Blisterverpackungsmaschinen sind die Arbeitspferde der Pharmaindustrie – sie formen Plastik- oder Aluminiumfolien zu Taschen und versiegeln darin Pillen oder Kapseln. Aber wie jede komplexe Ausrüstung, Sie können auf Hindernisse stoßen, die die Produktion stoppen. Zu den häufigsten Problemen mit Blistermaschinen zählen schwache oder undichte Versiegelungen, deformierte Hohlräume, leere Taschen (Staus oder verpasste Feeds), und Maschinenverschleiß, der Ausfallzeiten verursacht. Wie Branchenexperten feststellen, Dichtungsfehler gehören zu den kritischsten Mängeln weil sie die Arzneimittelsicherheit direkt gefährden. In der Praxis, um 90% Die häufigsten Blasenfehler lassen sich auf die „drei T’s“ reduzieren.: falsch eingestellt Temperatur, Zeit, oder Spannung dabei.
In diesem Leitfaden gehen wir jedes größere Problem durch – warum es auftritt und wie es behoben werden kann. Am Ende, Sie erhalten klare Schritte und vorbeugende Tipps, damit Ihre Blistermaschine reibungslos läuft (oder entscheiden Sie, ob eine fortschrittlichere Lösung erforderlich ist).
Problem 1: Schwache oder inkonsistente Abdichtung
- Symptome: Die Abdeckfolie verbindet sich nicht vollständig mit den gebildeten Hohlräumen. Bei einem Dichtheitstest kann es sein, dass aus Blisterpackungen Farbstoff austritt oder sich die Folie leicht ablösen lässt. Einige Dichtungen sehen möglicherweise unvollständig aus oder weisen Lücken auf. Diese Mängel beeinträchtigen die Sterilität und erfordern die Verschrottung ganzer Chargen.
- Ursachen: Die häufigste Ursache sind falsche Heißsiegelparameter. Wenn die Siegeltemperatur zu niedrig ist, Die Heißsiegelschicht der Folie schmilzt nicht und verbindet sich nicht; zu hoch, und die Kunststofffolie kann schrumpfen oder verbrennen. Ungleichmäßiger Dichtungsdruck (aufgrund verzogener Platten oder falsch eingestellter Federn) verursacht lokale Hohlräume. Verunreinigungen auf dem Siegelstempel – etwa Klebereste oder Tablettenstaub – verhindern den vollständigen Kontakt. Auch minderwertige oder feuchte Folie führt zu einer schwachen Haftung.
- Lösungen:
- Passen Sie die Temperatur an & Druck: Verwenden Sie ein Kontaktthermometer, um die Plattentemperaturen zu überprüfen (Verlassen Sie sich nicht ausschließlich auf die Maschinenanzeige). Befolgen Sie die Materialrichtlinien (z.B. 140–160°C für PVC/Alu-Verpackungen). Nehmen Sie eine Feinabstimmung um ±2–5 °C um den Sollwert herum vor, während Sie Testversiegelungen durchführen.
- Überprüfen Sie die Dichtungsmatrizen: Reinigen Sie Matrizen und Platten in jeder Schicht; Kleber- oder Folienreste mit Isopropanol entfernen. Überprüfen Sie das Gerät auf mögliche Kratzer oder Korrosion zu Undichtigkeiten führen. Ersetzen Sie die Matrizen oder schleifen Sie sie nach, wenn sie verzogen sind.
- Prozess optimieren: Sorgen Sie für einen gleichmäßigen Druck über die gesamte Breite. Überprüfen Sie verschlissene Druckrollen oder Federn und ersetzen Sie diese. Verwenden Sie nur hochwertige Produkte, Trockenfolienmaterial – Folie in feuchten Umgebungen vortrocknen (z.B. 40–60°C für 30–60 Min). Dokumentieren Sie Siegelparameter und führen Sie routinemäßige Schälfestigkeitstests durch, um Abdriften zu erkennen.
Zum Beispiel, auf einer Standard-PVC/Alu-Blisterlinie, Die optimale Heißsiegelzone liegt häufig bei etwa 150 °C. Ein Fehler von ±3 °C kann die Siegelfestigkeit halbieren. Durch die Kalibrierung und Protokollierung von Temperaturprofilen, Bediener können eine gleichbleibende Dichtungsintegrität aufrechterhalten.

Problem 2: Unsachgemäße Formung (Eingestürzte oder unebene Hohlräume)
- Symptome: Die tiefgezogenen Blisterkavitäten aus Kunststoff werden verformt. Möglicherweise sehen Sie Hohlräume, die zu flach sind, brach unter dem Gewicht der Tablette zusammen, oder ungleichmäßige Tiefen und dünner werdende Wände haben. Unebene Taschen führen dazu, dass sich die Tabletten verschieben, Auslösen von Füllstandsalarmen oder Unterbrechungen während des Laufs.
- Ursachen: Die Formstation setzt auf gleichmäßige Erwärmung und Vakuum. Wenn die Heizplatte nicht kalibriert ist, Die Umformtemperatur kann schwanken. Selbst eine kleine Abweichung von ±3 °C in einer PVC-Folienformplatte führt zu erheblichen Änderungen der Hohlraumtiefe und Wandstärke. Andere Ursachen sind schwaches Vakuum (verschmutzte Filter, Lecks), Abgenutzte Steckhilfsstifte (falls verwendet), oder kontaminierte Schimmeloberflächen (An den Hohlräumen haftende Kunststoffe oder Folien).
