
で 医薬品製造, 錠剤の圧縮は表面的には単純に見えますが、粉末が入ります, 錠剤が出てくる. しかし、打錠機を扱ったことのある人なら誰でも、現実は大きく異なることを知っています。. 顆粒の流れの小さな変化, 水分レベル, ツーリングの状態, 機械の速度が速いと、すぐに品質上の問題が発生し、生産が遅れ、廃棄物が増加する可能性があります。.
キャッピングなどの問題, こだわり, ピッキング, 重量の変化, 錠剤圧縮時に錠剤の硬度が弱い、または錠剤の硬度が弱いことがよくあります。. これらの問題は製品の外観に影響を及ぼすだけではありません, しかし、投与量の精度にも影響を与える可能性があります, 溶解性能, 包装効率, 規制遵守と. 忙しい本番環境で, 小さな圧縮の問題でもバッチが拒否される可能性があります, マシンのダウンタイム, そして追加のメンテナンス費用.
生産管理者向け, 調達チーム, および製薬機器の購入者, これらのタブレット圧縮問題の背後にある根本原因を理解することが重要です. 幸いなことに、圧縮欠陥のほとんどは、配合時に予防可能です。, 造粒プロセス, ツーリング, と打錠機のパラメータが適切に連携します. この記事では, 最も一般的なものについて説明します タブレットの圧縮の問題 医薬品製造において, なぜそれらが起こるのかを説明する, それらを解決するための実践的な方法を共有します. を操作するかどうか 高速回転式打錠機 または完全なタブレット生産ラインを管理する, これらのトラブルシューティングのヒントは、タブレットの品質を向上させ、生産の中断を減らすのに役立ちます。.

錠剤の圧縮は固形医薬品製造における重要なステップです, 粉末または顆粒製剤を金型に充填し、パンチと高圧を使用して錠剤に圧縮します。. ほとんどの生産ラインでは回転式打錠機が使用されています, 回転タレット上に複数のステーションがある. 各ステーションには上パンチが収納されています, 下パンチ, そしてダイ. このプロセスには通常 2 つの段階が含まれます: 圧縮前 (パウダーをプライミングする軽いプレフィル力) そしてメイン圧縮 (錠剤を形成する最終的な大きな力).

メーカーは配合と造粒の品質も考慮する必要があります. 例えば, 均一なダイ充填には良好な粉末の流れが不可欠です. 顆粒のサイズは通常、 (例えば. <20% ダイ径の) 分離を避けるために. 通常、粉末ブレンドには API が含まれています, バインダー, 潤滑剤, 適切に圧縮してツールから排出するのに役立つフローエンハンサー. 圧縮後も, 粉塵を取り除き、錠剤の外観を改善するために、デダスターまたは錠剤研磨装置がよく使用されます。. 実際に, 錠剤が印刷機から出た後, ある タブレット除塵機 プレスとコーティング/包装ラインの間に設置され、振動と掃除機でほこりや破片を取り除きます。, 清潔を確保する, 防塵タブレット.
