
Dans fabrication pharmaceutique, La compression des comprimés semble simple en surface : la poudre y entre, les comprimés sortent. Mais quiconque a travaillé avec une presse à comprimés sait que la réalité est très différente.. Petits changements dans le flux de granulés, niveau d'humidité, état de l'outillage, ou la vitesse de la machine peut rapidement créer des problèmes de qualité qui ralentissent la production et augmentent les déchets.
Des problèmes comme le plafonnement, collage, cueillette, variation de poids, ou une faible dureté du comprimé est fréquente lors de la compression du comprimé. Ces problèmes n'affectent pas seulement l'apparence du produit, mais peut également avoir un impact sur la précision du dosage, performances de dissolution, efficacité de l'emballage, et conformité réglementaire. Dans un environnement de production chargé, même un problème de compression mineur peut entraîner le rejet de lots, temps d'arrêt de la machine, et des frais de maintenance supplémentaires.
Pour les responsables de production, équipes d'approvisionnement, et acheteurs d'équipements pharmaceutiques, il est important de comprendre les causes profondes de ces problèmes de compression des tablettes. La bonne nouvelle est que la plupart des défauts de compression peuvent être évités lorsque la formulation, processus de granulation, outillage, et les paramètres de presse à comprimés fonctionnent ensemble correctement. Dans cet article, nous allons passer en revue les plus courants problèmes de compression de la tablette dans la fabrication pharmaceutique, expliquer pourquoi ils se produisent, et partagez des moyens pratiques pour les résoudre. Que vous exploitiez un presse à comprimés rotative à grande vitesse ou gérer une ligne complète de production de comprimés, ces conseils de dépannage peuvent contribuer à améliorer la qualité des tablettes et à réduire les interruptions de production.

La compression des comprimés est une étape cruciale dans la fabrication de produits pharmaceutiques à doses solides, où les formulations de poudre ou de granulés sont introduites dans des matrices et compactées en comprimés à l'aide de poinçons et à haute pression. La plupart des lignes de production utilisent des presses à comprimés rotatives, qui ont plusieurs stations sur une tourelle rotative. Chaque station abrite un poinçon supérieur, un coup de poing inférieur, et un dé. Le processus comporte généralement deux étapes: pré-compression (une légère force de pré-remplissage qui amorce la poudre) et compression principale (la force finale élevée qui forme le comprimé).

Les fabricants doivent également tenir compte de la qualité de la formulation et de la granulation. Par exemple, un bon écoulement de la poudre est essentiel pour un remplissage uniforme de la filière. Les granules sont souvent dimensionnés (par exemple. <20% de diamètre de matrice) pour éviter la ségrégation. Le mélange de poudres contient généralement des API, classeurs, lubrifiants, et des améliorants de débit pour l'aider à se comprimer correctement et à s'éjecter de l'outillage. Même après compression, un dépoussiéreur ou un polisseur de comprimés est souvent utilisé pour éliminer les fines et améliorer l'apparence des comprimés. En pratique, après la sortie des comprimés de la presse, un machine de dépoussiérage de comprimés installé entre la presse et la ligne de revêtement/emballage vibrera et aspirera la poussière et les fragments, assurer la propreté, comprimés sans poussière.
[jl_youtube src= »https://www.youtube.com/embed/bxodNZedxOE »]
Pendant la compression du comprimé, plusieurs défauts peuvent survenir. Ci-dessous, nous couvrons les problèmes les plus fréquents, leurs causes typiques, et des solutions pratiques.