- Lösungen:
- Temperatur überprüfen: Verwenden Sie ein kalibriertes Infrarot- oder Kontaktthermometer für die Formplatte. Passen Sie den PID-Regler an, wenn die Plattenoberfläche um mehr als ~2 °C vom Sollwert abweicht. Führen Sie einen kurzen Versuch mit den Zielprodukten und der richtigen Folie durch, um die vollständige Hohlraumbildung zu bestätigen.
- Warten Sie das Vakuumsystem: Überprüfen Sie den Vakuumpumpenausgang und die Vakuumleitungen. Reinigen oder ersetzen Sie die Vakuumfilter regelmäßig. Stellen Sie sicher, dass die Vakuumkanäle in der Form frei sind.
- Formen prüfen und reinigen: Wischen Sie die Kavitätenplatten bei jeder Schicht ab, um Filmreste zu entfernen. Steckerstifte prüfen (wenn überhaupt) für das richtige Timing – ein verschlissener oder falsch eingestellter Stopfen kann durch zu frühes Drücken den Hohlraum kollabieren lassen. Ersetzen Sie verschlissene Stecker oder Nockenbuchsen, wenn sich die Steckerkontakte vorzeitig ablösen.
- Verwenden Sie den richtigen Film: Stellen Sie sicher, dass Sie die richtige Folienstärke und den richtigen Folientyp für Ihre Form verwenden. Eine neue Foliencharge benötigt aufgrund des Weichmachergehalts möglicherweise ein etwas anderes Temperaturprofil.
Tipp: Halten Sie die Formeinstellungen für jede Foliencharge dokumentiert und qualifizieren Sie sie bei jedem Materialwechsel erneut, um Probleme mit kollabierten Blasen zu vermeiden.
Problem 3: Filmriss oder Faltenbildung
- Symptome: Während oder nach der Umformung, die Kunststofffolie (PVC/PVDC oder PET) oder die Folienschicht reißt, Risse, oder Nadellöcher. Auf der gegenüberliegenden Seite, Möglicherweise sehen Sie Falten oder Lufteinschlüsse unter der Abdeckfolie. Dies führt zu Undichtigkeiten der Verpackung oder kosmetischen Mängeln.
- Ursachen: Übermäßige Hitze oder Spannung sind die Hauptverdächtigen. Wenn die Form- oder Siegeltemperatur zu hoch ist, Der Film kann zu weich werden und sich zu sehr dehnen, wodurch es dünner wird oder reißt. Ebenfalls, ungleichmäßige Filmspannung (durch schlechte Abwicklungskontrolle oder falsch ausgerichtete Rollen verursacht werden) verursacht beim Ziehen der Bahn Falten und sogar Risse. Auch plötzliche Temperaturspitzen oder fehlerhafte Kühlung können die Folie schwächen.
- Lösungen:
- Temperatur optimieren: Stellen Sie sicher, dass die Form-/Versiegelungstemperaturen innerhalb der Spezifikationen für Ihre Folie liegen. Zum Beispiel, Reduzieren Sie die Zonentemperaturen, wenn Sie anhaltende Filmschäden feststellen. Nutzen Sie Zonenheizung (höher in der Mitte, an den Rändern niedriger) um Hotspots zu vermeiden.
- Passen Sie Spannung und Ausrichtung an: Überprüfen Sie die Einstellungen für die Abwickelspannung. Die Spannung der Folienrolle sollte fest genug sein, um flach zu bleiben, aber nicht so stark, dass die Bahn belastet wird. Überprüfen Sie die Ausrichtung der Rollenführung – selbst eine leicht falsch ausgerichtete Führung kann Wellen erzeugen. Ersetzen Sie verschlissene Lager an Rollen oder Tänzerarmen.
- Verwenden Sie die richtige Handhabung des Films: Stellen Sie sicher, dass die Filme ordnungsgemäß gelagert und vorkonditioniert werden. Wischen Sie die Filmoberfläche vor dem Lauf ab, um Staub zu entfernen. Erwägen Sie, PVC/PET-Folien in Bereichen mit hoher Luftfeuchtigkeit kurzzeitig vorzuwärmen. Nutzen Sie zertifizierte Folienlieferanten, um Materialfehler zu vermeiden.
*Beispiel: Eine häufige Lösung für Folienfalten ist das Einstellen der Bremse an der Folienwelle. Eine etwas stärkere Bremsung kann Falten glätten, indem der Foliendurchhang verringert wird. Spannungssensoren aufbewahren (Tänzer) in gutem Zustand – ersetzen Sie die Lager, bevor sie verschleißen.
Problem 4: Fehler bei der Produktzuführung (Fehleinzüge, Doppelte Feeds, Marmeladen)
- Symptome: In manchen Taschen können Tabletten oder Kapseln fehlen (leere Hohlräume), oder einige Taschen haben zwei Produkte (Doppeleinzug). Alternativ, Die Tabletten überbrücken oder verklemmen sich in der Zufuhrschale oder in den Kanälen, was zu zeitweiligen Stopps führt. In schweren Fällen, Die Linie kann aufgrund von Vorschubfehleralarmen anhalten.
