TRONG sản xuất dược phẩm, Việc nén máy tính bảng nhìn bề ngoài có vẻ đơn giản - bột đi vào, máy tính bảng đi ra. Nhưng bất cứ ai từng làm việc xung quanh máy tính bảng đều biết thực tế rất khác.. Những thay đổi nhỏ trong dòng chảy hạt, độ ẩm, điều kiện dụng cụ, hoặc tốc độ máy có thể nhanh chóng tạo ra các vấn đề về chất lượng làm chậm quá trình sản xuất và tăng lãng phí.
Các vấn đề như giới hạn, gắn bó, hái, sự thay đổi trọng lượng, hoặc độ cứng của máy tính bảng yếu thường gặp trong quá trình nén máy tính bảng. Những vấn đề này không chỉ ảnh hưởng đến hình thức sản phẩm, nhưng cũng có thể ảnh hưởng đến độ chính xác của liều lượng, hiệu suất giải thể, hiệu quả đóng gói, và tuân thủ quy định. Trong môi trường sản xuất bận rộn, ngay cả một sự cố nén nhỏ cũng có thể dẫn đến các lô bị từ chối, thời gian ngừng hoạt động của máy, và chi phí bảo trì thêm.
Đối với người quản lý sản xuất, đội mua sắm, và người mua thiết bị dược phẩm, hiểu được nguyên nhân cốt lõi đằng sau những vấn đề nén máy tính bảng này là rất quan trọng. Tin tốt là hầu hết các lỗi nén đều có thể ngăn ngừa được khi công thức, quá trình tạo hạt, dụng cụ, và các thông số máy tính bảng hoạt động cùng nhau một cách chính xác. Trong bài viết này, chúng ta sẽ đi qua những điều phổ biến nhất vấn đề nén máy tính bảng trong sản xuất dược phẩm, giải thích tại sao chúng xảy ra, và chia sẻ những cách thực tế để giải quyết chúng. Cho dù bạn vận hành một máy ép viên quay tốc độ cao hoặc quản lý dây chuyền sản xuất máy tính bảng hoàn chỉnh, những mẹo khắc phục sự cố này có thể giúp cải thiện chất lượng máy tính bảng và giảm tình trạng gián đoạn sản xuất.

Nén viên nén là một bước quan trọng trong sản xuất dược phẩm liều rắn, trong đó các công thức dạng bột hoặc dạng hạt được đổ vào khuôn và nén thành viên bằng cách sử dụng máy đột và áp suất cao. Hầu hết các dây chuyền sản xuất đều sử dụng máy ép viên quay, có nhiều trạm trên một tháp pháo quay. Mỗi trạm chứa một cú đấm trên, một cú đấm thấp hơn, và một cái chết. Quá trình này thường bao gồm hai giai đoạn: nén trước (một lực làm đầy nhẹ để làm mịn bột) và nén chính (lực cao cuối cùng hình thành nên tấm bảng).

