Vision против фотоэлектрического счетчика: Что лучше всего подходит для фармацевтической упаковки? 2026?
Vision против фотоэлектрического счетчика: Что лучше всего подходит для фармацевтической упаковки? 2026?
Июнь 10, 2026
Без комментариев
Точный подсчет – это критический в фармацевтической упаковке. Если на бутылке написано 100 таблетки, это должен есть точно 100 – ошибка может привести к отзыв продукта, Действия FDA, или хуже: вред пациентам. Надлежащая производственная практика (GMP) и правила (например. Часть FDA 21CFR 11 по электронным записям) требуют отслеживаемости и почти нулевого уровня ошибок. Автоматизированный счетчики таблеток/капсул решить проблему человеческой ошибки: они быстро Считай тысячи таблеток в час с помощью саба-0.1% частота ошибок. Использование традиционных счетчиков фотоэлектрический (световой луч) датчики, зрелая технология с 1980-х годов. Недавно, Счетчики зрения на базе искусственного интеллекта (с камерами и анализом изображений) стали альтернативой высокого класса. Каждый подход имеет компромиссы в скорости, точность, расходы, и соответствие. Сравним их принципы работы, плюсы/минусы, идеальные варианты использования, и нормативные последствия, чтобы помочь менеджерам фармацевтических предприятий выбрать лучшее решение для подсчета.
Что такое фотоэлектрический счетчик?
А фотоэлектрический (И) прилавок использует простые датчики светового луча для обнаружения таблеток. На практике, таблетки подаются через одну или несколько вибрирующих дорожек в узкий канал. А луч инфракрасного света пересекает путь. Когда таблетка проваливается, это блоки (прерывает) луч, создание импульса, который датчик регистрирует как один отсчет. Подумайте об этом как о высокоскоростная растяжка - сломать балку, зарегистрировать таблетку. Эти счетчики часто являются многоканальными. (8, 12, 16 переулки, и т. д.) для высокой пропускной способности.
Как работает фотоэлектрический счетчик?
Прерывание светового луча: Их (или лазер) проекты-эмитенты по всей воронке; приемник на другой стороне определяет, заблокирован ли свет. Каждое прерывание = одна таблетка.
Обработка сигналов: Датчик выдает импульс (или подсчитывает) всякий раз, когда луч сломан. Простая электроника подсчитывает импульсы.
Механическое разделение: Чтобы работать правильно, таблетки должны упасть один за другим. Вибропитатель с многоступенчатыми гусеницами отделяет (выделяет) таблетки в поток одного файла. Если две таблетки совпадают, луч видит один длинный перерыв вместо двух, вызывая заниженный учет.
Преимущества фотоэлектрического счета
Высокоскоростной: Фотоэлектрические датчики реагируют за микросекунды, позволяя подсчитывать тысячи событий в минуту. Для простой, однородные продукты, они могут легко справиться с самыми быстрыми линиями розлива.
Проверенный & Надежный: Технология зрелая и надежная. Двоичный файл (свет/нет света) логику легко настроить и трудно подвести. После калибровки, фотоэлектрические счетчики работают стабильно с минимальным вмешательством оператора.
Более низкая стоимость: В этих машинах используются относительно дешевые детали. (светодиоды, фототранзисторы). С точки зрения капитальных затрат они гораздо более экономичны.. Это означает более быструю окупаемость инвестиций в стандартные линии..
Простое обслуживание: Меньшее количество движущихся частей и отсутствие сложного программного обеспечения означают простоту обслуживания.. Датчики нуждаются только в периодической чистке. (особенно линзы) во избежание скопления пыли.
Подходит для непрозрачных таблеток: Они очень хорошо работают для равномерно окрашенных, непрозрачные таблетки или капсулы. На ИК-датчики переходящего луча не влияет цвет таблетки или отражательная способность., что делает их идеальными для многих приложений, связанных с таблетками..
Ограничения фотоэлектрических счетчиков
Несмотря на свои сильные стороны, фотоэлектрические счетчики имеют присущие недостатки в реальной фармацевтической среде:
Ошибки перекрытия/скопления: Если таблетки не разделены идеально, перекрывающиеся части обманывают датчик до одного счета. Например, две таблетки, склеенные вместе, производят один длинный луч-блокирующий импульс. Чтобы избежать этого, требуется очень хорошая механическая изоляция., что становится сложнее на высоких скоростях или при неправильной форме.