- Ursachen: Vorschubprobleme entstehen durch Diskrepanzen zwischen der Geschwindigkeit des Einzugs und der Indexierung der Maschine, oder vom Zuführmechanismus selbst. Wenn die Bürste oder der Vibrationsförderer relativ zum Index zu schnell läuft, Tabletten können Taschen überspringen oder sich stapeln. Hohe statische Aufladung (z.B. feuchte Bedingungen) kann dazu führen, dass die Tabletten aneinander kleben oder am Trichter haften bleiben. Auch abgenutzte Zuführschienen oder Grate an Formen können dazu führen, dass sich Produkte festsetzen, während übriggebliebene Ablagerungen in der Zuführung dazu führen können, dass die Tabletten fehlgeleitet werden.
- Lösungen:
- Feeder synchronisieren: Kalibrieren Sie die Zufuhrgeschwindigkeit bei jedem Wechsel neu, um sie an den Blisterindexzyklus anzupassen. Notieren Sie sich das richtige Verhältnis für jede Produktcharge. Bei Verwendung eines Mehrkopf- oder Raupenvorschubgeräts, Stellen Sie sicher, dass es ausgewogen und frei von Hindernissen ist.
- Kontrollieren Sie die Luftfeuchtigkeit/statische Aufladung: Halten Sie die relative Luftfeuchtigkeit im Produktionsbereich bei etwa 40–60 %.. Wenn die Überbrückung weiterhin besteht, Installieren Sie eine antistatische Bürste oder verwenden Sie klimatisierte Luft im Trichter. Reinigen Sie die Feeder-Komponenten vor jedem Lauf.
- Überprüfen Sie die Werkzeuge und den Feeder: Vorschubscheiben prüfen, Trichter, und Führungen auf Abnutzung oder Beschädigung, die die Tabletten verfangen könnten. Ersetzen Sie alle abgebrochenen oder scharfen Kanten. Entfernen Sie Produktreste aus dem Zuführweg. Führen Sie eine Sichtprüfung durch (z.B. ein Kamerasensor) um zu überprüfen, ob jede Kavität gefüllt ist, sofern die GMP dies zulässt.
Notiz:* Blisterlinien verfügen häufig über einen Leerraumdetektor in der Nähe der Siegelstation. Jedoch, Das Ziel ist es Leergut verhindern** – z.B. wenn ein Hohlraum leer ist, Dies bedeutet in der Regel, dass der Feeder stromaufwärts falsch zugeführt wurde. Regelmäßige Feeder-Tunings und Sensorprüfungen helfen, diese Fehler zu beseitigen.

Problem 5: Leere Blistertaschen (Fehlende Produkte)
- Symptome: Fertige Blisterpackungen ohne Tablette oder Kapsel in einem Hohlraum – dennoch durch die Folie versiegelt. Diese müssen erkannt und aussortiert werden. Falsche Leermeldungen deuten auf Probleme bei der Feed-Synchronisierung hin.
- Ursachen: Grundsätzlich, Leere Taschen sind eine Art Fütterungsfehler. Sie treten auf, wenn es der Zuführeinrichtung nicht gelingt, ein Produkt in einen geformten Hohlraum fallen zu lassen. Zu den Gründen gehören:: Produkt wird nicht aus der Zuführung freigegeben (statische Haftung, falsches Timing), ein Stau, der ein Produkt verdrängte, oder der Trichter ist vorübergehend leer. Auch Sensorausfälle können zu Fehlzählungen führen (z.B. Ein Fotosensor kann ein Produkt nicht zählen).
- Lösungen:
- Feeder-Timing: Stellen Sie sicher, dass der Feeder kalibriert ist, sodass jeder Hohlraum genau eine Einheit erhalten sollte. Überprüfen Sie, ob der Bürsten- oder Schneckenförderer genau ein Stück pro Zyklus zuführt.
- Sensoren überprüfen: Verwenden Sie nach dem Füller eine Vision-Kamera oder einen Fotodetektor, um eventuelles Leergut in Echtzeit zu erfassen. Testen und reinigen Sie die Sensoren regelmäßig, um falsche Messwerte zu vermeiden.
- Beheben Sie Probleme mit dem Root-Feeder: Wenn weiterhin Leergut vorhanden ist, Überprüfen Sie den Feeder (wie in Problem 4). Manchmal erfordert eine geringfügige Änderung der Tablettengröße/-form eine Neuabstimmung der Einstellungen des Vibrationsförderers.
Praxistipp:Protokollieren Sie alle Vorfälle mit leeren Taschen in Ihrem Chargenprotokoll. Wenn es zu mehreren Leerungen kommt, Stoppen Sie die Linie und beseitigen Sie eventuelle Staus sofort. Häufiges Entleeren kann ein Hinweis darauf sein, dass eine umfassende Neuausrichtung des Beschickers erforderlich ist.
