En fabricación farmacéutica, La compresión de la tableta parece simple en la superficie: el polvo entra, salen tabletas. Pero cualquiera que haya trabajado con una prensa para tabletas sabe que la realidad es muy diferente.. Pequeños cambios en el flujo de gránulos., nivel de humedad, condición de herramientas, o la velocidad de la máquina puede crear rápidamente problemas de calidad que ralentizan la producción y aumentan el desperdicio..
Cuestiones como la limitación, pega, cosecha, variación de peso, o una dureza débil de la tableta son comunes durante la compresión de la tableta. Estos problemas no sólo afectan la apariencia del producto., pero también puede afectar la precisión de la dosis, desempeño de disolución, eficiencia de embalaje, y cumplimiento normativo. En un entorno de producción ajetreado, Incluso un problema menor de compresión puede provocar que se rechacen lotes., tiempo de inactividad de la máquina, y costos de mantenimiento adicionales.
Para jefes de producción, equipos de adquisiciones, y compradores de equipos farmacéuticos, Es importante comprender las causas fundamentales de estos problemas de compresión de tabletas.. La buena noticia es que la mayoría de los defectos de compresión se pueden prevenir cuando la formulación, proceso de granulación, estampación, y los parámetros de la prensa de tabletas funcionan juntos correctamente. En este artículo, repasaremos los más comunes problemas de compresión de tabletas en la fabricación farmacéutica, explica por qué suceden, y compartir formas prácticas de resolverlos. Ya sea que opere un prensa de tabletas rotativa de alta velocidad o gestionar una línea completa de producción de tabletas, Estos consejos para la resolución de problemas pueden ayudar a mejorar la calidad de la tableta y reducir las interrupciones en la producción..

La compresión de tabletas es un paso crítico en la fabricación de productos farmacéuticos en dosis sólidas, donde las formulaciones en polvo o gránulos se llenan en matrices y se compactan en tabletas usando punzones y alta presión.. La mayoría de las líneas de producción utilizan prensas rotativas para tabletas., que tienen múltiples estaciones en una torreta giratoria. Cada estación alberga un punzón superior., un golpe más bajo, y un dado. El proceso normalmente consta de dos etapas.: precompresión (una ligera fuerza de precarga que prepara el polvo) y compresión principal (la gran fuerza final que forma la tableta).

Los fabricantes también deben considerar la calidad de la formulación y la granulación.. Por ejemplo, Un buen flujo de polvo es esencial para un llenado uniforme del troquel.. Los gránulos suelen tener un tamaño (p.ej. <20% de diámetro de matriz) para evitar la segregación. La mezcla en polvo suele contener API., carpetas, lubricantes, y potenciadores de flujo para ayudar a comprimirlo adecuadamente y expulsarlo del herramental.. Incluso después de la compresión, A menudo se utiliza un desempolvador o un pulidor de tabletas para eliminar finos y mejorar la apariencia de las tabletas.. En la práctica, después de que las tabletas salen de la prensa, a máquina desempolvadora de tabletas instalado entre la prensa y la línea de recubrimiento/envasado vibrará y aspirará el polvo y los fragmentos sueltos, asegurando limpieza, tabletas sin polvo.
[jl_youtube src=»https://www.youtube.com/embed/bxodNZedxOE»]
Durante la compresión de la tableta, pueden surgir varios defectos. A continuación cubrimos los problemas más frecuentes, sus causas típicas, y soluciones prácticas.