[jl_youtube ソース=”https://www.youtube.com/embed/bxodNZedxOE”]
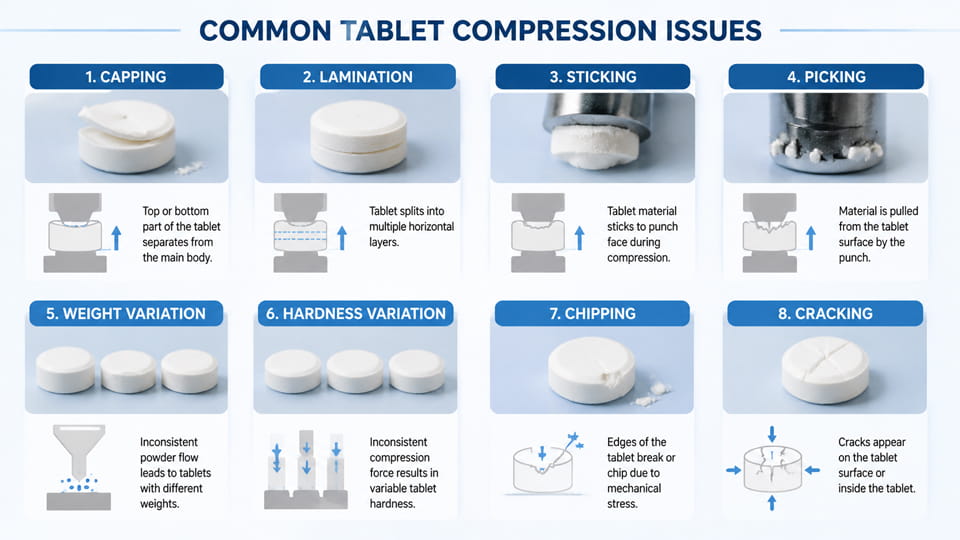
タブレット圧縮中, いくつかの欠陥が発生する可能性があります. 以下では、最も頻繁に発生する問題について説明します, 彼らの典型的な原因, そして実際的な解決策.
見た目は: キャッピングはトップのときに発生します。 (または一番下) タブレットが壊れる, タブレット本体から「キャップ」が分離して現れます。. ラミネーションとは、錠剤が水平方向に 2 層以上に分かれることです。. どちらの欠陥も通常、圧縮中にタブレットが完全に結合しなかったことを意味します.
一般的な原因: キャッピングは多くの場合、次のような原因で発生します。 空気の閉じ込めと粒子の結合不良. パンチが粉末を圧縮するとき, ダイの上部または中央にエアポケットがあると、適切な固化が妨げられる可能性があります. 高い砲塔速度 (短い滞在時間) 非常に高い圧縮力はこの問題を悪化させる可能性があります. 加えて, 弾性のある材料または非常に低密度の材料 (例えば. いくつかの弾性バインダー) 圧縮後に「スナップバック」できる, 層の分離を引き起こす. 造粒中の結合剤が少なすぎるか水分が少なすぎると、粒子間の結合が弱まります。.
ソリューション: キャッピングやラミネートを防止するには, 閉じ込められた空気を逃がし、接着を改善します。. 使用する 円錐パンチ/ダイプロファイル 空気が抜けやすくなります. 砲塔の速度を落とす (滞在時間を増やす) または、穏やかな予圧縮力を追加して、最終圧縮前にさらに多くの材料を金型に押し込みます。. 主圧縮力をわずかに減らすことでも、過剰な圧縮を回避できます。. 錠剤の水分と結合剤をチェックする: 水分を少し加えます 湿式造粒 またはバインダー含有量を増やすと結合が強化されます. 要約すれば, パンチ/ダイの形状とプレスパラメータの調整 (磨耗した工具の交換) 閉じ込められた空気を逃がし、キャッピングを大幅に軽減します.
見た目は: パンチ面に粉が付着するとスティッキングが発生します, 材料の堆積物または不完全な錠剤面が残る. ピッキングは、エンボス加工されたロゴやマーキングの周囲で発生する固着の一種です。; パンチの盛り上がったデザインがパウダーを掴みます, タブレットに欠陥を残す. どちらも錠剤の表面が粗くなり、場合によっては端が欠けてしまいます。.
一般的な原因: パウダーとパンチ間の高い摩擦または粘着性が主な原因です. 多くの場合、これが引き起こされるのは、 過剰な湿気または高湿度. 顆粒が湿りすぎている場合、または圧縮室が湿気の多い場合, 粒子がパンチ面に膜を形成する可能性がある. 同じく, 潤滑剤が不十分です ブレンドされているということは、パウダーがパンチから滑り落ちるのを助けるものが何もないことを意味します. 圧縮力が低すぎる場合, タブレットは圧縮が不十分で固着する可能性があります; 逆に, 力が強すぎるとパウダーがわずかに加熱され、粘着性が生じる可能性があります.