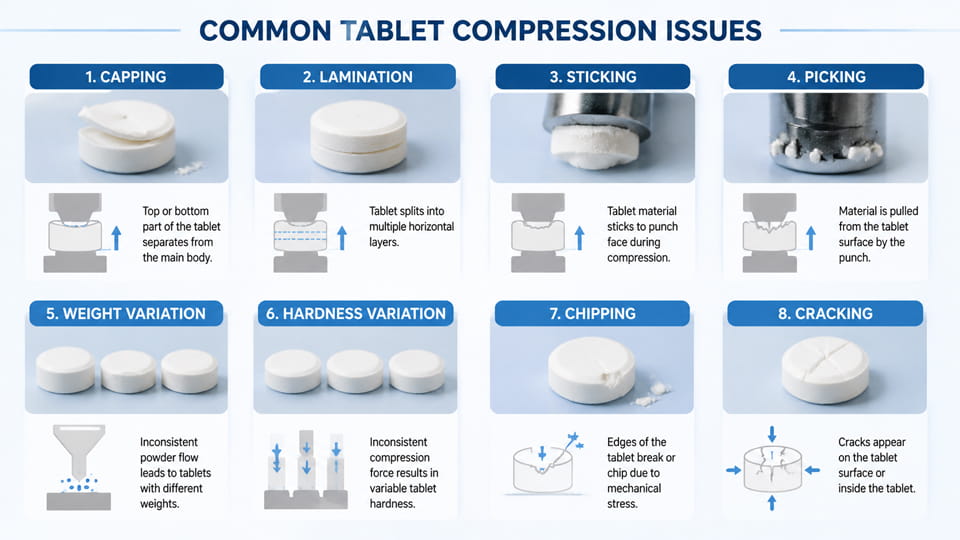
À quoi ça ressemble: Le plafonnement se produit lorsque le sommet (ou en bas) d'une tablette se brise, apparaissant comme un « capuchon » qui s'est séparé du corps principal du comprimé. La laminage se produit lorsqu'un comprimé se divise en deux ou plusieurs couches horizontales. Ces deux défauts signifient généralement que le comprimé ne s’est pas complètement collé pendant la compression..
Causes courantes: Le plafonnement résulte souvent de piégeage de l'air et mauvaise liaison des particules. Quand les coups de poing compriment la poudre, des poches d'air en haut ou au milieu de la matrice peuvent empêcher une bonne consolidation. Vitesse de tourelle élevée (temps de séjour court) et une force de compression très élevée peut exacerber ce problème. En outre, ingrédients élastiques ou de très faible densité (par exemple. quelques classeurs élastiques) peut « revenir en arrière » après la compression, provoquant la séparation des couches. Trop peu de liant ou une humidité trop faible dans la granulation affaiblit également la liaison inter-particules.
Solutions: Pour éviter le bouchage et le laminage, aide l'air emprisonné à s'échapper et améliore la liaison. En utilisant profils de poinçon/matrice coniques permet à l'air de s'évacuer plus facilement. Ralentir la tourelle (augmentation du temps de séjour) ou l'ajout d'une légère force de pré-compression pousse plus de matériau dans la matrice avant le compactage final. Réduire légèrement la force de compression principale peut également éviter une surcompression. Vérifiez l'humidité et le liant du comprimé: ajoutant une touche plus d'humidité pendant granulation humide ou l'augmentation de la teneur en liant peut améliorer la liaison. En résumé, réglage de la forme du poinçon/matrice et des paramètres de presse (et remplacement des outils usés) permet à l'air emprisonné de s'échapper et réduit considérablement le bouchage.
À quoi ça ressemble: Le collage se produit lorsque la poudre adhère à la face du poinçon, laissant un dépôt de matière ou une face de comprimé incomplète. Le picking est une forme de collage qui se produit autour de logos ou de marquages en relief; le design en relief sur le poinçon attrape la poudre, laissant un défaut dans la tablette. Les deux donnent des comprimés aux faces rugueuses et aux bords parfois manquants..
Causes courantes: La friction élevée ou le caractère collant entre la poudre et le punch sont les principaux responsables. Cela est souvent déclenché par humidité excessive ou humidité élevée. Si les granulés sont trop humides ou si la salle de compression est humide, des particules peuvent se filmer sur la face du poinçon. De même, lubrifiant insuffisant dans le mélange, cela signifie que rien n'aide la poudre à glisser des poinçons. Si la force de compression est trop faible, les comprimés peuvent être sous-comprimés et coller; inversement, une force trop élevée peut chauffer légèrement la poudre et la rendre collante.