Các nhà sản xuất cũng phải xem xét chất lượng công thức và tạo hạt. Ví dụ, dòng bột tốt là điều cần thiết để đổ đầy khuôn đồng đều. Các hạt thường có kích thước (ví dụ. <20% đường kính khuôn) để tránh sự phân biệt. Hỗn hợp bột thường chứa API, chất kết dính, chất bôi trơn, và các bộ tăng cường dòng chảy để giúp nó nén đúng cách và đẩy ra khỏi dụng cụ. Ngay cả sau khi nén, máy khử bụi hoặc máy đánh bóng máy tính bảng thường được sử dụng để loại bỏ các hạt mịn và cải thiện hình thức của máy tính bảng. Trong thực tế, sau khi máy tính bảng thoát khỏi máy ép, Một máy hút bụi máy tính bảng được lắp đặt giữa máy ép và dây chuyền phủ/đóng gói sẽ rung và hút bụi và mảnh vụn rời ra, đảm bảo sạch sẽ, máy tính bảng không bụi.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
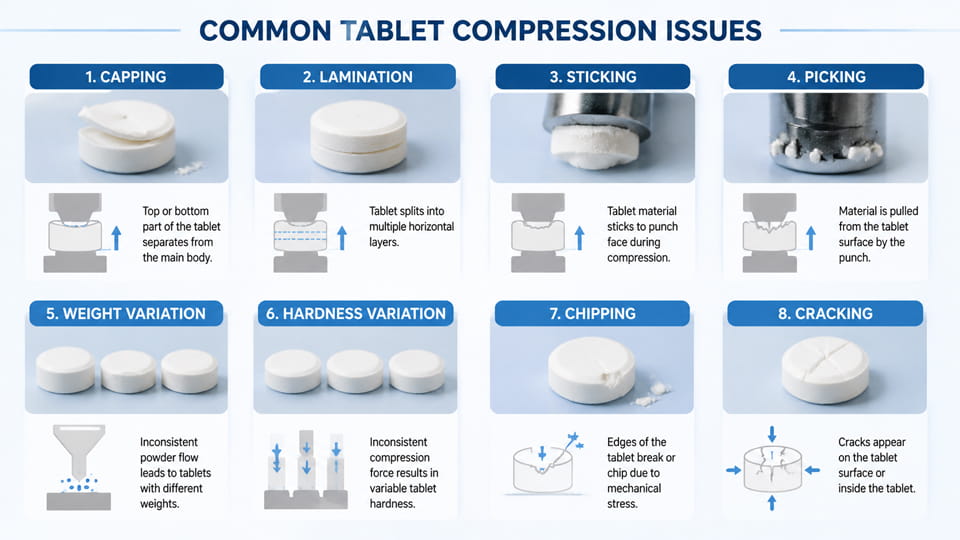
Trong quá trình nén máy tính bảng, một số khiếm khuyết có thể phát sinh. Dưới đây chúng tôi đề cập đến các vấn đề thường gặp nhất, nguyên nhân điển hình của họ, và giải pháp thiết thực.
Nó trông như thế nào: Giới hạn xảy ra khi đỉnh (hoặc dưới cùng) của một chiếc máy tính bảng bị vỡ, xuất hiện dưới dạng “nắp” đã tách ra khỏi thân máy tính bảng chính. Cán màng là khi một viên thuốc chia thành hai hoặc nhiều lớp ngang. Cả hai lỗi này thường có nghĩa là máy tính bảng không liên kết hoàn toàn với nhau trong quá trình nén.
Nguyên nhân phổ biến: Giới hạn thường là kết quả của bẫy không khí và liên kết hạt kém. Khi đấm nén bột, các túi khí ở phía trên hoặc giữa khuôn có thể ngăn cản sự cố kết thích hợp. Tốc độ tháp pháo cao (thời gian dừng ngắn) và lực nén rất cao có thể làm trầm trọng thêm vấn đề này. Ngoài ra, thành phần đàn hồi hoặc mật độ rất thấp (ví dụ. một số chất kết dính đàn hồi) có thể “chụp lại” sau khi nén, làm cho các lớp bị tách ra. Quá ít chất kết dính hoặc độ ẩm quá thấp trong quá trình tạo hạt cũng làm suy yếu khả năng liên kết giữa các hạt..
Giải pháp: Để ngăn chặn việc đóng nắp và cán màng, giúp thoát khí bị mắc kẹt và cải thiện liên kết. sử dụng hồ sơ đột dập hình nón giúp không khí thoát ra dễ dàng hơn. Làm chậm tháp pháo (tăng thời gian dừng) hoặc thêm một lực nén trước nhẹ sẽ đẩy thêm vật liệu vào khuôn trước khi nén lần cuối. Giảm nhẹ lực nén chính cũng có thể tránh được tình trạng nén quá mức. Kiểm tra độ ẩm và chất kết dính của viên thuốc: thêm một chút độ ẩm trong quá trình tạo hạt ướt hoặc tăng hàm lượng chất kết dính có thể tăng cường liên kết. Tóm lại, điều chỉnh hình dạng chày/khuôn và các thông số máy dập (và thay thế dụng cụ bị mòn) cho phép không khí bị mắc kẹt thoát ra ngoài và giảm đáng kể tình trạng giới hạn.