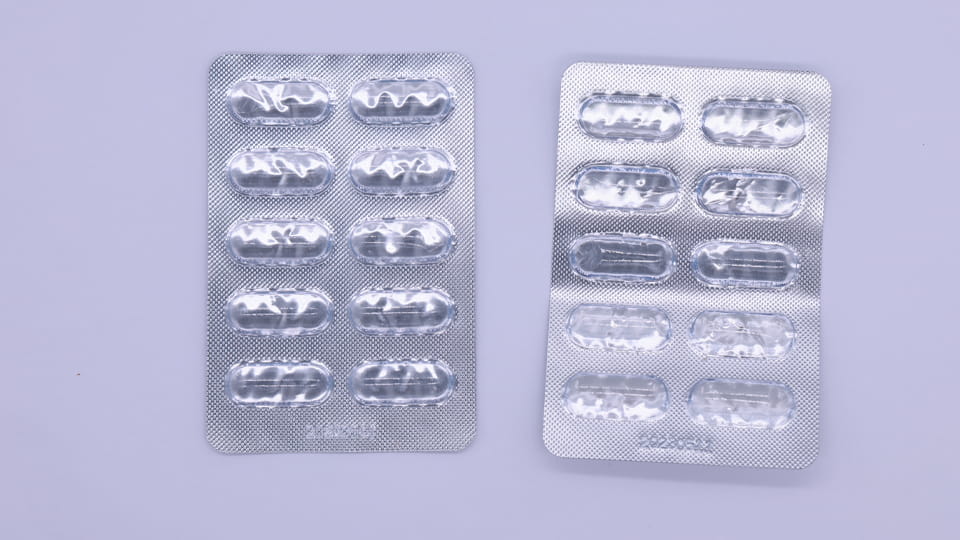
Problem 6: Faltenbildung in der Aluminiumfolie
- Symptome: Die metallische Deckelfolie (normalerweise Alu oder PVDC) auf der fertigen Packung faltig oder zerknittert erscheint, vor allem in Randnähe. Es kann sein, dass die Verpackungen ungleichmäßig aussehen oder sich die Folie an bestimmten Stellen sogar abhebt.
- Ursachen: Falten entstehen normalerweise durch ungleichmäßige Folienspannung oder -ausrichtung. Wenn die Folienbahn zu locker ist (geringe Abrollspannung) es liegt vor dem Verschließen nicht flach auf den Hohlräumen auf. Umgekehrt, Eine zu starke Spannung kann dazu führen, dass sich die Folie im Siegelbereich dehnt und Falten wirft. Falsch ausgerichtete Folienrolle oder Nachlaufrollen (nicht parallel zur Karte) Falten erzeugen. Ungleichmäßiger Druck über die Breite (zum Beispiel, aufgrund einer leicht verzogenen Dichtungsplatte) kann auch dazu führen, dass eine Seite der Folie nicht richtig versiegelt, Falten Sie den Überschuss.
- Lösungen:
- Balance-Spannung: Stellen Sie die Folienbremse oder Spannungsregelung so ein, dass die Folie gespannt, aber nicht überdehnt wird. Eine Feinabstimmung hier beseitigt oft die meisten Falten.
- Überprüfen Sie die Ausrichtung: Stellen Sie sicher, dass die Folienrolle rechtwinklig zur Zugrichtung ausgerichtet ist. Stellen Sie sicher, dass alle Führungs- und Zugrollen parallel und eben sind. Auf manchen Maschinen, Das Ausrichten der Passermarken auf der Folie kann dabei helfen, sie zu zentrieren.
- Komponenten prüfen: Ersetzen Sie abgenutzte Spannrollen oder Abweiser. Eine einfache Anleitung: nach einem Folienstau oder Rollenwechsel, Führen Sie einen langsamen Testlauf durch und beobachten Sie, wie sich die Folie legt. Stellen Sie die Einstellung ein, bevor Sie mit voller Geschwindigkeit fahren.
*Expertenhinweis: In einer aktuellen Fehlerbehebungsstudie, Die Ungleichmäßigkeit der Folienspannung war mit vielen Folienfalten verbunden. Sogar der Durchmesser von Folienrollen beeinflusst die Spannung – die Standardisierung der Rollenkerne hilft. Bei starken Falten, Erwägen Sie ein Upgrade auf ein Spannungskontroll-Feedbacksystem.
Problem 7: Blister-/Folienfehlausrichtung (Registrierungsfehler)
- Symptome: Die gebildeten Blasen und die Folie passen nicht zusammen – Sie sehen Schlitze oder Abdrücke, die außermittig landen. Die Stanzform könnte einige Hohlräume falsch ausstanzen, oder aufgedruckte Chargencodes verfehlen die Folienschlitze. Die Ausschussrate steigt, da viele Taschen entweder Kanten überlappen oder teilweise abschneiden.
- Ursachen: Filmfehlausrichtung (auch Tracking-Fehler genannt) ist auf einen inkonsistenten Filmvorlauf zurückzuführen. Wie JinluPacking feststellt, Eine ungleichmäßige Abwickelspannung zwischen den Rollen führt dazu, dass die Bahn wandert. Eine verschlissene Tänzerrolle oder Führung kann zum Abdriften der Folie führen. Auch Mehrrollenabwicklungen ohne synchronisierte Spannung verursachen leichte Verschiebungen. Bei Verwendung von Registrierungsritzeln, Fehlregistrierungsmarken oder Kamera-Tracker können die Synchronisierung verlieren. Motorschlupf oder lockere Riemen im Zugmechanismus führen zu einer Desynchronisation, zu.
- Lösungen:
- Tracking kalibrieren: Nach jedem Rollenwechsel oder Werkzeugwechsel, Überprüfen Sie den Filmvorlauf anhand der Passmarke. Die 4-Stunden-Regel: Überprüfen Sie den Filmvorschub alle paar Stunden auf Hochgeschwindigkeitslinien. Passen Sie die Spannarme oder Tänzerpositionen an, bis die Markierung ausgerichtet bleibt.
- Spannungs-Feedback beheben: Ersetzen Sie verschlissene Lager an den Tänzerarmen (Sie können zu Verzögerungen bei der Spannungsregelung führen). Wenn möglich, Richten Sie einen PID-Spannungsregler ein. Alternativ, Verwenden Sie bei Blisterpackungen, die eine hohe Präzision erfordern, jeweils nur eine Abwickelrolle.