ソリューション: 剥離性を向上させ、粘着性を軽減します. 初め, 適切に維持する 環境管理: 必要に応じてプレスエリアを除湿し、顆粒の水分を仕様範囲内に保ちます. ブレンドに十分な潤滑剤が含まれていることを確認してください (通常、0.5 ~ 2% ステアリン酸マグネシウムまたは同様のもの) そしてよく混ぜます (しかし過剰ではない) 粒子がコーティングされるので. ポリッシュパンチフェイス 定期的に傷を取り除くために, 適切なパンチポリッシュや焦げ付き防止コーティングの適用を検討してください。. 固着が続く場合, パラメータを少し調整してみる: 場合によってはプレス速度がわずかに増加する (接触時間が短い) または、圧縮力を下げると、錠剤が貼り付く前に排出されやすくなります。.
見た目は: タブレットは厳しい仕様内で均一な重量であることが想定されています. 体重変動が大きい場合, 同じバッチの錠剤でも、著しく軽いか重いかが分かる, 用量不一致の危険性がある.
一般的な原因: 過度の変動は通常、次のような原因で発生します。 一貫性のないダイ充填. 輪転機は通常、体積単位で印刷します。, そのため、粉末のかさ密度や充填力学に変化があると重量変化が発生します。. 一般的な問題には、流動性の低下が含まれます (ブリッジや送りムラの原因となる), 混合粉末の分離 (粗大粒子の充填が早くなる), またはフィードフレームの摩耗/位置ずれ (粉体の供給が不均一になる). プレス機の運転速度が速すぎると、各金型が充填されるのに十分な時間が確保されず、問題が悪化する可能性があります。.
ソリューション: 粉体の流れと供給の一貫性を改善する. 造粒を最適化して均一な粒子を実現します。, 自由に流れるブレンド. 流動促進剤を添加する (例えば. コロイダルシリカ) または固着防止剤を使用して粘着やブリッジを軽減します。. フィードフレームの設定を調整し、ホッパーにバッフルを取り付けて流れを制御します. 使用を検討してください 強制送りパンチ (下部パンチが上昇してダイを積極的に充填する場所) または粉末が遅い場合は真空補助充填. 砲塔速度を下げる (より多くの充填時間を与える) 変動を減らすことが多い. 要するに, 各ダイが常に同じ量の粉末を受け取るようにします。これは、供給機構またはプレス速度を変更することを意味する場合があります。.
見た目は: 硬度 (または破壊力) 錠剤の粉砕に対する抵抗力です. 錠剤が柔らかすぎる場合, 彼らは欠けるかもしれない, 壊す, または高い破砕性を示す (簡単に崩れる). 難しすぎる場合, コーティングに耐えられない場合や、 ゆっくりと溶かす. 破砕性試験 (タブレットをタンブリングして体重減少を測定する) エッジの欠けや粉が目立つことがよくあります.
一般的な原因: 硬度は主に次によって制御されます。 圧縮力と配合. 圧縮力が低い、またはバインダーが少なすぎると柔らかくなります, 壊れやすい錠剤. 一方で, 過度に強い力を加えると、非常に硬い錠剤が生成され、亀裂が入ったり、崩壊しにくくなったりする可能性があります。. 例えば, ある業界関係者は、非常に高い排出力を指摘しています。 (過圧縮から) タブレットが硬すぎる可能性があります, 亀裂や崩壊の原因となる. 錠剤の重量の変化により硬度も変化します: 軽量のタブレットはより薄く/より柔らかくなります, 重いもの 厚い/硬い.
