الرؤية مقابل العداد الكهروضوئي: ما هو الأفضل لتغليف الأدوية في 2026?
الرؤية مقابل العداد الكهروضوئي: ما هو الأفضل لتغليف الأدوية في 2026?
يونيو 10, 2026
لا تعليقات
العد الدقيق هو شديد الأهمية في عبوات الأدوية. إذا قالت الزجاجة 100 حبوب, هو - هي يجب لديك بالضبط 100 - خطأ يمكن أن يؤدي إلى يتذكر المنتج, عمل ادارة الاغذية والعقاقير, أو ما هو أسوأ: ضرر للمرضى. ممارسات التصنيع الجيدة (GMP) واللوائح (على سبيل المثال. ادارة الاغذية والعقاقير 21CFR الجزء 11 على السجلات الإلكترونية) إمكانية تتبع الطلب ومعدلات خطأ قريبة من الصفر. آلي عدادات الأقراص/الكبسولات حل مشكلة الخطأ البشري: هم بسرعة عد آلاف الحبوب في الساعة مع الفرعية-0.1% معدلات الخطأ. استخدام العدادات التقليدية كهروضوئية (شعاع الضوء) أجهزة استشعار, تكنولوجيا ناضجة منذ الثمانينات. حديثاً, عدادات الرؤية المعتمدة على الذكاء الاصطناعي (مع الكاميرات وتحليل الصور) ظهرت كبديل الراقية. كل نهج له مقايضات في السرعة, دقة, يكلف, والامتثال. سنقوم بمقارنة مبادئ عملهم, إيجابيات/سلبيات, حالات الاستخدام المثالي, والآثار التنظيمية لمساعدة مديري العمليات الدوائية على اختيار أفضل حل للعد.
ما هو العداد الكهروضوئي?
أ كهروضوئية (و) عداد يستخدم أجهزة استشعار بسيطة ذات شعاع ضوئي للكشف عن الحبوب. في الممارسة العملية, يتم تغذية الحبوب من خلال واحد أو أكثر من الممرات الاهتزازية في قناة ضيقة. أ شعاع من ضوء الأشعة تحت الحمراء يعبر الطريق. عندما تسقط حبة الدواء, هو - هي كتل (يقاطع) الشعاع, إنتاج نبضة يسجلها المستشعر كعدد واحد. فكر في الأمر مثل أ سلك رحلة عالي السرعة – كسر الشعاع, تسجيل حبة. غالبًا ما تكون هذه العدادات متعددة القنوات (8, 12, 16 الممرات, إلخ.) لإنتاجية عالية.
كيف يعمل العداد الكهروضوئي?
انقطاع شعاع الضوء: هُم (أو الليزر) مشاريع باعث عبر مسار التحويل; يكتشف جهاز الاستقبال الموجود على الجانب الآخر ما إذا كان الضوء محجوبًا. كل انقطاع = حبة واحدة.
معالجة الإشارات: يقوم المستشعر بإخراج نبض (أو يعد) كلما تم كسر الشعاع. إلكترونيات بسيطة تحسب النبضات.
التفرد الميكانيكي: للعمل بشكل صحيح, يجب أن تسقط الحبوب واحدا تلو الآخر. وحدة تغذية اهتزازية ذات مسارات متعددة المراحل منفصلة (يفرد) حبوب منع الحمل في دفق ملف واحد. إذا تداخلت حبتين, يرى الشعاع انقطاعًا واحدًا طويلًا بدلاً من اثنتين, مما تسبب في نقص العدد.
مزايا العد الكهروضوئي
سرعة عالية: أجهزة الاستشعار الكهروضوئية تستجيب في ميكروثانية, تمكين الآلاف من أحداث العد في الدقيقة. ل بسيط, منتجات موحدة, يمكنهم بسهولة مواكبة أسرع خطوط التعبئة.
ثبت & موثوق: التكنولوجيا ناضجة وقوية. الثنائي (ضوء / لا ضوء) المنطق سهل الإعداد ومن الصعب الفشل. بمجرد معايرة, تعمل العدادات الكهروضوئية بشكل مستقر مع الحد الأدنى من تدخل المشغل.
تكلفة أقل: تستخدم هذه الآلات قطع غيار رخيصة نسبيًا (المصابيح, الترانزستورات الضوئية). ومن وجهة نظر الإنفاق الرأسمالي، فهي أكثر اقتصادا بكثير. وهذا يعني عائد استثمار أسرع للخطوط القياسية.
صيانة بسيطة: إن وجود عدد أقل من الأجزاء المتحركة وعدم وجود برامج معقدة يعني أن الصيانة سهلة ومباشرة. تحتاج المستشعرات إلى التنظيف الدوري فقط (وخاصة العدسات) لتجنب تراكم الغبار.
مناسب للأقراص غير الشفافة: أنها تعمل بشكل جيد للغاية للألوان الموحدة, حبوب أو كبسولات غير شفافة. لا تتأثر مستشعرات الأشعة تحت الحمراء عبر الشعاع بلون الحبة أو الانعكاس, مما يجعلها مثالية للعديد من تطبيقات عدادات الأجهزة اللوحية.
حدود العدادات الكهروضوئية
على الرغم من قوتهم, العدادات الكهروضوئية لديها العيوب الكامنة في بيئات الدواء في العالم الحقيقي:
أخطاء التداخل/التكتل: إذا لم يتم فصل الحبوب بشكل كامل, القطع المتداخلة تخدع المستشعر في عدد واحد. على سبيل المثال, حبتان ملتصقتان ببعضهما تنتج نبضة واحدة طويلة الشعاع. يتطلب تجنب ذلك تفردًا ميكانيكيًا جيدًا جدًا, والذي يصبح أكثر صعوبة عند السرعات العالية أو مع الأشكال غير المنتظمة.
