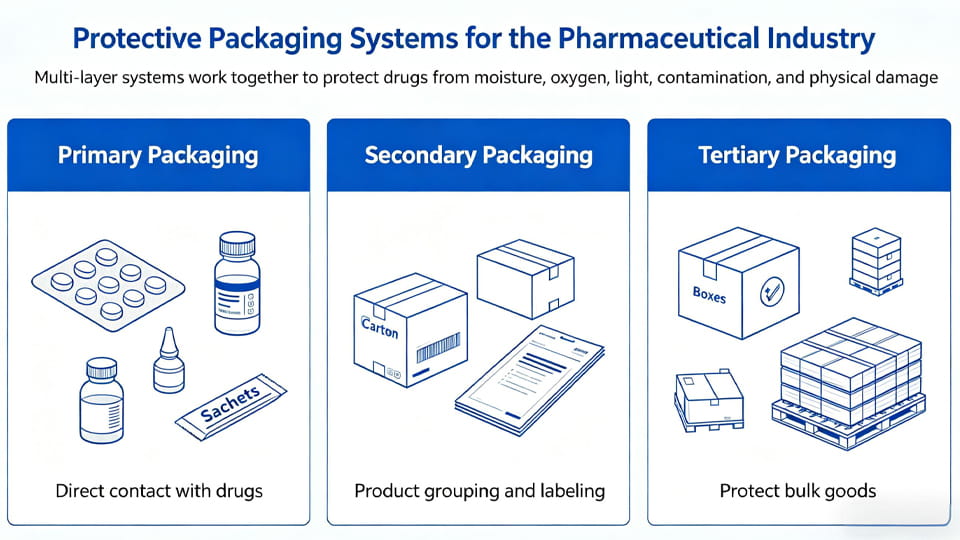
En la industria farmacéutica, embalaje protector Es crucial para mantener la calidad de los medicamentos y la seguridad del paciente.. Comprende sistemas multicapa – primaria, secundario, y embalaje terciario, que trabajan juntos para proteger los medicamentos de la humedad, oxígeno, luz, contaminación, y daño físico. Embalaje primario (paquetes de ampollas, viales, botellas, bolsitas) hace contacto directo con la droga; embalaje secundario (cajas de cartón, cajas, inserciones) grupos y etiquetas de productos; embalaje terciario (casos, paletas, envoltura elástica) protege los envíos a granel. Cada capa y material (plástico, vaso, lámina de aluminio, cartulina, revestimientos aislantes, etc.) ofrece funciones de barrera específicas. Funciones avanzadas como tapas a prueba de niños, sellos a prueba de manipulaciones, películas de barrera contra la humedad, y la serialización mejoran aún más la protección y el cumplimiento.
Estos requisitos se aplican mediante regulaciones globales GMP. (FDA, OMS, UE) que exigen un etiquetado duradero y características antimanipulación. La automatización juega un papel clave: máquinas blister de alta velocidad, sistemas de conteo, cartón, selladores, y etiquetadoras asegurar consistencia, Envases que cumplen con GMP a escala. En este artículo, exploramos tipos de embalajes protectores, materiales, estándares regulatorios, y maquinaria, con ejemplos prácticos y comparaciones.
El embalaje protector en productos farmacéuticos se refiere al sistema de embalaje de múltiples capas diseñado para preservar la calidad del medicamento durante todo su ciclo de vida.. No es sólo un contenedor, sino una salvaguardia activa. Como enfatizan las directrices de la OMS, El embalaje debe proteger contra todas las influencias externas adversas. (humedad, luz, oxígeno, temperatura) que pueden alterar las propiedades de un medicamento. En la práctica, Esto significa utilizar materiales y diseños que creen barreras y señales efectivas.. Por ejemplo, paquetes de ampollas sellar tabletas individuales debajo de una lámina de aluminio o película plástica, que limita la exposición a la humedad y al oxígeno. Similarmente, viales y botellas de vidrio (se muestra a continuación) proporcionar químicamente inerte, Barreras herméticas ideales para inyectables y líquidos sensibles..

