Блистерные упаковочные машины являются «рабочими лошадками» фармацевтической промышленности: формуют из пластиковых или алюминиевых листов карманы и запечатывают внутрь таблетки или капсулы.. Но как любое сложное оборудование, они могут столкнуться с препятствиями, которые останавливают производство. Распространенные проблемы с машиной, связанной с появлением волдырей, включают слабые или негерметичные уплотнения., деформированные полости, пустые карманы (заедания или пропущенные корма), и износ оборудования, вызывающий простои. Как отмечают эксперты отрасли, нарушения герметизации являются одними из наиболее серьезных дефектов потому что они напрямую ставят под угрозу безопасность лекарств. На практике, о 90% стандартных дефектов волдырей сводятся к «трем Т»: неправильно настроен Температура, Время, или Напряжение в процессе.
В этом руководстве мы рассмотрим каждую серьезную проблему – почему это происходит и как это исправить.. К концу, у вас будут четкие инструкции и профилактические советы, которые помогут обеспечить бесперебойную работу блистерной машины. (или решите, требуется ли более продвинутое решение).
Проблема 1: Слабое или нестабильное уплотнение
- Симптомы: Защитная фольга не полностью прилегает к образовавшимся полостям. Вы можете увидеть утечку красителя из блистерной упаковки при проверке герметичности или фольгу, которая легко отслаивается.. Некоторые уплотнения могут выглядеть неполными или иметь зазоры.. Эти дефекты ставят под угрозу стерильность и требуют утилизации целых партий..
- Причины: Обычной причиной являются неправильные параметры термосварки.. Если температура уплотнения слишком низкая, термосвариваемый слой фольги не плавится и не склеивается; слишком высокий, и пластиковая пленка может сжаться или сгореть. Неравномерное давление уплотнения (из-за искривленных пластин или неправильной регулировки пружин) вызывает локальные пустоты. Загрязнения на уплотнительной пластине, такие как остатки клея или таблетированная пыль, препятствуют полному контакту.. Плохое качество или влажная фольга также дает слабую адгезию..
- Решения:
- Отрегулируйте температуру & Давление: Используйте контактный термометр для проверки температуры пластин. (не полагайтесь исключительно на показания машины). Следуйте рекомендациям по материалам (например. 140–160°C для пакетов из ПВХ/алюминия). Точная настройка на ±2–5°C вокруг заданного значения при тестировании уплотнений..
- Проверьте уплотнительные матрицы: Очищайте штампы и пластины каждую смену.; удалите остатки клея или пленки изопропанолом. Осмотрите на предмет царапин или коррозии, которые могут вызвать утечки. Замените или переточите штампы, если они деформированы..
- Оптимизировать процесс: Обеспечить равномерное давление по всей ширине. Осмотрите и замените изношенные прижимные ролики или пружины.. Используйте только качественные, сухая фольга – предварительная сушка пленки во влажной среде (например. 40–60°C в течение 30–60 мин.). Документируйте параметры уплотнения и выполняйте регулярные испытания на прочность на отслаивание, чтобы выявить смещение..
Например, на стандартной блистерной линии из ПВХ/алюминия, оптимальная зона термосварки часто составляет около 150°C.. Ошибка ±3°C может снизить прочность уплотнения вдвое.. Путем калибровки и регистрации температурных профилей, операторы могут поддерживать постоянную целостность уплотнений.

Проблема 2: Неправильное формование (Свернувшиеся или неровные полости)
- Симптомы: Термоформованные пластиковые блистерные полости деформируются.. Вы можете увидеть слишком мелкие полости., рухнул под тяжестью планшета, или имеют неравномерную глубину и истончение стенок. Неровные карманы приводят к смещению планшетов., срабатывание сигнализации о заполнении или остановке в середине пробега.
- Причины: Станция формования использует равномерный нагрев и вакуум.. Если нагревательная пластина не откалибрована, температура формовки может дрейфовать. Даже небольшое отклонение ±3°C в пластине для формирования пленки ПВХ приводит к значительному изменению глубины полости и толщины стенок.. Другие причины включают слабый вакуум. (грязные фильтры, утечки), изношены вспомогательные штифты (если используется), или загрязненные поверхности плесени (наклеивание пластика или фольги на полости).