Прозрачные или блестящие продукты: Инфракрасный свет может проходить сквозь него или отражаться прозрачный/прозрачный капсулы (мягкие капсулы) или таблетки с толстой оболочкой. Прозрачная желатиновая капсула может вообще не блокировать луч.. Это приводит к частым заниженным подсчетам и противоречивым результатам.. Решение этой проблемы часто требует специальных приемов. (например, наклонные лучи или отражатели), которые добавляют сложности.
Нет проверки качества: Фотоэлектрические счетчики обнаруживают только «что-то прошедшее мимо». Они не могут видеть дефекты поверхности., трещины, чипсы, или неправильные цвета. Сломанная или загрязненная таблетка по-прежнему считается хорошей..
Чувствительность к пыли: В порошкообразных средах, пыль на излучателе/приемнике ослабляет луч. Через некоторое время, это может быть ошибочно истолковано как постоянная блокировка, создание слепых зон. Частая уборка (или датчики с сигнализацией самопроверки) необходимо для предотвращения сноса.
Ограниченная регистрация данных: Базовые системы подсчитывают данные, но по своей сути не записывают изображения или подробные контрольные журналы.. Они удовлетворяют базовым рекордам по заполнению, но не могу предоставить цифровое подтверждение каждой отдельной таблетки.
В итоге, фотоэлектрические счетчики (иногда называют электронные или оптические счетчики) отличные рабочее решение для многих обычных линий, особенно когда типы продуктов одинаковы, а бюджеты ограничены. Они экономичны и просты, но требуют хорошо отсортированных таблеток и чистой окружающей среды, чтобы избежать ошибок при подсчете.
Что такое счетчик взглядов?
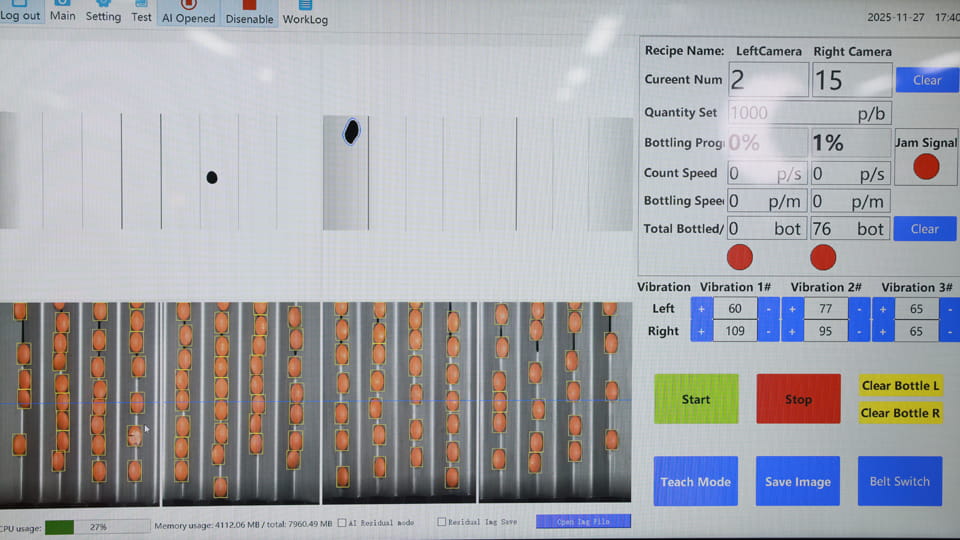
А зрение (на основе камеры) прилавок использует высокоскоростную визуализацию плюс программное обеспечение для увидеть и посчитать каждая таблетка. Вместо одного светового луча, машина оснащена одной или несколькими промышленными камерами, расположенными над ниспадающими каналами. Эти камеры непрерывно снимают видео о том, как таблетки падают в бутылки.. За кулисами, система искусственного интеллекта/компьютерного зрения анализирует каждый кадр, определение формы, размер, цвет, и другие особенности каждой таблетки или капсулы.
Как работает подсчет просмотров
Камера изображения: Камеры высокого разрешения (иногда несколько для разных углов) делать тысячи изображений потока продуктов в секунду. Хорошее освещение (включая заднюю или угловую подсветку) подчеркивает края и контуры.
Обработка изображений: Сложные алгоритмы (BLOB-анализ, обнаружение края, нейронные сети искусственного интеллекта) найдите каждую таблетку на изображении и классифицируйте ее. Каждый отдельный «объект» узнается по его визуальной подписи. (контур, область, цвет).
Подсчет и проверка: Система считает одну единицу для каждой распознанной формы таблетки.. Если обнаружена неправильная или перекрывающаяся форма, программное обеспечение может разделить его на несколько счетов (см. «Решение с перекрытием» ниже.). Он также проверяет каждую таблетку на соответствие шаблону.: если таблетка треснутая или неправильная, это отмечает это.