المنتجات الشفافة أو اللامعة: يمكن أن يمر ضوء الأشعة تحت الحمراء أو ينعكس واضح/شفاف كبسولات (كبسولات هلامية) أو أقراص مغلفة بكثافة. قد لا تحجب كبسولة الجيلاتين الشفافة الشعاع على الإطلاق. وهذا يسبب نقصًا متكررًا ونتائج غير متناسقة. غالبًا ما يتطلب حل هذه المشكلة حيلًا خاصة (مثل الحزم الزاوية أو العاكسات), مما يضيف التعقيد.
لا يوجد فحص الجودة: العدادات الكهروضوئية تكتشف فقط "الشيء الذي مر". لا يمكنهم رؤية العيوب السطحية, الشقوق, رقائق, أو ألوان خاطئة. لا يزال القرص المكسور أو الحبة الملوثة يُحسب كحبة جيدة.
حساسية الغبار: في البيئات البودرة, الغبار الموجود على الباعث/المستقبل سوف يخفف من الشعاع. متأخر , بعد فوات الوقت, يمكن أن يساء فهم هذا على أنه انسداد مستمر, خلق البقع العمياء. التنظيف المتكرر (أو أجهزة استشعار مع إنذارات الفحص الذاتي) هناك حاجة لمنع الانجراف.
تسجيل بيانات محدود: يتم حساب عدد الأنظمة الأساسية ولكنها لا تسجل الصور أو مسارات التدقيق التفصيلية بطبيعتها. أنها تلبي سجلات عدد التعبئة الأساسية, ولكن لا يمكنها تقديم الدليل الرقمي لكل حبة على حدة.
في ملخص, عدادات كهروضوئية (يسمى أحيانا عدادات إلكترونية أو بصرية) هي ممتازة الحل العمود الفقري للعديد من الخطوط التقليدية, خاصة عندما تكون أنواع المنتجات موحدة والميزانيات محدودة. فهي فعالة من حيث التكلفة ومباشرة, ولكنها تتطلب حبوبًا مرتبة جيدًا وبيئة نظيفة لتجنب أخطاء العد.
ما هو عداد الرؤية?
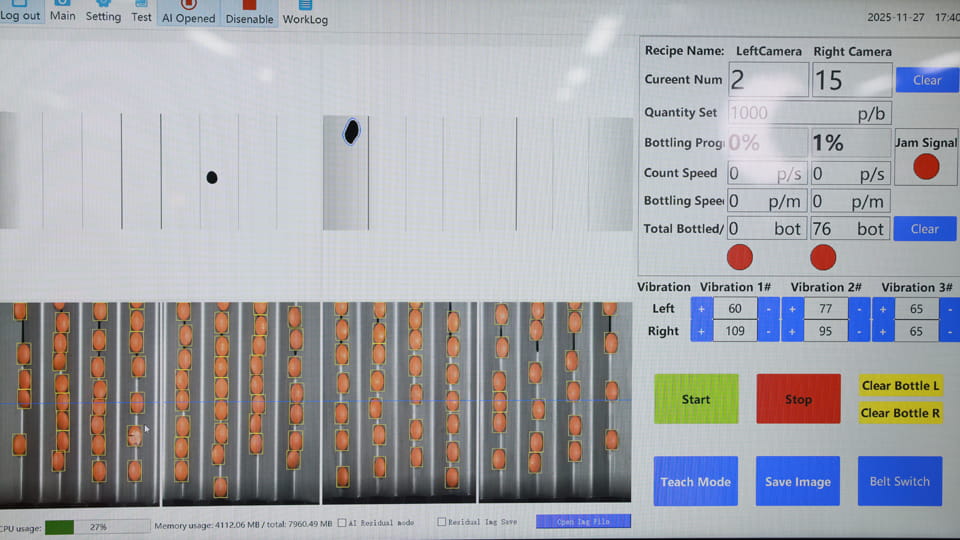
أ رؤية (على أساس الكاميرا) عداد يستخدم التصوير عالي السرعة بالإضافة إلى البرامج انظر والعد كل حبة. بدلا من شعاع ضوء واحد, تحتوي الآلة على كاميرا صناعية واحدة أو أكثر موضوعة فوق قنوات السقوط. تلتقط هذه الكاميرات فيديو متواصل للحبوب أثناء سقوطها في زجاجات. خلف الكواليس, يقوم نظام الذكاء الاصطناعي/رؤية الكمبيوتر بتحليل كل إطار, تحديد الشكل, مقاس, لون, وغيرها من الميزات لكل قرص أو كبسولة.
كيف يعمل عد الرؤية
تصوير الكاميرا: كاميرات عالية الدقة (في بعض الأحيان متعددة لزوايا مختلفة) التقاط آلاف الصور في الثانية من تدفق المنتج. إضاءة جيدة (بما في ذلك الإضاءة الخلفية أو الأضواء الزاوية) يسلط الضوء على الحواف والملامح.
معالجة الصور: خوارزميات متطورة (تحليل النقطة, كشف الحافة, الشبكات العصبية للذكاء الاصطناعي) حدد موقع كل حبة في الصورة وقم بتصنيفها. يتم التعرف على كل "كائن" فردي من خلال توقيعه البصري (كفاف, منطقة, لون).
العد والتحقق: يقوم النظام بحساب وحدة واحدة لكل شكل حبوب يتم التعرف عليه. إذا تم اكتشاف شكل غير منتظم أو متداخل, يمكن للبرنامج تقسيمه إلى أعداد متعددة (راجع "حل التداخل" أدناه). كما أنه يتحقق من كل حبة مقابل القالب: إذا كانت الحبة متشققة أو خاطئة, فإنه يشير إليه.