- Решения:
- Проверка температуры: Используйте калиброванный инфракрасный или контактный термометр на формовочной плите.. Отрегулируйте ПИД-регулятор, если поверхность пластины отклоняется более чем на ~2°C от заданного значения.. Проведите короткое испытание с целевыми продуктами и исправьте пленку, чтобы подтвердить полное формирование полости..
- Поддерживать вакуумную систему: Проверьте производительность вакуумного насоса и вакуумные линии.. Регулярно очищайте или заменяйте вакуумные фильтры.. Убедитесь, что вакуумные каналы в форме свободны..
- Осмотрите и очистите формы: Протирайте пластины полости каждую смену, чтобы удалить остатки пленки.. Проверьте контакты разъема (если таковые имеются) для правильного выбора времени – изношенная или неправильно установленная заглушка может разрушить полость, если нажать слишком рано. Замените изношенные заглушки или кулачковые втулки, если заглушка преждевременно соприкасается с пленкой..
- Используйте подходящую пленку: Убедитесь, что вы используете правильную толщину и тип пленки для вашей формы.. Для новой партии пленки может потребоваться немного другой температурный профиль из-за содержания пластификатора..
Кончик: Сохраняйте настройки формования, документированные для партии пленки, и проводите повторную аттестацию при каждой смене материала, чтобы избежать проблем со схлопыванием блистера..
Проблема 3: Разрыв пленки или сморщивание
- Симптомы: Во время или после формирования, пластиковая пленка (ПВХ/ПВДХ или ПЭТ) или на слое фольги образуются разрывы, трещины, или дырочки. На противоположной стороне, под защитной фольгой вы можете увидеть морщины или воздушные карманы.. Это приводит к утечкам упаковки или косметическим дефектам..
- Причины: Главными подозреваемыми являются чрезмерная жара или напряжение.. Если температура формования или запечатывания слишком высока, пленка может слишком размягчиться и растянуться, вызывая его истончение или разрыв. Так же, неравномерное натяжение пленки (из-за плохого управления размоткой или смещения роликов) вызывает образование складок и даже разрывов при натягивании полотна. Внезапные скачки температуры или неправильное охлаждение также могут ослабить пленку..
- Решения:
- Оптимизация температуры: Убедитесь, что температура формования/запечатывания соответствует характеристикам вашей пленки.. Например, уменьшите температуру зоны, если вы видите постоянное повреждение пленки. Используйте зональное отопление (выше в центре, ниже по краям) чтобы избежать горячих точек.
- Отрегулируйте натяжение и выравнивание: Проверьте настройки натяжения размотки. Натяжение рулона фольги должно быть достаточно сильным, чтобы оставаться ровным, но не настолько сильным, чтобы вызвать нагрузку на полотно.. Проверьте выравнивание роликовой направляющей — даже слегка смещенная направляющая может вызвать волны.. Замените изношенные подшипники на роликах или танцорах..
- Используйте правильное обращение с пленкой: Убедитесь, что пленки хранятся и предварительно кондиционируются надлежащим образом.. Перед запуском протрите поверхность пленки, чтобы удалить пыль.. Рассмотрите возможность предварительного нагрева пленки ПВХ/ПЭТ в течение короткого периода времени в помещениях с высокой влажностью.. Используйте сертифицированных поставщиков пленки, чтобы избежать дефектов материала..
*Пример: Распространенным способом устранения складок фольги является регулировка тормоза на валу фольги.. Немного более сильное торможение может разгладить складки за счет уменьшения провисания фольги.. Сохраните датчики натяжения (танцоры) в хорошем состоянии – замените подшипники до их износа.
Проблема 4: Ошибки подачи продукта (Застревания, Двойное кормление, Джемы)
- Симптомы: В некоторых карманах могут отсутствовать таблетки или капсулы. (пустые полости), или в некоторых карманах есть два продукта (двойная подача). Альтернативно, таблетки застревают в поддоне или каналах, вызывая периодические остановки. В тяжелых случаях, линия может остановиться из-за сигналов об ошибке подачи.
