دستگاه های بسته بندی تاول اسب های کار صنعت داروسازی هستند - قالب گیری ورقه های پلاستیکی یا آلومینیومی در جیب ها و آب بندی قرص ها یا کپسول ها در داخل. اما مانند هر تجهیزات پیچیده, آنها می توانند به موانعی برخورد کنند که تولید را متوقف می کند. مشکلات رایج دستگاه تاولزن شامل مهر و موم ضعیف یا نشتی است, حفره های بد شکل, جیب های خالی (جم یا فیدهای از دست رفته), و سایش ماشین که باعث خرابی می شود. همانطور که کارشناسان صنعت اشاره می کنند, خرابی های آب بندی از مهم ترین عیوب هستند زیرا آنها به طور مستقیم ایمنی دارو را به خطر می اندازند. در عمل, در مورد 90% نقص استاندارد تاول به "سه T" خلاصه می شود: اشتباه تنظیم شده درجه حرارت, زمان, یا تنش در این فرآیند.
در این راهنما به بررسی هر مشکل اصلی خواهیم پرداخت - چرا اتفاق می افتد و چگونه آن را برطرف کنیم. در پایان, شما مراحل و نکات پیشگیرانه روشنی خواهید داشت تا دستگاه تاول زنی خود را به خوبی کار کند (یا تصمیم بگیرید که آیا راه حل پیشرفته تری نیاز است یا خیر).
مشکل 1: آب بندی ضعیف یا ناسازگار
- علائم: فویل درپوش به طور کامل به حفره های تشکیل شده نمی چسبد. ممکن است در تست نشتی پک های تاولی نشت رنگ مشاهده کنید یا فویل هایی که به راحتی جدا می شوند.. برخی از مهر و موم ها ممکن است جزئی به نظر برسند یا دارای شکاف باشند. این عیوب عقیمی را به خطر می اندازد و نیاز به حذف کل دسته ها دارد.
- علل: پارامترهای نادرست آب بندی حرارتی مقصر معمول هستند. اگر دمای مهر و موم خیلی پایین باشد, لایه مهر و موم حرارتی فویل ذوب نمی شود و نمی چسبد; خیلی بالا, و فیلم پلاستیکی می تواند جمع شود یا بسوزد. فشار آب بندی ناهموار (به دلیل تاب برداشتن صفحات یا فنرهای نادرست تنظیم شده است) باعث ایجاد حفره های موضعی می شود. آلودگی روی قالب آب بندی - مانند باقی مانده چسب یا گرد و غبار قرص - از تماس کامل جلوگیری می کند.. فویل بی کیفیت یا مرطوب نیز چسبندگی ضعیفی ایجاد می کند.
- راه حل:
- تنظیم دما & فشار: برای بررسی دمای صفحه از یک دماسنج تماسی استفاده کنید (فقط به بازخوانی دستگاه تکیه نکنید). دستورالعمل های مواد را دنبال کنید (به عنوان مثال. 140-160 درجه سانتی گراد برای بسته های PVC/Alu). هنگام اجرای مهر و موم های آزمایشی، 5-2± درجه سانتیگراد را در اطراف نقطه تنظیم دقیق تنظیم کنید.
- قالب های آب بندی را بررسی کنید: قالب ها و صفحات را در هر شیفت تمیز کنید; باقیمانده چسب یا فیلم را با ایزوپروپانول پاک کنید. برای خراش یا خوردگی که می تواند بررسی شود باعث نشتی شود. در صورت تاب برداشتن قالب ها را تعویض یا دوباره آسیاب کنید.
- بهینه سازی فرآیند: از فشار یکنواخت در عرض کامل اطمینان حاصل کنید. غلتک های تحت فشار یا فنرهای فرسوده را بازرسی و تعویض کنید. فقط با کیفیت بالا استفاده کنید, استاک فویل خشک - فیلم پیش خشک در محیط های مرطوب (به عنوان مثال. 40-60 درجه سانتیگراد به مدت 30-60 دقیقه). پارامترهای مهر و موم را ثبت کنید و تست های معمول مقاومت لایه برداری را برای گرفتن رانش انجام دهید.
به عنوان مثال, روی خط استاندارد تاول PVC/Alu, منطقه آب بندی حرارتی بهینه اغلب حدود 150 درجه سانتیگراد است. خطای 3± درجه سانتی گراد می تواند استحکام آب بندی را به نصف کاهش دهد. با کالیبره کردن و ثبت پروفایل های دما, اپراتورها می توانند یکپارچگی مهر و موم را حفظ کنند.