Nó trông như thế nào: Hiện tượng dính xảy ra khi bột dính vào mặt chày, để lại một lượng vật liệu hoặc mặt máy tính bảng không hoàn chỉnh. Picking là hình thức dính xảy ra xung quanh các logo hoặc dấu dập nổi; thiết kế nổi lên trên bột đấm, để lại một khiếm khuyết trong máy tính bảng. Cả hai đều dẫn đến máy tính bảng có mặt thô và đôi khi bị thiếu cạnh.
Nguyên nhân phổ biến: Độ ma sát hoặc dính cao giữa bột và chày là thủ phạm chính. Thường thì điều này được kích hoạt bởi độ ẩm quá mức hoặc độ ẩm cao. Nếu hạt quá ướt hoặc phòng nén ẩm, các hạt có thể bám vào mặt đục lỗ. Tương tự như vậy, không đủ chất bôi trơn trong hỗn hợp có nghĩa là không có gì có thể giúp bột trượt khỏi vết đục. Nếu lực nén quá thấp, máy tính bảng có thể bị nén kém và dính; ngược lại, lực quá cao có thể làm nóng bột một chút và làm cho nó dính.
Giải pháp: Cải thiện khả năng giải phóng và giảm độ bám dính. Đầu tiên, duy trì thích hợp kiểm soát môi trường: hút ẩm khu vực ép nếu cần và giữ độ ẩm hạt trong thông số kỹ thuật. Đảm bảo hỗn hợp chứa đủ chất bôi trơn (thường là 0,5–2% magie stearat hoặc tương tự) và trộn kỹ (nhưng không quá mức) vì vậy các hạt được phủ. Mặt đấm Ba Lan thường xuyên để loại bỏ vết trầy xước, và cân nhắc áp dụng chất đánh bóng hoặc lớp phủ chống dính phù hợp. Nếu tình trạng dính vẫn tiếp tục, thử điều chỉnh tham số một chút: đôi khi tốc độ nhấn tăng lên một chút (thời gian liên lạc ngắn hơn) hoặc lực nén giảm có thể giúp viên thuốc đẩy ra trước khi dính vào.
Nó trông như thế nào: Máy tính bảng phải có trọng lượng đồng đều trong phạm vi thông số kỹ thuật chặt chẽ. Khi sự chênh lệch trọng lượng cao, máy tính bảng từ cùng một lô trở nên nhẹ hoặc nặng đáng kể, liều lượng không nhất quán có nguy cơ.
Nguyên nhân phổ biến: Sự biến đổi quá mức thường bắt nguồn từ điền khuôn không nhất quán. Máy ép quay thường định lượng theo thể tích, vì vậy bất kỳ sự thay đổi nào về mật độ khối bột hoặc động lực làm đầy đều gây ra sự thay đổi trọng lượng. Các vấn đề phổ biến bao gồm khả năng lưu chuyển kém (dẫn đến cầu nối hoặc thức ăn không đồng đều), tách bột hỗn hợp (các hạt thô lấp đầy nhanh hơn), hoặc khung nạp bị mòn/không thẳng hàng (cung cấp bột không đồng đều). Chạy máy ép quá nhanh có thể làm điều này trở nên tồi tệ hơn do không có đủ thời gian để lấp đầy mỗi khuôn..
Giải pháp: Cải thiện lưu lượng bột và tính nhất quán của thức ăn. Tối ưu hóa quá trình tạo hạt để đạt được độ đồng nhất, hỗn hợp chảy tự do. Thêm chất lượn (ví dụ. silic keo) hoặc chất chống đóng bánh để giảm sự kết dính và bắc cầu. Điều chỉnh cài đặt khung cấp liệu và lắp đặt các vách ngăn trong phễu để kiểm soát dòng chảy. Cân nhắc sử dụng những cú đấm cưỡng bức (nơi cú đấm phía dưới tăng lên để tích cực lấp đầy xúc xắc) hoặc đổ đầy bằng chân không nếu bột chậm. Giảm tốc độ tháp pháo (cho thêm thời gian lấp đầy) thường làm giảm sự biến đổi. Tóm lại, đảm bảo mỗi khuôn luôn nhận được cùng một lượng bột - điều này có thể có nghĩa là phải thay đổi cơ chế nạp hoặc tốc độ ép.