Solutions: Améliore le démoulage et réduit l'adhérence. D'abord, maintenir correctement contrôle environnemental: déshumidifier la zone de la presse si nécessaire et maintenir l'humidité des granulés dans les limites des spécifications. Assurez-vous que le mélange contient suffisamment de lubrifiant (généralement 0,5 à 2 % de stéarate de magnésium ou similaire) et mélangez bien (mais pas excessivement) donc les particules sont recouvertes. Visages de poinçon polonais régulièrement pour enlever les rayures, et pensez à appliquer un vernis à poinçonner ou un revêtement antiadhésif approprié. Si le collage persiste, essayez de légers ajustements des paramètres: parfois une légère augmentation de la vitesse de presse (temps de contact plus court) ou une diminution de la force de compression peut aider les comprimés à s'éjecter avant de coller.
À quoi ça ressemble: Les comprimés sont censés avoir un poids uniforme dans le cadre d'une spécification stricte. Lorsque la variation de poids est élevée, les comprimés du même lot sont visiblement légers ou lourds, risquer une incohérence de dose.
Causes courantes: Une variation excessive provient généralement de remplissage de matrice incohérent. Les presses rotatives dosent généralement en volume, Ainsi, tout changement dans la densité apparente de la poudre ou dans la dynamique de remplissage entraîne des déplacements de poids.. Les problèmes courants incluent une mauvaise fluidité (conduisant à un pontage ou à une alimentation inégale), séparation des poudres mélangées (les grosses particules se remplissent plus rapidement), ou un cadre d'alimentation usé/mal aligné (donnant un approvisionnement inégal en poudre). Faire fonctionner la presse trop vite peut aggraver ce problème en ne laissant pas suffisamment de temps à chaque matrice pour se remplir..
Solutions: Améliorer le débit de poudre et la cohérence des aliments. Optimiser la granulation pour obtenir un mélange homogène, mélange fluide. Ajouter des planeurs (par exemple. silice colloïdale) ou des agents anti-agglomérants pour réduire le collage et le pontage. Ajustez les paramètres du cadre d'alimentation et installez des déflecteurs dans la trémie pour contrôler le débit.. Pensez à utiliser poinçons à alimentation forcée (où le poinçon inférieur monte pour remplir activement la matrice) ou remplissage sous vide si la poudre est lente. Réduire la vitesse de la tourelle (donner plus de temps de remplissage) réduit souvent la variation. En bref, assurez-vous que chaque matrice reçoit systématiquement la même quantité de poudre – cela peut impliquer de changer le mécanisme d’alimentation ou la vitesse de la presse.
À quoi ça ressemble: Dureté (ou force de rupture) est la résistance d'un comprimé à l'écrasement. Si les comprimés sont trop mous, ils peuvent s'ébrécher, casser, ou présentent une friabilité élevée (s'effrite facilement). Si c'est trop dur, ils peuvent résister au revêtement ou se dissoudre lentement. Essais de friabilité (faire culbuter des comprimés et mesurer la perte de poids) révèlent souvent des écailles ou des poudrages sur les bords.
Causes courantes: La dureté est principalement contrôlée par force de compression et formulation. Une faible force de compression ou trop peu de liant donne du mou, comprimés fragiles. D'autre part, une force excessive peut créer des comprimés très durs qui se fissurent ou résistent à la désintégration. Par exemple, une source industrielle note qu'une force d'éjection très élevée (de la surcompression) peut conduire à des comprimés trop durs, provoquant des fissures ou une désintégration lente. La variation du poids des comprimés entraîne également une variation de la dureté: les comprimés plus légers sont plus fins/plus mous, les plus lourds, les plus épais/plus durs.