- Mechanische Prüfungen: Stellen Sie sicher, dass alle Rollen (tanzen, Führung, Faulenzer) sind spielfrei und parallel. Antriebsriemen spannen und Servomotoren prüfen. Ein fehlerhafter Näherungssensor am Zug-Encoder könnte auch eine falsche Filmposition melden.
*Kontext: Eine Fehlausrichtung führt nicht nur zu Ausschuss, sondern kann auch die Linie blockieren (Punschstaus). Vorbeugend: Integrieren Sie ein Bildverarbeitungssystem oder einen Markierungssensor, um bei geringem Versatz vor dem Stanzen einen Alarm auszulösen. Eine gute Wartung der Ausrichtungsausrüstung ist von entscheidender Bedeutung.
Problem 8: Druck- und Codierungsfehler
- Symptome: Nach dem Verpacken, Die Folie der Blisterpackungen kann unleserlich sein, fehlen, oder unscharfe Chargencodes, Ablaufdaten, oder Grafiken. Auf der Aluminium- oder Inkjet-bedruckten Folie ist ein unvollständiger oder verschmierter Aufdruck sichtbar.
- Ursachen: Diese Fehler liegen in der Regel außerhalb der mechanischen Umformung und sind auf das Kodierungssystem in der Linie zurückzuführen. Zu den häufigsten Schuldigen gehören: Schlechtes Timing zwischen Maschinenbewegung und Druckauslöser, eingetrocknete Tinte oder abgenutzte Druckköpfe, oder falsch ausgerichtete Druckwalzen. Auch Temperatur oder Staub in der Umgebung können den Tintenauftrag beeinflussen. In Servosystemen, Ein Synchronisationsfehler zwischen Druckaktuator und Filmbewegung führt zu Fehldrucken. Einige Drucker verwenden eine Befestigung an der Walze – sofern diese nicht befestigt ist, es rutscht.
- Lösungen:
- Drucker warten: Reinigen Sie den Druckkopf (oder Rakel für Thermodrucker) täglich. Ersetzen Sie die Farbbänder oder Flaschen, wenn sie fast leer sind. Befolgen Sie die OEM-Richtlinien zu Wartungsintervallen.
- Sensoren prüfen: Stellen Sie sicher, dass der Zeilenanfangssensor oder Encoder, der den Druck auslöst, kalibriert ist. Zum Beispiel, wenn auf jedem 5. Blister ein Chargencode erscheinen soll, Stellen Sie sicher, dass die Maschine die richtige Markierung auf der Folie erkennt und zum richtigen Zeitpunkt auslöst.
- Verwenden Sie die Sehverifizierung: Ein einfacher Schritt besteht darin, eine Probe codierter Packungen durch einen Scanner oder ein Bildverarbeitungssystem laufen zu lassen. So erkennen Sie fehlende/falsche Codes sofort.
- Vorbeugende Anpassung: In staubigen GMP-Räumen, Halten Sie den Druckerschrank geschlossen. Bei einigen Linien wird kurz vor dem Drucken ein Abblasen oder Wischen durchgeführt, um verstreuten Filmstaub zu entfernen.
*Notiz: Allerdings nicht immer mechanisch, Die Zuverlässigkeit der Codierung ist für die Compliance von entscheidender Bedeutung. Jinlu-Blistermaschinen unterstützen Standard-Codiergeräte und ermöglichen die einfache Integration von Sichtprüfungen in die Linie.
Problem 9: Stanz- und Schnittfehler
- Symptome: Die fertigen Blisterkarten haben raue Kanten, unvollständige Schnitte, oder aufgeweitete Grate auf dem Kunststoff. Einige Löcher sind möglicherweise nur teilweise gestanzt, die Karte zerreißen. Dies führt dazu, dass Karten die visuelle Prüfung nicht bestehen oder geteilt werden.
- Ursachen: Stanzmodule müssen scharf und gut ausgerichtet sein. Stumpfe oder abgenutzte Stanzmesser/Matrizen schneiden nicht vollständig, Dies führt zu Graten oder unvollständigen Rohlingen. Wenn der Würfelabstand (Spalt zwischen Stempel und Matrize) liegt außerhalb der Spezifikation, Der Streifen lässt sich nicht sauber trennen. Im Laufe der Zeit, Die Federn des Stempels/Abstreifers verlieren an Spannung, Dadurch klebt der Abfallstreifen fest und reißt. Matrizenblöcke können sich auch verschieben, wenn sich der Maschinenrahmen oder die Verschraubung lockert.
- Lösungen:
- Ersetzen Sie abgenutzte Werkzeuge: Überprüfen Sie die Klingenkanten alle paar hundert Stunden. Scharfe Kanten sind entscheidend. Wenn Sie abgerundete Ecken oder Chips sehen, das Werkzeug nachschärfen oder austauschen.
- Passen Sie den Abstand an: Messen Sie den Abstand zwischen Stempel und Matrize mit Fühlerlehren. Für die meisten Blister-Setups, Der Abstand beträgt etwa 0,1–0,2 mm. Eng, wenn Schläge überspringen; erweitern, wenn es zu eng ist. Nach der Anpassung, Führen Sie Tests durch, bis der Abfallstreifen sauber abfällt.