- Причины: Проблемы с подачей возникают из-за несоответствия скорости подачи и индексации машины., или от самого механизма подачи. Если щетка или вибрационный питатель работают слишком быстро относительно индекса, планшеты могут пропускать карманы или накапливаться. Высокая статика (например. влажные условия) может привести к слипанию таблеток или слипанию в бункере. Изношенные направляющие подачи или заусенцы на формах также могут задерживать продукты., в то время как остатки мусора в устройстве подачи могут неправильно направить таблетки..
- Решения:
- Синхронизировать фидер: Повторно калибруйте скорость питателя, чтобы она соответствовала циклу индекса блистера при каждом переключении.. Запишите правильное соотношение для каждой партии продукта.. При использовании многоголовочного или гусеничного питателя, убедитесь, что он сбалансирован и свободен от препятствий.
- Контроль влажности/статика: Поддерживайте относительную влажность в производственной зоне на уровне 40–60 %.. Если мост сохраняется, установите антистатическую щетку или используйте в бункере кондиционированный воздух. Очищайте компоненты устройства подачи перед каждым запуском..
- Осмотр оснастки и устройства подачи: Проверьте подающие диски, бункеры, и направляющие для предотвращения износа или повреждений, в которые могут попасть таблетки.. Замените все сколы или острые края.. Удалите остатки продукта с пути подачи. Используйте визуальный осмотр (например. датчик камеры) чтобы убедиться, что каждая полость заполнена, если это разрешено GMP..
Примечание:* Блистерные линии часто включают детектор пустой полости рядом со станцией запечатывания.. Однако, цель состоит в том, чтобы предотвратить** опорожнение – например. если полость пуста, обычно это означает, что питатель неправильно подавался вверх по течению. Регулярная настройка питателя и проверка датчиков помогают устранить эти неисправности..

Проблема 5: Пустые блистерные карманы (Отсутствующие продукты)
- Симптомы: Готовые блистеры без таблеток или капсул внутри полости, но запечатанные фольгой.. Их необходимо обнаружить и отклонить.. Ложные пустые контейнеры указывают на проблемы с синхронизацией подачи.
- Причины: Принципиально, пустые карманы - это тип ошибки кормления. Они возникают, когда питателю не удается опустить продукт в образовавшуюся полость.. Причины включают в себя: продукт не выпущен из питателя (статическое прилипание, несвоевременный выбор времени), варенье, которое вытеснило продукт, или бункер на мгновение опустел. Неисправности датчиков также могут привести к ошибкам в подсчете. (например. фотодатчик пропускает подсчет продукта).
- Решения:
- Время подачи: Убедитесь, что устройство подачи откалибровано так, чтобы в каждую полость попадало ровно по одной единице.. Убедитесь, что щеточный или шнековый питатель подает ровно одну деталь за цикл..
- Проверка датчиков: Используйте видеокамеру или фотодетектор после наполнителя, чтобы отслеживать пустые места в режиме реального времени.. Регулярно проверяйте и очищайте датчики, чтобы предотвратить ложные показания..
- Устранение проблем с корневым фидером: Если пустоты сохраняются, осмотреть кормушку (как в проблеме 4). Иногда небольшое изменение размера/формы таблетки требует перенастройки настроек вибрационного питателя..
Практический совет:Регистрируйте все инциденты с пустыми карманами в пакетной записи.. Если произошло несколько пустых мест, остановите линию и немедленно устраните заторы. Частые опорожнения могут предвещать необходимость серьезной переналадки питателя..
Проблема 6: Сморщивание алюминиевой фольги
- Симптомы: Металлическая закрывающая фольга (обычно алюминий или ПВДХ) на готовой упаковке выглядит морщинистой или смятой, особенно по краям. Упаковки могут выглядеть негладкими, а фольга может даже местами подниматься..
- Причины: Морщины обычно возникают из-за неравномерного натяжения или выравнивания фольги.. Если полотно фольги слишком слабое (низкое напряжение расслабления) он не будет лежать ровно на полостях до герметизации. Наоборот, слишком сильное натяжение может растянуть и сморщить фольгу в области запечатывания.. Неправильно выровнен рулон фольги или задние ролики. (не параллельно карте) создавать складки. Неравномерное давление по ширине (например, из-за слегка деформированной уплотнительной пластины) также может привести к неправильному запечатыванию одной стороны фольги., сморщив лишнее.
- Решения:
- Балансовое напряжение: Отрегулируйте тормоз фольги или регулятор натяжения, чтобы фольга натягивалась, но не перетягивалась.. Точная настройка здесь часто устраняет большинство морщин..