Nó trông như thế nào: độ cứng (hoặc lực phá vỡ) là khả năng chống lại sự nghiền nát của viên thuốc. Nếu máy tính bảng quá mềm, họ có thể sứt mẻ, phá vỡ, hoặc thể hiện tính dễ vỡ cao (dễ dàng sụp đổ). Nếu quá khó, chúng có thể chống lại lớp phủ hoặc hòa tan từ từ. Kiểm tra độ bền (máy tính bảng nhào lộn và đo lường sự giảm cân) thường lộ ra mép sứt mẻ hoặc bị bột.
Nguyên nhân phổ biến: Độ cứng chủ yếu được kiểm soát bởi lực nén và công thức. Lực nén thấp hoặc quá ít chất kết dính sẽ tạo ra sự mềm mại, viên thuốc dễ vỡ. Mặt khác, lực quá cao có thể tạo ra những viên thuốc rất cứng, có thể bị nứt hoặc chống lại sự tan rã. Ví dụ, một nguồn tin trong ngành lưu ý rằng lực phóng rất cao (do bị nén quá mức) có thể dẫn đến những chiếc máy tính bảng quá cứng, gây ra vết nứt hoặc tan rã chậm. Sự thay đổi trọng lượng viên cũng gây ra sự thay đổi độ cứng: máy tính bảng nhẹ hơn mỏng hơn/mềm hơn, cái nặng hơn dày hơn/cứng hơn.
Giải pháp: Điều chỉnh nén và ràng buộc. Điều chỉnh độ nén chính để đạt được độ cứng mục tiêu (thường được đo trên máy đo độ cứng). Sửa đổi công thức: thêm hoặc tối ưu hóa chất kết dính (ví dụ. PVP, HPMC, hoặc tinh bột) tăng liên kết giữa các hạt. Kiểm soát độ ẩm hạt, vì hạt hơi ẩm thường tạo ra viên thuốc mạnh hơn (nhưng hãy cẩn thận khi làm ướt quá mức). Thay thế các lưỡi đẩy bị mòn và đảm bảo quá trình phóng diễn ra suôn sẻ; một cú đẩy mạnh có thể làm vỡ viên thuốc. Nếu độ giòn cao, kiểm tra xem máy tính bảng có quá yếu không - bạn có thể cần lực nén mạnh hơn một chút hoặc nhiều chất kết dính hơn. Cân bằng là chìa khóa: nhắm đến những viên thuốc đủ cứng để tồn tại khi xử lý nhưng không quá cứng đến mức chúng không đạt được các bài kiểm tra độ hòa tan.
Các khiếm khuyết khác có thể xảy ra. Sứt mẻ hoặc nứt cạnh thường xảy ra nếu máy tính bảng nở ra đột ngột sau khi đẩy ra hoặc nếu khuôn bị phẳng. Số lần hiển thị gấp đôi (hình ảnh ma quái) thường là kết quả của việc dụng cụ bị lỏng hoặc sự lặp lại cơ học của chày. Đốm lốm đốm hoặc biến đổi màu sắc (ở dạng viên không bao) có thể xảy ra nếu các tá dược có màu tách biệt. Những điều này thường liên quan đến những nguyên nhân trên: Ví dụ, sứt mẻ cạnh có thể xuất phát từ hạt bị nén quá mức hoặc quá khô, và việc giải quyết nó có thể liên quan đến việc điều chỉnh chất bôi trơn hoặc chất kết dính nhỏ.
Trong thực tế, một cách tiếp cận khắc phục sự cố có cấu trúc là hữu ích. Ví dụ, dừng máy ép khi xuất hiện lỗi và xem lại mọi thay đổi gần đây (như đợt hàng mới, tốc độ đã thay đổi, hoặc bảo trì). Kiểm tra dụng cụ và điều kiện vận hành, và sửa từng yếu tố một. Nhiều nhà sản xuất biểu đồ các thông số chính (Trọng lượng máy tính bảng, Độ dày, độ cứng, vân vân.) trong thời gian thực để họ thấy xu hướng xuất hiện. Kiểm tra trực quan của máy tính bảng (bề mặt hoàn thiện, các cạnh) cũng rất quan trọng. Phương pháp hệ thống này – quan sát, cô lập, điều chỉnh – nhanh chóng thu hẹp nguyên nhân gốc rễ.
