
In Pharmazeutische Herstellung, Die Tablettenkomprimierung sieht auf den ersten Blick einfach aus – Pulver geht hinein, Tabletten kommen heraus. Aber jeder, der schon einmal mit einer Tablettenpresse gearbeitet hat, weiß, dass die Realität ganz anders aussieht. Kleine Veränderungen im Granulatfluss, Feuchtigkeitsgehalt, Werkzeugzustand, oder Maschinengeschwindigkeit können schnell zu Qualitätsproblemen führen, die die Produktion verlangsamen und den Ausschuss erhöhen.
Probleme wie die Obergrenze, kleben, pflücken, Gewichtsvariation, oder eine schwache Tablettenhärte sind bei der Tablettenkomprimierung häufig. Diese Probleme wirken sich nicht nur auf das Erscheinungsbild des Produkts aus, kann sich aber auch auf die Dosierungsgenauigkeit auswirken, Auflösungsleistung, Verpackungseffizienz, und regulatorische Einhaltung. In einer geschäftigen Produktionsumgebung, Selbst ein geringfügiges Komprimierungsproblem kann dazu führen, dass Chargen abgelehnt werden, Maschinenstillstand, und zusätzliche Wartungskosten.
Für Produktionsleiter, Beschaffungsteams, und Käufer von pharmazeutischen Geräten, Es ist wichtig, die Ursachen dieser Tablet-Komprimierungsprobleme zu verstehen. Die gute Nachricht ist, dass die meisten Kompressionsfehler durch die Formulierung vermeidbar sind, Granulierungsprozess, Werkzeuge, und die Parameter der Tablettenpresse funktionieren einwandfrei. In diesem Artikel, Wir gehen die häufigsten durch Probleme mit der Tablet-Komprimierung in der pharmazeutischen Herstellung, Erklären Sie, warum sie passieren, und teilen Sie praktische Lösungswege mit. Ob Sie eine Hochgeschwindigkeits-Rundläufer-Tablettenpresse oder verwalten Sie eine komplette Tablet-Produktionslinie, Diese Tipps zur Fehlerbehebung können dazu beitragen, die Tablet-Qualität zu verbessern und Produktionsunterbrechungen zu reduzieren.

Die Tablettenkomprimierung ist ein entscheidender Schritt bei der Herstellung fester Arzneimittel, Dabei werden Pulver- oder Granulatformulierungen in Matrizen gefüllt und mit Stempeln und hohem Druck zu Tabletten verdichtet. In den meisten Produktionslinien kommen Rotationstablettenpressen zum Einsatz, die über mehrere Stationen auf einem rotierenden Revolver verfügen. Jede Station beherbergt einen Oberstempel, ein niedrigerer Schlag, und ein Würfel. Der Prozess umfasst typischerweise zwei Phasen: Vorkomprimierung (eine leichte Vorfüllkraft, die das Pulver vorbereitet) und Hauptkomprimierung (die endgültige hohe Kraft, die die Tablette formt).

Hersteller müssen auch die Qualität der Formulierung und Granulierung berücksichtigen. Zum Beispiel, Ein guter Pulverfluss ist für eine gleichmäßige Formfüllung unerlässlich. Granulat hat oft eine Größe (z.B. <20% des Matrizendurchmessers) um eine Trennung zu vermeiden. Die Pulvermischung enthält normalerweise APIs, Bindemittel, Schmiermittel, und Fließverstärker, die dabei helfen, dass es richtig komprimiert und aus dem Werkzeug ausgeworfen wird. Auch nach der Komprimierung, Ein Entstauber oder eine Tablettenpoliermaschine wird oft verwendet, um Feinteile zu entfernen und das Erscheinungsbild der Tabletten zu verbessern. In der Praxis, nachdem die Tabletten die Presse verlassen haben, A Tablettenentstaubungsmaschine Zwischen der Presse und der Beschichtungs-/Verpackungslinie installiert, vibriert und saugt loser Staub und Bruchstücke ab, gewährleistung sauber, staubfreie Tabletten.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
Während der Tablettenkomprimierung, Es können mehrere Mängel auftreten. Im Folgenden behandeln wir die häufigsten Probleme, ihre typischen Ursachen, und praktische Lösungen.