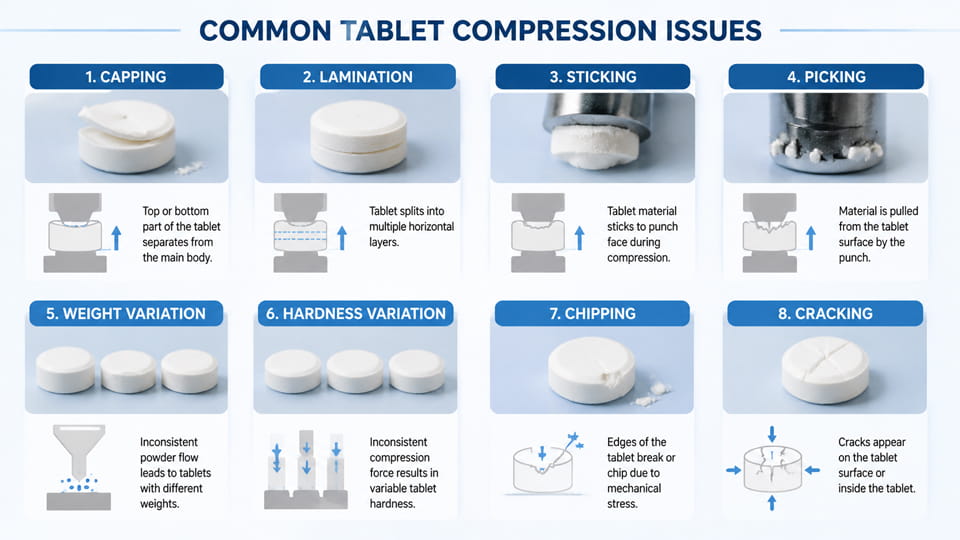
Cómo se ve: El taponamiento ocurre cuando la parte superior (o abajo) de una tableta se rompe, que aparece como una "tapa" que se ha separado del cuerpo principal de la tableta. La laminación es cuando una tableta se divide en dos o más capas horizontales.. Ambos defectos generalmente significan que la tableta no se unió completamente durante la compresión..
Causas comunes: El taponamiento a menudo resulta de Atrapamiento de aire y mala unión de partículas.. Cuando los golpes comprimen el polvo., Las bolsas de aire en la parte superior o media del troquel pueden impedir una consolidación adecuada.. Alta velocidad de torreta (corto tiempo de permanencia) y una fuerza de compresión muy alta puede exacerbar este problema. Además, ingredientes elásticos o de muy baja densidad (p.ej. algunas carpetas elásticas) puede “retroceder” después de la compresión, haciendo que las capas se separen. Demasiado poco aglutinante o muy poca humedad en la granulación también debilita la unión entre partículas..
Soluciones: Para evitar el taponamiento y la laminación., ayudar a escapar el aire atrapado y mejorar la unión. Usando perfiles cónicos de punzón/matriz permite que el aire salga más fácilmente. Ralentizando la torreta (aumentando el tiempo de permanencia) o agregar una fuerza suave de precompresión empuja más material hacia el troquel antes de la compactación final. Reducir ligeramente la fuerza de compresión principal también puede evitar la sobrecompresión.. Comprobar la humedad de la tableta y el aglutinante.: agregando un toque más de humedad durante granulación húmeda o aumentar el contenido de aglutinante puede mejorar la unión. En resumen, Ajustar la forma del punzón/troquel y los parámetros de la prensa. (y reemplazar herramientas desgastadas) Permite que el aire atrapado escape y reduce en gran medida la obstrucción..
Cómo se ve: El pegado ocurre cuando el polvo se adhiere a la cara del punzón., dejar un depósito de material o una cara de tableta incompleta. Picking es una forma de pegado que se produce alrededor de logotipos o marcas en relieve.; El diseño elevado del punzón recoge la pólvora., dejando un defecto en la tableta. Ambos dan como resultado tabletas con caras rugosas y, a veces, sin bordes..
Causas comunes: La alta fricción o pegajosidad entre la pólvora y el puñetazo es el principal culpable.. A menudo esto es provocado por exceso de humedad o alta humedad. Si los gránulos están demasiado húmedos o la sala de compresión está húmeda, Las partículas pueden formar una película sobre la cara del punzón.. Asimismo, lubricante insuficiente en la mezcla significa que nada ayuda a que el polvo se deslice de los golpes.. Si la fuerza de compresión es demasiado baja, Las tabletas pueden estar poco comprimidas y pegarse.; en cambio, Una fuerza demasiado alta puede calentar ligeramente el polvo y hacerlo pegajoso..