مراقبة الجودة المستمرة: لأن عدادات الرؤية ترى المنتج حرفيًا, يمكنهم إجراء التفتيش في الخط. أقراص متشققة, الغبار على الحبوب, عدم تطابق الألوان, أو يمكن التعرف على الجسيمات الأجنبية وإخراجها أو وضع علامة عليها تلقائيًا.
بالمقارنة مع الكهروضوئية, إن إحصاء الرؤية يشبه الانتقال من جهاز استشعار أعمى إلى كاميرا عالية السرعة "تعرف" كيف تبدو حبة الدواء الجيدة. إنها قفزة تكنولوجية كبيرة.
دقة فائقة: تحقق أنظمة الرؤية بشكل روتيني دقة تصل إلى 99.99%. عدادات الأشعة تحت الحمراء تتجاوز 99% دقة, بينما تدفع النماذج المبنية على الرؤية دقة العد إلى مستوى أعلى 99.99%. تعتبر العلامة العشرية الإضافية أمرًا بالغ الأهمية في مجال الصيدلة, حيث حتى عدد قليل من الزجاجات المملوءة بالقليل أمر غير مقبول.
شفاف & المنتجات غير النظامية: الرؤية تتفوق في رؤية من خلال كبسولة هلامية شفافة تخلق حوافًا أو ظلالًا طفيفة تحت الإضاءة المناسبة, الذي تكتشفه الكاميرا. كما أنه يتعامل مع أي شكل لوحي – بيضاوي, على شكل قلب, المغلفة - دون تعديل خاص. يتعرف النظام على المخطط التفصيلي, لذلك لا تزال تحسب حبة مائلة أو ذات شكل غريب.
التعامل مع التداخل والتكتل: عندما تلتصق حبتان ببعضهما, لا يزال بإمكان برنامج الرؤية الفصل بينهما. تقيس الخوارزمية حجم النقطة وشكلها: إذا كانت ضعف المساحة المتوقعة تقريبًا, يقسمها إلى تهمتين. بعبارة أخرى, فهو "يحل" مشكلة التداخل تلقائيًا, وهو ما لا تستطيع أجهزة الاستشعار الكهروضوئية القيام به.
فحص الجودة المضمنة: يتم تصوير كل حبة, حتى يتمكن النظام من التحقق من العيوب أثناء التنقل. إنه يبحث عن الرقائق, الشقوق, تلون, أو مادة غريبة من خلال مقارنة شكل الحبة وسطحها بقالب "المعيار الذهبي".. يمكن للحبوب السيئة أن تؤدي إلى نفخة هوائية, منعهم من الوصول إلى المنتج النهائي.
إمكانية تتبع البيانات (21 جزء CFR 11): تقوم عدادات الرؤية بإنشاء سجل رقمي للعملية. يمكن للأنظمة المتطورة حفظ الصور أو الفيديو لكل زجاجة في وقت التعبئة. وهذا يوفر مسارات تدقيق نهائية: يمكنك سحب صورة لكل حبة في زجاجة إذا لزم الأمر. التعديلات (تغييرات دفعة, إعدادات المعايرة) يتم تسجيلها باستخدام الطوابع الزمنية ومعرفات المستخدم. وهذا يدعم مبادئ ALCOA+ (يعزى, إبداعي, إلخ.) المطلوبة من قبل سجلات ادارة الاغذية والعقاقير.
قدرة عالية على تحمل الغبار: يمكن لأنظمة الرؤية الذكية تصفية الغبار الساكن أو الخدوش. يلتقطون "نموذج الخلفية" عندما يكون فارغًا, ثم اطرح ذلك أثناء العد بحيث يتم تسجيل الحبوب المتحركة فقط. وهذا يعني أن الغبار الموجود على العدسات أو المسارات لا يوقف العد; يتم تجاهله إلى حد كبير بواسطة البرامج.
القيمة طويلة المدى: لأنها مزدوجة كأنظمة التفتيش, عدادات الرؤية يمكن أن تقلل من عمليات الاسترجاع والهدر. يقومون بتضمين مراقبة الجودة في خطوة التعبئة, مما يعزز جودة الإخراج الشاملة. مع مرور الوقت، يمكن أن يبرر هذا ارتفاع أسعارها.
عيوب عدادات الرؤية
تكلفة أعلى: تتطلب أنظمة الرؤية كاميرات عالية السرعة, وحدات معالجة الرسومات/الرقائق العصبية, والبرمجيات المتطورة. يمكن أن يكون عداد الذكاء الاصطناعي متعدد القنوات أكثر تكلفة بعدة مرات من نظام استشعار الأشعة تحت الحمراء الأساسي. الاستثمار مقدما كبير, لذلك قد يتردد المشترون المهتمون بالميزانية.
تعقيد: يمكن أن يكون إعداد الكاميرات والإضاءة لمنتجات مختلفة أكثر تعقيدًا من ضبط شعاع الأشعة تحت الحمراء. يجب تحسين الإضاءة (الزوايا, الإضاءة الخلفية, إلخ.) لكل شكل/لون المنتج. كما يتطلب أيضًا صيانة أجهزة الكمبيوتر والبرامج.
حدود السرعة: بينما عدادات الرؤية الحديثة سريعة جداً, يقومون بمعالجة الصور بدلاً من الحزم اللحظية. تستخدم أجهزة الرؤية المتطورة كاميرات متعددة المسارات للوصول إلى إنتاجية أنظمة الأشعة تحت الحمراء, ولكن هناك بعض المقايضة. (لكن, لاحظ أن الرؤية غير متقطعة; إطار كاميرا واحد يغطي العديد من الحبوب في وقت واحد, ويمكن استخدام كاميرات متعددة بالتوازي.)