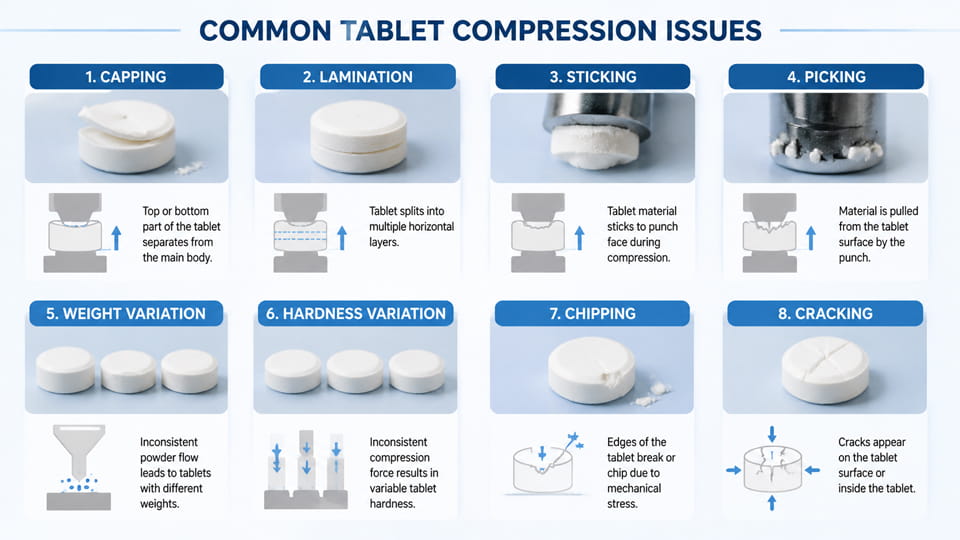
Wie es aussieht: Das Verschließen erfolgt, wenn die Spitze erreicht ist (oder unten) Eine Tablette bricht ab, erscheint als „Kappe“, die sich vom Hauptkörper des Tablets gelöst hat. Bei der Laminierung teilt sich ein Tablet in zwei oder mehr horizontale Schichten. Beide Mängel bedeuten in der Regel, dass sich die Tablette beim Komprimieren nicht vollständig zusammengefügt hat.
Häufige Ursachen: Eine Kappung resultiert oft aus Lufteinschluss und schlechte Partikelbindung. Bei Schlägen wird das Pulver komprimiert, Lufteinschlüsse oben oder in der Mitte der Matrize können eine ordnungsgemäße Verfestigung verhindern. Hohe Turmgeschwindigkeit (kurze Verweildauer) und eine sehr hohe Kompressionskraft kann dieses Problem verschlimmern. Zusätzlich, elastische Zutaten oder Zutaten mit sehr geringer Dichte (z.B. einige elastische Bindemittel) kann nach der Komprimierung „zurückschnappen“., wodurch sich Schichten trennen. Auch zu wenig Bindemittel oder zu wenig Feuchtigkeit im Granulat schwächen die Bindung zwischen den Partikeln.
Lösungen: Um ein Verschließen und Laminieren zu verhindern, Helfen Sie dabei, eingeschlossene Luft zu entweichen und verbessern Sie die Haftung. Benutzen konische Stempel-/Matrizenprofile lässt die Luft leichter entweichen. Den Turm verlangsamen (zunehmende Verweildauer) oder durch Hinzufügen einer leichten Vorkompressionskraft wird vor der endgültigen Verdichtung mehr Material in die Matrize gedrückt. Durch eine leichte Reduzierung der Hauptkompressionskraft kann auch eine Überkompression vermieden werden. Überprüfen Sie die Feuchtigkeit und das Bindemittel der Tablette: währenddessen etwas mehr Feuchtigkeit hinzufügen Nassgranulation oder ein erhöhter Bindemittelgehalt kann die Bindung verbessern. Zusammenfassend, Anpassen der Stempel-/Matrizenform und der Pressenparameter (und Ersetzen abgenutzter Werkzeuge) ermöglicht das Entweichen eingeschlossener Luft und reduziert das Verschließen erheblich.