Cifra: Trabajador que manipula envases primarios de tabletas. (Los blísteres garantizan que cada comprimido permanezca aislado de la humedad., aire, y manipulación.).
Los envases protectores farmacéuticos también suelen integrar características funcionales.: Eliminadores de humedad/oxígeno, desecantes, láminas que bloquean la luz, y protección contra la radiación para formulaciones sensibles. Las tapas a prueba de niños y los sellos a prueba de manipulaciones son ejemplos de características de seguridad que evitan el uso indebido. En breve, El embalaje protector en el sector farmacéutico mantiene activamente la estabilidad y seguridad de los medicamentos., Actuando como barrera y herramienta de comunicación. (etiquetas, instrucciones). Este papel multifacético es esencial para prevenir la degradación., errores de dosificación, o contaminación que podría dañar a los pacientes y erosionar la confianza..
El embalaje protector es vital porque los medicamentos enfrentan muchos peligros antes de llegar a los pacientes.. Durante la fabricación, almacenamiento, y distribución, Los productos farmacéuticos pueden estar expuestos a la humedad., oxígeno, luz, calor, choques fisicos, e incluso contaminación microbiana. Sin embalaje robusto, Los ingredientes activos pueden degradarse. (perdiendo potencia o formando impurezas) o las tabletas pueden desmoronarse durante el transporte. Por ejemplo, la exposición a la humedad puede hidrolizar medicamentos como la aspirina, mientras que el oxígeno puede oxidar la vitamina C, comprometiendo la eficacia. Medicamentos sensibles a la luz (p.ej. clorpromazina) Puede descomponerse bajo los rayos UV a menos que esté protegido por materiales opacos..
Desde un punto de vista regulatorio, Las fallas en el empaque son causas comunes de retiros del mercado y problemas de seguridad.. Un mal etiquetado o defectos de embalaje pueden provocar confusiones y errores de dosificación. Como señala un experto en embalaje, Las características de protección apoyan directamente el bienestar y el cumplimiento del paciente.. Por eso las agencias exigen etiquetas duraderas (claro, resistente a la abrasión) y medidas contra la manipulación. Un buen embalaje no sólo preserva la estabilidad y la esterilidad, pero también previene intoxicaciones accidentales: Los cierres a prueba de niños por sí solos han “reducido significativamente los incidentes de intoxicación accidental en niños”. En esencia, El embalaje protector respalda la integridad del producto., seguridad del paciente, y cumplimiento legal.

El embalaje primario es la primera barrera alrededor del fármaco., contactando directamente con el producto. Su función es mantener el fármaco estable y estéril hasta su uso.. En formas de dosificación sólidas, Los blister son los más comunes.: Cada tableta o cápsula se encuentra en una cavidad de plástico y está sellada con un respaldo de papel de aluminio o película.. Esto garantiza que cada dosis esté protegida del aire y la humedad hasta que salga.. Los viales y ampollas de vidrio sirven como embalaje primario para inyectables y sueros.; crean un hermético, Ambiente inerte para mantener los líquidos estériles.. botellas y frascos (plástico o vidrio) se utilizan para jarabes, suspensiones, y cápsulas. A menudo incluyen tapas a prueba de niños y sellos a prueba de manipulaciones para proteger el contenido y a los usuarios.. Bolsitas flexibles y bolsas de grado médico son paquetes primarios para polvos, gránulos o artículos monodosis; Estas mochilas livianas ofrecen barrera contra la humedad y comodidad..