Một số yếu tố ngược dòng ảnh hưởng đến kết quả nén:
Bảo trì máy ép bảng đúng cách cũng rất quan trọng. Máy được bảo trì tốt - sạch sẽ, bôi trơn, và được hiệu chỉnh – ít có khả năng tạo ra lỗi hơn. Thay thế các chày và khuôn bị mòn trước khi chúng làm giảm chất lượng máy tính bảng. Ghi lại lịch trình dọn dẹp thường xuyên (loại bỏ sự tích tụ bột) và đảm bảo kỹ thuật viên xác minh cài đặt trước mỗi lần chạy.

Việc áp dụng các biện pháp phòng ngừa mạnh mẽ giúp ngăn chặn các khiếm khuyết:
sơ đồ nàng tiên cá: Cây quyết định minh họa cách chẩn đoán lỗi máy tính bảng bằng cách kiểm tra các thông số cụ thể (loại lỗi → nguyên nhân có thể → hành động khắc phục).

Lỗi nén máy tính bảng như giới hạn, gắn bó, sự thay đổi trọng lượng, và dễ vỡ là những thách thức chung nhưng có thể được quản lý một cách hiệu quả. Mỗi vấn đề thường xuất phát từ tính chất của công thức, cài đặt máy, hoặc các yếu tố môi trường. Bằng cách xác định nguyên nhân gốc rễ một cách có phương pháp – và sau đó điều chỉnh các thông số máy in, tinh chế hạt, kiểm soát độ ẩm, và giữ thiết bị ở trạng thái tốt nhất – nhà sản xuất có thể sửa chữa các lỗi. Kiểm tra trong quá trình thường xuyên (Trọng lượng máy tính bảng, độ cứng, Độ dày, vân vân.) sẽ bắt kịp xu hướng sớm. Việc áp dụng các phương pháp hay nhất này giúp đảm bảo rằng máy tính bảng khi xuất xưởng luôn đáp ứng các tiêu chuẩn chất lượng, giảm chất thải và đáp ứng mong đợi pháp lý.
Nếu bạn đang gặp phải vấn đề như dính máy tính bảng, giới hạn, sự thay đổi trọng lượng, hoặc độ cứng của máy tính bảng không ổn định, bên phải thiết bị nén máy tính bảng và thiết lập sản xuất có thể tạo ra sự khác biệt lớn. Tại Đóng gói Jinlu, chúng tôi giúp các nhà sản xuất dược phẩm và dinh dưỡng cải thiện chất lượng máy tính bảng một cách đáng tin cậy máy ép viên quay, giải pháp nén tùy chỉnh, và hỗ trợ kỹ thuật chuyên nghiệp.
Cho dù bạn đang nâng cấp dây chuyền sản xuất hiện có hay lên kế hoạch cho một dự án sản xuất máy tính bảng mới, nhóm của chúng tôi có thể giúp bạn chọn máy ép viên phù hợp dựa trên loại sản phẩm của bạn, yêu cầu đầu ra, và tiêu chuẩn GMP. Khám phá của chúng tôi giải pháp ép máy tính bảng hoặc liên hệ với chúng tôi ngay hôm nay để thảo luận về những thách thức nén máy tính bảng của bạn với nhóm kỹ thuật của chúng tôi.
Các vấn đề nén máy tính bảng phổ biến nhất bao gồm giới hạn, cán màng, gắn bó, hái, sự thay đổi trọng lượng, vấn đề dễ vỡ, và độ cứng của máy tính bảng không nhất quán. Những vấn đề này thường liên quan đến chất lượng hạt, cài đặt máy, điều kiện dụng cụ, hoặc các yếu tố môi trường.
Giới hạn máy tính bảng xảy ra khi phần trên cùng hoặc dưới cùng của máy tính bảng tách ra sau khi nén. Nguyên nhân phổ biến bao gồm không khí bị mắc kẹt, hạt quá khô, chất kết dính không đủ, tốc độ máy quá cao, hoặc lực nén không đúng. Cài đặt tạo hạt và nén trước thích hợp có thể giúp giảm giới hạn.