مشکل 2: شکل دهی نامناسب (حفره های فرو ریخته یا ناهموار)
- علائم: حفره های تاول پلاستیکی ترموفرم شده تغییر شکل داده اند. ممکن است حفره هایی را ببینید که خیلی کم عمق هستند, زیر وزن قرص فرو ریخت, یا دارای عمق ناهموار و دیواره های نازک هستند. جیب های ناهموار باعث جابجایی تبلت ها می شوند, راه اندازی آلارم های پرشمار یا توقف های میانی.
- علل: ایستگاه شکل دهی به گرمایش یکنواخت و خلاء متکی است. اگر صفحه گرمایش خارج از کالیبراسیون باشد, دمای تشکیل می تواند تغییر کند. حتی یک انحراف کوچک 3± درجه سانتیگراد در یک صفحه تشکیل دهنده فیلم PVC باعث تغییر قابل توجهی در عمق حفره و ضخامت دیواره می شود.. علل دیگر شامل خلاء ضعیف است (فیلترهای کثیف, نشت می کند), پین های کمکی فرسوده (در صورت استفاده), یا سطوح قالب آلوده (چسبیدن پلاستیک یا فویل روی حفره ها).
- راه حل:
- بررسی دما: از یک دماسنج مادون قرمز یا تماسی کالیبره شده روی صفحه شکل دهی استفاده کنید. اگر سطح صفحه بیش از 2 درجه سانتیگراد از نقطه تنظیم شده خاموش است، کنترل کننده PID را تنظیم کنید. یک آزمایش کوتاه با محصولات هدف و فیلم صحیح برای تأیید تشکیل حفره کامل انجام دهید.
- سیستم خلاء را حفظ کنید: خروجی پمپ خلاء و خطوط وکیوم را بررسی کنید. فیلترهای جاروبرقی را مرتباً تمیز یا تعویض کنید. اطمینان حاصل کنید که کانال های خلاء در قالب بدون مانع هستند.
- قالب ها را بازرسی و تمیز کنید: صفحات حفره را در هر جابجایی پاک کنید تا بقایای فیلم پاک شود. پین های دوشاخه را بررسی کنید (در صورت وجود) برای زمانبندی صحیح - یک دوشاخه فرسوده یا به موقع میتواند با فشار دادن زودهنگام حفره را جمع کند. اگر دوشاخه قبل از موعد فیلم گرفت، دوشاخه های فرسوده یا بوش های بادامک را تعویض کنید.
- از فیلم مناسب استفاده کنید: بررسی کنید که از ضخامت و نوع فیلم مناسب برای قالب خود استفاده می کنید. یک قطعه فیلم جدید ممکن است به دلیل محتوای نرمکننده نیاز به مشخصات دمایی کمی متفاوت داشته باشد.
نکته: به شکلدهی تنظیمات مستند شده توسط لات فیلم ادامه دهید و هر زمان که مواد را تغییر میدهید دوباره واجد شرایط شوید تا از مشکلات تاولریزی جلوگیری کنید..
مشکل 3: پارگی یا چروک شدن فیلم
- علائم: در حین یا پس از تشکیل, فیلم پلاستیکی (PVC/PVDC یا PET) یا لایه فویل دچار پارگی می شود, ترک ها, یا سوراخ های سوزن. در طرف مقابل, شما ممکن است چین و چروک یا حفره های هوا را در زیر فویل درپوش مشاهده کنید. اینها منجر به نشت بسته یا نقص های آرایشی می شود.
- علل: گرمای بیش از حد یا تنش مظنون اصلی هستند. اگر دمای شکل دهی یا آب بندی خیلی بالا باشد, فیلم می تواند بیش از حد نرم شود و بیش از حد کشیده شود, باعث نازک شدن یا پاره شدن آن می شود. به همین ترتیب, کشش ناهموار فیلم (از کنترل باز کردن نامناسب یا غلطکها) با کشیده شدن تار باعث چروک شدن و حتی پارگی می شود. افزایش ناگهانی دما یا خنک کننده معیوب نیز می تواند فیلم را ضعیف کند.