Cada uno de estos paquetes primarios está diseñado para brindar seguridad.. Por ejemplo, una tapa a prueba de niños en un frasco recetado requiere un movimiento de un adulto para abrirse, prevenir la ingestión pediátrica accidental. Respaldo de lámina tipo blíster (Aluminio-Alu o Aluminio-PVC) Se elige en función de las necesidades de barrera: Alu-Alu ofrece protección casi total contra la luz y la humedad., mientras que PVC/Alu es rentable para medicamentos menos sensibles. En resumen, El embalaje primario es el recinto personal para cada dosis., Combinando barreras materiales y diseño inteligente para preservar el rendimiento previsto del medicamento..
El embalaje secundario protege y agrupa los embalajes primarios.. Incluye cajas de cartón, mangas, bandejas, e inserciones. Las cajas mantienen las tiras de blíster o las botellas en su lugar, evitando el movimiento o la abrasión durante el manejo. También llevan información esencial: instrucciones de dosificación., números de lote, y fechas de caducidad, que respaldan la seguridad del paciente y el cumplimiento normativo. Cajas interiores, Los insertos de cartón o los separadores de espuma evitan el contacto entre viales o blísteres., añadiendo amortiguación. envoltura retráctil o los sobreenvoltorios pueden agrupar varias unidades (p.ej. un paquete minorista de 10) para disuadir la manipulación. En efecto, El embalaje secundario organiza y anota el medicamento., Garantizar que cada grupo de dosis esté protegido y rastreable a lo largo de la cadena de suministro..
El embalaje terciario se utiliza para envío y almacenamiento a granel (normalmente cajas de cartón ondulado)., casos, paletas, y envolver. Si bien los pacientes nunca ven esta capa, es crucial para la distribución global. Las robustas cajas de cartón corrugado pueden soportar presiones de apilamiento y manipulación brusca. Los palés y las películas estirables unen muchas cajas para su manipulación con montacargas. Esta armadura exterior mantiene los productos intactos desde la fábrica hasta la farmacia.. En breve, El embalaje terciario garantiza que las capas protectoras del interior permanezcan intactas durante el transporte a larga distancia..

Diferentes materiales proporcionan diferentes propiedades de barrera.. La siguiente tabla resume los materiales comunes frente a. sus funciones protectoras:
| Material | Barrera / Función protectora | Usos comunes |
| Polímeros plásticos | Excelente barrera contra la humedad; ligero, moldeable | Cavidades ampolladas (PVC/Aluminio), botellas, gorras, películas en bolsita |
| Cartón/Papel | Rigidez, amortiguación, fuerza de apilamiento; superficie para etiquetas; reciclable | Cajas secundarias, inserciones, etiquetas |
| Lámina de aluminio | Barrera superior a la humedad., oxígeno, y luz; termosellable | Respaldo en blister, bolsas de papel de aluminio, paquetes de tiras |
| Vaso | Químicamente inerte; Barrera absoluta de gas/humedad.; esterilizable | viales, ampollas, frascos para inyectables y líquidos sensibles |
| Materiales aislantes | Barrera térmica para mantener las temperaturas de la cadena de frío. | Revestimientos aislados, Cajas refrigeradas para vacunas/productos biológicos. |
| Recubrimientos especiales | Recubrimientos antimicrobianos o bloqueadores de rayos UV para protección adicional | Envases de medicamentos fotosensibles, aplicaciones estériles |
Cada material se elige en función de las necesidades del fármaco.. Por ejemplo, La película blíster de PVC-Alu ofrece flexibilidad y protección contra la humedad para tabletas, mientras que la lámina Alu-Alu (aluminio puro) Proporciona el nivel más alto de barrera para productos muy sensibles.. El vidrio se prefiere para los productos biológicos porque no interactúa con el fármaco.. Películas compuestas modernas y polímeros diseñados (PVDC, EVOH) También se utilizan para lograr un rendimiento de barrera personalizado.. La clave es seleccionar el material adecuado para que el propio material de embalaje nunca socave la seguridad del medicamento..
