomotory do synchronizacji formowania, karmienie, i cięcie, minimalizując zacięcia i dryft rejestracji.
- Dokładne systemy karmienia: Wbudowane podajniki wibracyjne lub szczotkowe z precyzyjną regulacją i czujnikami wizyjnymi pomagają utrzymać spójność wypełnienia.
- Stabilna wydajność uszczelniania: Poszukaj konstrukcji płyt grzejnych o równomiernym ciśnieniu. Maszyny Jinlu posiadają modułowe matryce zgrzewające i łatwo dostępne punkty czyszczenia, dzięki czemu konserwacja matrycy jest szybka.
- Jakość oprzyrządowania: Wysokiej jakości formy ze stopu aluminium (jak stal formierska GCR-15 firmy Jinlu 5+ rok życia) oprzeć się zużyciu. Upewnij się także, że oprzyrządowanie jest łatwo wymienialne (Jinlu posiada funkcję zmiany formy w ciągu 15 minut).
- Wsparcie & Praca: Wybierz dostawcę z globalnym wsparciem. Jinlu oferuje serwis na miejscu na całym świecie i szybką dostawę części zamiennych, co ma znaczenie, gdy ryzyko przestojów jest wysokie.
I oczywiście, upewnij się, że każda maszyna ma dobrą dokumentację wewnętrzną i informacje zwrotne z czujników dotyczące parametrów krytycznych (dzienniki temperatur, monitory napięcia). Na przykład, Jinlu's Maszyna blistrowa DPP-180pro (4,800/wyjście godz) I DPP-270Maks (11,200/hr Alu-Alu/PVC) są przeznaczone do użytku farmaceutycznego. Charakteryzują się łatwą regulacją i komponentami elektrycznymi zgodnymi z cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Wniosek & Następne kroki
Większość awarii linii opakowań blistrowych to przewidywalne i możliwe do uniknięcia. Obserwując znaki ostrzegawcze – takie jak powstające złomy ze zmarszczek lub rosnąca wytrzymałość uszczelki na odrywanie – zespoły konserwacyjne mogą działać odpowiednio wcześnie. Regularna kalibracja temperatury, napięcie, i synchronizacja zgodnie z naszą listą kontrolną pozwala uniknąć nagłych zatrzymań. Inwestycja w wysokiej jakości maszynę blistrową się opłaca: dobrze zaprojektowany sprzęt (takie jak seria DPP napędzana serwo firmy Jinlu) z natury rzeczy zmniejszy wiele trybów problemów.
Gotowy, aby rozwiązać problemy związane z maszyną blistrową? Porozmawiaj z Jinlu Packaging po fachowe porady i niezawodny sprzęt. Nasz zespół może pomóc w wyborze maszyny blistrowej (Alu-PVC lub Alu-Alu) i skonfiguruj plan konserwacji dostosowany do Twoich potrzeb produkcyjnych. Odwiedź Jinlu Maszyny do pakowania blistrowego serii DPP lub skontaktuj się z nami, aby uzyskać niestandardowe rozwiązanie już dziś.
Często zadawane pytania dotyczące problemów z blistrami farmaceutycznymi
Jakie są najczęstsze problemy z maszynami blistrowymi w produkcji farmaceutycznej??
Do najczęstszych problemów z maszyną blistrową zalicza się słabe uszczelnienie, defekty tworzące pęcherze, puste kieszenie blistrowe, błędy podawania tabletu, marszczenie folii, niewspółosiowość, problemy z kodowaniem, wady cięcia, i nieoczekiwane przestoje maszyny. Problemy te mogą mieć wpływ na jakość opakowania, Wydajność produkcji, i zgodność z przepisami, jeśli nie zostaną szybko rozwiązane.
Dlaczego moja maszyna do blistrowania nie uszczelnia prawidłowo?
Słabe uszczelnienie jest zwykle spowodowane niewłaściwą temperaturą zgrzewania, niewystarczające ciśnienie, zużyte narzędzia uszczelniające, zanieczyszczone powierzchnie uszczelniające, lub niekompatybilne materiały opakowaniowe. Regularna kalibracja i rutynowa konserwacja mogą pomóc w zapewnieniu stałej jakości uszczelnienia.
