Máquinas envasadoras de blister son los caballos de batalla de la industria farmacéutica: moldean láminas de plástico o aluminio en bolsillos y sellan pastillas o cápsulas en su interior.. Pero como cualquier equipo complejo., pueden encontrar obstáculos que detengan la producción. Los problemas comunes de las máquinas de blister incluyen sellos débiles o con fugas, cavidades deformes, bolsillos vacios (atascos o transmisiones perdidas), y desgaste de la máquina que causa tiempo de inactividad. Como señalan los expertos de la industria, Las fallas de sellado se encuentran entre los defectos más críticos. porque comprometen directamente la seguridad de los medicamentos. En la práctica, acerca de 90% de los defectos estándar de las ampollas se reducen a las “Tres T”: mal configurado Temperatura, Tiempo, o Tensión en el proceso.
En esta guía, analizaremos cada problema importante: por qué sucede y cómo solucionarlo.. Al final, Tendrás pasos claros y consejos preventivos para que tu máquina de blister funcione sin problemas. (o decidir si se necesita una solución más avanzada).
Problema 1: Sellado débil o inconsistente
- Síntomas: La lámina de la tapa no se adhiere completamente a las cavidades formadas.. Es posible que vea que los blisters pierden tinte en una prueba de fugas o en papel de aluminio que se despega fácilmente.. Algunos sellos pueden parecer parciales o tener espacios. Estos defectos comprometen la esterilidad y requieren el desguace de lotes enteros..
- Causas: Los parámetros de termosellado incorrectos son el culpable habitual. Si la temperatura del sello es demasiado baja, La capa termosellada de la lámina no se derrite ni se adhiere.; demasiado alto, y la película plástica puede encogerse o quemarse. Presión de sellado desigual (debido a placas deformadas o resortes mal ajustados) causa vacíos locales. La contaminación en la matriz de sellado, como residuos de adhesivo o polvo de tableta, impide el contacto total. La lámina húmeda o de mala calidad también produce una adhesión débil..
- Soluciones:
- Ajustar la temperatura & Presión: Utilice un termómetro de contacto para verificar las temperaturas de las placas. (no confíe únicamente en la lectura de la máquina). Siga las pautas de materiales (p.ej. 140–160°C para paquetes de PVC/Alu). Ajuste con precisión entre ±2 y 5 °C alrededor del punto de ajuste mientras ejecuta los sellos de prueba..
- Comprobar matrices de sellado: Limpie matrices y placas en cada turno; Retire los residuos de adhesivo o película con isopropanol.. Inspeccione si hay rayones o corrosión que puedan causar fugas. Reemplace o vuelva a rectificar los troqueles si están deformados..
- Optimizar el proceso: Garantizar una presión uniforme en todo el ancho. Inspeccione y reemplace los rodillos de presión o resortes desgastados.. Utilice sólo alta calidad, Papel de aluminio seco: película presecada en ambientes húmedos. (p.ej. 40–60°C durante 30 a 60 minutos). Documente los parámetros del sello y realice pruebas rutinarias de resistencia al desprendimiento para detectar la deriva.
Por ejemplo, en una línea estándar de blister de PVC/Alu, La zona óptima de termosellado suele ser de alrededor de 150 °C.. Un error de ±3°C puede reducir a la mitad la resistencia del sellado. Calibrando y registrando perfiles de temperatura, Los operadores pueden mantener una integridad constante del sello..

Problema 2: Formación inadecuada (Cavidades colapsadas o desiguales)
- Síntomas: Las cavidades del blister de plástico termoformado se deforman.. Es posible que veas caries que son demasiado poco profundas., colapsado bajo el peso de la tableta, o tener profundidades desiguales y paredes adelgazadas. Los bolsillos desiguales hacen que las tabletas se muevan, Activar alarmas de conteo de llenado o paradas a mitad de ejecución..
- Causas: La estación de formación se basa en un calentamiento y un vacío uniformes.. Si la placa calefactora está descalibrada, la temperatura de formación puede variar. Incluso una pequeña desviación de ±3°C en una placa formadora de película de PVC provoca un cambio significativo en la profundidad de la cavidad y el espesor de la pared.. Otras causas incluyen vacío débil. (filtros sucios, fugas), pasadores de asistencia de enchufe desgastados (si se usa), o superficies de moho contaminadas (Plásticos o láminas pegadas a las cavidades.).