- راه حل:
- بهینه سازی دما: اطمینان حاصل کنید که دمای شکل دهی/آب بندی در حد استاندارد برای فیلم شما باشد. به عنوان مثال, در صورت مشاهده آسیب مداوم فیلم، دمای منطقه را کاهش دهید. از گرمایش منطقه ای استفاده کنید (بالاتر در مرکز, در لبه ها پایین تر) برای جلوگیری از نقاط داغ.
- تنش و تراز را تنظیم کنید: تنظیمات تنش باز کردن را بررسی کنید. کشش رول فویل باید به اندازهای محکم باشد که صاف بماند، اما نه آنقدر محکم باشد که به شبکه فشار وارد کند. هم ترازی راهنمای غلتک را بررسی کنید - حتی یک راهنمای کمی نادرست می تواند امواج ایجاد کند. بلبرینگ های فرسوده را روی غلتک ها یا بازوهای رقصنده تعویض کنید.
- از هندلینگ صحیح فیلم استفاده کنید: اطمینان حاصل کنید که فیلم ها به درستی ذخیره و آماده شده اند. قبل از اجرا سطح فیلم را پاک کنید تا گرد و غبار پاک شود. پیش گرمایش فیلم PVC/PET را برای مدت کوتاهی در مناطق با رطوبت بالا در نظر بگیرید. برای جلوگیری از نقص مواد، از تامین کنندگان فیلم معتبر استفاده کنید.
*مثال: یک راه حل معمول برای چروک های فویل، تنظیم ترمز روی محور فویل است. ترمز کمی بالاتر می تواند چین و چروک ها را با کاهش شلی فویل صاف کند. سنسورهای تنش را نگه دارید (رقصنده ها) در تعمیر خوب - بلبرینگ ها را قبل از فرسودگی تعویض کنید.
مشکل 4: خطاهای تغذیه محصول (بد تغذیه می کند, دو فید, مربا)
- علائم: ممکن است قرص یا کپسول در برخی از جیب ها وجود نداشته باشد (حفره های خالی), یا برخی از جیب ها دو محصول دارند (دوبار تغذیه). به صورت جایگزین, قرص ها در ظرف یا کانال های خوراک پل می شوند یا گیر می کنند, باعث توقف های متناوب می شود. در موارد شدید, ممکن است خط به دلیل هشدارهای خطای تغذیه متوقف شود.
- علل: مشکلات تغذیه ناشی از عدم تطابق بین سرعت فیدر و نمایه سازی دستگاه است, یا از خود مکانیزم فیدر. اگر برس یا فیدر لرزش نسبت به شاخص خیلی سریع کار کند, تبلت ها می توانند از جیب ها رد شوند یا روی هم انباشته شوند. استاتیک بالا (به عنوان مثال. شرایط مرطوب) می تواند باعث چسبیدن قرص ها به هم یا به قیف شود. ریل های تغذیه فرسوده یا فرز روی قالب ها نیز می توانند محصولات را به دام بیندازند, در حالی که زباله های باقی مانده در فیدر می توانند قرص ها را به اشتباه هدایت کنند.
- راه حل:
- همگام سازی فیدر: سرعت فیدر را مجدداً کالیبره کنید تا با چرخه شاخص تاول مطابقت داشته باشد. نسبت صحیح را برای هر تعداد محصول یادداشت کنید. در صورت استفاده از فیدر چند سر یا مسیر, اطمینان حاصل کنید که متعادل و بدون انسداد است.
- کنترل رطوبت/استاتیک: رطوبت نسبی منطقه تولید را در حدود 40 تا 60 درصد نگه دارید. اگر پل زدن ادامه داشت, یک برس ضد الکتریسیته ساکن نصب کنید یا از هوای مطبوع در قیف استفاده کنید. قبل از هر بار اجرا، اجزای فیدر را تمیز کنید.
- ابزار و فیدر را بررسی کنید: دیسک های خوراک را بررسی کنید, قیف ها, و راهنماهایی برای سایش یا آسیبی که می تواند تبلت ها را بگیرد. هر لبه بریده یا تیز را جایگزین کنید. زباله های محصول را از مسیر تغذیه پاک کنید. از بازرسی بصری استفاده کنید (به عنوان مثال. یک سنسور دوربین) برای بررسی اینکه هر حفره در صورت اجازه GMP پر شده است.
توجه داشته باشید:* خطوط تاول اغلب شامل یک آشکارساز حفره خالی در نزدیکی ایستگاه آب بندی است. با این حال, هدف این است که جلوگیری ** خالی می کند - به عنوان مثال. اگر یک حفره خالی باشد, معمولاً به این معنی است که فیدر در بالادست به اشتباه تغذیه می شود. تنظیم منظم فیدر و بررسی سنسور به رفع این عیوب کمک می کند.