Непрерывный контроль качества: Потому что счетчики изображений буквально видят продукт, они могут выполнять проверку в режиме реального времени. Треснутые таблетки, пыль на таблетках, несоответствие цветов, или посторонние частицы могут быть автоматически идентифицированы и удалены или помечены.
По сравнению с фотоэлектрическим, Подсчет зрительных образов — это все равно, что перейти от слепого датчика к высокоскоростной камере, которая «знает», как выглядит хорошая таблетка.. Это существенный технологический скачок.
Сверхвысокая точность: Системы технического зрения обычно достигают точности ~99,99%.. Инфракрасные счетчики превышают 99% точность, в то время как модели, основанные на зрении, повышают точность подсчета 99.99%. Дополнительная десятичная точка имеет решающее значение в фармацевтике., где даже несколько недополненных бутылок недопустимо.
Прозрачный & Нестандартные продукты: Видение превосходит прозрачный Прозрачная капсула создает края или легкие тени при правильном освещении., что камера фиксирует. Он также подходит для таблеток любой формы — овальной., в форме сердца, с покрытием – без специальной модификации. Система распознает контур, поэтому наклоненная таблетка или таблетка странной формы все равно засчитывается..
Обработка перекрытий и группировок: Когда две таблетки слипаются, программное обеспечение для машинного зрения все еще может их разделить. Алгоритм измеряет размер и форму капли.: если это примерно в два раза больше ожидаемой площади, он делит его на два счета. Другими словами, он автоматически «решает» проблему перекрытия, что фотоэлектрические датчики не могут сделать.
Линейный контроль качества: Каждая таблетка изображена, чтобы система могла оперативно проверять наличие дефектов. Он ищет фишки, трещины, обесцвечивание, или посторонний предмет, сравнив форму и поверхность таблетки с шаблоном «золотого стандарта».. Плохие таблетки могут спровоцировать пневматический выброс, не позволяя им достичь конечного продукта.
Отслеживание данных (21 CFR Part 11): Счетчики изображений создают цифровую запись процесса. Высокопроизводительные системы могут сохранять изображения или видео каждой бутылки во время наполнения.. Это обеспечивает убедительные аудиторские следы: при необходимости вы можете просмотреть изображение каждой таблетки в бутылочке.. Корректировки (пакетные изменения, настройки калибровки) регистрируются с отметками времени и идентификаторами пользователей. Это поддерживает принципы ALCOA+. (относимый, Оригинал, и т. д.) требуется правилами FDA.
Высокая пылеустойчивость: Умные системы технического зрения могут отфильтровывать статическую пыль и царапины.. Они фиксируют «фоновую модель», когда она пуста., затем вычтите это во время подсчета, чтобы регистрировались только движущиеся таблетки.. Это означает, что пыль на линзах или направляющих не останавливает подсчет.; это в значительной степени игнорируется программным обеспечением.
Долгосрочная ценность: Потому что они одновременно выполняют функцию инспекционных систем., счетчики изображений могут сократить количество отзывов и отходов. Они встраивают контроль качества на этапе наполнения., что повышает общее качество продукции. Со временем это может оправдать их более высокую цену..
Недостатки счетчиков зрения
Более высокая стоимость: Системы технического зрения требуют высокоскоростных камер, Графические процессоры/нейронные чипы, и сложное программное обеспечение. Многоканальный AI-счетчик может оказаться в несколько раз дороже базовой системы ИК-датчиков.. Первоначальные вложения значительны, поэтому покупатели с ограниченным бюджетом могут колебаться.
Сложность: Настройка камер и освещения для разных продуктов может оказаться более сложной задачей, чем настройка ИК-луча.. Освещение должно быть оптимизировано. (углы, подсветка, и т. д.) для каждой формы/цвета продукта. Также требуется обслуживание вычислительного оборудования и программного обеспечения..
Ограничения скорости: Хотя современные счетчики зрения очень быстрые., они обрабатывают изображения, а не мгновенные лучи. Высококлассные машины машинного зрения используют многополосные камеры, чтобы приблизиться к пропускной способности ИК-систем., но есть некоторый компромисс. (Однако, обратите внимание, что зрение непрерывное; один кадр камеры охватывает сразу много таблеток, и несколько камер могут использоваться параллельно.)
Обслуживание: Камеры и объективы также должны оставаться чистыми. (пыль может испачкать изображение, хотя, как уже отмечалось, программное обеспечение может справиться). Но любые сбои или перекосы камеры могут потребовать более квалифицированной технической поддержки, чем простой ИК-датчик..