صيانة: يجب أيضًا أن تظل الكاميرات والعدسات نظيفة (قد يؤدي الغبار إلى تشويه الصورة, على الرغم من أن البرامج المذكورة يمكنها التعامل). لكن أي فشل أو اختلال في الكاميرا قد يتطلب دعمًا فنيًا أكثر مهارة من مستشعر الأشعة تحت الحمراء البسيط.
في ملخص, آلات العد على أساس الرؤية عرض أ فائق الشحن حل العد: يقومون بإحصاء الحبوب وفحصها في نفس الوقت, توفير ضمان رقمي بأن كل زجاجة صحيحة. المقايضة هي التكلفة وتعقيد الإعداد. للقيمة العالية, عالية السرعة, أو خطوط الإنتاج المعقدة (على سبيل المثال. التصدير إلى الأسواق الصارمة), غالبًا ما تبرر الدقة الإضافية وإمكانية التتبع الاستثمار.
الرؤية مقابل العداد الكهروضوئي: المقارنة جنبا إلى جنب
ميزة
العداد الكهروضوئي
عداد الرؤية
مبدأ العد
الأشعة تحت الحمراء / انقطاع شعاع الضوء
تصوير عالي السرعة + تحليل الصور بالذكاء الاصطناعي
دقة
ما يصل إلى ~99.9% (إذا كانت الحبوب منفردة تماما)
ما يصل إلى ~99.99% (حتى مع التداخلات)
أنواع المنتجات (مثالي)
غير شفاف, أقراص / كبسولات موحدة
شفاف, Softgel, المنتجات غير النظامية أو المغلفة
حبوب منع الحمل المتداخلة
لا يمكن التمييز (يحسب الحبوب المتداخلة كواحدة)
تقوم الخوارزمية بتقسيم النقط - تحسب كل منها على حدة
فحص السطح/الجودة
لا التفتيش (لا يحسب إلا الحضور)
يفحص كل حبة بحثًا عن العيوب, لون, علامات
بيئة الغبار
انخفاض التسامح (الغبار على العدسة = أعداد كاذبة)
التسامح العالي (يقوم الطرح في الخلفية بتصفية الأوساخ الساكنة)
إمكانية تتبع البيانات
السجلات الأساسية (تعداد الدفعات, ربما إنذارات بسيطة)
عالية جدا (استجابة ميكروثانية, الآلاف من التهم / دقيقة)
عالية جدا (إطارات الكاميرا تغطي العديد من الحبوب, متعدد المسارات على نطاق واسع)
يثبت & تعقيد
معايرة بسيطة (ضبط الحساسية)
معقد (إعداد الإضاءة, ضبط البرنامج لكل SKU)
التكلفة الأولية
أدنى (التكنولوجيا الناضجة, مكونات أرخص)
أعلى (الكاميرات, أجهزة الحوسبة, ترخيص البرمجيات)
عائد الاستثمار طويل الأجل
عائد استثمار ثابت للخطوط البسيطة
عائد الاستثمار عبر أخطاء أقل, يتذكر, وفوائد الامتثال
تم جمع البيانات من مصادر الصناعة وأدبيات الشركة المصنعة.
ما هي المنتجات التي يتم احتسابها بشكل أفضل بواسطة Vision Systems؟?
عدادات الرؤية تتألق عند العد المنتجات الصعبة التي تهزم أجهزة استشعار شعاع الضوء البسيطة. وتشمل هذه:
كبسولات هلامية شفافة:زيت السمك أو كبسولات هلامية من الزيوت النباتية تكون شفافة أو ذات ألوان فاتحة. غالبًا ما تمر الحزم الكهروضوئية أو تنتشر, لكن كاميرات الرؤية ترى حوافها وظلالها.
أقراص ثنائية اللون ومغلفة: المنتجات ذات اللونين, علامات مطبوعة, أو طلاءات غير عادية (على سبيل المثال. المغلفة المعوية) يمكن أن تربك أجهزة استشعار الأشعة تحت الحمراء. ترى الكاميرا كافة تفاصيل الألوان وتستطيع تمييز حبة عن الأخرى.
أشكال غريبة: قلب, بيضاوي, مثمنة, أو سقوط الأقراص المقطوعة بشكل غير متوقع. تتعرف خوارزميات الرؤية على معالمها. حتى لو كانت الأقراص البيضاوية تميل أثناء الطيران, لا يزال مخططه محددًا.
الأدوية ذات القيمة العالية أو الحرجة: لأدوية الأورام, حقن التكنولوجيا الحيوية (إذا تم جرعات الزجاجة), أو مجموعات عالية المخاطر, الشركات المصنعة تريد صفر أخطاء. يوفر الفحص الإضافي للرؤية هذا الضمان.
منتجات معقمة/قابلة للحياة: بعض خطوط التخصص (قوارير معقمة, علم الأحياء) دمج التصوير لفحوصات التلوث; تتلاءم عدادات الرؤية بشكل جيد مع خطوط غرف الأبحاث هذه.
خطوط مرنة صغيرة الحجم: خطوط تنتج العديد من وحدات SKU المختلفة (مثل حزم العقد) الاستفادة من إمكانية إعادة تشكيل أنظمة الرؤية - يمكن تحميل الوصفات لكل منتج.
المكملات الغذائية (على سبيل المثال. غومينز, زيت السمك): على الرغم من أن العلكة مبهمة, يتجمعون. عد الرؤية باستخدام قادوس اهتزازي مضاد للتكتل (مثل عداد جينلو اللزج) يضمن احتساب كل علكة. (يرى آلة عد الصمغ من جينلو للتصميم المتخصص .)
باختصار, عدادات الرؤية مثالية ل كبسولات وأقراص غير قياسية: شفافة, متعددة الأشكال, أو المنتجات المتميزة. إذا كانت العملية الخاصة بك تتعامل بشكل واضح كبسولات هلامية, طبقات ثنائية., أو يغير الوصفات بشكل متكرر, يضمن نظام الرؤية المتقدم تسجيل كل عنصر وفحصه بشكل صحيح.