مشکل 5: جیب های تاول خالی (محصولات گم شده)
- علائم: تاول های تمام شده بدون قرص یا کپسول در داخل حفره - در عین حال با فویل مهر و موم شده. اینها باید شناسایی و رد شوند. خالی های کاذب نشان دهنده مشکلات همگام سازی خوراک است.
- علل: اساسا, جیب های خالی نوعی خطای تغذیه هستند. آنها زمانی رخ می دهند که فیدر نتواند یک محصول را در یک حفره تشکیل شده رها کند. دلایل شامل: محصول از فیدر آزاد نشده است (چسبیدن ثابت, زمان بندی اشتباه), مربایی که محصولی را از جای خود خارج کرده است, یا قیف به طور لحظه ای خالی است. خرابی سنسور نیز می تواند باعث اشتباه حساب شود (به عنوان مثال. یک حسگر نوری شمارش یک محصول را از دست می دهد).
- راه حل:
- زمان بندی فیدر: اطمینان حاصل کنید که فیدر کالیبره شده است تا هر حفره دقیقاً یک واحد داشته باشد. بررسی کنید که برس یا فیدر پیچ دقیقاً یک قطعه در هر چرخه تغذیه می کند.
- بررسی سنسورها: از یک دوربین بینایی یا ردیاب نوری بعد از پرکننده استفاده کنید تا هر گونه تخلیه را در زمان واقعی مشاهده کنید. برای جلوگیری از خواندن نادرست، سنسورها را به طور مرتب آزمایش و تمیز کنید.
- آدرس مشکلات فیدر ریشه: اگر خالی ماند, فیدر را بررسی کنید (همانطور که در مشکل 4). گاهی اوقات تغییر جزئی در اندازه/شکل تبلت نیاز به تنظیم مجدد تنظیمات فیدر ارتعاشی دارد.
نکته کاربردی:همه حوادث جیب خالی را در پرونده دسته ای خود ثبت کنید. اگر چندین خالی رخ دهد, خط را متوقف کنید و فوراً هرگونه پارگی را پاک کنید. تخلیه های مکرر می تواند خبر از یک تراز مجدد عمده فیدر باشد.
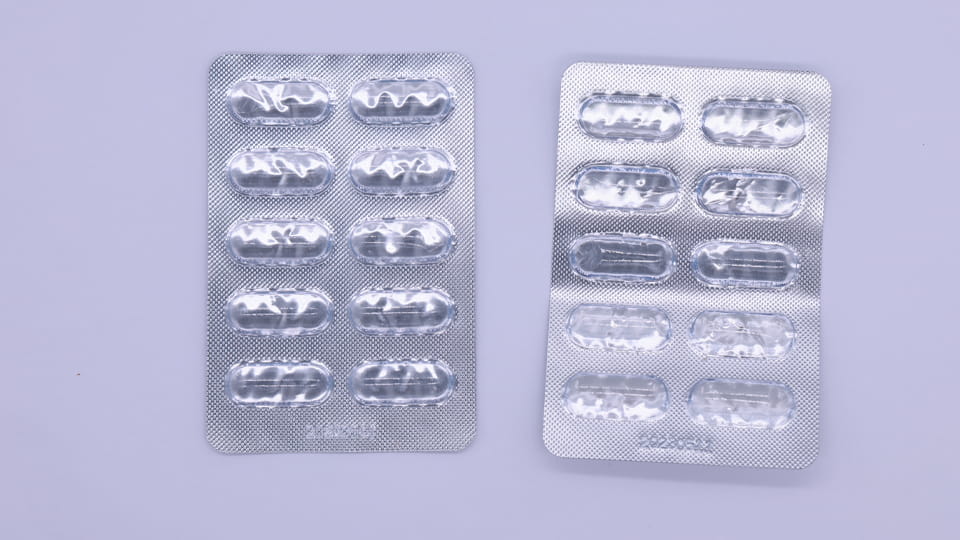
مشکل 6: چروک شدن فویل آلومینیوم
- علائم: فویل درب فلزی (معمولا Alu یا PVDC) روی بسته تمام شده چروک یا چین خورده به نظر می رسد, مخصوصا نزدیک لبه ها. بسته ها ممکن است ناصاف به نظر برسند یا فویل حتی ممکن است به صورت موضعی بلند شود.