В итоге, счетные машины на основе зрения предложить с наддувом счетный раствор: они считают таблетки и одновременно осматривают их, обеспечение цифровой гарантии того, что каждая бутылка правильная. Компромисс — стоимость и сложность установки.. Для высокой стоимости, высокоскоростной, или сложные продуктовые линейки (например. экспорт на строгие рынки), дополнительная точность и прослеживаемость часто оправдывают инвестиции.
Vision против фотоэлектрического счетчика: Параллельное сравнение
Особенность
Фотоэлектрический счетчик
Счетчик видений
Принцип подсчета
Прерывание ИК/светового луча
Высокоскоростная визуализация + Анализ изображений с помощью ИИ
Точность
До ~99,9% (если таблетки идеально разделены)
До ~99,99% (даже с перекрытиями)
Типы продуктов (Идеально)
Непрозрачный, однородные таблетки/капсулы
Прозрачный, Softgel, продукты неправильной формы или с покрытием
Перекрывающиеся таблетки
Не могу отличить (считает перекрывающиеся таблетки как одну)
Алгоритм разбивает капли – считает каждый отдельно
Проверка поверхности/качества
Без проверки (учитывается только присутствие)
Проверяет каждую таблетку на наличие дефектов, цвет, маркировка
Пылевая среда
Более низкий допуск (пыль на линзе = ложные подсчеты)
Высокая толерантность (Вычитание фона отфильтровывает статическую грязь)
Отслеживание данных
Основные журналы (количество партий, возможно, простые будильники)
Подробный аудиторский след (изображения с отметкой времени, журналы изменений)
Нормативная поддержка
Удовлетворяет точности заполнения (CGMP)
Поддерживает 21 CFR 11 соответствие цифровым записям
Скорость/Пропускная способность
Очень высокий (микросекундный отклик, тысячи отсчетов/мин)
Очень высокий (Рамки камеры закрывают множество таблеток, многополосный для масштабирования)
Настраивать & Сложность
Простая калибровка (настроить чувствительность)
Сложный (настройка освещения, настройка программного обеспечения по SKU)
Первоначальная стоимость
Ниже (зрелая технология, более дешевые компоненты)
Выше (камеры, вычислительное оборудование, лицензирование программного обеспечения)
Долгосрочная рентабельность инвестиций
Стабильная рентабельность инвестиций для простых линий
Окупаемость инвестиций за счет меньшего количества ошибок, напоминает, и преимущества соблюдения требований
Данные собраны из отраслевых источников и литературы производителей..
Какие продукты лучше всего учитываются системами машинного зрения?
Счетчики зрения светятся при подсчете сложные продукты которые побеждают простые датчики светового луча. К ним относятся:
Прозрачные капсулы Softgel:Рыбий жир или мягкие таблетки с растительным маслом прозрачные или слегка окрашенные. Фотоэлектрические лучи часто проходят или рассеиваются., но видеокамеры видят их края и тени.
Двухцветные таблетки и таблетки, покрытые оболочкой: Изделия двух цветов, печатная маркировка, или необычные покрытия (например. с кишечнорастворимой оболочкой) может сбить с толку ИК-датчики. Камера видит все детали цвета и может отличить одну таблетку от другой..
Необычные формы: Сердце, овальный, восьмиугольный, или вырезанные таблетки падают непредсказуемо. Алгоритмы машинного зрения распознают их контуры. Даже если овальный планшет наклоняется в полете, его контур все еще определен.
Высокоценные или критически важные лекарства: Для онкологических препаратов, биотехнологические инъекции (если дозировано из бутылочки), или партии высокого риска, производители хотят отсутствия ошибок. Дополнительная проверка Vision обеспечивает эту гарантию..
Стерильные/жизнеспособные продукты: Некоторые специальные линии (стерильные флаконы, биологические препараты) интегрировать визуализацию для проверки загрязнения; видеосчетчики хорошо вписываются в такие линии чистых помещений.
Мелкосерийные гибкие линии: Линии, производящие множество различных SKU (как контрактный упаковщик) преимущества реконфигурации систем машинного зрения – рецепты можно загружать для каждого продукта.
Диетические добавки (например. Печать, рыбий жир): Хоть мармеладки непрозрачные, они слипаются. Визуальный подсчет с помощью вибробункеров с защитой от комков (как мармеладный прилавок Джинлу) гарантирует, что каждая жевательная резинка будет учтена. (Видеть Машина для подсчета мармеладок Джинлу для специализированного дизайна.)