- Abstreiferteile warten: Abstreiftellerfedern termingerecht wechseln (z.B. alle 1000h) um sicherzustellen, dass der Abfallstreifen vollständig ausgeworfen wird. Wie warnt, Wiederholter Bandbruch weist häufig auf verschlissene Federn oder Probleme mit der Matrizentiefe hin.
- Reinigen und ausrichten: Halten Sie die Stanzstation sauber. Metallspäne oder ausgehärteter Klebstoff können den Stempel blockieren. Stellen Sie sicher, dass der Stempelkopf und die Matrize rechtwinklig sind und dass der Stempel im Hohlraum zentriert ist.
*Schnelle Lösung: Wenn Sie Grate bemerken, Halten Sie sofort an und prüfen Sie den Matrizenabstand. Grate weisen oft auf einen Toleranzverlust von 0,02–0,05 mm hin. Durch die Korrektur des Spiels wird der Grat normalerweise behoben.
Problem 10: Häufige Ausfallzeiten (Wartungs- und Integrationsprobleme)
- Symptome: Die Blisterlinie stoppt aus unterschiedlichen Gründen immer wieder: Alarme erscheinen, Fehler der Sensoren, oder „Unbekannter Fehler“-Meldungen. Kleine Korrekturen scheinen einen Ausfall zu beheben, nur um kurz darauf einen anderen zu sehen. Die Gesamtverfügbarkeit der Ausrüstung ist gering.
- Ursachen: Chronische Ausfallzeiten sind in der Regel ein Wartungs- oder Systemintegrationsproblem. Fehlende geplante vorbeugende Wartung (PN) lässt geringfügigen Verschleiß zu Ausfällen führen. Komponenten wie Sensoren, Heizungen, Gürtel, und die Hydraulik driftet ohne regelmäßige Kontrollen. Auch, wie ein Experte feststellte, über 60% der Ausfallzeiten der Blisterlinie waren auf Fehler bei der Integration mehrerer Anbieter zurückzuführen – d. h., inkonsistente Kommunikation zwischen Modulen. Wenn Ihr Blasenbildner ist, Futterspender, und Punch sind unterschiedliche Marken mit separaten SPSen, Ein kleiner, falsch synchronisierter Alarm kann kaskadieren.
- Lösungen:
- Programm zur vorbeugenden Wartung: Täglich etablieren, wöchentlich, und monatliche Checklisten (siehe Tabelle unten). Zum Beispiel, Reinigen Sie die Dichtungswerkzeuge täglich, Temperatur wöchentlich kalibrieren, Überprüfen Sie die Werkzeuge monatlich. Notieren Sie jeden Scheck. empfiehlt, die Dichtflächen alle zu reinigen 250 Stunden und führt jeden Tag eine vollständige Diagnose durch 500 Std.. Befolgen Sie die Gerätehandbücher und GMP-Wartungspläne.
- Operator Training: Stellen Sie sicher, dass die Bediener wissen, wie sie kleinere Fehler beheben und Frühwarnzeichen erkennen können (ungewöhnliche Geräusche, Drift der Ausschussrate). Ermutigen Sie sie, ungewöhnliche Alarme oder kleinere Probleme zu protokollieren.
- Ersatzteilstrategie: Halten Sie wichtige Ersatzteile bereit (Sensoren, Federn, Gürtel, stirbt) vor Ort, um die Reparaturzeit zu verkürzen. Für Linien mit mehreren Anbietern, Erwägen Sie den Umstieg auf eine Lösung aus einer Hand, um SPS-Handshake-Probleme zu vermeiden.
- Linien-Upgrades: Wenn Kommunikationsstörungen häufig auftreten, in eine investieren Integrierte Blisterlinie (Die Linien von Jinlu sind mit einer einheitlichen SPS-Steuerung ausgestattet) um Protokollinkongruenzen auszuschließen.
*Wichtig: Ungeplante Ausfallzeiten sind am teuersten. Auf einer validierten Linie, Ein unerwarteter Stopp kann eine erneute Qualifikation bedeuten. Durch die Einhaltung eines dokumentierten Wartungsplans (sogar einfache tägliche Protokolle von Temperatur- und Schältests), Viele zufällige Ausfälle können verhindert werden.
Checkliste für die vorbeugende Wartung
Regelmäßige Wartung ist die beste „Lösung“ für viele Probleme mit Blistermaschinen. Entwickeln Sie eine Checkliste:
| Frequenz |
Wichtige Wartungsaufgaben |
| Täglich (Schicht) |
– Wischen Sie die Formen ab und reinigen Sie sie, Siegelstempel, und Futterschalen. – Bewegliche Teile prüfen (Gürtel, Nocken) auf Verschleiß oder Beschädigung. – Überprüfen Sie die Filter und das Öl des Vakuumsystems. <br>- Überprüfen Sie, ob Schutzvorrichtungen und Sensoren funktionsfähig sind. – Führen Sie einen kurzen Testzyklus durch, um grundlegende Funktionen sicherzustellen (bilden, füttern, Siegel) arbeiten. |
| Wöchentlich |
– Heizplatten und Werkzeuge gründlich reinigen (fleckige Filme). – Alle Lager schmieren, Ketten, und Gleitführungen gemäß Herstelleranweisungen. – Kalibrieren Sie Temperatur- und Drucksensoren; Überprüfen Sie die Heizsollwerte. – Überprüfen Sie die elektrischen Anschlüsse und ziehen Sie alle losen Drähte fest. – Überprüfen Sie den Stempel- und Matrizenabstand; nach Bedarf schärfen oder anpassen. |
| Monatlich |
– Tiefenreinigende Maschine: Entfernen Sie die Abdeckungen und reinigen Sie die internen Komponenten (Getriebe, Motoren). – Überprüfen und ersetzen Sie verschlissene Teile: Z.B., O-Ringe, Gürtel, Federn. – Führen Sie eine vollständige Kalibrierung durch: Filmvorlauf, Feeder, Versiegelung. – Software/Firmware aktualisieren (gegebenenfalls). – Überprüfen Sie die Alarmprotokolle und das Wartungsprotokoll auf wiederkehrende Probleme. – Schulung des Personals in allen neuen Verfahren. |
Das Befolgen dieser PM-Aufgaben verlängert die Lebensdauer der Werkzeuge, Maschinenparameter stabilisieren, und erkennen Sie Probleme, bevor sie Fehler verursachen. Alle GMP-geregelt Pharmafabriken sollten diese Aktivitäten zur Einhaltung der Vorschriften protokollieren.