Soluciones: Mejora la liberación y reduce la adherencia.. Primero, mantener adecuado control ambiental: Deshumidifique el área de la prensa si es necesario y mantenga la humedad de los gránulos dentro de las especificaciones.. Asegúrese de que la mezcla contenga suficiente lubricante. (normalmente entre 0,5 y 2 % de estearato de magnesio o similar) y mezclarlo bien (pero no excesivamente) entonces las partículas están recubiertas. Caras de puñetazo polaco regularmente para eliminar rayones, y considere aplicar un pulimento adecuado o un revestimiento antiadherente.. Si el pegado persiste, Pruebe ligeros ajustes de parámetros.: a veces un pequeño aumento en la velocidad de la prensa (menor tiempo de contacto) o una disminución en la fuerza de compresión puede ayudar a que las tabletas se expulsen antes de pegarse.
Cómo se ve: Se supone que las tabletas deben tener un peso uniforme dentro de unas especificaciones estrictas.. Cuando la variación de peso es alta, las tabletas del mismo lote salen notablemente livianas o pesadas, riesgo de inconsistencia de dosis.
Causas comunes: La variación excesiva suele deberse a llenado inconsistente del troquel. Las prensas rotativas normalmente dosifican por volumen, por lo que cualquier cambio en la densidad aparente del polvo o en la dinámica de llenado provoca cambios de peso. Los problemas comunes incluyen mala fluidez (lo que lleva a puentes o alimentación desigual), Segregación de polvos mezclados. (las partículas gruesas se llenan más rápido), o un marco de alimentación desgastado/desalineado (dando un suministro de polvo desigual). Hacer funcionar la prensa demasiado rápido puede empeorar esto al no dejar suficiente tiempo para que se llene cada troquel..
Soluciones: Mejore el flujo de polvo y la consistencia de la alimentación. Optimizar la granulación para lograr una homogeneidad., mezcla fluida. Agregar deslizantes (p.ej. sílice coloidal) o agentes antiaglomerantes para reducir la adherencia y la formación de puentes.. Ajuste la configuración del marco de alimentación e instale deflectores en la tolva para controlar el flujo.. Considere usar golpes de alimentación forzada (donde el punzón inferior se eleva para llenar activamente el troquel) o llenado asistido por vacío si el polvo es lento. Bajando la velocidad de la torreta (dando más tiempo de llenado) a menudo reduce la variación. En breve, Asegúrese de que cada troquel reciba constantemente la misma cantidad de polvo; esto podría significar cambiar el mecanismo de alimentación o la velocidad de la prensa..
Cómo se ve: Dureza (o fuerza de rotura) es la resistencia de una tableta al aplastamiento. Si las tabletas son demasiado blandas, pueden astillarse, romper, o exhibir alta friabilidad (desmoronarse fácilmente). si es demasiado difícil, pueden resistir el recubrimiento o disolver lentamente. Pruebas de friabilidad (tabletas giratorias y medición de la pérdida de peso) a menudo revelan bordes desconchados o pulverizados.
Causas comunes: La dureza está controlada principalmente por fuerza de compresión y formulación. Una fuerza de compresión baja o muy poco aglutinante produce, tabletas frágiles. Por otro lado, Una fuerza excesiva puede crear tabletas muy duras que se agrietan o resisten la desintegración.. Por ejemplo, Una fuente de la industria señala que una fuerza de expulsión muy alta (por sobrecompresión) puede dar lugar a tabletas que sean demasiado duras, causando grietas o desintegración lenta. La variación en el peso de la tableta también provoca variación en la dureza.: las tabletas más ligeras son más delgadas/suaves, los más pesados, más gruesos/más duros.
Soluciones: Ajustar la compresión y la unión. Ajuste la compresión principal para alcanzar la dureza objetivo. (generalmente medido en un probador de dureza). Modificar la formulación: agregar u optimizar una carpeta (p.ej. JcJ, HPMC, o almidón) aumenta el enlace entre partículas. Controlar la humedad de los gránulos, ya que los gránulos ligeramente húmedos suelen producir comprimidos más fuertes (pero cuidado con mojar demasiado). Reemplace las cuchillas eyectoras desgastadas y garantice una expulsión suave; un golpe de expulsión brusco puede romper las tabletas. Si la friabilidad es alta, compruebe si las tabletas son demasiado débiles; es posible que necesite un poco más de fuerza de compresión o más aglutinante. El equilibrio es clave: Apunte a tabletas lo suficientemente duras para resistir la manipulación, pero no tan duras como para no superar las pruebas de disolución..