- Soluciones:
- Verificar temperatura: Utilice un termómetro infrarrojo o de contacto calibrado en la placa de formación.. Ajuste el controlador PID si la superficie de la placa está desviada en más de ~2°C del punto de ajuste. Realice una breve prueba con los productos objetivo y la película correcta para confirmar la formación completa de la cavidad..
- Mantener el sistema de vacío: Verifique la salida de la bomba de vacío y las líneas de vacío.. Limpie o reemplace los filtros de aspiradora regularmente. Asegúrese de que los canales de vacío en el molde no estén obstruidos..
- Inspeccionar y limpiar moldes: Limpie las placas de la cavidad en cada turno para eliminar los residuos de película.. Comprobar las clavijas del enchufe (si alguno) para una sincronización correcta: un tapón desgastado o mal sincronizado puede colapsar la cavidad si se presiona demasiado pronto. Reemplace las bujías o los casquillos de leva desgastados si el enchufe entra en contacto con la película prematuramente.
- Utilice la película adecuada: Verifique que esté utilizando el grosor y el tipo de película correctos para su molde.. Es posible que un lote de película nuevo necesite un perfil de temperatura ligeramente diferente debido al contenido de plastificante..
Consejo: Mantenga los ajustes de formado documentados por lote de película y vuelva a calificar cada vez que cambie el material para evitar problemas de colapso de las ampollas..
Problema 3: Película desgarrada o arrugada
- Síntomas: Durante o después de la formación, la película de plástico (PVC/PVDC o PET) o la capa de aluminio se desgarra, grietas, o poros. En el lado opuesto, Es posible que veas arrugas o bolsas de aire debajo de la lámina de la tapa.. Esto provoca fugas en el paquete o defectos estéticos..
- Causas: El calor excesivo o la tensión son los principales sospechosos.. Si la temperatura de formación o sellado es demasiado alta, la película puede ablandarse demasiado y estirarse demasiado, causando que se adelgace o se rompa. Asimismo, tensión de película desigual (por mal control de desenrollado o rodillos desalineados) provoca arrugas e incluso desgarros cuando se tira de la red. Los picos repentinos de temperatura o un enfriamiento defectuoso también pueden debilitar la película..
- Soluciones:
- Optimizar la temperatura: Asegúrese de que las temperaturas de formación/sellado estén dentro de las especificaciones de su película.. Por ejemplo, Reduzca las temperaturas de la zona si ve daños constantes en la película.. Utilice calefacción por zonas (más alto en el centro, más bajo en los bordes) para evitar puntos calientes.
- Ajustar la tensión y la alineación: Verifique los ajustes de tensión de desenrollado. La tensión del rollo de papel de aluminio debe ser lo suficientemente apretada para permanecer plano, pero no tan apretada como para estresar la red.. Inspeccione la alineación de la guía de rodillos: incluso una guía ligeramente desalineada puede crear ondas. Reemplace los rodamientos desgastados en los rodillos o brazos bailarines.
- Utilice el manejo correcto de la película: Asegúrese de que las películas se almacenen y preacondicionen correctamente. Limpie la superficie de la película para eliminar el polvo antes de ejecutarla.. Considere precalentar la película de PVC/PET durante un período breve en áreas de alta humedad.. Utilice proveedores de películas certificados para evitar defectos en el material..
*Ejemplo: Una solución común para las arrugas del foil es ajustar el freno en el eje del foil.. Un frenado ligeramente más alto puede suavizar las arrugas al reducir la holgura del foil.. Mantenga los sensores de tensión (bailarines) en buen estado: reemplace los cojinetes antes de que se desgasten.
Problema 4: Errores de alimentación del producto (Atascos, Alimentación doble, Apretura)
- Síntomas: Es posible que falten tabletas o cápsulas en algunos bolsillos. (cavidades vacias), o algunos bolsillos tienen dos productos (doble alimentación). Alternativamente, las tabletas se acumulan o se atascan en el plato o canales de alimentación, provocando paradas intermitentes. En casos severos, La línea puede detenerse debido a alarmas de error de alimentación..
- Causas: Los problemas de alimentación surgen de desajustes entre la velocidad del alimentador y la indexación de la máquina, o desde el propio mecanismo del alimentador.. Si el cepillo o el alimentador vibratorio funcionan demasiado rápido en relación con el índice, Las tabletas pueden saltarse los bolsillos o acumularse.. Alta estática (p.ej. condiciones húmedas) puede hacer que las tabletas se peguen entre sí o a la tolva. Los rieles de alimentación desgastados o las rebabas en los moldes también pueden atrapar productos., mientras que los restos sobrantes en el alimentador pueden desviar las tabletas.