Wählen Sie eine zuverlässige pharmazeutische Blistermaschine
Die Vermeidung von Problemen beginnt mit der richtigen Ausrüstung. Bei der Bewertung von Blistermaschinen (für Neuanlagen oder Nachrüstungen), Suchen Sie nach Funktionen, die Fehlermodi reduzieren:
- GMP-Design: Maschinen mit Edelstahlkonstruktion, leicht zu reinigende Oberflächen, und Sanitärförderer. Weniger Spalten bedeuten weniger Ansammlung von Verunreinigungen (Dies kann zu Staus oder Dichtungsdefekten führen).
- Servo und Automatisierung: Servobetriebene Indexer und Feeder sorgen für eine präzise Steuerung. Zum Beispiel, Die DPP-Serie von Jinlu verwendet Servomotoren zur Synchronisierung der Formung, Füttern, und Schneiden, Minimierung von Fehleinzügen und Registrierungsabweichungen.
- Präzise Fütterungssysteme: Eingebaute Vibrations- oder Bürstenförderer mit Feineinstellungen und Sichtsensoren tragen zur Aufrechterhaltung der Füllkonsistenz bei.
- Stabile Dichtungsleistung: Suchen Sie nach Kochplattenausführungen mit gleichmäßigem Druck. Jinlu-Maschinen verfügen über modulare Siegelmatrizen und leicht zugängliche Reinigungspunkte, schnelle Wartung der Matrizen.
- Werkzeugqualität: Hochwertige Formen aus Aluminiumlegierung (wie Jinlus GCR-15-Formstahl mit 5+ Jahr Leben) widerstehen Verschleiß. Stellen Sie außerdem sicher, dass die Werkzeuge leicht austauschbar sind (Jinlu verfügt über eine 15-minütige Formwechselfunktion).
- Unterstützung & Service: Wählen Sie einen Lieferanten mit globalem Support. Jinlu bietet weltweiten Vor-Ort-Service und eine schnelle Ersatzteillieferung, Was wichtig ist, wenn das Ausfallrisiko hoch ist.
Und natürlich, Stellen Sie sicher, dass jede Maschine über eine gute interne Dokumentation und Sensorrückmeldung für kritische Parameter verfügt (Temperaturprotokolle, Spannungswächter). Zum Beispiel, Jinlu DPP-180Pro Blistermaschine (4,800/Stundenleistung) Und DPP-270Max (11,200/hr Alu-Alu/PVC) sind für den Einsatz in der Pharmaindustrie konzipiert. Sie zeichnen sich durch einfache Einstellungen und cGMP-konforme elektrische Komponenten aus.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Abschluss & Nächste Schritte
Die meisten Ausfälle von Blisterverpackungslinien sind der Fall vorhersehbar und vermeidbar. Indem Wartungsteams auf Warnzeichen achten – etwa aufsteigenden Abfall durch Falten oder eine schleichende Schälfestigkeit der Versiegelung –, können sie frühzeitig handeln. Regelmäßige Temperaturkalibrierung, Spannung, und das Timing gemäß unserer Checkliste vermeidet plötzliche Stopps. Und die Investition in eine hochwertige Blistermaschine zahlt sich aus: gut durchdachte Ausrüstung (wie die servoangetriebene DPP-Serie von Jinlu) wird viele Problemmodi von Natur aus reduzieren.
Bereit, Ihre Probleme mit der Blistermaschine zu lösen? Sprechen Sie mit Jinlu Packaging für kompetente Beratung und zuverlässige Ausrüstung. Unser Team kann Ihnen bei der Auswahl einer Blistermaschine helfen (Alu-PVC oder Alu-Alu) und erstellen Sie einen Wartungsplan, der auf Ihre Produktionsanforderungen zugeschnitten ist. Besuchen Sie Jinlu’s Blisterverpackungsmaschinen der DPP-Serie oder kontaktieren Sie uns noch heute für eine individuelle Lösung.
Häufig gestellte Fragen zu Problemen mit pharmazeutischen Blistermaschinen
Was sind die häufigsten Probleme mit Blistermaschinen in der Pharmaproduktion??