Co powoduje nierównomierne powstawanie pęcherzy?
Nierówne wnęki pęcherzy są często wynikiem nieprawidłowej temperatury formowania, niewystarczające podciśnienie lub ciśnienie powietrza, uszkodzone formy, lub niespójna jakość filmu. Właściwa walidacja procesu i kontrola narzędzi są niezbędne do utrzymania spójności wnęki.
Jak zapobiec pustym kieszeniom blistrowym podczas pakowania?
Puste kieszenie blistrowe są często spowodowane problemami z synchronizacją podawania, odbijanie produktu, zużyte elementy zasilające, lub awaria czujnika. Regularna kalibracja podajnika, systemy kontroli wizyjnej, i właściwa konfiguracja maszyny może znacznie zmniejszyć liczbę defektów typu „pusta kieszeń”..
Dlaczego folia aluminiowa marszczy się podczas pakowania blistrowego?
Marszczenie folii jest zazwyczaj spowodowane niewłaściwym napięciem wstęgi, źle ustawione rolki, nierówny nacisk uszczelniający, lub zła obsługa materiału. Regulacja naprężenia folii i zapewnienie prawidłowego ułożenia maszyny może pomóc w wyeliminowaniu zmarszczek i poprawie wyglądu opakowania.
Jakie są oznaki problemu z podawaniem przez maszynę pakującą blistry??
Typowymi objawami są brakujące tabletki, podwójne karmienie, rozbite kapsułki, zacięcia produktów, i nieprawidłowo umieszczone produkty w zagłębieniu blistra. Problemy te często wskazują na problemy z regulacją podajnika lub błędy synchronizacji.
Jak często należy konserwować blister farmaceutyczny?
Większość producentów zaleca codzienne czyszczenie i kontrolę, cotygodniowe kontrole smarowania i wyosiowania, oraz comiesięczną konserwację zapobiegawczą krytycznych komponentów, takich jak formy, czujniki, stacje uszczelniające, i układy napędowe. Program konserwacji zapobiegawczej pomaga ograniczyć nieoczekiwane przestoje i wydłużyć żywotność maszyny.
Co powoduje wady cięcia i wykrawania opakowań blistrowych?
W wyniku zużycia stempli mogą wystąpić wady cięcia, źle ustawione matryce tnące, nieprawidłowy nacisk cięcia, lub słabe dopasowanie pomiędzy uformowanym blistrem a folią pokrywającą. Regularna kontrola narzędzi i weryfikacja osiowania są ważne dla utrzymania czystych cięć.
Czy problemy z maszyną blistrową mogą wpływać na zgodność z GMP?
Tak. Wady opakowania, takie jak uszkodzenia plomb, puste jamy, nieprawidłowe kodowanie, lub uszkodzone opakowania blistrowe mogą prowadzić do problemów z jakością produktu i potencjalnej niezgodności z GMP. Utrzymywanie zatwierdzonych procesów i przeprowadzanie rutynowych inspekcji ma kluczowe znaczenie dla producentów farmaceutycznych.
Jak skrócić przestoje farmaceutycznej maszyny pakującej w blistry??
Najlepszym podejściem jest konserwacja zapobiegawcza. Obejmuje to szkolenie operatorów, regularne przeglądy sprzętu, terminowa wymiana części zużywalnych, monitorowanie procesu, oraz utrzymywanie zapasów kluczowych części zamiennych. Wczesne zidentyfikowanie drobnych problemów może zapobiec poważnym przestojom w produkcji.
Referencje:
1.Pytanie 9(R1) Zarządzanie ryzykiem jakościowym -- NAS. Administracja Żywności i Leków
2.Innowacje w opakowaniach blistrowych —— pharmtech.com
3.Przegląd technologii: Jak sprawdzić szczelność opakowania blistrowego —— farmaceutonline.com
4.Trwałość blistrów do leków w postaci tabletek —— ScienceDirect
5.Metody wykrywania nieszczelności opakowań blistrowych farmaceutycznych —— Pharma-Technology.com
6.Typowe wady blistrów w opakowaniach farmaceutycznych —— pharmatimesofficial.com
7.Wykrywanie naruszeń integralności w różnych rodzajach opakowań blistrowych farmaceutycznych —— farmaceutonline.com