- Soluciones:
- Sincronizar alimentador: Vuelva a calibrar la velocidad del alimentador para que coincida con el ciclo de índice de ampolla en cada cambio.. Anote la proporción correcta para cada lote de producto.. Si utiliza un alimentador de múltiples cabezales o de orugas, asegúrese de que esté equilibrado y libre de obstrucciones.
- Control de humedad/estática: Mantenga la humedad relativa del área de producción entre 40 y 60 %.. Si el puente persiste, instale un cepillo antiestático o utilice aire acondicionado en la tolva. Limpie los componentes del alimentador antes de cada ejecución..
- Inspeccionar herramientas y alimentador: Comprobar los discos de alimentación, tolvas, y guías por desgaste o daños que puedan enganchar las tabletas. Reemplace cualquier borde desconchado o afilado. Limpie los residuos del producto del camino del alimentador.. Utilice la inspección visual (p.ej. un sensor de cámara) para verificar que cada cavidad esté llena si las GMP lo permiten.
Nota:* Las líneas de blíster suelen incluir un detector de cavidades vacías cerca de la estación de sellado.. Sin embargo, el objetivo es prevenir** vacíos – p.e.. si una cavidad está vacía, Por lo general, significa que el alimentador se ha atascado aguas arriba.. Los ajustes regulares del alimentador y las revisiones de los sensores ayudan a eliminar estas fallas..

Problema 5: Bolsillos de ampolla vacíos (Productos faltantes)
- Síntomas: Blísteres terminados sin tableta ni cápsula dentro de una cavidad, pero sellados con papel de aluminio.. Estos deben ser detectados y rechazados.. Los vacíos falsos indican problemas de sincronización del feed.
- Causas: Fundamentalmente, Los bolsillos vacíos son un tipo de error de alimentación.. Ocurren cuando el alimentador no deja caer un producto en una cavidad formada.. Las razones incluyen: producto no liberado del alimentador (adherencia estática, mal momento), un atasco que desprendió un producto, o tolva funcionando momentáneamente vacía. Las fallas del sensor también pueden causar errores de conteo (p.ej. un fotosensor no cuenta un producto).
- Soluciones:
- Sincronización del alimentador: Asegúrese de que el alimentador esté calibrado para que cada cavidad reciba exactamente una unidad.. Compruebe que el alimentador de cepillo o tornillo alimente exactamente una pieza por ciclo..
- Verificar sensores: Utilice una cámara de visión o un fotodetector después del llenado para detectar los envases vacíos en tiempo real.. Pruebe y limpie periódicamente los sensores para evitar lecturas falsas.
- Abordar los problemas del alimentador de raíces: Si los vacíos persisten, inspeccionar el alimentador (como en problema 4). A veces, un ligero cambio en el tamaño/forma de la tableta requiere volver a ajustar la configuración del alimentador vibratorio..
Consejo práctico:Registre todos los incidentes de bolsillo vacío en su registro de lotes. Si se producen varios vaciados, Detenga la línea y elimine cualquier atasco inmediatamente.. Los vaciados frecuentes pueden presagiar la necesidad de una realineación importante del alimentador..
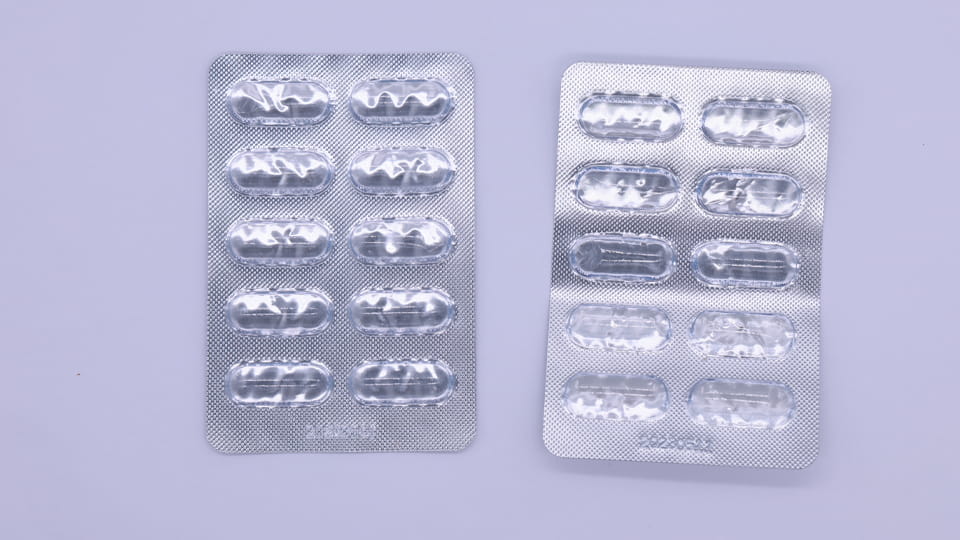
Problema 6: Arrugas del papel de aluminio
- Síntomas: La lámina metálica de la tapa (generalmente Alu o PVDC) aparece arrugado o arrugado en el paquete terminado, especialmente cerca de los bordes. Los paquetes pueden verse poco lisos o el papel de aluminio puede incluso levantarse localmente.