ソリューション: 圧縮とバインディングを調整する. 目標の硬度に達するように主圧縮を調整します (通常は硬さ試験機で測定されます). 配合を変更する: バインダーの追加または最適化 (例えば. PVP, HPMC, またはでんぷん) 粒子間の結合を増加させる. 顆粒の水分をコントロール, わずかに湿った顆粒はより強力な錠剤を生成することが多いため (ただし濡れすぎには注意してください). 摩耗したエジェクタブレードを交換し、スムーズな排出を保証します; 乱暴な排出ストロークにより錠剤が割れる可能性があります. 破砕性が高い場合, 錠剤が弱すぎないか確認してください – 圧縮力を少し増やすか、結合剤を増やす必要があるかもしれません. バランスが鍵です: 取り扱いに耐えられる程度の硬さの錠剤を目指しますが、溶解試験に合格しないほど硬くないものを目指してください。.
他の欠陥が発生する可能性もあります. エッジの欠けや亀裂 錠剤が取り出し後に突然膨張した場合、またはダイが平らになった場合によく発生します。. ダブルインプレッション (幽霊の画像) 通常、工具の緩みやパンチの機械的な再生が原因で発生します。. まだらまたは色の変化 (コーティングされていない錠剤の場合) 着色された賦形剤が分離した場合に発生する可能性があります. これらは多くの場合、上記の原因に関連しています: 例えば, エッジの欠けは、過剰な圧縮または乾燥しすぎた顆粒によって発生する可能性があります, この問題を解決するには、少量の潤滑剤やバインダーの調整が必要になる可能性があります。.
実際に, 構造化されたトラブルシューティングアプローチが役立ちます. 例えば, 欠陥が現れたら印刷機を停止し、最近の変更を確認します。 (新しいバッチのように, 速度を変更しました, またはメンテナンス). 工具と動作条件を確認する, 一度に 1 つの要素を修正します. 多くのメーカーが主要なパラメータをグラフ化しています (タブレットの重量, 厚さ, 硬度, 等) リアルタイムでトレンドの出現を確認できる. 錠剤の目視検査 (表面仕上げ, エッジ) も重要です. この体系的な方法を観察してください。, 隔離する, 調整 – 根本原因を素早く絞り込みます.
いくつかの上流要因が圧縮結果に影響を与える:
打錠機の適切なメンテナンス も重要です. 手入れの行き届いた機械 - 洗浄済み, 潤滑された, 校正済み - 欠陥が生じる可能性がはるかに低い. 摩耗したパンチとダイスは錠剤の品質を低下させる前に交換してください。. 定期的な清掃スケジュールを文書化する (蓄積した粉体を除去する) 技術者が毎回の実行前に設定を確認するようにします.

強力な予防措置を採用することで欠陥を防ぎます:
人魚のフローチャート: 診断方法を示す意思決定ツリー タブレットの欠陥 特定のパラメータを確認することで (欠陥の種類 → 考えられる原因 → 是正措置).

キャッピングなどのタブレットの圧縮不良, こだわり, 重量の変化, 破砕性は一般的な課題ですが、効果的に管理できます. それぞれの問題は通常、配合物の特性に起因します, マシンの設定, または環境要因. 根本原因を系統的に特定し、プレスパラメータを微調整することによって, 精製造粒, 湿度をコントロールする, 機器を最高の状態に維持 – メーカーは欠陥を修正できます. 定期的な工程内チェック (タブレットの重量, 硬度, 厚さ, 等) トレンドを早めにキャッチします. これらのベスト プラクティスを適用すると、印刷機から出荷される錠剤が一貫して品質基準を満たしていることが保証されます。, 無駄を削減し、規制上の期待を満たします.
タブレットの固着などの問題に直面している場合, キャッピング, 重量の変化, または錠剤の硬度が不安定, 右 錠剤圧縮装置 本番環境のセットアップは大きな違いを生む可能性があります. で ジンルパッキング, 私たちは、製薬および栄養補助食品メーカーが信頼性の高い錠剤の品質を向上できるよう支援します。 ロータリー打錠機, カスタマイズされた圧縮ソリューション, および専門的な技術サポート.