Суммируя, счетчики зрения идеально подходят для нестандартные капсулы и таблетки: полупрозрачный, многообразный, или продукты премиум-класса. Если ваша операция обрабатывается ясно мягкие капсулы, двухслойные., или часто меняет рецепты, усовершенствованная система технического зрения обеспечивает правильное подсчет и проверку каждого предмета.
В каких продуктах все еще можно использовать фотоэлектрические счетчики?
Фотоэлектрические счетчики остаются очень эффективный для простых случаев:
Стандартные таблетки: Таблетки белого или цветного цвета без прозрачности и оболочки.. Для крупномасштабных дженериков, фотоэлектрический проверен и достаточен.
Твердые желатиновые капсулы (Непрозрачный): Если капсулы окрашены/тонированы, луч будет хорошо блокировать.
Одинарный артикул, Высокообъемные линии: Если вы в основном запускаете один продукт (никаких переключений) и это непрозрачная таблетка, фотоэлектрические датчики обеспечивают невероятную скорость при низкой стоимости.
Экономичные операции: Для лабораторных или небольших линий (более дешевые прототипы, дженерики таблетки, сельскохозяйственные ветеринарные препараты, и т. д.) где бюджет ограничен, ИК-счетчики попали в золотую середину.
Чистая среда: Если зона наполнения находится в хорошем состоянии (немного пыли) и таблетки всегда хорошо выделяются, фотоэлектрические системы работают «от света» с минимальными усилиями.
Регулируемые продукты с низким уровнем риска: Если строгий контрольный журнал не является приоритетом (например. некоторые нутрицевтики или внутренние рынки), фотоэлектрический соответствует требованиям cGMP по точности наполнения.
В итоге, используйте фотоэлектрический подсчет, когда продукты униформа, непрозрачный, и окружающая среда контролируется, или когда первоначальная стоимость вызывает большое беспокойство. Он остается экономичной «рабочей лошадкой» многих фармацевтических линий..
GMP и нормативные требования
Аптечные прилавки должны соответствовать CGMP требования (21 CFR 210/211) и все чаще с 21 Часть CFR 11 (если ведутся электронные записи). Критические факторы включают точность подсчета., чистота, и целостность данных.
Точность заполнения (210/211): Правила требуют письменных процедур для обеспечения правильной маркировки и упаковки.. Автоматические счетчики, которые надежно обеспечивают точные подсчеты, поддерживают это требование.. Как отмечает один из блогов Jinlu, автоматизированные счетчики таблеток «помогают соответствовать требованиям FDA и cGMP к точности наполнения», гарантируя постоянный подсчет от бутылки к бутылке.
Уборка и гигиена: Оба типа счетчиков используют закрытые направляющие и могут включать в себя пылеудаляющие устройства в соответствии с гигиеническими стандартами GMP.. (В конструкциях Jinlu часто используются герметичные каналы и модули быстрой очистки.)
Целостность данных (Часть 11 & АЛКОА+): Системы машинного зрения по своей сути производят цифровые данные. (изображения, журналы) которые легко сделать защищенными от несанкционированного доступа. Например, высококачественный видеосчетчик может архивировать снимок каждой бутылки во время наполнения. Эти изображения с отметкой времени являются «неизменным доказательством целостности продукта» во время аудита.. Каждое действие программы (изменение рецепта, регулировка скорости) регистрируется с идентификатором пользователя, создание полного контрольного журнала. Это поддерживает принципы ALCOA+.: записи являются атрибутивными, Оригинал (изображения реального продукта), Современный, и т. д..
Фотоэлектрическая отслеживаемость: ИК-счетчики могут записывать счетчики и события ошибок., но им не хватает визуальных доказательств. Нет встроенного способа входа в систему как выглядела каждая таблетка. Модернизация ИК-системы для детали 11 для обеспечения соответствия требованиям могут потребоваться внешние датчики или камеры для контрольного журнала.. Напротив, счетчики зрения с самого начала были построены с компьютерным управлением.
Квалификация & Валидация: Любая система потребует IQ/OQ (квалификация по установке/эксплуатации) и документация по фармацевтическим стандартам. Системы машинного зрения могут потребовать более тщательной проверки из-за программного обеспечения., но многие современные машины включают поддержку проверки.
Тенденции регулирования: Мировые регуляторы движутся к более строгим ожиданиям в отношении данных. Возможность продемонстрировать «каждая таблетка на счету» с помощью изображений и журналов станет отличительной чертой. Фактически, некоторые уже называют системы технического зрения «будущим бездефектного заполнения» за счет оцифровки процесса.