- Causas: Las arrugas generalmente son el resultado de una tensión o alineación desigual de la lámina.. Si la lámina está demasiado floja (baja tensión de desenrollado) No quedará plano sobre las cavidades antes de sellar.. En cambio, una tensión demasiado fuerte puede estirar y arrugar la lámina en el área del sello. Rollo de aluminio o rodillos posteriores desalineados (no paralelo a la tarjeta) crear pliegues. Presión desigual a lo ancho (por ejemplo, debido a una placa de sellado ligeramente deformada) También puede causar que un lado de la lámina selle incorrectamente., arrugando el exceso.
- Soluciones:
- Tensión de equilibrio: Ajuste el freno del foil o el control de tensión para que el foil se enseñe pero no se estire demasiado.. El ajuste fino aquí a menudo elimina la mayoría de las arrugas..
- Comprobar alineación: Verifique que el rollo de papel de aluminio esté en escuadra con respecto a la dirección de tracción.. Asegúrese de que todos los rodillos guía y de tracción estén paralelos y nivelados.. En algunas máquinas, alinear las marcas de registro en la lámina puede ayudar a centrarla.
- Inspeccionar componentes: Reemplace los rodillos tensores o deflectores desgastados.. una guía sencilla: después de un atasco de papel de aluminio o cambio de rollo, Haga una prueba lenta y observe cómo se deposita la lámina.. Ajústelo antes de correr a toda velocidad.
*Nota del experto: En un estudio reciente de resolución de problemas, La inconsistencia de la tensión de la película se relacionó con muchas arrugas en la lámina.. Incluso el diámetro de los rollos de lámina influye en la tensión: la estandarización de los núcleos de los rollos ayuda. Para arrugas severas, considere actualizar a un sistema de retroalimentación de control de tensión.
Problema 7: Desalineación de ampolla/película (Errores de registro)
- Síntomas: Las ampollas formadas y el papel de aluminio no coinciden: se ven ranuras o impresiones descentradas.. El troquel cortado podría perforar mal algunas cavidades, o los códigos de lote impresos no llegan a las ranuras de aluminio. La tasa de desechos aumenta a medida que muchas bolsas se superponen con los bordes o se cortan parcialmente.
- Causas: Desalineación de la película (También llamados errores de seguimiento.) se debe al avance inconsistente de la película. Como señala JinluPacking, La tensión desigual de desenrollado entre los rollos hace que la banda se desvíe.. Un rodillo o guía desgastados pueden hacer que la película se desvíe.. Los desenrollados de varios rollos sin tensión sincronizada también provocan ligeros cambios. Si utiliza piñones de registro, las marcas de registro incorrecto o los rastreadores de cámara pueden perder la sincronización. El deslizamiento del motor o las correas sueltas en el mecanismo de tracción desincronizarán, también.
- Soluciones:
- Calibrar seguimiento: Después de cada cambio de rodillo o cambio de herramientas, comprobar el avance de la película con la marca de registro. La regla de las 4 horas: inspeccionar el avance de la película cada pocas horas en líneas de alta velocidad. Ajuste los brazos de tensión o las posiciones del bailarín hasta que la marca permanezca alineada..
- Reparar la retroalimentación de tensión: Reemplace los cojinetes desgastados en los brazos bailarines (pueden causar un retraso en el control de la tensión). Si es posible, configurar un controlador de tensión PID. Alternativamente, Utilice sólo un rollo de desenrollado a la vez en ampollas que requieran alta precisión..