既存の生産ラインをアップグレードしている場合でも、新しい錠剤製造プロジェクトを計画している場合でも, 私たちのチームは、製品タイプに基づいて適切な打錠機の選択をお手伝いします。, 出力要件, およびGMP基準. 私たちの 打錠機ソリューション または 今すぐご連絡ください タブレットの圧縮に関する課題について当社のエンジニアリング チームと話し合う.
最も一般的なタブレット圧縮の問題にはキャッピングが含まれます, ラミネート加工, こだわり, ピッキング, 重量の変化, 脆さの問題, 錠剤の硬度が一定しない. これらの問題は通常、顆粒の品質に関連しています, マシンの設定, ツーリングの状態, または環境要因.
錠剤のキャッピングは、圧縮後に錠剤の上部または下部が分離するときに発生します。. 一般的な原因には空気の閉じ込めが含まれます, 過乾燥した顆粒, バインダーが不足しています, 過剰な機械速度, または不適切な圧縮力. 適切な造粒と事前圧縮設定はキャッピングを減らすのに役立ちます.
固着は、錠剤の圧縮中に配合材料がパンチ面またはダイの壁に付着すると発生します。. ピッキングは、通常、エンボス加工されたロゴや彫刻されたパンチに影響を与える特定の種類の貼り付けです。. 高い含水率, 潤滑不足, 粗い工具表面, ベタつき成分が一般的な原因です.
重量の変動は、粉体の流れが悪いことが原因で発生することがよくあります, 一貫性のないダイ充填, またはフィーダー速度が不安定. 顆粒の流動性向上, 粒度分布の制御, フィーダー設定を最適化すると、生産中に安定した錠剤重量を維持できます。.
タブレットの硬度は製品の耐久性に直接影響します, 包装性能, 崩壊時間, そして解散行動. 柔らかすぎる錠剤は取り扱い中に割れる可能性があります, 一方、硬すぎる錠剤は溶けるのが遅すぎる可能性があります. 安定した硬度制御には、適切な圧縮力とバランスの取れた配合設計が重要です.
顆粒の品質は錠剤の圧縮パフォーマンスに大きな役割を果たします. 流動性の悪い顆粒, 不均一な粒子サイズ, 過度の湿気, または圧縮率が低いと、固着などの欠陥が発生する可能性があります, キャッピング, そして体重の変化. 高品質の造粒により錠剤の一貫性と生産効率が向上します.
圧縮室内の温度と湿度は錠剤の品質に大きく影響します. 湿度が高いと貼り付きの問題が発生する可能性があります, 一方、過度に乾燥した状態では脆くなったりキャッピングが発生したりする可能性があります。. 多くのメーカーは、錠剤の圧縮性能を安定させるために、制御された湿度レベルを維持しています。.
錠剤の杵や臼は定期的に点検・整備し、不具合を防ぎ安定した生産を行う必要があります。. 磨耗または損傷した工具は固着を引き起こす可能性があります, タブレットの外観が悪い, 一貫性のない体重, ダウンタイムの増加. 医薬品生産ラインでは予防保守スケジュールを強く推奨します.
錠剤の圧縮効率を向上させるには、通常、最適化された配合の組み合わせが必要です, 適切な造粒, 安定したマシン設定, 訓練を受けたオペレーター, そして定期的な設備メンテナンス. タブレット重量のリアルタイム監視, 硬度, また、厚さは、大規模な生産バッチに影響を与える前に、問題を早期に検出するのにも役立ちます。.
参考文献:
1.錠剤の製造上の欠陥 – レビュー —— ドラッグデリバリーと治療学ジャーナル (JDDT)
2.医薬品錠剤圧縮におけるスティッキングとピッキング: IQ コンソーシアムのレビュー —— サイエンスダイレクト
3.ICH Q10 医薬品品質システム – 科学的ガイドライン —— 欧州医薬品庁
4.錠剤製剤における潤滑剤 —— 国立医学図書館
5.タブレットのデザインで貼り付き・ピッキングを解決 —— ファーマテック
6.錠剤のキャッピングとラミネートの理解を促進する: 体系的なレビュー —— サイエンスダイレクト