ما هي المنتجات التي لا يزال بإمكانها استخدام العدادات الكهروضوئية؟?
تبقى العدادات الكهروضوئية فعالة جدا للحالات المباشرة:
أقراص قياسية: أقراص بيضاء أو ملونة بدون شفافية أو طلاء. للأدوية واسعة النطاق, الكهروضوئية مجربة وكافية.
كبسولات الجيلاتين الصلبة (غير شفاف): إذا كانت الكبسولات ملونة/ملونة, سوف يحجب الشعاع جيدًا.
وحدة SKU واحدة, خطوط عالية الحجم: إذا كنت تقوم بتشغيل منتج واحد في المقام الأول (لا التحولات) وهي حبة مبهمة, توفر أجهزة الاستشعار الكهروضوئية سرعة مذهلة بتكلفة منخفضة.
عمليات واعية بالميزانية: للخطوط على نطاق المختبر أو أصغر (نماذج أولية أرخص, حبوب عامة, ادوية بيطرية زراعية, إلخ.) حيث الميزانية محدودة, وصلت عدادات الأشعة تحت الحمراء إلى نقطة جيدة.
البيئات النظيفة: إذا تمت صيانة منطقة التعبئة بشكل جيد (القليل من الغبار) والحبوب دائما تفرد بشكل جيد, تعمل الأنظمة الكهروضوئية على "إطفاء الأنوار" بأقل قدر من الضجة.
المنتجات الخاضعة للرقابة منخفضة المخاطر: إذا كانت مسارات التدقيق الصارمة ليست أولوية (على سبيل المثال. بعض المواد الغذائية أو الأسواق المحلية), الكهروضوئية تفي بـ cGMP لضمان دقة التعبئة.
في ملخص, استخدام العد الكهروضوئي عندما تكون المنتجات زي مُوحد, معتم, ويتم التحكم في البيئة, أو عندما تكون التكلفة الأولية مصدر قلق كبير. ويظل "العمود الفقري" الفعال من حيث التكلفة للعديد من خطوط الأدوية.
GMP والاعتبارات التنظيمية
يجب أن تتماشى عدادات الأدوية مع CGMP متطلبات (21 CFR 210/211) وبشكل متزايد مع 21 جزء CFR 11 (إذا تم الاحتفاظ بالسجلات الإلكترونية). وتشمل العوامل الحاسمة دقة العد, نظافة, وسلامة البيانات.
دقة الملء (210/211): تتطلب اللوائح إجراءات مكتوبة لضمان وضع العلامات والتعبئة الصحيحة. تدعم العدادات التلقائية التي تصل إلى الأعداد الدقيقة بشكل موثوق هذا التفويض. كما تلاحظ إحدى مدونات Jinlu, عدادات حبوب منع الحمل الآلية "تساعد في تلبية متطلبات إدارة الغذاء والدواء الأمريكية (FDA) وcGMP للحصول على دقة التعبئة" من خلال ضمان الأعداد المتسقة من الزجاجة إلى الزجاجة.
التنظيف والنظافة: يستخدم كلا النوعين من العدادات مسارات مغلقة ويمكن أن تشتمل على شفاطات غبار للتوافق مع معايير النظافة GMP. (غالبًا ما تتميز تصميمات Jinlu بقنوات مغلقة ووحدات سريعة التنظيف.)
سلامة البيانات (جزء 11 & الكوا+): تنتج أنظمة الرؤية بطبيعتها بيانات رقمية (الصور, سجلات) التي من السهل جعلها واضحة للتلاعب. على سبيل المثال, يمكن لعداد الرؤية المتطور أرشفة أ لقطة من كل زجاجة في وقت التعبئة. تعتبر هذه الصور المختومة بالوقت "دليلًا غير قابل للتغيير على سلامة المنتج" أثناء عمليات التدقيق. كل عمل برمجي (تغيير الوصفة, تعديل السرعة) يتم تسجيله مع معرف المستخدم, إنشاء مسار التدقيق الكامل. وهذا يدعم مبادئ ALCOA+: السجلات تعزى, إبداعي (صور للمنتج الفعلي), معاصر, إلخ.
التتبع الكهروضوئي: يمكن لعدادات الأشعة تحت الحمراء تسجيل الأعداد وأحداث الخطأ, لكنهم يفتقرون إلى الدليل البصري. لا توجد طريقة أصلية للتسجيل كيف تبدو كل حبة. ترقية نظام الأشعة تحت الحمراء للجزء 11 قد يتطلب الامتثال أجهزة استشعار أو كاميرات خارجية لمسارات التدقيق. على النقيض من ذلك, تم إنشاء عدادات الرؤية باستخدام أدوات التحكم بالكمبيوتر منذ البداية.
مؤهل & تصديق: سوف يحتاج أي من النظامين معدل الذكاء / أوك (مؤهل التثبيت/التشغيل) والوثائق وفقا للمعايير الدوائية. قد تتطلب أنظمة الرؤية تحققًا أكثر تفصيلاً بسبب البرامج, لكن العديد من الأجهزة الحديثة تتضمن دعم التحقق من الصحة.
الاتجاهات التنظيمية: تتجه الهيئات التنظيمية العالمية نحو توقعات أكثر صرامة للبيانات. ستصبح القدرة على إظهار "كل حبة محسوبة" بالصور والسجلات بمثابة عامل تمييز. في الحقيقة, ويطلق البعض بالفعل على أنظمة الرؤية اسم "مستقبل التعبئة الخالية من العيوب" من خلال رقمنة العملية.