- Comprobaciones mecánicas: Asegúrese de que todos los rodillos (bailar, guía, holgazanes) son libres de juego y paralelos. Apriete las correas de transmisión y revise los servomotores.. Un sensor de proximidad defectuoso en el codificador de extracción también podría informar una posición incorrecta de la película.
*Contexto: La desalineación no sólo genera desechos sino que también puede bloquear la línea. (atascos de ponche). Preventivo: integrar un sistema de visión o un sensor de marcas para emitir una alarma ante un desplazamiento menor antes de los golpes. Un buen mantenimiento del equipo de alineación es clave.
Problema 8: Errores de impresión y codificación
- Síntomas: Después del embalaje, El papel de aluminio de los blisters puede ser ilegible., desaparecido, o códigos de lote borrosos, fechas de vencimiento, o gráficos. Se ve una impresión incompleta o borrosa en el aluminio o en la lámina impresa por inyección de tinta..
- Causas: Estos errores suelen ser ajenos al conformado mecánico y se deben al sistema de codificación en la línea.. Los culpables comunes incluyen: mala sincronización entre el movimiento de la máquina y el disparador de impresión, tinta seca o cabezales de impresión desgastados, o rodillos de impresión desalineados. La temperatura o el polvo en el ambiente también pueden afectar la aplicación de tinta.. En servosistemas, un error de sincronización entre el actuador de impresión y el movimiento de la película provoca errores de impresión. Algunas impresoras utilizan un accesorio en el rodillo, si no está asegurado, se desliza.
- Soluciones:
- Mantener impresoras: Limpiar el cabezal de impresión (o rasqueta para impresoras térmicas) a diario. Reemplace las cintas o botellas de tinta cuando estén bajas. Siga las instrucciones del OEM sobre los intervalos de mantenimiento.
- Comprobar sensores: Asegúrese de que el sensor o codificador de inicio de línea que activa la impresión esté calibrado. Por ejemplo, si debe aparecer un código de lote en cada quinto blister, Verifique que la máquina vea la marca correcta en la lámina y se active en el momento adecuado..
- Utilice la verificación de la visión: Un paso simple es pasar una muestra de paquetes codificados a través de un escáner o sistema de visión.. De esa manera, detectará los códigos faltantes o incorrectos inmediatamente..
- Ajuste preventivo: En salas GMP polvorientas, mantenga el gabinete de la impresora cerrado. Algunas líneas añaden un soplado o un paño justo antes de imprimir para eliminar el polvo de la película perdida..
*Nota: Aunque no siempre es mecánico, La confiabilidad de la codificación es crucial para el cumplimiento.. Las máquinas blister de Jinlu admiten dispositivos de codificación estándar y permiten una fácil integración de controles de visión en la línea.
Problema 9: Defectos de punzonado y corte
- Síntomas: Las tarjetas blíster finales tienen bordes ásperos., cortes incompletos, o rebabas acampanadas en el plástico. Es posible que algunos agujeros solo estén parcialmente perforados., rompiendo la tarjeta. Esto hace que las tarjetas no pasen la inspección visual o se partan..
- Causas: Los módulos de perforación deben estar afilados y bien alineados.. Las hojas/troqueles desafilados o desgastados no cortan completamente, lo que lleva a rebabas o espacios en blanco incompletos. Si la holgura del troquel (brecha entre punzón y matriz) está fuera de especificaciones, la tira no se separará limpiamente. Con el tiempo, Los resortes del punzón/separador pierden tensión., haciendo que la tira de desechos se pegue y se rompa. Los bloques de matriz también pueden moverse si el marco de la máquina o los pernos se aflojan..
- Soluciones:
- Reemplace las herramientas desgastadas: Verifique los bordes de la hoja cada pocos cientos de horas. Los bordes afilados son críticos. Si ve esquinas redondeadas o astillas, reafilar o reemplazar la herramienta.
- Ajustar el espacio libre: Mida la separación entre el punzón y la matriz con galgas de espesores. Para la mayoría de las configuraciones de blister, el espacio libre es de aproximadamente 0,1 a 0,2 mm. Estrecho si los golpes se saltan; ampliar si está demasiado apretado. Después del ajuste, Realice pruebas hasta que la tira de residuos se desprenda limpiamente..
- Mantener las piezas del separador: Cambie los resortes de la placa extractora según lo programado (p.ej. cada 1000h) para garantizar que la tira de residuos se expulse por completo. Como advierte, La rotura repetida de la tira a menudo indica resortes desgastados o problemas con la profundidad del troquel..