На практике, любая счетная машина в фармацевтике должна иметь сертификаты cGMP. (ИСО, CE, и т. д.) и хорошая документация (журналы обслуживания, Сов). Выберите систему (фотоэлектрический или зрение) который интегрируется с вашим электронным пакетным отчетом (ЭБР) или Система управления производством (МЧС). Счетчики Vision более естественно поддаются полной цифровой интеграции, сделать аудит более простым и менее подверженным ошибкам.
Анализ затрат: Стоит ли инвестировать в счетчик Vision??
Первоначальные инвестиции: Фотоэлектрические счетчики значительно дешевле заранее.. Как отмечалось ранее, зрелый ИК-счетчик использует простую оптику и электронику. Напротив, для системы технического зрения может потребоваться специальная оптика, несколько камер, и процессоры искусственного интеллекта (часто работает на чипах NVIDIA или подобных). Один 8-полосный ИК-счетчик может стоить от низкой до средней пятизначной суммы., тогда как высококлассная 8-полосная машина машинного зрения может стоить десятки тысяч долларов или больше..
Эксплуатационные расходы: Фотоэлектрические системы имеют низкие затраты на обслуживание. (периодически чистите датчики, заменить ИК светодиоды). Системы технического зрения состоят из большего количества частей (камеры, компьютеры) но многие рассчитаны на долгую службу и имеют модульные сменные блоки. Оба типа оснащены пылесборниками и требуют запасных частей. (желоба для бутылок, трубки, и т. д.).
Риск отзыва продукта: В фармацевтике, тот цена ошибки может снизить стоимость оборудования. Одна неправильно подсчитанная бутылка в партии может спровоцировать отзыв продукции, который обойдется миллионам в потерю продаж и ущерб бренду.. Системы технического зрения значительно снижают этот риск, предотвращая необнаруженные недоливы/переливы.. Они также ловят некачественные таблетки. (избежание инцидентов, связанных с качеством). С годами, предотвращение отзывов и штрафов за несоблюдение требований может оправдать более высокие капитальные затраты на зрение..
Экономия труда: Полностью автоматизированные системы технического зрения уменьшают необходимость в ручном осмотре и доработке после упаковки.. Один оператор может контролировать большую линию визуального подсчета вместо того, чтобы несколько сотрудников вручную проверяли бутылки.. Это сокращение рабочей силы является скрытой рентабельностью инвестиций..
Долгосрочная рентабельность инвестиций: Для единообразных продуктовых линеек, фотоэлектрическая машина может быстро окупиться (предсказуемая рентабельность инвестиций). Для разнообразных и высококачественных линий, Окупаемость инвестиций Vision достигается за счет улучшения качества. Статистически, добиваясь точности от 99.90% к 99.99% (еще одна «9») означает 90% меньше ошибок. Это может привести к гораздо меньшему количеству брака или отзыва тысяч бутылок..
Сводка затрат: Фотоэлектрические счетчики выигрывают за счет низкой начальной стоимости и простоты.. Счетчики обзора стоят дороже заранее, но они добавляют возможностей (осмотр, прослеживаемость) которые часто экономят затраты позже. Как сказал один эксперт, фотоэлектрические системы предлагают «точку входа с низким уровнем риска и предсказуемой окупаемостью» для стандартных операций.. Тем временем, системы технического зрения предоставляют «качественную информацию», которая может увеличить доходы за счет защиты бренда.
Примечание: Если бюджет ограничен, рассмотрите возможность начать с фотоэлектрической машины и спланировать путь модернизации. Например, Джинлу Машина для подсчета таблеток JL-8C экономичный 8-полосный ИК-счетчик (99.8%+ точность) подходит для многих линий капсул/таблеток. Для нужд более высокого уровня, Джинлу JL-8Pro CCD Vision счетная машина предложения >99.99% точность при полном визуальном осмотре. (См. «Как выбрать» ниже.)