Wie es aussieht: Zum Kleben kommt es, wenn Pulver an der Stempelfläche anhaftet, Es kann zu Materialablagerungen oder einer unvollständigen Tablettenoberfläche kommen. Beim Picking handelt es sich um eine Form des Anklebens rund um geprägte Logos oder Markierungen; Das erhabene Design auf dem Stempel greift Pulver, einen Defekt im Tablet hinterlassen. Beides führt zu Tabletten mit rauen Oberflächen und manchmal fehlenden Kanten.
Häufige Ursachen: Die Hauptursache hierfür ist die hohe Reibung oder Klebrigkeit zwischen Pulver und Stempel. Oftmals wird dies ausgelöst durch übermäßige Feuchtigkeit oder hohe Luftfeuchtigkeit. Wenn das Granulat zu nass ist oder der Kompressionsraum feucht ist, Partikel können sich auf der Stempelfläche festsetzen. Ebenfalls, unzureichendes Schmiermittel in der Mischung bedeutet, dass nichts dazu beiträgt, dass das Pulver von den Schlägen abrutscht. Wenn die Kompressionskraft zu gering ist, Tabletten können unterkomprimiert sein und kleben; umgekehrt, Eine zu hohe Kraft kann das Pulver leicht erhitzen und klebrig machen.
Lösungen: Verbessern Sie die Ablösung und reduzieren Sie die Haftung. Erste, ordnungsgemäß pflegen Umweltkontrolle: Entfeuchten Sie den Pressbereich bei Bedarf und halten Sie die Granulatfeuchtigkeit innerhalb der Spezifikation. Stellen Sie sicher, dass die Mischung genügend Gleitmittel enthält (typischerweise 0,5–2 % Magnesiumstearat oder ähnliches) und gründlich vermischen (aber nicht übermäßig) so werden Partikel umhüllt. Polnische Schlaggesichter regelmäßig, um Kratzer zu entfernen, und erwägen Sie die Anwendung einer geeigneten Stanzpolitur oder Antihaftbeschichtung. Wenn das Kleben weiterhin besteht, Versuchen Sie es mit geringfügigen Parameteranpassungen: manchmal eine kleine Erhöhung der Druckgeschwindigkeit (kürzere Kontaktzeit) oder eine Verringerung der Kompressionskraft kann dazu beitragen, dass die Tabletten ausgeworfen werden, bevor sie kleben bleiben.
Wie es aussieht: Die Tabletten sollen innerhalb einer engen Spezifikation ein einheitliches Gewicht haben. Wenn die Gewichtsschwankung groß ist, Tabletten aus derselben Charge fallen merklich leicht oder schwer aus, Es besteht die Gefahr einer Dosisinkonsistenz.
Häufige Ursachen: Übermäßige Variation ist normalerweise darauf zurückzuführen inkonsistente Matrizenfüllung. Rotationspressen dosieren typischerweise nach Volumen, Daher führt jede Änderung der Pulverschüttdichte oder der Fülldynamik zu Gewichtsverschiebungen. Zu den häufigsten Problemen gehört eine schlechte Fließfähigkeit (Dies führt zu Brückenbildung oder ungleichmäßiger Zufuhr), Trennung gemischter Pulver (Grobe Partikel füllen sich schneller), oder ein verschlissener/falsch ausgerichteter Einzugsrahmen (was zu einer ungleichmäßigen Pulverzufuhr führt). Ein zu schneller Betrieb der Presse kann die Situation verschlimmern, da nicht genügend Zeit zum Füllen jeder Matrize bleibt.
Lösungen: Verbessern Sie den Pulverfluss und die Futterkonsistenz. Optimieren Sie die Granulierung, um eine homogene Konsistenz zu erreichen, frei fließende Mischung. Gleitmittel hinzufügen (z.B. kolloidales Siliciumdioxid) oder Antibackmittel, um Anhaften und Brückenbildung zu reduzieren. Passen Sie die Einstellungen des Futterrahmens an und installieren Sie Leitbleche im Trichter, um den Durchfluss zu kontrollieren. Erwägen Sie die Verwendung Zwangsvorschubstanzen (Dabei hebt sich der untere Stempel, um die Matrize aktiv zu füllen) oder vakuumunterstütztes Abfüllen, wenn das Pulver träge ist. Verringern der Turmgeschwindigkeit (mehr Füllzeit geben) reduziert oft die Variation. Zusamenfassend, Stellen Sie sicher, dass jede Matrize stets die gleiche Pulvermenge erhält. Dies kann eine Änderung des Vorschubmechanismus oder der Pressgeschwindigkeit bedeuten.