- Limpiar y alinear: Mantenga limpia la estación de punzonado.. Las virutas de metal o el adhesivo endurecido pueden atascar los punzones.. Verifique que el cabezal del punzón y el troquel estén cuadrados y que el punzón esté centrado en la cavidad..
*Solución rápida: Si notas rebabas, Deténgase inmediatamente e inspeccione la holgura del troquel.. Las rebabas suelen indicar una pérdida de tolerancia de 0,02 a 0,05 mm.. La corrección de la holgura generalmente soluciona la rebaba..
Problema 10: Tiempo de inactividad frecuente (Problemas de mantenimiento e integración)
- Síntomas: La línea de ampollas se detiene repetidamente por diferentes motivos.: aparecen alarmas, falla de los sensores, o mensajes de “error desconocido”. Pequeñas soluciones parecen curar un paro, sólo para ver otro poco después. El tiempo de actividad general del equipo es bajo.
- Causas: El tiempo de inactividad crónico suele ser un problema de mantenimiento o de integración del sistema.. Falta de mantenimiento preventivo programado. (P.M) permite que desgastes menores se conviertan en fallas. Componentes como sensores, calentadores, cinturones, y el sistema hidráulico se desviará sin controles regulares. También, como observó un experto, encima 60% del tiempo de inactividad de la línea de blíster se debió a fallas en la integración de múltiples proveedores, es decir,, comunicación inconsistente entre módulos. Si tu ampolla anterior, alimentador, y el punzón son marcas diferentes con PLC separados, una pequeña alarma mal sincronizada puede caer en cascada.
- Soluciones:
- Programa de mantenimiento preventivo: Establecer diariamente, semanalmente, y listas de verificación mensuales (ver la tabla a continuación). Por ejemplo, matrices de sellado limpias diariamente, calibrar la temperatura semanalmente, inspeccionar herramientas mensualmente. Registre cada cheque. sugiere limpiar las superficies de sellado cada 250 horas y realizando diagnósticos completos cada 500 horas. Siga los manuales de los equipos y los programas de mantenimiento GMP..
- Capacitación del operador: Asegúrese de que los operadores sepan cómo restablecer fallas menores y detectar señales de advertencia tempranas. (ruidos inusuales, deriva en la tasa de chatarra). Anímelos a registrar cualquier alarma extraña o pequeño problema..
- Estrategia de repuestos: Mantenga repuestos críticos (sensores, ballestas, cinturones, matrices) en el sitio para reducir el tiempo de reparación. Para líneas de múltiples proveedores, considere pasar a una solución de fuente única para evitar problemas de protocolo de enlace del PLC.
- Actualizaciones de línea: Si los fallos de comunicación son frecuentes, invertir en un línea de ampolla integrada (Las líneas de Jinlu están diseñadas con control PLC unificado) para eliminar discrepancias de protocolo.
*Importante: El tiempo de inactividad no planificado es el más costoso. En una línea validada, una parada inesperada puede significar una recalificación. Siguiendo un programa de mantenimiento documentado (incluso registros diarios simples de temperatura y pruebas de pelado), Se pueden evitar muchas paradas aleatorias..
Lista de verificación de mantenimiento preventivo
El mantenimiento regular es la mejor “solución” para muchos problemas de las máquinas blister. Desarrollar una lista de verificación:
| Frecuencia |
Tareas clave de mantenimiento |
| A diario (Cambio) |
– Limpiar y limpiar los moldes., troqueles de sellado, y bandejas de alimentación. – Inspeccionar las piezas móviles (cinturones, cámaras) por desgaste o daño. – Revisar los filtros y el aceite del sistema de vacío.. <hermano>- Verifique que los protectores y sensores de seguridad estén funcionales.. – Ejecute un ciclo de prueba rápido para garantizar las funciones básicas. (forma, alimentar, sello) funcionar. |
| Semanalmente |
– Limpie a fondo las placas calefactoras y las herramientas. (películas teñidas). – Lubrique todos los cojinetes, cadenas, y guías deslizantes según las instrucciones del fabricante. – Calibrar sensores de temperatura y presión.; verificar los puntos de ajuste del calentador. – Verifique las conexiones eléctricas y apriete los cables sueltos.. – Inspeccionar la holgura del punzón y del troquel; afilar o ajustar según sea necesario. |
| Mensual |
– Máquina de limpieza profunda: Retire las cubiertas y limpie los componentes internos. (engranajes, motores). – Inspeccionar y reemplazar piezas desgastadas.: P.EJ., juntas tóricas, cinturones, ballestas. – Realizar una calibración completa: avance de la película, comederos, caza de focas. – Actualizar software/firmware (si corresponde). – Revise los registros de alarmas y el registro de mantenimiento para detectar problemas recurrentes. – Volver a capacitar al personal sobre cualquier procedimiento nuevo.. |
Seguir estas tareas de PM prolongará la vida útil de las herramientas, estabilizar los parámetros de la máquina, y detectar problemas antes de que causen fallas. Todo regulado por GMP Las plantas farmacéuticas deben registrar estas actividades para cumplir con las normas..