في الممارسة العملية, يجب أن تأتي أي آلة عد في الصيدلة مع شهادات cGMP (ISO, م, إلخ.) والتوثيق الجيد (سجلات الصيانة, SOPS). اختر النظام (الكهروضوئية أو الرؤية) الذي يتكامل مع سجل الدفعة الإلكترونية الخاصة بك (إبر) أو نظام تنفيذ التصنيع (زارة التربية والعلم). عدادات الرؤية تتناسب بشكل طبيعي مع التكامل الرقمي الكامل, جعل عمليات التدقيق أبسط وأقل عرضة للخطأ.
تحليل التكلفة: هو عداد الرؤية يستحق الاستثمار?
الاستثمار الأولي: العدادات الكهروضوئية أرخص بكثير مقدمًا. كما ذكرنا سابقا, يستخدم عداد الأشعة تحت الحمراء الناضج بصريات وإلكترونيات بسيطة. على النقيض من ذلك, قد يتطلب نظام الرؤية بصريات مخصصة, كاميرات متعددة, ومعالجات الذكاء الاصطناعي (غالبًا ما يعمل على شرائح NVIDIA أو ما شابه). قد يتكلف عداد IR واحد مكون من 8 حارات أرقامًا من خمسة أرقام منخفضة إلى متوسطة, في حين أن آلة الرؤية المتطورة ذات 8 حارات يمكن أن تصل قيمتها إلى عشرات الآلاف من الدولارات أو أكثر.
تكاليف التشغيل: تتميز الأنظمة الكهروضوئية بتكلفة صيانة منخفضة (أجهزة الاستشعار النظيفة في بعض الأحيان, استبدال مصابيح LED بالأشعة تحت الحمراء). تحتوي أنظمة الرؤية على أجزاء أكثر (الكاميرات, أجهزة الكمبيوتر) لكن العديد منها مصمم للخدمة الطويلة ويحتوي على وحدات معيارية قابلة للاستبدال. كلا النوعين يستفيدان من وحدات جمع الغبار ويتطلبان قطع غيار (مزالق الزجاجة, أنابيب, إلخ.).
مخاطر سحب المنتج: في فارما, ال تكلفة الخطأ يمكن أن تقزم تكلفة المعدات. يمكن لزجاجة واحدة تم حسابها بشكل خاطئ في دفعة واحدة أن تؤدي إلى عمليات سحب تكلف الملايين من المبيعات المفقودة وتلف العلامة التجارية. تعمل أنظمة الرؤية على تقليل هذا الخطر بشكل كبير عن طريق تجنب عمليات التعبئة الزائدة/الناقصة التي لم يتم اكتشافها. كما أنهم يصطادون حبوبًا خارج المواصفات (تجنب حوادث الجودة). على مدى سنوات, إن عمليات الاستدعاء التي تم تجنبها وغرامات الامتثال يمكن أن تبرر التكلفة الرأسمالية المرتفعة للرؤية.
توفير العمالة: تعمل أنظمة الرؤية المؤتمتة بالكامل على تقليل الحاجة إلى الفحص اليدوي وإعادة العمل بعد التغليف. يمكن لمشغل واحد أن يشرف على خط عد رؤية كبير بدلاً من قيام العديد من الموظفين بفحص الزجاجات يدويًا. هذا التخفيض في العمالة هو عائد استثمار مخفي.
عائد الاستثمار طويل الأجل: لخطوط إنتاج متسقة, قد تؤتي الآلة الكهروضوئية ثمارها بسرعة (عائد استثمار يمكن التنبؤ به). لخطوط متنوعة أو عالية الجودة, يأتي عائد استثمار الرؤية من الجودة المحسنة. إحصائيا, دقة الدفع من 99.90% ل 99.99% (واحد آخر "9") وسائل 90% أخطاء أقل. يمكن أن يترجم ذلك إلى عدد أقل بكثير من حالات الرفض أو الاسترجاع لآلاف الزجاجات.
ملخص التكاليف: تفوز العدادات الكهروضوئية بتكلفة أولية منخفضة وبساطة. عدادات الرؤية تكلف أكثر مقدما, لكنهم يضيفون قدرات (تقتيش, إمكانية التتبع) التي غالبا ما توفر التكاليف في وقت لاحق. على حد تعبير أحد الخبراء, توفر الأنظمة الكهروضوئية "نقطة دخول منخفضة المخاطر مع عائد استثمار يمكن التنبؤ به" للعمليات القياسية. في أثناء, توفر أنظمة الرؤية "معلومات استخباراتية عالية الجودة" يمكنها زيادة الإيرادات من خلال حماية العلامة التجارية.
ملحوظة: إذا كانت الميزانية ضيقة, فكر في البدء بجهاز كهروضوئي والتخطيط لمسار الترقية. على سبيل المثال, جينلو آلة عد الأقراص JL-8C هو عداد IR اقتصادي ذو 8 حارات (99.8%+ دقة) مناسبة للعديد من خطوط الكبسولة/الكمبيوتر اللوحي. لاحتياجات الطبقة العليا, جينلو JL-8Pro CCD آلة عد الرؤية العروض >99.99% الدقة مع الفحص البصري الكامل. (انظر "كيفية الاختيار" أدناه.)