Solutions: Ajuster la compression et la liaison. Ajustez la compression principale pour atteindre une dureté cible (généralement mesuré sur un testeur de dureté). Modifier la formule: ajouter ou optimiser un classeur (par exemple. JcJ, Hpmc, ou de l'amidon) augmente la liaison inter-particules. Contrôler l'humidité des granulés, car les granulés légèrement humides produisent souvent des comprimés plus forts (mais attention à l'humidité excessive). Remplacez les lames d'éjection usées et assurez une éjection en douceur; un coup d'éjection brutal peut casser les comprimés. Si la friabilité est élevée, vérifiez si les comprimés sont trop faibles – vous aurez peut-être besoin d’un peu plus de force de compression ou de plus de liant. L’équilibre est la clé: viser des comprimés suffisamment durs pour survivre à la manipulation, mais pas au point qu'ils échouent aux tests de dissolution.
D'autres défauts peuvent survenir. Écailles ou fissures des bords cela se produit souvent si les comprimés se dilatent soudainement après l'éjection ou si les matrices sont plates. Impressions doubles (images fantômes) résultent généralement d'un outillage desserré ou d'une répétition mécanique du poinçon. Marbrures ou variation de couleur (en comprimés non enrobés) peut se produire si les excipients colorés se séparent. Ceux-ci sont souvent liés aux causes ci-dessus: Par exemple, l'écaillage des bords peut provenir d'une compression excessive ou de granulés trop secs, et le résoudre pourrait impliquer un petit ajustement du lubrifiant ou du liant.
En pratique, une approche structurée de dépannage est utile. Par exemple, arrêter la presse lorsqu'un défaut apparaît et examiner les modifications récentes (comme des lots neufs, changé de vitesse, ou entretien). Vérifier l'outillage et les conditions de fonctionnement, et corriger un facteur à la fois. De nombreux fabricants répertorient les paramètres clés (poids de la tablette, épaisseur, dureté, etc.) en temps réel pour qu'ils voient les tendances émerger. Inspection visuelle des comprimés (état de surface, bords) est également crucial. Cette méthode systématique – observez, isoler, ajuster – réduit rapidement la cause profonde.
Plusieurs facteurs en amont influencent les résultats de la compression:
Bon entretien de la presse à comprimés est également crucial. Une machine bien entretenue – nettoyée, lubrifié, et calibré – est beaucoup moins susceptible de produire des défauts. Remplacez les poinçons et les matrices usés avant qu'ils ne dégradent la qualité des comprimés. Documenter un programme de nettoyage régulier (éliminer l'accumulation de poudre) et assurez-vous que les techniciens vérifient les paramètres avant chaque exécution.

L’adoption de mesures préventives robustes permet d’éviter les défauts:
Organigramme de la sirène: Un arbre de décision illustrant comment diagnostiquer défauts des comprimés en vérifiant des paramètres spécifiques (type de défaut → cause probable → action corrective).

Défauts de compression des comprimés comme le bouchage, collage, variation de poids, et la friabilité sont des défis courants mais peuvent être gérés efficacement. Chaque problème découle généralement des propriétés de la formulation, paramètres de la machine, ou des facteurs environnementaux. En identifiant méthodiquement la cause profonde, puis en ajustant les paramètres de la presse, granulation de raffinage, contrôler l'humidité, et maintenir les équipements en parfait état – les fabricants peuvent corriger les défauts. Contrôles réguliers en cours de processus (poids de la tablette, dureté, épaisseur, etc.) je détecterai les tendances tôt. L'application de ces bonnes pratiques permet de garantir que les comprimés quittant la presse répondent systématiquement aux normes de qualité., réduire les déchets et répondre aux attentes réglementaires.
Si vous rencontrez des problèmes comme le blocage de la tablette, plafonnement, variation de poids, ou dureté instable du comprimé, le droit équipement de compression de comprimés et la configuration de la production peut faire une énorme différence. À Emballage Jinlu, nous aidons les fabricants de produits pharmaceutiques et nutraceutiques à améliorer la qualité des comprimés avec des produits fiables presses à comprimés rotatives, solutions de compression personnalisées, et support technique professionnel.
Que vous modernisiez une ligne de production existante ou que vous planifiiez un nouveau projet de fabrication de comprimés, notre équipe peut vous aider à choisir la bonne presse à comprimés en fonction de votre type de produit, exigences de sortie, et normes BPF. Explorez notre solutions de presse à comprimés ou contactez-nous aujourd'hui pour discuter des défis de compression de vos tablettes avec notre équipe d'ingénieurs.