JL-8Pro CCD Vision счетная машина
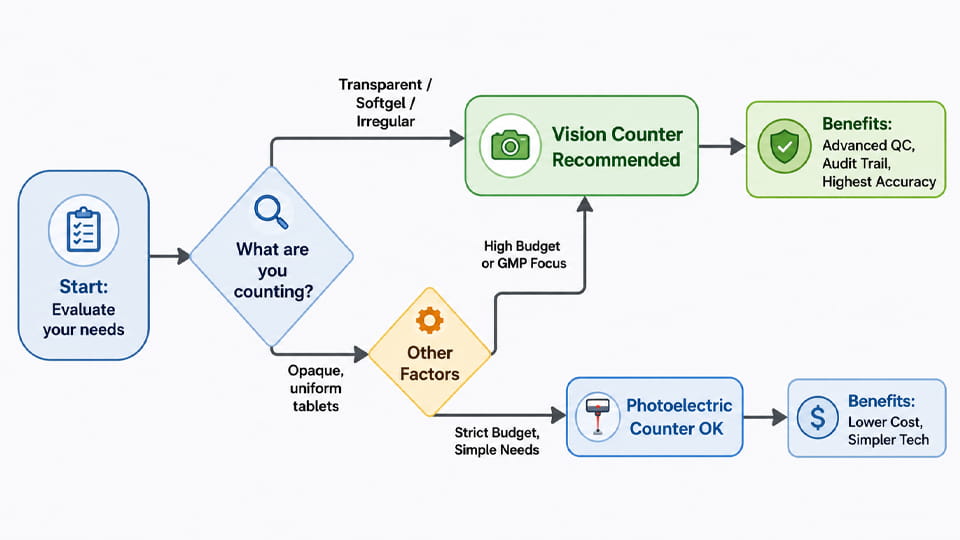
Как выбрать между технологией визуального и фотоэлектрического счета
Выбор правильной технологии подсчета сводится к сопоставлению ассортимент продукции, бюджет, и цели в области качества. Вот простое руководство по принятию решений:
Выберите фотоэлектрический, если:
Все ваши продукты непрозрачны, однородные таблетки/капсулы. (Например. дженерики массового производства.)
Бюджетные ограничения доминируют. (Фотоэлектрические машины могут стоить на 30–50% дешевле, чем эквивалентные модели машинного зрения.)
Ваша окружающая среда очень чистая, а ваша линия точно настроена. (минимум пыли, отличное разделение).
Вам просто нужна рабочая лошадка для высокой производительности без дополнительных проверок качества..
Выберите Видение, если:
Вы работаете с различными SKU: прозрачные капсулы, разноцветные таблетки, странные формы.
GMP/аудит имеет решающее значение: вам нужны цифровые записи, 21 CFR 11 согласие, и целостность данных ALCOA+.
Ваш бюджет и пространство позволяют это сделать.: машины машинного зрения — это инвестиция, но они приносят дополнительную выгоду.
Вам нужен встроенный детектор дефектов: ловля разбитых таблеток или посторонних предметов является приоритетом.
Вы модернизируете высокоскоростную линию: Vision может работать с высокой пропускной способностью на нескольких линиях при добавлении контроля качества.
На практике, многие современные фармацевтические линии переходят на видеосчетчики, особенно на развитых рынках. Если ваша цель — качество «без дефектов», первоначальные затраты на видение все чаще считаются оправданными. Однако, фотоэлектрические счетные машины остаются разумным выбором для стандартных применений, где ключевым фактором является экономическая эффективность..
Заключение
Итог: Традиционный фотоэлектрические счетчики оставаться экономически эффективным, надежный выбор для простого, высокопроизводительные линии с однородными таблетками в чистых условиях. Счетчики обзора, однако, быстро становятся уровень развития решение для фармацевтической упаковки. Они стоят дороже, но обеспечивают непревзойденную точность., осмотр, и функции соответствия – ключ к сложным или дорогостоящим продуктам. Поскольку правила ужесточаются, а качество «без дефектов» становится нормой., многие фармацевтические заводы переходят на системы подсчета и контроля на основе машинного зрения.
Независимо от того, какую технологию вы выберете, Jinlu Packing предлагает оба варианта.: от надежных 8-полосных ИК-счетчиков до продвинутых счетчиков машинного зрения с искусственным интеллектом. Наши специалисты помогут вам подобрать подходящее оборудование для вашего планшета., капсула или жевательная линия. Связаться с нами обсудить индивидуальное решение для подсчета, которое гарантирует правильное наполнение каждой бутылки, эффективно, и в полном соответствии с фармацевтические стандарты.
Часто задаваемые вопросы о Vision и фотоэлектрическом счетчике
1. В чем разница между счетчиком изображений и фотоэлектрическим счетчиком?
Фотоэлектрический счетчик считает таблетки или капсулы, обнаруживая прерывания светового луча при прохождении продуктов через счетный канал.. Видеосчетчик использует промышленные камеры и программное обеспечение для обработки изображений для идентификации и подсчета каждого продукта на основе его формы., размер, и визуальные характеристики.
Ключевое отличие состоит в том, что системы технического зрения могут одновременно выполнять как подсчет, так и проверку., в то время как фотоэлектрические системы ориентированы в первую очередь на подсчет.
Какая технология подсчета более точна для фармацевтической упаковки??