Elegir una máquina de blister farmacéutica confiable
La prevención de problemas comienza con el equipo adecuado. Al evaluar las máquinas blister (para nuevas líneas o modernizaciones), buscar características que reduzcan los modos de falla:
- Diseño BPF: Máquinas con construcción de acero inoxidable., superficies fáciles de limpiar, y transportadores sanitarios. Menos grietas significa menos acumulación de contaminación (que pueden provocar atascos o defectos en el sellado).
- Servo y Automatización: Los indexadores y alimentadores servoaccionados proporcionan un control preciso. Por ejemplo, La serie DPP de Jinlu utiliza servomotores para sincronizar el conformado, alimentación, y cortar, Minimizar los atascos y la desviación del registro..
- Sistemas de alimentación precisos: Los alimentadores vibratorios o de cepillo incorporados con ajustes finos y sensores de visión ayudan a mantener la consistencia del llenado.
- Rendimiento de sellado estable: Busque diseños de placas calefactoras con presión uniforme. Las máquinas Jinlu tienen troqueles selladores modulares y puntos de limpieza de fácil acceso., agilizando el mantenimiento del troquel.
- Calidad de herramientas: Moldes de aleación de aluminio de alta calidad. (como el acero para moldes GCR-15 de Jinlu con 5+ año de vida) resistir el desgaste. Asegúrese también de que las herramientas sean fácilmente reemplazables. (Jinlu cuenta con una función de cambio de molde en 15 minutos).
- Apoyo & Servicio: Elija un proveedor con soporte global. Jinlu ofrece servicio in situ en todo el mundo y entrega rápida de repuestos, Lo que importa cuando los riesgos de tiempo de inactividad son altos.
y por supuesto, Asegúrese de que cualquier máquina tenga buena documentación interna y retroalimentación del sensor para parámetros críticos. (registros de temperatura, monitores de tensión). Por ejemplo, de Jinlu Máquina de blister DPP-180pro (4,800/salida de horas) y DPP-270Max (11,200/hr Aluminio-Alu/PVC) están diseñados para uso farmacéutico. Cuentan con ajustes sencillos y componentes eléctricos que cumplen con cGMP..
[jl_youtube src=»https://www.youtube.com/embed/k2K77Q6fHVo»]
Conclusión & Próximos pasos
La mayoría de las fallas en la línea de blister son predecible y prevenible. Al estar atentos a las señales de advertencia, como el aumento de desechos en las arrugas o la resistencia progresiva al despegado del sello, los equipos de mantenimiento pueden actuar temprano.. Calibrar periódicamente la temperatura, tensión, y el tiempo según nuestra lista de verificación evita paradas repentinas. E invertir en una máquina blister de alta calidad merece la pena: equipo bien diseñado (como la serie DPP servoaccionada de Jinlu) reducirá inherentemente muchos modos de problemas.
Listo para solucionar los dolores de cabeza de tu máquina de blister? Habla con Jinlu Packaging para obtener asesoramiento experto y equipos confiables. Nuestro equipo puede ayudarle a seleccionar una máquina blister (Aluminio-PVC o Aluminio-Alu) y establezca un plan de mantenimiento adaptado a sus necesidades de producción. Visita Jinlu Máquinas envasadoras de blister serie DPP o contáctenos para una solución personalizada hoy.
Preguntas frecuentes sobre problemas de las máquinas de blister farmacéutico
¿Cuáles son los problemas más comunes de las máquinas blister en la producción farmacéutica??
Los problemas más comunes de la máquina blister incluyen un sellado débil, defectos de formación de ampollas, bolsillos de ampolla vacíos, errores de alimentación de tabletas, papel de aluminio arrugado, desalineación, problemas de codificacion, defectos de corte, y tiempo de inactividad inesperado de la máquina. Estos problemas pueden afectar la calidad del embalaje., eficiencia de producción, y cumplimiento normativo si no se aborda con prontitud.