Wie es aussieht: Härte (oder Bruchkraft) ist der Widerstand einer Tablette gegen Zerdrücken. Wenn Tabletten zu weich sind, sie können abplatzen, brechen, oder eine hohe Bröckeligkeit aufweisen (leicht zerbröckeln). Wenn zu hart, Sie können einer Beschichtung widerstehen oder langsam auflösen. Brüchigkeitstests (Taumeln von Tabletten und Messen des Gewichtsverlusts) Oft zeigen sich Kantenabsplitterungen oder Puderbildung.
Häufige Ursachen: Die Härte wird hauptsächlich durch gesteuert Kompressionskraft und Formulierung. Bei geringer Presskraft oder zu wenig Bindemittel wird weich, zerbrechliche Tabletten. Auf der anderen Seite, Eine übermäßig hohe Kraft kann zu sehr harten Tabletten führen, die reißen oder sich nicht auflösen. Zum Beispiel, Eine Branchenquelle weist auf eine sehr hohe Auswurfkraft hin (durch Überkomprimierung) kann zu zu harten Tabletten führen, Dies kann zu Rissen oder langsamem Zerfall führen. Schwankungen im Tablettengewicht führen auch zu Härteschwankungen: Leichtere Tabletten sind dünner/weicher, schwerere, dickere/härtere.
Lösungen: Komprimierung und Bindung anpassen. Passen Sie die Hauptkompression an, um eine Zielhärte zu erreichen (Wird normalerweise mit einem Härteprüfgerät gemessen). Ändern Sie die Formulierung: Hinzufügen oder Optimieren eines Bindemittels (z.B. PVP, HPMC, oder Stärke) erhöht die Bindung zwischen den Partikeln. Kontrollieren Sie die Feuchtigkeit des Granulats, Da leicht feuchte Granulatkörner oft stärkere Tabletten ergeben (aber Vorsicht vor übermäßiger Benetzung). Ersetzen Sie abgenutzte Auswerferblätter und sorgen Sie für einen reibungslosen Auswurf; Durch einen groben Auswurfstoß können Tabletten zerbrechen. Wenn die Bröckeligkeit hoch ist, Prüfen Sie, ob die Tabletten zu schwach sind – möglicherweise benötigen Sie etwas mehr Presskraft oder mehr Bindemittel. Ausgewogenheit ist der Schlüssel: Achten Sie darauf, dass die Tabletten hart genug sind, um die Handhabung zu überstehen, aber nicht so hart, dass sie die Auflösungstests nicht bestehen.
Weitere Mängel können auftreten. Kantenabsplitterungen oder Risse treten häufig auf, wenn sich Tabletten nach dem Auswerfen plötzlich ausdehnen oder wenn die Matrizen flach sind. Doppelte Eindrücke (Geisterbilder) entstehen typischerweise durch loses Werkzeug oder mechanisches Nachspielen des Stempels. Flecken oder Farbabweichungen (in unbeschichteten Tabletten) kann auftreten, wenn sich farbige Hilfsstoffe entmischen. Diese hängen oft mit den oben genannten Ursachen zusammen: Zum Beispiel, Kantenabsplitterungen können durch zu starkes Verdichten oder zu trockenes Granulat verursacht werden, und die Lösung kann eine geringfügige Anpassung des Schmiermittels oder Bindemittels erfordern.
In der Praxis, Ein strukturierter Ansatz zur Fehlerbehebung ist hilfreich. Zum Beispiel, Stoppen Sie die Druckmaschine, wenn ein Defekt auftritt, und überprüfen Sie alle kürzlich vorgenommenen Änderungen (wie neue Chargen, Geschwindigkeit geändert, oder Wartung). Überprüfen Sie die Werkzeug- und Betriebsbedingungen, und korrigieren Sie jeweils einen Faktor. Viele Hersteller zeichnen wichtige Parameter auf (Tafelgewicht, Dicke, Härte, usw.) in Echtzeit, damit sie Trends erkennen können. Visuelle Inspektion von Tabletten (Oberflächenbeschaffenheit, Kanten) ist auch entscheidend. Diese systematische Methode – beobachten, isolieren, Anpassen – grenzt schnell die Grundursache ein.