Zu den häufigsten Problemen mit Blistermaschinen gehört eine schwache Versiegelung, Blasenbildende Defekte, leere Blistertaschen, Fehler bei der Tablettenzufuhr, Faltenbildung der Folie, Fehlausrichtung, Codierungsprobleme, Schnittfehler, und unerwartete Maschinenstillstände. Diese Probleme können die Verpackungsqualität beeinträchtigen, Produktionseffizienz, und die Einhaltung gesetzlicher Vorschriften, wenn diese nicht umgehend behoben werden.
Warum dichtet meine Blistermaschine nicht richtig??
Eine schlechte Versiegelung wird normalerweise durch eine falsche Versiegelungstemperatur verursacht, unzureichender Druck, abgenutzte Siegelwerkzeuge, verschmutzte Dichtflächen, oder inkompatible Verpackungsmaterialien. Regelmäßige Kalibrierung und routinemäßige Wartung können dazu beitragen, eine gleichbleibende Dichtungsqualität sicherzustellen.
Was dazu führt, dass sich Blasenhöhlen ungleichmäßig bilden?
Ungleichmäßige Blasenkavitäten sind oft die Folge einer falschen Formtemperatur, unzureichendes Vakuum oder Luftdruck, beschädigte Formen, oder inkonsistente Filmqualität. Eine ordnungsgemäße Prozessvalidierung und Werkzeuginspektion sind für die Aufrechterhaltung der Hohlraumkonsistenz unerlässlich.
Wie kann ich leere Blistertaschen beim Verpacken verhindern??
Leere Blistertaschen werden häufig durch Probleme mit der Zuführungssynchronisation verursacht, Produktsprung, verschlissene Zuführkomponenten, oder Sensorausfälle. Regelmäßige Feederkalibrierung, Vision-Inspektionssysteme, und eine ordnungsgemäße Maschineneinrichtung kann Leertaschendefekte erheblich reduzieren.
Warum knittert Aluminiumfolie beim Blisterverpacken??
Faltenbildung in der Folie wird typischerweise durch eine falsche Bahnspannung verursacht, falsch ausgerichtete Rollen, ungleichmäßiger Dichtungsdruck, oder schlechte Materialhandhabung. Die Anpassung der Folienspannung und die Sicherstellung der richtigen Maschinenausrichtung können dazu beitragen, Falten zu vermeiden und das Erscheinungsbild der Verpackung zu verbessern.
Was sind die Anzeichen für ein Problem mit der Zufuhr einer Blisterverpackungsmaschine??
Häufige Anzeichen sind fehlende Tabletten, doppelte Fütterung, zerbrochene Kapseln, Produktstaus, und falsch positionierte Produkte in der Blisterkavität. Diese Probleme deuten häufig auf Probleme bei der Feeder-Einstellung oder Synchronisierungsfehler hin.
Wie oft sollte eine Pharma-Blistermaschine gewartet werden??
Die meisten Hersteller empfehlen eine tägliche Reinigung und Inspektion, wöchentliche Schmier- und Ausrichtungsprüfungen, und monatliche vorbeugende Wartung für kritische Komponenten wie Formen, Sensoren, Siegelstationen, und Antriebssysteme. Ein vorbeugendes Wartungsprogramm trägt dazu bei, unerwartete Ausfallzeiten zu reduzieren und die Lebensdauer der Maschine zu verlängern.
Was verursacht Schnitt- und Stanzfehler bei Blisterverpackungen??
Durch verschlissene Stempel kann es zu Schnittfehlern kommen, falsch ausgerichtete Stanzformen, falscher Schnittdruck, oder eine schlechte Ausrichtung zwischen dem geformten Blister und der Deckelfolie. Eine regelmäßige Inspektion der Werkzeuge und eine Überprüfung der Ausrichtung sind wichtig, um saubere Schnitte zu gewährleisten.
Können Blistermaschinenprobleme die GMP-Konformität beeinträchtigen??
Ja. Verpackungsmängel wie z. B. Dichtungsfehler, leere Hohlräume, falsche Codierung, oder beschädigte Blisterverpackungen können zu Problemen mit der Produktqualität und möglicherweise zu einer Nichteinhaltung der GMP führen. Die Aufrechterhaltung validierter Prozesse und die Durchführung von Routineinspektionen sind für Pharmahersteller von entscheidender Bedeutung.
Wie reduziere ich die Ausfallzeiten einer pharmazeutischen Blisterverpackungsmaschine??
Der beste Ansatz ist die vorbeugende Wartung. Dazu gehört auch die Schulung der Bediener, regelmäßige Geräteinspektionen, rechtzeitiger Austausch von Verschleißteilen, Prozessüberwachung, und Pflege eines Bestands an kritischen Ersatzteilen. Durch die frühzeitige Erkennung kleinerer Probleme können größere Produktionsunterbrechungen vermieden werden.
Referenzen:
1.F9(R1) Qualitätsrisikomanagement -- UNS. Lebensmittel- und Arzneimittelbehörde
2.Innovationen bei Blisterverpackungen —— pharmtech.com
3.Technologieübersicht: So testen Sie Blisterverpackungen auf Dichtheit ——pharmazeutikaonline.com
4.Nachhaltigkeit von Blisterpackungen für Medikamente in Tablettenform —— ScienceDirect
5.Methoden zur Leckerkennung bei pharmazeutischen Blisterverpackungen ——pharmazeutische-technologie.com
6.Häufige Blisterfehler in pharmazeutischen Verpackungen —— pharmatimesofficial.com
7.Erkennung von Integritätsverletzungen in einer Reihe von pharmazeutischen Blisterverpackungstypen ——pharmazeutikaonline.com