Los envases protectores modernos van más allá de las barreras inertes. El diseño funcional añade seguridad al usuario y características de la cadena de suministro.. Las características clave incluyen:
También aparecen soluciones innovadoras: p.ej. ampolla sellada en frío tecnología o formatos de embalaje reciclables. Estas innovaciones tienen como objetivo equilibrar la protección con la sostenibilidad.. Pero el resultado final sigue siendo: El sistema de protección debe proteger de manera confiable el medicamento en condiciones del mundo real y al mismo tiempo facilitar su uso correcto..

Embalaje farmacéutico Se rige por estrictos requisitos de GMP y farmacopea.. Como aconseja la OMS, El embalaje debe “proteger contra todas las influencias externas adversas. (humedad, luz, oxígeno, temperatura)”y cumplir con los estándares de calidad durante toda su vida útil. De hecho, La calidad de un medicamento está ligada a la calidad de su empaque: los materiales deben ser no reactivos y demostrar su idoneidad mediante estudios de estabilidad..
En la práctica, Esto significa aplicar GMP a los procesos de envasado al igual que a la fabricación de medicamentos.. Por ejemplo, ISO 15378 define GMP específicamente para proveedores de material de embalaje primario. La UE y la FDA exigen que los materiales de embalaje y los sistemas de cierre de contenedores estén validados y controlados.. Capítulo 5 Las BPF de la UE establecen explícitamente que los proveedores de materiales de embalaje merecen “tanta atención como la que se presta a los proveedores de materiales de partida”.. Documentación y pruebas completas (extraíbles/lixiviables, certificados de materiales) se espera que garanticen la seguridad.
También se regula la información impresa en los paquetes.. Las GMP de la UE exigen que el texto y las imágenes en cajas y etiquetas sean "claros"., resistente a la luz, y resistente a la abrasión”, Evitar retiradas del mercado debido a instrucciones ilegibles.. Además, Las regulaciones globales como la Directiva de Medicamentos Falsificados de la UE requieren características de evidencia de manipulación en el empaque y la serialización. (seguimiento y localización) de envases unidosis. La FDA también exige evidencia de cierres a prueba de niños o a prueba de manipulaciones cuando corresponda.. En breve, El embalaje farmacéutico no sólo debe proteger físicamente el medicamento., pero también cumplir con estándares detallados de calidad y seguridad en cada capa.
El envasado farmacéutico moderno depende de maquinaria especializada en cada etapa.. A continuación se muestra una asignación de tipos de máquinas comunes a funciones de embalaje., con ejemplos de equipos de embalaje Jinlu:
| Tipo de máquina | Función protectora | Ejemplo de solución Jinlu |
| Máquina de envases de ampollas | Formularios sellados paquetes primarios (comprimidos/cápsulas en cavidades de aluminio). Crea la primera barrera protectora alrededor de cada dosis.. | El modelo DPP-270Max / Líneas blister de alta velocidad DPP-180Pro (Aluminio-PVC, Alu-Alu). |
| Llenado de botellas & Línea de sellado | Llena líquidos o cuenta sólidos en botellas.; aplica tapas y sellos a prueba de niños. Protege los líquidos de fugas y contaminación.. | Llenado automático de botellas Jinlu & máquinas taponadoras (Líneas integradas con sellado por inducción.). |
| Máquina contadora de tabletas/cápsulas | Cuenta con precisión las dosis en frascos o ampollas (asegura la cantidad correcta). Crítico para la dosificación del paciente y el cumplimiento de GMP. | Máquinas contadoras de tabletas/cápsulas serie Jinlu JLPCP-600 (arriba a 800 ppm). |
| Máquina estuchadora | Encierra los paquetes primarios en cajas secundarias con etiquetas (lote no., instrucciones). Previene el movimiento y proporciona evidencia de manipulación cuando está sellado. | Encartadoras automatizadas Jinlu (horizontales/verticales) capaz de 15,600 cajas/hora. |