Pueden ocurrir otros defectos. Bordes desconchados o grietas Esto suele ocurrir si las tabletas se expanden repentinamente después de ser expulsadas o si los troqueles son planos.. Impresiones dobles (Imágenes de fantasmas) Por lo general, resultan de herramientas sueltas o repetición mecánica del punzón.. Moteado o variación de color (en tabletas no recubiertas) Puede ocurrir si se segregan excipientes coloreados.. Estos a menudo se relacionan con las causas anteriores.: Por ejemplo, El desconchado de los bordes puede deberse a una compresión excesiva o a gránulos demasiado secos., y resolverlo podría implicar un pequeño ajuste de lubricante o aglutinante..
En la práctica, un enfoque estructurado de resolución de problemas es útil. Por ejemplo, Detenga la prensa cuando aparezca un defecto y revise cualquier cambio reciente. (como lotes nuevos, velocidad cambiada, o mantenimiento). Verifique las herramientas y las condiciones de operación., y corregir un factor a la vez. Muchos fabricantes registran parámetros clave (peso de la tableta, espesor, dureza, etc.) en tiempo real para que vean surgir las tendencias. Inspección visual de tabletas. (acabado superficial, bordes) también es crucial. Este método sistemático – observar, aislar, ajustar: reduce rápidamente la causa raíz.
Varios factores ascendentes influyen en los resultados de la compresión.:
Mantenimiento adecuado de la prensa de tabletas también es crucial. Una máquina bien mantenida – limpia, lubricado, y calibrado: es mucho menos probable que produzca defectos. Reemplace los punzones y matrices desgastados antes de que degraden la calidad de la tableta. Documente un programa de limpieza regular (eliminar la acumulación de polvo) y asegúrese de que los técnicos verifiquen la configuración antes de cada ejecución.

La adopción de medidas preventivas sólidas mantiene los defectos a raya:
Diagrama de flujo de sirena: Un árbol de decisiones que ilustra cómo diagnosticar defectos de la tableta comprobando parámetros específicos (tipo de defecto → causa probable → acción correctiva).

Defectos de compresión de la tableta como limitación, pega, variación de peso, y la friabilidad son desafíos comunes pero pueden gestionarse eficazmente. Cada problema generalmente surge de las propiedades de la formulación., configuración de la máquina, o factores ambientales. Identificando metódicamente la causa raíz y luego ajustando los parámetros de la prensa, granulación de refinación, controlar la humedad, y mantener el equipo en óptimas condiciones: los fabricantes pueden corregir los defectos. Controles regulares durante el proceso (peso de la tableta, dureza, espesor, etc.) captará las tendencias temprano. La aplicación de estas mejores prácticas ayuda a garantizar que las tabletas que salen de la imprenta cumplan constantemente con los estándares de calidad., reducir el desperdicio y satisfacer las expectativas regulatorias.
Si tiene problemas como que la tableta se pegue, tapando, variación de peso, o dureza inestable de la tableta, el derecho equipo de compresión de tabletas y la configuración de la producción pueden marcar una gran diferencia. En Embalaje de Jinlu, Ayudamos a los fabricantes farmacéuticos y nutracéuticos a mejorar la calidad de las tabletas con productos confiables. prensas rotativas de tabletas, soluciones de compresión personalizadas, y soporte técnico profesional.
Ya sea que esté actualizando una línea de producción existente o planificando un nuevo proyecto de fabricación de tabletas, Nuestro equipo puede ayudarle a elegir la máquina prensadora de tabletas adecuada según su tipo de producto., requisitos de salida, y estándares GMP. Explora nuestro soluciones de prensa de tabletas o contáctanos hoy para discutir los desafíos de compresión de su tableta con nuestro equipo de ingeniería.