JL-8Pro CCD آلة عد الرؤية
كيفية الاختيار بين تقنية الرؤية والعد الكهروضوئي
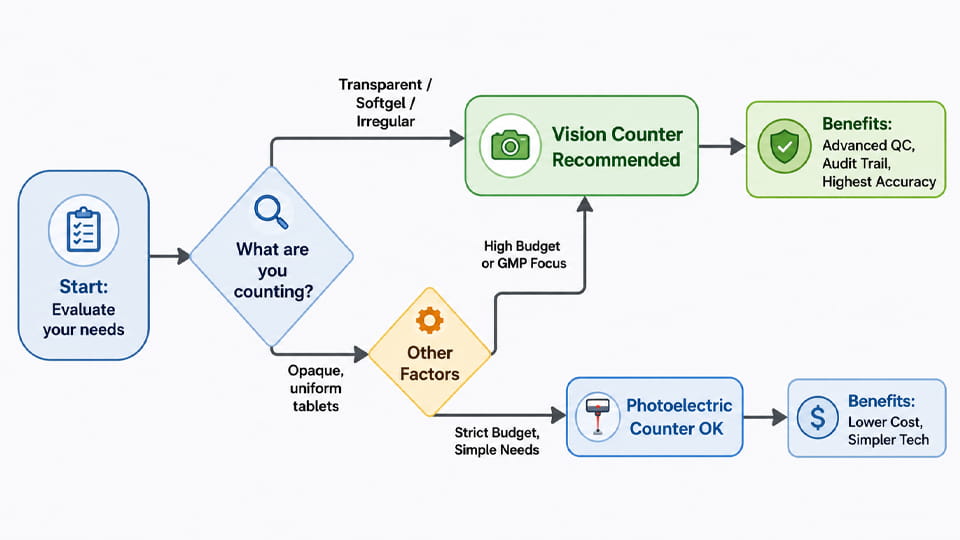
إن اختيار تقنية العد الصحيحة يتلخص في مطابقة التقنية الخاصة بك مزيج المنتج, ميزانية, وأهداف الجودة. إليك دليل قرار بسيط:
اختر الكهروضوئية إذا:
منتجاتك كلها مبهمة, أقراص / كبسولات موحدة. (على سبيل المثال. الأدوية الجنيسة المنتجة بكميات كبيرة.)
تهيمن قيود الميزانية. (يمكن أن تكلف الآلات الكهروضوئية أقل بنسبة 30-50% من نماذج الرؤية المماثلة.)
بيئتك نظيفة للغاية وتم ضبط خطك بدقة (الحد الأدنى من الغبار, تفرد ممتاز).
كل ما تحتاجه هو العمود الفقري لتحقيق إنتاجية عالية دون إجراء فحوصات إضافية للجودة.
اختر الرؤية إذا:
أنت تتعامل مع مجموعة متنوعة من وحدات SKU: كبسولات شفافة, أقراص متعددة الألوان, أشكال غريبة.
GMP/قابلية التدقيق أمر بالغ الأهمية: أنت بحاجة إلى سجلات رقمية, 21 CFR 11 امتثال, وALCOA+ سلامة البيانات.
ميزانيتك والمساحة تسمح بذلك: تعتبر آلات الرؤية استثمارًا ولكنها تحقق قيمة إضافية.
تريد اكتشاف العيوب المضمنة: يعد التقاط الأقراص المكسورة أو المواد الغريبة أولوية.
أنت تقوم بترقية خط عالي السرعة: يمكن للرؤية التعامل مع الإنتاجية العالية متعددة المسارات مع إضافة مراقبة الجودة.
في الممارسة العملية, تتجه العديد من خطوط الأدوية الحديثة نحو عدادات الرؤية, وخاصة في الأسواق المتقدمة. إذا كانت الجودة "خالية من العيوب" هي هدفك, يُنظر بشكل متزايد إلى التكلفة الأولية للرؤية على أنها تستحق العناء. لكن, تظل آلات العد الكهروضوئية خيارًا معقولًا للتطبيقات القياسية حيث تكون فعالية التكلفة أمرًا أساسيًا.
خاتمة
خلاصة القول: تقليدي عدادات كهروضوئية تظل فعالة من حيث التكلفة, اختيار موثوق للبساطة, خطوط عالية الإنتاجية مع حبوب موحدة في ظروف نظيفة. عدادات الرؤية, لكن, أصبحت بسرعة مثال رائع من الفن حل لتغليف الأدوية. إنها تكلف أكثر مقدمًا ولكنها توفر دقة لا مثيل لها, تقتيش, وميزات الامتثال – المفتاح للمنتجات المعقدة أو عالية القيمة. ومع تشديد اللوائح، أصبحت الجودة "الخالية من العيوب" هي القاعدة, تقوم العديد من مصانع الأدوية بالترقية إلى أنظمة العد والتفتيش القائمة على الرؤية.
بغض النظر عن التكنولوجيا التي تختارها, تقدم Jinlu Packing كليهما: بدءًا من عدادات الأشعة تحت الحمراء القوية ذات 8 حارات وحتى عدادات رؤية الذكاء الاصطناعي المتقدمة. يمكن لخبرائنا مساعدتك في اختيار المعدات المناسبة لجهازك اللوحي, كبسولة أو خط غائر. اتصل بنا لمناقشة حل العد المخصص الذي يضمن ملء كل زجاجة بشكل صحيح, بكفاءة, وفي الامتثال الكامل ل معايير فارما.
الأسئلة الشائعة حول الرؤية مقابل العداد الكهروضوئي
1. ما الفرق بين عداد الرؤية والعداد الكهروضوئي؟?
يقوم العداد الكهروضوئي بعدّ الأقراص أو الكبسولات عن طريق اكتشاف الانقطاعات في شعاع الضوء أثناء مرور المنتجات عبر قناة العد. يستخدم عداد الرؤية الكاميرات الصناعية وبرامج معالجة الصور لتحديد وحساب كل منتج بناءً على شكله, مقاس, والخصائص البصرية.
والفرق الرئيسي هو أن أنظمة الرؤية يمكنها إجراء العد والفحص في وقت واحد, بينما تركز الأنظمة الكهروضوئية بشكل أساسي على العد.
ما هي تقنية العد الأكثر دقة لتغليف الأدوية؟?