- علل: چین و چروک ها معمولاً از کشش یا تراز ناهموار فویل ایجاد می شوند. اگر تار فویل خیلی شل است (تنش باز کردن کم) قبل از آب بندی روی حفره ها صاف نمی ماند. برعکس, یک کشش خیلی سفت می تواند فویل را در ناحیه مهر و موم کشیده و چروک کند. رول فویل یا غلتک های دنباله دار نامرتب (موازی با کارت نیست) چین ها ایجاد کنید. فشار ناهموار در عرض (به عنوان مثال, به دلیل کمی تاب برداشتن صفحه مهر و موم) همچنین می تواند باعث شود که یک طرف فویل به درستی درز نخورد, چروک شدن اضافی.
- راه حل:
- تنش تعادل: ترمز فویل یا کنترل کشش را طوری تنظیم کنید که فویل آموزش داده شود اما بیش از حد کشیده نشود. تنظیم دقیق در اینجا اغلب اکثر چین و چروک ها را از بین می برد.
- Alignment را بررسی کنید: بررسی کنید که رول فویل مربعی در جهت کشش باشد. اطمینان حاصل کنید که همه غلتک های راهنما و کششی موازی و تراز هستند. روی برخی ماشین ها, تراز کردن علائم ثبت روی فویل می تواند به مرکز آن کمک کند.
- کامپوننت ها را بازرسی کنید: غلتک های کششی فرسوده یا منحرف کننده ها را تعویض کنید. یک راهنمای ساده: بعد از تعویض مربا یا رول فویل, یک آزمایش آهسته انجام دهید و فویل را تماشا کنید. قبل از اجرا با سرعت کامل تنظیم کنید.
*یادداشت کارشناسی: در یک مطالعه عیب یابی اخیر, ناهماهنگی کشش فیلم با بسیاری از چروک های فویل مرتبط بود. حتی قطر رول های فویل بر کشش تأثیر می گذارد - استاندارد کردن هسته های رول کمک می کند. برای چین و چروک های شدید, ارتقا به سیستم بازخورد کنترل تنش را در نظر بگیرید.
مشکل 7: ناهماهنگی تاول/فیلم (خطاهای ثبت نام)
- علائم: تاول های تشکیل شده و فویل با هم مطابقت ندارند - شکاف ها یا چاپ هایی را می بینید که خارج از مرکز فرود می آیند. قالب برش ممکن است به اشتباه برخی از حفره ها را سوراخ کند, یا کدهای دسته ای چاپ شده شکاف های فویل را از دست می دهند. نرخ ضایعات افزایش می یابد زیرا بسیاری از جیب ها یا لبه ها را با هم همپوشانی می کنند یا تا حدی بریده می شوند.
- علل: ناهماهنگی فیلم (خطاهای ردیابی نیز نامیده می شود) ناشی از پیشرفت ناسازگار فیلم است. همانطور که JinluPacking اشاره می کند, کشش باز کردن یکنواخت بین رول ها باعث سرگردانی وب می شود. رول یا راهنمای رقصنده فرسوده می تواند به فیلم اجازه دهد که حرکت کند. باز شدن چند رول بدون کشش همزمان نیز باعث جابجایی های جزئی می شود. در صورت استفاده از چرخ دنده های ثبت نام, علائم ثبت نامناسب یا ردیاب های دوربین ممکن است همگام سازی را از دست بدهند. لغزش موتور یا شل بودن تسمه در مکانیزم کشش همگام سازی نمی شود, بیش از حد.
- راه حل:
- کالیبره کردن ردیابی: بعد از هر تغییر رول یا تعویض ابزار, پیش نمایش فیلم را در مقابل علامت ثبت بررسی کنید. قانون 4 ساعت: هر چند ساعت یک بار در خطوط پرسرعت، پیشروی مرحله فیلم را بررسی کنید. بازوهای کششی یا موقعیت های رقصنده را تا زمانی تنظیم کنید که علامت در یک راستا بماند.
- رفع بازخورد تنش: بلبرینگ های فرسوده را روی بازوهای رقصنده تعویض کنید (آنها می توانند باعث تاخیر در کنترل تنش شوند). در صورت امکان, یک کنترل کننده تنش PID راه اندازی کنید. به صورت جایگزین, فقط از یک رول باز کردن در هر بار روی تاول هایی که به دقت بالایی نیاز دارند استفاده کنید.