- Проверьте выравнивание: Убедитесь, что рулон фольги расположен перпендикулярно направлению вытягивания.. Убедитесь, что все направляющие и тянущие ролики параллельны и выровнены.. На некоторых машинах, совмещение регистрационных меток на фольге может помочь отцентрировать ее..
- Осмотр компонентов: Замените изношенные натяжные ролики или дефлекторы.. Простое руководство: после замятия фольги или замены рулона, сделайте медленный пробный запуск и посмотрите, как ложится фольга. Отрегулируйте перед запуском на полной скорости.
*Экспертное примечание: В недавнем исследовании устранения неполадок, Несоответствие натяжения пленки было связано со многими складками фольги.. Даже диаметр рулонов фольги влияет на натяжение – стандартизация сердцевин рулонов помогает. От сильных морщин, рассмотрите возможность перехода на систему обратной связи для контроля натяжения.
Проблема 7: Несовпадение блистера/пленки (Ошибки регистрации)
- Симптомы: Сформированные волдыри и фольга не совпадают – вы видите прорези или отпечатки, приземляющиеся не по центру.. Вырезанная матрица может неправильно пробить некоторые полости., или напечатанные коды партий не попадают в прорези для фольги. Уровень брака увеличивается, поскольку многие карманы либо перекрывают края, либо частично вырезаются..
- Причины: Несовпадение пленки (также называемые ошибками отслеживания) происходит из-за непоследовательного продвижения фильма. Как отмечает JinluPacking, неравномерное натяжение размотки между рулонами приводит к смещению полотна. Изношенный ролик или направляющая могут позволить фильму дрейфовать.. Размотка нескольких рулонов без синхронизированного натяжения также вызывает небольшие смещения.. При использовании регистрационных звездочек, неправильные метки совмещения или трекеры камеры могут потерять синхронизацию. Проскальзывание двигателя или ослабление ремней в тяговом механизме приведет к десинхронизации., слишком.
- Решения:
- Калибровка отслеживания: После каждой замены валков или замены инструмента., проверьте продвижение пленки по регистрационной отметке. Правило 4 часов: проверять шаг продвижения пленки каждые несколько часов на высокоскоростных линиях. Отрегулируйте положение натяжных рычагов или танцоров, пока отметка не будет совмещена..
- Исправить обратную связь по натяжению: Замените изношенные подшипники на рычагах танцора. (они могут вызвать задержку в контроле напряжения). Если возможно, настроить ПИД-регулятор натяжения. Альтернативно, используйте только один размоточный рулон за раз на блистерах, требующих высокой точности.
- Механические проверки: Убедитесь, что все ролики (танцевать, гид, бездельники) свободны от игры и параллельны. Подтяните приводные ремни и проверьте серводвигатели.. Неисправный датчик приближения на энкодере также может сообщать о неправильном положении пленки..
*Контекст: Несоосность не только приводит к образованию отходов, но и может заблокировать линию. (пунш-джемы). Профилактический: интегрируйте систему технического зрения или датчик маркировки для сигнализации при незначительном смещении перед ударами. Хорошее обслуживание выравнивающего оборудования имеет ключевое значение..
Проблема 8: Ошибки печати и кодирования
- Симптомы: После упаковки, фольга блистерной упаковки может иметь неразборчивые, отсутствующий, или размытые батч-коды, сроки годности, или графика. На алюминиевой или струйной фольге видна неполная или смазанная печать..
- Причины: Эти ошибки обычно находятся за пределами механической обработки и связаны с системой кодирования на линии.. Общие виновники включают в себя: неправильная синхронизация между движением машины и запуском печати, засохшие чернила или изношенные печатающие головки, или смещены печатные валики. Температура или пыль в окружающей среде также могут влиять на нанесение чернил.. В сервосистемах, ошибка синхронизации между приводом печати и движением пленки приводит к опечаткам. Некоторые принтеры используют насадку на ролике, если она не закреплена., оно скользит.
- Решения:
- Обслуживание принтеров: Очистите печатающую головку (или ракель для термопринтеров) ежедневно. Заменяйте красящие ленты или бутылки, когда они заканчиваются.. Следуйте рекомендациям OEM по интервалам технического обслуживания..