| Máquina etiquetadora | Aplica producto, lote, y etiquetas de serie en botellas/cartones. Garantiza la trazabilidad y la información regulatoria.. | Etiquetadoras automáticas Jinlu (etiquetadoras de botellas y cartones). |
| Máquina de sellado por inducción | Aplica revestimientos de aluminio a las bocas de las botellas.. Agrega a prueba de fugas, humedad- y sello a prueba de manipulaciones en contenedores primarios. | Unidades de sellado por inducción Jinlu (para lámina de PC/PE). |
| Empaquetadora de cajas / paletizador | Agrupa cajas en casos terciarios o cargas de paletas. Asegura los envíos con envoltura elástica y correas.. | Encajadoras y paletizadoras Jinlu para embalaje a granel. |
Fabricantes como Jinlu Packing ofrecen líneas de embalaje integradas combinando estas máquinas. Por ejemplo, Se puede sincronizar una línea automática de blister con una estuchadora y una empacadora de cajas para formar una solución completa de empaque primario a terciario.. Esta automatización garantiza un sellado constante, minimiza el error humano, y apoya totalmente la producción GMP. Notablemente, Las máquinas encartonadoras y blister de Jinlu cumplen con los estándares cGMP para el sector farmacéutico.. Sus unidades de ampolla van desde 4,800 a 11,200 ampollas/hora, mientras que los estuchadores pueden envasar hasta 15,600 unidades/hora.
[jl_youtube src=»https://www.youtube.com/embed/1Bb_J6rluac»]
Video: Una línea automatizada de envasado farmacéutico., que ilustran los procesos de embalaje protector (relleno de ampolla, embalaje de cartón, etc.) en acción (Instalación de embalaje de Jinlu).
Seleccionar el empaque óptimo implica considerar la sensibilidad del medicamento y las necesidades regulatorias.. Los factores clave incluyen la forma del medicamento. (sólido vs.. líquido), objetivos de vida útil, y condiciones de transporte. Por ejemplo, Las tabletas altamente sensibles a la humedad pueden necesitar Paquetes de ampolla Alu-Alu y desecantes; las vacunas requieren envases de cadena de frío validados. Un buen enfoque es realizar estudios de estabilidad con materiales candidatos para confirmar el rendimiento de la barrera..
La selección de la máquina es igualmente importante. Las líneas de alta velocidad mejoran la eficiencia pero requieren sistemas de control de calidad fiables (p.ej. cámaras de inspección, controles de peso). Asociarse con un experimentado proveedor de equipos de embalaje Puede garantizar que el diseño de la línea se adapte al producto.. Jinlu Packing proporciona personalización y soporte para líneas farmacéuticas; por ejemplo, ofrecen comederos especiales (vibratorio, cepillar) para manipular tabletas delicadas, y puede ayudar a integrar sistemas de serialización y visión para la trazabilidad..
En la práctica, muchas empresas utilizan una combinación: P.EJ., una envasadora de blister para crear ampollas primarias, seguido de un contador de tabletas y un llenador de botellas para algunas formas farmacéuticas, luego una máquina estuchadora y empacadora de cajas para los pasos secundarios/terciarios. Alineando la maquinaria de embalaje con los requisitos del producto., Los fabricantes logran tanto eficiencia como cumplimiento..
El embalaje protector es mucho más que un contenedor en fabricación farmacéutica — es un sistema crítico que salvaguarda la estabilidad de los medicamentos, seguridad, y cumplimiento normativo durante todo el ciclo de vida del producto.
De la producción al uso del paciente, Los medicamentos enfrentan riesgos como la humedad., exposición al oxígeno, luz, contaminación, y daño físico. Un embalaje protector bien diseñado actúa como barrera contra estos factores., ayudando a mantener la eficacia y la vida útil del medicamento mientras se garantiza la seguridad del paciente. Las investigaciones de la industria muestran consistentemente que los materiales de empaque y la integridad del sellado influyen directamente en la estabilidad farmacéutica y la calidad del producto..