في معظم التطبيقات الصيدلانية, توفر تقنية عد الرؤية دقة أعلى, خاصة عند التعامل مع الكبسولات الشفافة, كبسولات هلامية, أقراص غير منتظمة, أو المنتجات التي قد تتداخل أثناء العد.
لأن أنظمة الرؤية تقوم بتحليل الصور بدلاً من الاعتماد فقط على انقطاع الشعاع, يمكنهم التمييز بشكل أفضل بين المنتجات الفردية وتقليل أخطاء العد.
يمكن للعدادات الكهروضوئية حساب كبسولات الكبسولات الطرية بدقة?
قد تواجه العدادات الكهروضوئية تحديات عند حساب كبسولات الكبسولات الطرية الشفافة أو شبه الشفافة لأن الضوء يمكن أن يمر عبر المنتج أو ينكسر حوله.
تعد أنظمة عد الرؤية بشكل عام أكثر ملاءمة لتطبيقات الكبسولات الطرية لأنها تتعرف على المظهر المرئي للمنتج بدلاً من الاعتماد على انسداد الضوء.
هل آلات عد الرؤية متوافقة مع GMP؟?
نعم. يمكن تصميم آلات عد الرؤية الحديثة لدعم متطلبات GMP من خلال توفير السجلات الإلكترونية, إمكانية تتبع الدفعة, مسارات التدقيق, ووظائف فحص الجودة.
يختار العديد من مصنعي الأدوية أنظمة الرؤية لأنها تساعد في دعم مبادرات سلامة البيانات والامتثال التنظيمي.
يمكن لعداد الرؤية اكتشاف الأقراص المكسورة أو الجزيئات الغريبة?
نعم. إحدى أكبر مزايا تقنية العد المبني على الرؤية هي قدرتها على فحص المنتجات أثناء العد.
يمكن للأنظمة المتقدمة التعرف على الأجهزة اللوحية المقطعة, كبسولات مكسورة, اختلافات اللون, وبعض المواد الأجنبية, المساعدة في تحسين جودة المنتج وتقليل مخاطر وصول المنتجات المعيبة إلى السوق.
هي آلة عد الرؤية تستحق التكلفة الاستثمارية الأعلى?
على الرغم من أن تكلفة الشراء الأولية عادة ما تكون أعلى, يجد العديد من مصنعي الأدوية أن أنظمة الرؤية توفر عائدًا قويًا على الاستثمار على المدى الطويل.
قد تشمل الفوائد تحسين دقة العد, عدد أقل من عمليات سحب المنتجات, انخفاض التفتيش اليدوي, انخفاض معدلات الرفض, وتعزيز قدرات الامتثال.
متى يجب أن أختار آلة العد الكهروضوئية؟?
غالبًا ما تكون آلة العد الكهروضوئية خيارًا جيدًا عندما:
• المنتجات عبارة عن أقراص قياسية أو كبسولات صلبة
• متطلبات الإنتاج واضحة نسبيا
• الميزانية هي الاهتمام الرئيسي
• شفافية المنتج ليست مشكلة
• لا توجد وظيفة تفتيش إضافية مطلوبة
للعديد من المنتجات الصيدلانية العامة, يظل العد الكهروضوئي حلاً موثوقًا وفعالاً من حيث التكلفة.
يمكن أن تعمل عدادات الرؤية على خطوط تعبئة الأدوية عالية السرعة?
نعم. تم تصميم أنظمة العد البصري الحديثة لبيئات إنتاج الأدوية عالية السرعة ويمكنها معالجة كميات كبيرة من الأقراص والكبسولات مع الحفاظ على دقة العد.
تجمع العديد من الأنظمة بين الكاميرات عالية السرعة, معالجة الصور في الوقت الحقيقي, وآليات الرفض التلقائي لدعم التشغيل المستمر.
ما هي المنتجات الأكثر ملاءمة لتقنية حساب الرؤية؟?
تعتبر أنظمة عد الرؤية مفيدة بشكل خاص لـ:
• كبسولات هلامية
• كبسولات شفافة
• أقراص ثنائية الطبقة
• أقراص فوارة
• أقراص غير منتظمة الشكل
• العلكة المغذية
• منتجات دوائية ذات قيمة عالية
يمكن أن تشكل هذه المنتجات تحديًا لأنظمة العد الكهروضوئية التقليدية, مما يجعل تكنولوجيا الرؤية خيارًا مفضلاً.
كيف أختار بين عداد الرؤية والعداد الكهروضوئي?
الخيار الأفضل يعتمد على خصائص المنتج الخاص بك, أهداف الإنتاج, متطلبات الامتثال, والميزانية.
اختر عدادًا كهروضوئيًا إذا كنت بحاجة إلى حل فعال من حيث التكلفة للأقراص والكبسولات القياسية. اختر عداد الرؤية إذا كنت تحتاج إلى دقة أعلى, قدرات فحص المنتج, دعم لأشكال الجرعات المعقدة, وإمكانية تتبع البيانات بشكل أقوى.
لشركات الأدوية التي تخطط لترقيات الأتمتة على المدى الطويل, أصبحت تقنية عد الرؤية هي الحل المفضل بشكل متزايد.
بيتي فو, مؤسس شركة Jinlupacking, يجلب 20 سنوات من الخبرة في قطاع الآلات الصيدلانية. تحت قيادته, لقد نمت Jinlu لتصبح موردًا موثوقًا به يدمج التصميم, إنتاج, والمبيعات. بيتي متحمس لمشاركة معرفته العميقة بالصناعة لمساعدة العملاء على التغلب على تعقيدات التعبئة والتغليف الدوائية, ضمان حصولهم ليس فقط على المعدات, ولكن شراكة خدمة متكاملة حقيقية مصممة خصيصًا لأهداف الإنتاج الخاصة بهم.