- Проверьте датчики: Убедитесь, что датчик начала строки или кодировщик, запускающий печать, откалиброван.. Например, если код партии должен присутствовать на каждом пятом блистере, убедитесь, что машина видит правильную отметку на фольге и срабатывает в нужное время.
- Используйте проверку зрения: Простой шаг — пропустить образец закодированных пакетов через сканер или систему машинного зрения.. Таким образом, вы сразу обнаружите отсутствующие/неправильные коды..
- Превентивная регулировка: В пыльных помещениях GMP, держите корпус принтера закрытым. На некоторых линиях непосредственно перед печатью добавляется обдувка или протирка для удаления пыли с пленки..
*Примечание: Хоть и не всегда механический, надежность кодирования имеет решающее значение для соответствия. Блистерные машины Jinlu поддерживают стандартные устройства кодирования и позволяют легко интегрировать проверку зрения на линии..
Проблема 9: Дефекты штамповки и резки
- Симптомы: Последние блистерные карты имеют неровные края., неполные разрезы, или выступающие заусенцы на пластике. Некоторые отверстия могут быть пробиты только частично., разрывая карту. Это приводит к тому, что карты не проходят визуальный осмотр или разделяются..
- Причины: Перфорационные модули должны быть острыми и хорошо выровненными.. Тупые или изношенные лезвия/матрицы пуансона не режут полностью., приводит к появлению заусенцев или неполных заготовок. Если зазор матрицы (разрыв между пуансоном и штампом) не соответствует спецификации, полоска не отделяется четко. Через некоторое время, Пружины пуансона/съемника теряют напряжение, в результате чего полоска отходов прилипает и рвется. Блоки штампов также могут сместиться, если рама машины или болты ослабнут..
- Решения:
- Замените изношенный инструмент: Проверяйте кромки лезвия каждые несколько сотен часов.. Острые края имеют решающее значение. Если вы видите закругленные углы или сколы, заточить или заменить инструмент.
- Отрегулировать зазор: Измерьте зазор между пуансоном и штампом с помощью щупов.. Для большинства блистерных установок, зазор около 0,1–0,2 мм.. Узкий, если удары пропускают; расширить, если слишком туго. После регулировки, проводите тесты до тех пор, пока полоска отходов не отпадет начисто.
- Обслуживание деталей съемника: Заменяйте съемные пластинчатые пружины по графику. (например. каждые 1000 часов) чтобы убедиться, что полоса отходов полностью выброшена. Как предупреждает, повторяющиеся поломки полосы часто сигнализируют об изношенных пружинах или проблемах с глубиной матрицы..
- Очистить и выровнять: Содержите перфорационную станцию в чистоте. Металлическая стружка или затвердевший клей могут заклинить пуансоны.. Убедитесь, что пуансонная головка и матрица имеют квадратную форму и что пуансон находится по центру полости..
*Быстрое решение: Если вы заметили заусенцы, немедленно остановитесь и проверьте зазор матрицы. Заусенцы часто указывают на потерю допуска на 0,02–0,05 мм.. Исправление зазора обычно устраняет заусенец..
Проблема 10: Частые простои (Проблемы обслуживания и интеграции)
- Симптомы: Линия волдырей неоднократно останавливается по разным причинам.: появляются сигналы тревоги, неисправность датчиков, или сообщения «неизвестная ошибка». Небольшие исправления, похоже, устраняют одну остановку., только чтобы вскоре увидеть другого. Общее время безотказной работы оборудования низкое.
- Причины: Хронические простои обычно связаны с обслуживанием или системной интеграцией.. Отсутствие планового профилактического обслуживания. (ПМ) позволяет незначительному износу стать отказом. Такие компоненты, как датчики, обогреватели, ремни, и гидравлика съедет без регулярных проверок. Также, как заметил один эксперт, над 60% простоев блистерной линии произошли из-за сбоев интеграции нескольких поставщиков, т.е., несогласованная связь между модулями. Если ваш бывший волдырь, кормушка, и перфоратор разные марки с отдельными ПЛК, крошечный неправильно синхронизированный сигнал тревоги может вызвать каскад.