Sự dính xảy ra khi vật liệu trong công thức dính vào mặt đục lỗ hoặc thành khuôn trong quá trình nén viên thuốc. Picking là một kiểu dán cụ thể thường ảnh hưởng đến logo dập nổi hoặc đục lỗ khắc. Độ ẩm cao, bôi trơn không đủ, bề mặt dụng cụ thô, và các thành phần dính là nguyên nhân phổ biến.
Sự thay đổi trọng lượng thường do dòng bột kém, điền khuôn không nhất quán, hoặc tốc độ nạp không ổn định. Cải thiện khả năng chảy của hạt, kiểm soát phân bố kích thước hạt, và tối ưu hóa cài đặt bộ nạp có thể giúp duy trì trọng lượng máy tính bảng ổn định trong quá trình sản xuất.
Độ cứng của máy tính bảng ảnh hưởng trực tiếp đến độ bền của sản phẩm, hiệu suất đóng gói, thời gian tan rã, và hành vi hòa tan. Máy tính bảng quá mềm có thể bị vỡ trong quá trình xử lý, trong khi viên quá cứng có thể hòa tan quá chậm. Lực nén thích hợp và thiết kế công thức cân bằng là rất quan trọng để kiểm soát độ cứng ổn định.
Chất lượng hạt đóng vai trò chính trong hiệu suất nén máy tính bảng. Hạt có khả năng lưu chuyển kém, kích thước hạt không đồng đều, Độ ẩm quá mức, hoặc khả năng nén thấp có thể dẫn đến các khuyết tật như dính, giới hạn, và sự thay đổi trọng lượng. Tạo hạt chất lượng cao cải thiện tính nhất quán của máy tính bảng và hiệu quả sản xuất.
Nhiệt độ và độ ẩm bên trong phòng nén ảnh hưởng đáng kể đến chất lượng máy tính bảng. Độ ẩm cao có thể làm tăng vấn đề dính bám, trong khi điều kiện quá khô có thể gây ra tình trạng dễ vỡ hoặc đóng nắp. Nhiều nhà sản xuất duy trì mức độ ẩm được kiểm soát để ổn định hiệu suất nén máy tính bảng.
Các đục lỗ và khuôn dập của máy tính bảng phải được kiểm tra và bảo trì thường xuyên để ngăn ngừa khuyết tật và đảm bảo sản xuất ổn định. Dụng cụ bị mòn hoặc hư hỏng có thể dẫn đến dính, ngoại hình máy tính bảng kém, trọng lượng không nhất quán, và tăng thời gian ngừng hoạt động. Lịch trình bảo trì phòng ngừa được đặc biệt khuyến khích cho dây chuyền sản xuất dược phẩm.
Cải thiện hiệu quả nén máy tính bảng thường đòi hỏi sự kết hợp của công thức được tối ưu hóa, tạo hạt thích hợp, cấu hình máy ổn định, người vận hành được đào tạo, và bảo trì thiết bị thường xuyên. Theo dõi trọng lượng máy tính bảng theo thời gian thực, độ cứng, và độ dày cũng giúp phát hiện sớm các vấn đề trước khi chúng ảnh hưởng đến lô sản xuất lớn.
Tài liệu tham khảo:
1.LỖI CHẾ TẠO CỦA MÁY TÍNH BẢNG – ĐÁNH GIÁ —— Tạp chí Phân phối thuốc và Điều trị (JDDT)
2.Dính và nhặt trong nén viên dược phẩm: Đánh giá của Hiệp hội IQ —— Khoa học trực tiếp
3.Hệ thống chất lượng dược phẩm ICH Q10 – Hướng dẫn khoa học —— Cơ quan Dược phẩm Châu Âu
4.Bôi trơn trong công thức máy tính bảng --- Thư viện Y khoa Quốc gia
5.Giải quyết việc dính và nhặt thông qua thiết kế máy tính bảng —— Pharmtech
6.Nâng cao hiểu biết về việc đóng nắp và cán màng máy tính bảng: đánh giá có hệ thống —— Khoa học trực tiếp