Mehrere vorgelagerte Faktoren beeinflussen die Komprimierungsergebnisse:
Richtige Wartung der Tablettenpresse ist auch entscheidend. Eine gepflegte Maschine – gereinigt, geschmiert, und kalibriert – ist die Wahrscheinlichkeit, dass es zu Defekten kommt, weitaus geringer. Ersetzen Sie abgenutzte Stempel und Matrizen, bevor sie die Tablettenqualität beeinträchtigen. Dokumentieren Sie einen regelmäßigen Reinigungsplan (Entfernen von Pulveransammlungen) und stellen Sie sicher, dass die Techniker die Einstellungen vor jedem Lauf überprüfen.

Durch die Einführung robuster vorbeugender Maßnahmen werden Fehler in Schach gehalten:
Meerjungfrau-Flussdiagramm: Ein Entscheidungsbaum, der die Diagnose veranschaulicht Tablet-Defekte durch Überprüfung spezifischer Parameter (Fehlertyp → wahrscheinliche Ursache → Korrekturmaßnahme).

Komprimierungsfehler der Tablette, z. B. Verschließen, kleben, Gewichtsvariation, und Bröckeligkeit sind häufige Herausforderungen, können aber effektiv bewältigt werden. Jedes Problem ist normalerweise auf die Formulierungseigenschaften zurückzuführen, Maschineneinstellungen, oder Umweltfaktoren. Durch methodisches Identifizieren der Grundursache – und anschließendes Optimieren der Druckparameter, Verfeinerung der Granulierung, Kontrolle der Luftfeuchtigkeit, und die Ausrüstung in Topform zu halten – Hersteller können Fehler beheben. Regelmäßige Inprozesskontrollen (Tafelgewicht, Härte, Dicke, usw.) wird Trends frühzeitig erkennen. Durch die Anwendung dieser Best Practices wird sichergestellt, dass die Tabletten, die die Presse verlassen, stets den Qualitätsstandards entsprechen, Abfall reduzieren und behördliche Erwartungen erfüllen.
Wenn Sie Probleme wie das Anhaften von Tabletten haben, Capping, Gewichtsvariation, oder instabile Tablettenhärte, das Richtige Tablet-Komprimierungsgeräte und Produktionsaufbau können einen großen Unterschied machen. Bei Jinlu Packing, Wir helfen Pharma- und Nutraceutical-Herstellern dabei, die Tablettenqualität zuverlässig zu verbessern Rotationstablettenpressen, maßgeschneiderte Komprimierungslösungen, und professionelle technische Unterstützung.
Ganz gleich, ob Sie eine bestehende Produktionslinie aufrüsten oder ein neues Tablet-Herstellungsprojekt planen, Unser Team kann Ihnen bei der Auswahl der richtigen Tablettenpresse basierend auf Ihrem Produkttyp helfen, Ausgabeanforderungen, und GMP-Standards. Entdecken Sie unsere Lösungen für Tablettenpressen oder Kontaktieren Sie uns noch heute um Ihre Herausforderungen bei der Tablet-Komprimierung mit unserem Technikteam zu besprechen.
Zu den häufigsten Komprimierungsproblemen bei Tablets gehört die Verkappung, Laminierung, kleben, pflücken, Gewichtsvariation, Bröckeligkeitsprobleme, und inkonsistente Tablettenhärte. Diese Probleme hängen normalerweise mit der Granulatqualität zusammen, Maschineneinstellungen, Werkzeugzustand, oder Umweltfaktoren.
Das Verschließen einer Tablette entsteht, wenn sich der obere oder untere Teil einer Tablette nach dem Komprimieren löst. Häufige Ursachen sind Lufteinschlüsse, übergetrocknetes Granulat, unzureichendes Bindemittel, zu hohe Maschinengeschwindigkeit, oder falsche Kompressionskraft. Die richtigen Granulations- und Vorkomprimierungseinstellungen können dazu beitragen, die Verkappung zu reduzieren.