- Решения:
- Программа профилактического обслуживания: Устанавливайте ежедневно, еженедельно, и ежемесячные чек-листы (см. таблицу ниже). Например, очищайте уплотнительные матрицы ежедневно, калибровать температуру еженедельно, проверять инструменты ежемесячно. Записывайте каждую проверку. предлагает очищать уплотнительные поверхности каждый 250 часов и делать полную диагностику каждые 500 часы. Следуйте инструкциям по оборудованию и графикам технического обслуживания GMP..
- Обучение оператора: Убедитесь, что операторы знают, как сбросить незначительные неисправности и обнаружить признаки раннего предупреждения. (необычные шумы, дрейф процента брака). Поощряйте их регистрировать любые странные сигналы тревоги или небольшие проблемы..
- Стратегия запасных частей: Храните критически важные запасные части (датчики, источники, ремни, умирает) на месте для сокращения времени ремонта. Для мультивендорных линий, Рассмотрите возможность перехода на решение из одного источника, чтобы избежать проблем с подтверждением связи ПЛК..
- Обновления линии: Если сбои связи происходят часто, инвестировать в интегрированная блистерная линия (Линии Jinlu спроектированы с единым управлением ПЛК.) чтобы исключить несоответствия протоколов.
*Важный: Незапланированные простои обходятся дороже всего. На проверенной линии, неожиданная остановка может означать переквалификацию. Придерживаясь документированного графика технического обслуживания (даже простые ежедневные журналы температуры и тестов на отслаивание), многие случайные остановки можно предотвратить.
Контрольный список профилактического обслуживания
Регулярное техническое обслуживание – лучшее «решение» многих проблем с блистерной машиной.. Разработайте контрольный список:
| Частота |
Ключевые задачи по техническому обслуживанию |
| Ежедневно (Сдвиг) |
– Протрите и очистите формы, уплотнительные матрицы, и кормушки. – Осмотр движущихся частей (ремни, камеры) на предмет износа или повреждения. – Проверьте фильтры вакуумной системы и масло.. <бренд>- Убедитесь, что защитные ограждения и датчики работают.. – Запустите быстрый цикл тестирования, чтобы убедиться в основных функциях. (форма, кормить, тюлень) действовать. |
| Еженедельно |
– Тщательно очистите нагревательные пластины и инструменты. (витражные пленки). – Смажьте все подшипники, цепи, и направляющие в соответствии с инструкциями производителя. – Калибровка датчиков температуры и давления; проверка уставок нагревателя. – Проверьте электрические соединения и затяните все ослабленные провода.. – Проверьте зазор пуансона и матрицы; заточите или отрегулируйте по мере необходимости. |
| Ежемесячно |
– Машина для глубокой очистки: снимите крышки и очистите внутренние компоненты (шестерни, моторы). – Осмотр и замена изношенных деталей: НАПРИМЕР., уплотнительные кольца, ремни, источники. – Выполните полную калибровку: продвижение фильма, кормушки, уплотнение. – Обновить программное обеспечение/прошивку (если применимо). – Просмотрите журналы сигналов тревоги и журнал обслуживания на предмет повторяющихся проблем.. – Переобучить персонал любым новым процедурам.. |
Выполнение этих задач ПТО продлит срок службы инструмента., стабилизировать параметры машины, и выявляйте проблемы до того, как они вызовут сбои. Все регулируется GMP фармацевтические заводы должны регистрировать эту деятельность для соблюдения требований.
Выбор надежной фармацевтической блистерной машины
Предотвращение проблем начинается с правильного оборудования. При оценке блистерных машин (для новых линий или модернизации), ищите функции, которые уменьшают количество отказов:
- GMP-дизайн: Машины с конструкцией из нержавеющей стали, легко очищаемые поверхности, и санитарные конвейеры. Меньшее количество щелей означает меньшее накопление загрязнений. (которые могут вызвать застревание или дефекты уплотнения).
- Сервопривод и автоматизация: Индексаторы и питатели с сервоприводом обеспечивают точный контроль.. Например, В серии DPP компании Jinlu используются серводвигатели для синхронизации формовки., кормление, и резка, минимизация застреваний и дрейфа регистрации.
- Точные системы подачи: Встроенные вибрационные или щеточные питатели с точной регулировкой и видеосенсорами помогают поддерживать постоянство заполнения..