Los problemas de compresión de tabletas más comunes incluyen la limitación, laminación, pega, cosecha, variación de peso, problemas de friabilidad, y dureza inconsistente de la tableta. Estos problemas suelen estar relacionados con la calidad del gránulo., configuración de la máquina, condición de herramientas, o factores ambientales.
La limitación de la tableta ocurre cuando la parte superior o inferior de una tableta se separa después de la compresión.. Las causas comunes incluyen aire atrapado., gránulos demasiado secos, aglutinante insuficiente, velocidad excesiva de la máquina, o fuerza de compresión incorrecta. Los ajustes adecuados de granulación y precompresión pueden ayudar a reducir la limitación.
La adherencia ocurre cuando el material de formulación se adhiere a las caras del punzón o a las paredes del troquel durante la compresión de la tableta.. El picking es un tipo específico de pegado que suele afectar a logotipos en relieve o punzones grabados.. Alto contenido de humedad, lubricación insuficiente, superficies de herramientas rugosas, y los ingredientes pegajosos son causas comunes.
La variación de peso a menudo se debe a un flujo deficiente del polvo., llenado inconsistente del troquel, o velocidad de alimentación inestable. Mejora de la fluidez de los gránulos, controlar la distribución del tamaño de partículas, y optimizar la configuración del alimentador puede ayudar a mantener un peso constante de las tabletas durante la producción..
La dureza de la tableta afecta directamente la durabilidad del producto, rendimiento del embalaje, tiempo de desintegración, y comportamiento de disolución. Las tabletas demasiado blandas pueden romperse durante la manipulación., mientras que las tabletas demasiado duras pueden disolverse demasiado lentamente. Una fuerza de compresión adecuada y un diseño de formulación equilibrado son fundamentales para un control estable de la dureza.
La calidad de los gránulos juega un papel importante en el rendimiento de la compresión de tabletas. Gránulos con mala fluidez., tamaño de partícula desigual, humedad excesiva, o una baja compresibilidad puede provocar defectos como el pegado, tapando, y variación de peso. La granulación de alta calidad mejora la consistencia de las tabletas y la eficiencia de producción.
La temperatura y la humedad dentro de la sala de compresión afectan significativamente la calidad de la tableta. La alta humedad puede aumentar los problemas de adherencia., mientras que las condiciones demasiado secas pueden causar friabilidad o taponamiento.. Muchos fabricantes mantienen niveles de humedad controlados para estabilizar el rendimiento de compresión de la tableta..
Los punzones y troqueles para tabletas deben inspeccionarse y mantenerse periódicamente para evitar defectos y garantizar una producción estable.. Las herramientas desgastadas o dañadas pueden provocar que se peguen., mala apariencia de la tableta, peso inconsistente, y mayor tiempo de inactividad. Se recomiendan encarecidamente programas de mantenimiento preventivo para las líneas de producción farmacéutica..
Mejorar la eficiencia de la compresión de las tabletas generalmente requiere una combinación de formulación optimizada, granulación adecuada, configuración estable de la máquina, operadores capacitados, y mantenimiento regular del equipo. Monitoreo en tiempo real del peso de la tableta, dureza, y el espesor también ayuda a detectar problemas tempranamente antes de que afecten a grandes lotes de producción..
Referencias:
1.DEFECTOS DE FABRICACIÓN DE TABLETAS – UNA REVISIÓN —— Revista de administración y terapéutica de medicamentos (JDDT)
2.Pegar y picar en la compresión de tabletas farmacéuticas: Una revisión del consorcio IQ —— Ciencia Directa
3.ICH Q10 Sistema de calidad farmacéutica – directriz científica —— Agencia Europea de Medicamentos
4.Lubricación en formulaciones de tabletas. —— Biblioteca Nacional de Medicina
5.Cómo resolver el diseño de tabletas donde se pega y se recoge —— Tecnología farmacéutica
6.Avanzando en la comprensión del tapado y la laminación de tabletas: una revisión sistemática —— Ciencia Directa