В большинстве фармацевтических применений, технология подсчета изображений обеспечивает более высокую точность, особенно при работе с прозрачными капсулами, мягкие капсулы, нерегулярные таблетки, или продукты, которые могут перекрываться во время подсчета.
Потому что системы технического зрения анализируют изображения, а не полагаются исключительно на прерывание луча, они могут лучше различать отдельные продукты и уменьшать ошибки при подсчете.
Могут ли фотоэлектрические счетчики точно подсчитывать капсулы??
Фотоэлектрические счетчики могут столкнуться с проблемами при подсчете прозрачных или полупрозрачных мягких капсул, поскольку свет может проходить сквозь продукт или преломляться вокруг него..
Системы подсчета просмотров, как правило, больше подходят для применения в мягких капсулах, поскольку они распознают визуальный профиль продукта, а не зависят от блокировки света..
Соответствуют ли машины для подсчета изображений GMP??
Да. Современные машины для подсчета изображений могут быть разработаны с учетом требований GMP путем предоставления электронных записей., прослеживаемость партии, контрольные журналы, и функции контроля качества.
Многие фармацевтические производители выбирают системы машинного зрения, поскольку они помогают обеспечить целостность данных и соблюдение нормативных требований..
Может ли видеосчетчик обнаружить разбитые таблетки или посторонние частицы??
Да. Одним из самых больших преимуществ технологии визуального подсчета является ее способность проверять продукты во время подсчета..
Передовые системы могут идентифицировать планшеты с чипами, разбитые капсулы, цветовые вариации, и некоторые иностранные материалы, помогая улучшить качество продукции и снизить риск попадания на рынок дефектной продукции.
Стоит ли машина для подсчета изображений более высоких инвестиционных затрат??
Хотя первоначальная стоимость покупки обычно выше, многие фармацевтические производители считают, что системы машинного зрения обеспечивают высокую долгосрочную окупаемость инвестиций..
Преимущества могут включать повышение точности подсчета., меньше отзывов продукции, сокращение ручного контроля, более низкий процент брака, и расширенные возможности обеспечения соответствия.
Когда следует выбирать фотоэлектрическую счетную машину?
Фотоэлектрическая счетная машина часто является хорошим выбором, когда:
• Продукция представляет собой стандартные таблетки или твердые капсулы.
• Производственные требования относительно просты
• Бюджет является первоочередной задачей
• Прозрачность продукта не является проблемой
• Никаких дополнительных функций проверки не требуется.
Для многих непатентованных фармацевтических продуктов, фотоэлектрический счет остается надежным и экономичным решением.
Могут ли видеосчетчики работать на высокоскоростных фармацевтических упаковочных линиях??
Да. Современные системы визуального подсчета предназначены для высокоскоростных фармацевтических производств и могут обрабатывать большие объемы таблеток и капсул, сохраняя при этом точность подсчета..
Многие системы сочетают в себе высокоскоростные камеры, обработка изображений в реальном времени, и автоматические механизмы отклонения для поддержки непрерывной работы..
Какие продукты лучше всего подходят для технологии подсчета изображений?
Системы подсчета просмотров особенно полезны для:
• Мягкие капсулы.
• Прозрачные капсулы
• Двухслойные таблетки
• Шипучие таблетки
• Таблетки неправильной формы.
• Нутрицевтические жевательные конфеты
• Высокоценные фармацевтические продукты
Эти продукты могут представлять собой проблему для традиционных фотоэлектрических систем счета., сделать технологию машинного зрения предпочтительным вариантом.
Как выбрать между счетчиком изображений и фотоэлектрическим счетчиком??
Лучший выбор зависит от характеристик вашего продукта., производственные цели, требования соответствия, и бюджет.
Выбирайте фотоэлектрический счетчик, если вам нужно экономичное решение для стандартных таблеток и капсул.. Выберите счетчик обзора, если вам требуется более высокая точность, возможности проверки продукции, поддержка сложных лекарственных форм, и более надежная отслеживаемость данных.
Для фармацевтических компаний, планирующих долгосрочную модернизацию системы автоматизации, технология подсчета просмотров становится все более предпочтительным решением.
Мелкий фу, Основатель компании Jinlupacking, приносит 20 многолетний опыт работы в секторе фармацевтического оборудования. Под его руководством, Jinlu превратилась в надежного поставщика, интегрирующего дизайн., производство, и продажи. Петти с радостью делится своими глубокими отраслевыми знаниями, чтобы помочь клиентам разобраться в сложностях фармацевтической упаковки., гарантируя, что они получат не только оборудование, но настоящее комплексное сервисное партнерство, адаптированное к их производственным целям..