¿Por qué mi máquina de blister no cierra correctamente??
Un sellado deficiente suele deberse a una temperatura de sellado incorrecta, presión insuficiente, herramientas de sellado desgastadas, superficies de sellado contaminadas, o materiales de embalaje incompatibles. La calibración regular y el mantenimiento de rutina pueden ayudar a garantizar una calidad de sellado constante.
¿Qué causa que las ampollas se formen de manera desigual??
Las cavidades de ampolla desiguales son a menudo el resultado de una temperatura de formación incorrecta., vacío o presión de aire inadecuados, moldes dañados, o calidad de película inconsistente. La validación adecuada del proceso y la inspección de herramientas son esenciales para mantener la consistencia de la cavidad..
¿Cómo puedo evitar que los blisters se vacíen durante el envasado??
Los bolsillos vacíos de las ampollas suelen deberse a problemas de sincronización de la alimentación., rebote del producto, componentes de alimentación desgastados, o fallas en los sensores. Calibración regular del alimentador, sistemas de inspección por visión, y la configuración adecuada de la máquina puede reducir significativamente los defectos de bolsillo vacío.
¿Por qué el papel de aluminio se arruga durante el envasado en blister??
Las arrugas del papel de aluminio suelen deberse a una tensión inadecuada de la banda., rodillos desalineados, presión de sellado desigual, o mal manejo de materiales. Ajustar la tensión del papel de aluminio y garantizar la alineación adecuada de la máquina puede ayudar a eliminar las arrugas y mejorar la apariencia del paquete..
¿Cuáles son los signos de un problema de alimentación de la máquina envasadora de blister??
Los signos comunes incluyen tabletas faltantes, doble alimentacion, cápsulas rotas, atascos de producto, y productos colocados incorrectamente dentro de la cavidad del blíster. Estos problemas a menudo indican problemas de ajuste del alimentador o errores de sincronización..
¿Con qué frecuencia se debe mantener una máquina de blister farmacéutico??
La mayoría de los fabricantes recomiendan una limpieza e inspección diarias., controles semanales de lubricación y alineación, y mantenimiento preventivo mensual para componentes críticos como moldes, sensores, estaciones de sellado, y sistemas de propulsión. Un programa de mantenimiento preventivo ayuda a reducir el tiempo de inactividad inesperado y prolongar la vida útil de la máquina..
¿Qué causa los defectos de corte y perforación del blister??
Pueden ocurrir defectos de corte debido a punzones desgastados., troqueles de corte desalineados, presión de corte incorrecta, o mal registro entre la ampolla formada y la lámina de tapa. La inspección periódica de las herramientas y la verificación de la alineación son importantes para mantener cortes limpios..
¿Pueden los problemas de la máquina blister afectar el cumplimiento de las GMP??
Sí. Defectos de embalaje, como fallos de sellado., cavidades vacias, codificación incorrecta, o los blisters dañados pueden provocar problemas de calidad del producto y un posible incumplimiento de las GMP.. Mantener procesos validados y realizar inspecciones de rutina son fundamentales para los fabricantes farmacéuticos..
¿Cómo reduzco el tiempo de inactividad en una máquina envasadora de blister farmacéutico??
El mejor enfoque es el mantenimiento preventivo.. Esto incluye capacitación del operador., inspecciones periódicas del equipo, reemplazo oportuno de piezas de desgaste, monitoreo de procesos, y mantener un inventario de repuestos críticos. La identificación temprana de pequeños problemas puede evitar interrupciones importantes en la producción.
Referencias:
1.P9(R1) Gestión de riesgos de calidad -- A NOSOTROS. Administración de Alimentos y Medicamentos
2.Innovaciones en envases tipo blister —— farmtech.com
3.Descripción general de la tecnología: Cómo realizar una prueba de fugas en un blister ——farmacéutica en línea.com
4.Sostenibilidad de los blísteres de medicamentos en forma de comprimidos. —— Ciencia Directa
5.Métodos de detección de fugas para blisters farmacéuticos —— tecnología-farmacéutica.com
6.Defectos comunes de las ampollas en los envases farmacéuticos —— pharmatimesofficial.com
7.Detección de violaciones de integridad en una variedad de tipos de blister farmacéuticos ——farmacéutica en línea.com