Les problèmes de compression les plus courants sur les tablettes incluent le plafonnement, laminage, collage, cueillette, variation de poids, problèmes de friabilité, et dureté des comprimés incohérente. Ces problèmes sont généralement liés à la qualité des granulés, paramètres de la machine, état de l'outillage, ou des facteurs environnementaux.
Le bouchage du comprimé se produit lorsque la partie supérieure ou inférieure d'un comprimé se sépare après compression.. Les causes courantes incluent l'air emprisonné, granulés trop séchés, liant insuffisant, vitesse excessive de la machine, ou force de compression incorrecte. Des paramètres de granulation et de précompression appropriés peuvent aider à réduire le plafonnement.
Le collage se produit lorsque le matériau de formulation adhère aux faces des poinçons ou aux parois de la matrice pendant la compression du comprimé.. Le picking est un type spécifique de collage qui concerne généralement les logos en relief ou les poinçons gravés.. Teneur en humidité élevée, lubrification insuffisante, surfaces d'outillage rugueuses, et les ingrédients collants sont des causes courantes.
La variation de poids est souvent causée par un mauvais écoulement de la poudre, remplissage de matrice incohérent, ou vitesse d'alimentation instable. Améliorer la fluidité des granulés, contrôler la distribution granulométrique, et l'optimisation des paramètres du chargeur peut aider à maintenir un poids constant des comprimés pendant la production..
La dureté des comprimés affecte directement la durabilité du produit, performances de l'emballage, temps de désintégration, et comportement de dissolution. Les comprimés trop mous peuvent se briser lors de la manipulation, tandis que les comprimés trop durs peuvent se dissoudre trop lentement. Une force de compression appropriée et une conception de formulation équilibrée sont essentielles pour un contrôle stable de la dureté..
La qualité des granules joue un rôle majeur dans les performances de compression des comprimés. Granulés à faible fluidité, taille de particule inégale, humidité excessive, ou une faible compressibilité peut entraîner des défauts comme le collage, plafonnement, et variation de poids. Une granulation de haute qualité améliore la cohérence des comprimés et l'efficacité de la production.
La température et l'humidité à l'intérieur de la salle de compression affectent considérablement la qualité des comprimés. Une humidité élevée peut augmenter les problèmes de collage, tandis que des conditions trop sèches peuvent provoquer une friabilité ou un bouchage. De nombreux fabricants maintiennent des niveaux d'humidité contrôlés pour stabiliser les performances de compression des comprimés..
Les poinçons et matrices pour comprimés doivent être inspectés et entretenus régulièrement pour éviter les défauts et garantir une production stable.. Un outillage usé ou endommagé peut entraîner un collage, mauvais aspect de la tablette, poids incohérent, et une augmentation des temps d'arrêt. Des programmes de maintenance préventive sont fortement recommandés pour les lignes de production pharmaceutique.
L'amélioration de l'efficacité de la compression des comprimés nécessite généralement une combinaison de formulation optimisée, bonne granulation, paramètres de machine stables, opérateurs formés, et entretien régulier des équipements. Surveillance en temps réel du poids des comprimés, dureté, et l'épaisseur permet également de détecter les problèmes tôt avant qu'ils n'affectent les grands lots de production..
Références:
1.DÉFAUTS DE FABRICATION DES COMPRIMÉS – UNE REVUE —— Journal sur l'administration de médicaments et la thérapeutique (JDDT)
2.Collage et prélèvement dans la compression de comprimés pharmaceutiques: Une revue du Consortium IQ ——ScienceDirect
3.Système qualité pharmaceutique ICH Q10 – Directive scientifique —— Agence européenne des médicaments
4.Lubrification dans les formulations de comprimés —— Bibliothèque nationale de médecine
5.Résoudre le collage et la sélection grâce à la conception de tablettes —— Technologie pharmaceutique
6.Faire progresser la compréhension du capsulage et du laminage des comprimés: une revue systématique ——ScienceDirect