Zum Kleben kommt es, wenn sich das Formulierungsmaterial beim Komprimieren der Tablette an den Stempelflächen oder den Matrizenwänden festsetzt. Beim Picking handelt es sich um eine besondere Art des Klebens, die meist geprägte Logos oder gravierte Stempel betrifft. Hoher Feuchtigkeitsgehalt, unzureichende Schmierung, raue Werkzeugoberflächen, und klebrige Zutaten sind häufige Ursachen.
Gewichtsschwankungen werden häufig durch einen schlechten Pulverfluss verursacht, inkonsistente Matrizenfüllung, oder instabile Zufuhrgeschwindigkeit. Verbesserung der Fließfähigkeit des Granulats, Kontrolle der Partikelgrößenverteilung, und die Optimierung der Feeder-Einstellungen kann dazu beitragen, während der Produktion ein konstantes Tablettengewicht aufrechtzuerhalten.
Die Tablettenhärte wirkt sich direkt auf die Haltbarkeit des Produkts aus, Verpackungsleistung, Zerfallszeit, und Auflösungsverhalten. Zu weiche Tabletten können bei der Handhabung zerbrechen, während sich zu harte Tabletten möglicherweise zu langsam auflösen. Die richtige Kompressionskraft und ein ausgewogenes Rezepturdesign sind entscheidend für eine stabile Härtekontrolle.
Die Granulatqualität spielt eine wichtige Rolle bei der Tablettenkomprimierungsleistung. Granulat mit schlechter Fließfähigkeit, ungleichmäßige Partikelgröße, übermäßige Feuchtigkeit, oder eine geringe Kompressibilität kann zu Defekten wie Verklebungen führen, Capping, und Gewichtsschwankungen. Eine hochwertige Granulierung verbessert die Tablettenkonsistenz und die Produktionseffizienz.
Temperatur und Luftfeuchtigkeit im Kompressionsraum wirken sich erheblich auf die Tablettenqualität aus. Hohe Luftfeuchtigkeit kann die Klebeprobleme verstärken, während zu trockene Bedingungen zu Bröckeligkeit oder Verklumpung führen können. Viele Hersteller sorgen für eine kontrollierte Luftfeuchtigkeit, um die Komprimierungsleistung der Tabletten zu stabilisieren.
Tablettenstempel und -matrizen sollten regelmäßig überprüft und gewartet werden, um Defekte zu vermeiden und eine stabile Produktion sicherzustellen. Abgenutzte oder beschädigte Werkzeuge können zum Verkleben führen, Schlechtes Aussehen des Tablets, inkonsistentes Gewicht, und erhöhte Ausfallzeiten. Für pharmazeutische Produktionslinien werden vorbeugende Wartungspläne dringend empfohlen.
Um die Effizienz der Tablettenkomprimierung zu verbessern, ist in der Regel eine Kombination optimierter Formulierungen erforderlich, richtige Granulierung, stabile Maschineneinstellungen, geschulte Bediener, und regelmäßige Wartung der Ausrüstung. Echtzeitüberwachung des Tablettengewichts, Härte, und Dicke helfen auch dabei, Probleme frühzeitig zu erkennen, bevor sie sich auf große Produktionschargen auswirken.
Referenzen:
1.HERSTELLUNGSFEHLER BEI TABLETTEN – EIN RÜCKBLICK —— Journal of Drug Delivery and Therapeutics (JDDT)
2.Kleben und Picken bei der pharmazeutischen Tablettenkomprimierung: Eine Rezension des IQ-Konsortiums —— ScienceDirect
3.ICH Q10 Pharmazeutisches Qualitätssystem – Wissenschaftlicher Leitfaden —— Europäische Arzneimittel-Agentur
4.Schmierung in Tablettenformulierungen —— Nationalbibliothek für Medizin
5.Lösung des Klebens und Pickens durch Tablet-Design —— Pharmtech
6.Verbesserung des Verständnisses für das Verschließen und Laminieren von Tabletten: eine systematische Übersicht —— ScienceDirect