- Стабильная производительность уплотнения: Ищите конструкции конфорок с равномерным давлением.. Машины Jinlu оснащены модульными штампами для запечатывания и легкодоступными точками очистки., быстрое обслуживание матрицы.
- Качество оснастки: Высококачественные формы из алюминиевого сплава. (как стальная пресс-форма GCR-15 компании Jinlu с 5+ год жизни) сопротивляться износу. Также убедитесь, что инструменты легко заменяются. (Jinlu может похвастаться функцией смены формы за 15 минут.).
- Поддерживать & Услуга: Выберите поставщика с глобальной поддержкой. Jinlu предлагает обслуживание на месте по всему миру и быструю доставку запасных частей., что важно, когда высок риск простоя.
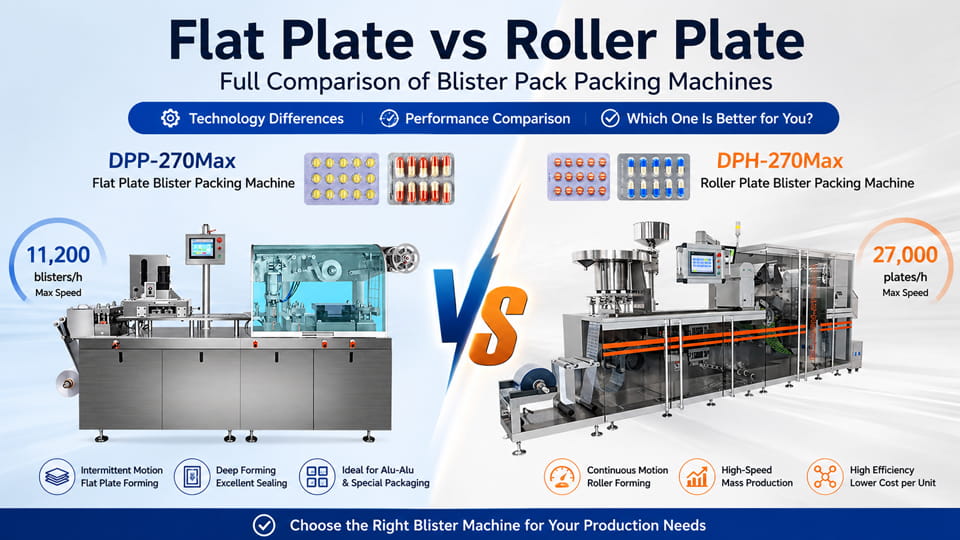
И конечно, Убедитесь, что любая машина имеет хорошую внутреннюю документацию и обратную связь от датчиков для критических параметров. (журналы температуры, мониторы напряжения). Например, Джинлу DPP-180PRO Blister Machine (4,800/производительность в час) и ДПП-270Макс (11,200/час Алю-Алю/ПВХ) созданы для использования в фармацевтике. Они имеют простую регулировку и электрические компоненты, соответствующие требованиям cGMP..
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Заключение & Следующие шаги
Большинство отказов линий блистерной упаковки происходят предсказуемый и предотвратимый. Наблюдая за предупреждающими знаками, такими как поднимающиеся из складок отходы или ползучая прочность уплотнения, бригады технического обслуживания могут действовать заранее.. Регулярная калибровка температуры, напряжение, и время в соответствии с нашим контрольным списком позволяет избежать внезапных остановок. И инвестиции в высококачественную блистерную машину окупаются.: хорошо продуманное оборудование (такие как серия DPP с сервоприводом от Jinlu) по своей сути уменьшит многие проблемные режимы.
Готов решить головную боль вашей блистерной машины? Поговорите с Jinlu Packaging за квалифицированную консультацию и надежное оборудование. Наша команда может помочь вам выбрать блистерную машину. (Алю-ПВХ или Алу-Алю) и разработайте план технического обслуживания, адаптированный к вашим производственным потребностям. Посетите Джинлу Блистерные упаковочные машины серии DPP или свяжитесь с нами для индивидуального решения сегодня.
Часто задаваемые вопросы о проблемах с блистерной фармацевтической машиной
Каковы наиболее распространенные проблемы с блистерными машинами в фармацевтическом производстве??