Para fabricantes farmacéuticos e ingenieros de envasado, El éxito proviene de alinear los materiales., diseño de embalaje, y equipos de automatización en una estrategia de protección integrada. Las empresas que optimizan el embalaje protector no solo reducen la pérdida de productos sino que también mejoran la preparación para el cumplimiento y la eficiencia operativa..
Listo para actualizar su sistema de embalaje protector?
Si está planificando una nueva línea de envasado farmacéutico o mejorando el rendimiento de protección existente, elegir la solución de embalaje adecuada es esencial.
Jinlu Packing apoya a los fabricantes farmacéuticos y nutracéuticos con protección confiable maquinaria de embalaje y personalizado automatizado soluciones de embalaje adaptado a las necesidades reales de producción.
👉 Contacta con nuestro equipo hoy para discutir su proyecto o solicitar una solución personalizada.
Se trata de un sistema de envasado en capas diseñado para proteger los medicamentos de amenazas externas. (humedad, luz, oxígeno, contaminación, impacto) y para garantizar la seguridad del paciente. Esto incluye paquetes primarios. (ampollas, viales, botellas), paquetes secundarios (cajas de cartón con etiquetas), y contenedores marítimos terciarios, todos trabajando juntos para mantener los medicamentos estables y utilizables hasta su administración..
Hay tres niveles: primario (contacto directo con la droga, p.ej. paquetes de ampollas, botellas, viales), secundario (agrupar unidades en cajas de cartón con instrucciones e ID de lote), y terciario (cajas de transporte a granel, paletas, envoltura elástica). Cada capa cumple una función distinta: principal para el aislamiento., secundaria para información y organización, terciario para la integridad del envío.
Los materiales comunes incluyen plásticos. (CLORURO DE POLIVINILO, MASCOTA) para ampollas y botellas, Papel de aluminio para blisters de alta barrera., vidrio para inyectables (viales, ampollas), cartón para cajas y encartes, y revestimientos aislantes para la cadena de frío.. Cada uno ofrece barreras específicas.: p.ej. El papel de aluminio bloquea la humedad y la luz., El vidrio proporciona contención inerte., y ciertos plásticos (PVDC, EVOH) agregar barreras de oxígeno adicionales.
Las máquinas modernas automatizan el llenado y sellado precisos. Por ejemplo, una máquina automática de blister forma y sella con calor cada tableta en una cavidad con respaldo de aluminio, creando una barrera confiable. Una línea de llenado de botellas mide el líquido y lo tapa con un tapón sellado por inducción., cierre a prueba de niños. Las máquinas contadoras verifican los recuentos de dosis., y los estuchadores envuelven los paquetes primarios en cajas precintadas. El uso de estas máquinas garantiza una calidad constante y el cumplimiento de GMP en cada paquete..
Los envases farmacéuticos deben cumplir estrictas normas GMP. La OMS y las farmacopeas exigen que los materiales de embalaje no reaccionen con el medicamento y lo protejan de la humedad., luz, oxígeno, y contaminación. El etiquetado debe ser duradero y claro.. Regulaciones como las de EE. UU. y la UE exigen cierres a prueba de niños para muchos medicamentos y sellos a prueba de manipulaciones para evitar falsificaciones.. Las líneas de envasado también deben implementar controles (calificación del proveedor, pruebas de extraíbles/lixiviables) para garantizar la seguridad durante toda la vida útil.
Referencias:
1.Forma farmacéutica Fabricantes de medicamentos cGMP (10/93) – Inspección de la FDA & Cumplimiento.
2.TRS 902 – Anexo 9: Directrices sobre envases para productos farmacéuticos. - OMS.
3.ISO 15378 – Materiales de embalaje primario para medicamentos (Estándar de gestión de calidad).