Наиболее распространенными проблемами блистерной машины являются слабая герметизация., дефекты образования волдырей, пустые волдыри, ошибки при кормлении таблетками, сминание фольги, перекос, проблемы с кодированием, дефекты резки, и неожиданный простой машины. Эти проблемы могут повлиять на качество упаковки., эффективность производства, и соответствие нормативным требованиям, если не принять меры в кратчайшие сроки..
Почему моя блистерная машина не запечатывает должным образом?
Плохая герметизация обычно вызвана неправильной температурой герметизации., недостаточное давление, изношенные уплотнительные инструменты, загрязненные уплотнительные поверхности, или несовместимые упаковочные материалы. Регулярная калибровка и регулярное техническое обслуживание могут помочь обеспечить стабильное качество уплотнений..
Почему волдыри формируются неравномерно?
Неровные полости блистера часто являются результатом неправильной температуры формования., недостаточный вакуум или давление воздуха, поврежденные формы, или нестабильное качество пленки. Правильная проверка процесса и проверка оснастки необходимы для поддержания однородности полости..
Как предотвратить появление пустых блистерных карманов во время упаковки??
Пустые блистерные карманы обычно возникают из-за проблем с синхронизацией кормления., отказ продукта, изношенные компоненты подачи, или неисправности датчика. Регулярная калибровка питателя, системы визуального контроля, и правильная настройка машины могут значительно уменьшить количество дефектов пустых карманов..
Почему алюминиевая фольга мнется при блистерной упаковке?
Сморщивание фольги обычно возникает из-за неправильного натяжения полотна., смещенные ролики, неравномерное давление уплотнения, или плохая обработка материала. Регулировка натяжения фольги и обеспечение правильного выравнивания машины могут помочь устранить морщины и улучшить внешний вид упаковки..
Каковы признаки проблемы с подачей блистерной упаковочной машины??
Общие признаки включают отсутствие таблеток., двойное кормление, разбитые капсулы, продукт джемы, и неправильное расположение продуктов в полости блистера. Эти проблемы часто указывают на проблемы с регулировкой устройства подачи или ошибки синхронизации..
Как часто следует обслуживать фармацевтическую блистерную машину?
Большинство производителей рекомендуют ежедневную очистку и осмотр., еженедельная проверка смазки и соосности, и ежемесячное профилактическое обслуживание критически важных компонентов, таких как пресс-формы., датчики, станции запечатывания, и системы привода. Программа профилактического обслуживания помогает сократить время непредвиденных простоев и продлить срок службы машины..
Что вызывает дефекты резки и штамповки блистерной упаковки?
Дефекты резки могут возникнуть из-за изношенных пуансонов., неправильно расположенные режущие штампы, неправильное давление резания, или плохая связь между образовавшимся блистером и закрывающей фольгой. Регулярный осмотр инструмента и проверка соосности важны для поддержания чистоты реза..
Могут ли проблемы с блистерной машиной повлиять на соответствие требованиям GMP??
Да. Дефекты упаковки, такие как нарушение герметичности, пустые полости, неправильное кодирование, или поврежденная блистерная упаковка может привести к проблемам с качеством продукции и потенциальному несоответствию GMP.. Поддержание валидированных процессов и проведение регулярных проверок имеют решающее значение для фармацевтических производителей..
Как сократить время простоя блистерной упаковочной машины для фармацевтических препаратов?
Лучший подход – профилактическое обслуживание. Это включает в себя обучение операторов, регулярные проверки оборудования, своевременная замена изнашиваемых деталей, мониторинг процесса, и поддержание запасов критически важных запасных частей. Раннее выявление мелких проблем может предотвратить серьезные перебои в производстве..
Ссылки:
1.Q9(Р1) Управление рисками качества -- НАС. Управление по контролю за продуктами и лекарствами
2.Инновации в блистерной упаковке —— pharmtech.com
3.Обзор технологии: Как проверить герметичность блистерной упаковки —— фармацевтикаонлайн.com
4.Экологичность блистеров для лекарств в форме таблеток —— НаукаДирект
5.Методы обнаружения утечек фармацевтических блистерных упаковок —— фармацевтика-технология.com
6.Распространенные блистерные дефекты фармацевтической упаковки —— pharmatimesofficial.com
7.Обнаружение нарушений целостности различных типов блистерной упаковки фармацевтических препаратов —— фармацевтикаонлайн.com