- چک های مکانیکی: اطمینان حاصل کنید که تمام غلطک ها (رقصیدن, راهنمای, بیکارها) بدون بازی و موازی هستند. تسمه های محرک را ببندید و سروو موتورها را بررسی کنید. یک سنسور مجاورت معیوب روی انکودر کششی نیز میتواند موقعیت اشتباه فیلم را گزارش کند.
*زمینه: ناهماهنگی نه تنها باعث ایجاد ضایعات می شود بلکه می تواند خط را مسدود کند (مرباهای پانچ). پیشگیرانه: یک سیستم بینایی یا سنسور علامت گذاری را برای زنگ هشدار با انحراف جزئی قبل از ضربه ادغام کنید. نگهداری خوب تجهیزات تراز کلیدی است.
مشکل 8: خطاهای چاپ و کدنویسی
- علائم: بعد از بسته بندی, فویل بسته های تاول ممکن است ناخوانا باشد, گم شده, یا کدهای دسته ای تار شده است, تاریخ انقضا, یا گرافیک. چاپ ناقص یا لکه بر روی فویل چاپ شده آلومینیوم یا جوهر افشان قابل مشاهده است..
- علل: این خطاها معمولاً خارج از شکل دهی مکانیکی هستند و به دلیل سیستم کدگذاری روی خط است. مقصران رایج عبارتند از: زمان بندی ضعیف بین حرکت دستگاه و ماشه چاپ, جوهر خشک شده یا هدهای چاپ فرسوده, یا غلطک های چاپی نامناسب. دما یا گرد و غبار موجود در محیط نیز می تواند بر روی کاربرد جوهر تأثیر بگذارد. در سیستم های سروو, یک خطای همگام سازی بین محرک چاپ و حرکت فیلم باعث چاپ اشتباه می شود. برخی از چاپگرها از یک پیوست روی غلتک استفاده می کنند - اگر ایمن نباشد, می لغزد.
- راه حل:
- نگهداری پرینترها: سر چاپ را تمیز کنید (یا دکتر تیغه برای چاپگرهای حرارتی) روزانه. روبان ها یا بطری های جوهر را در صورت کم بودن تعویض کنید. دستورالعمل های OEM را در فواصل نگهداری دنبال کنید.
- سنسورها را بررسی کنید: اطمینان حاصل کنید که سنسور یا رمزگذار خط شروع که باعث چاپ می شود کالیبره شده باشد. به عنوان مثال, اگر یک کد دسته ای باید در هر 5 تاول ظاهر شود, بررسی کنید که دستگاه علامت درست روی فویل را ببیند و در زمان مناسب فعال شود.
- از Vision Verification استفاده کنید: یک مرحله ساده این است که نمونه ای از بسته های کدگذاری شده را از طریق یک اسکنر یا سیستم بینایی اجرا کنید. به این ترتیب شما بلافاصله کدهای گم شده/نادرست را دریافت می کنید.
- تنظیم پیشگیرانه: در اتاق های غبار آلود GMP, کابینت چاپگر را بسته نگه دارید. برخی از خطوط درست قبل از چاپ یک ضربه یا پاک کننده اضافه می کنند تا گرد و غبار فیلم سرگردان را پاک کند.
*توجه داشته باشید: در حالی که همیشه مکانیکی نیست, قابلیت اطمینان کدگذاری برای انطباق بسیار مهم است. دستگاههای تاولساز Jinlu از دستگاههای کدگذاری استاندارد پشتیبانی میکنند و امکان ادغام آسان بررسیهای بینایی را در خط فراهم میکنند.
مشکل 9: عیوب پانچ و برش
- علائم: کارت های تاول نهایی دارای لبه های خشن هستند, برش های ناقص, یا سوراخ های گشاد شده روی پلاستیک. برخی از سوراخ ها ممکن است فقط تا حدی سوراخ شوند, پاره کردن کارت. این باعث می شود که کارت ها در بازرسی بصری شکست بخورند یا تقسیم شوند.
- علل: ماژول های پانچ باید تیز و به خوبی تراز باشند. تیغه های منگنه کال یا فرسوده به طور کامل بریده نمی شوند, منجر به بریدگی یا جاهای خالی ناقص می شود. اگر ترخیص قالب (فاصله بین مشت و مرگ) خارج از مشخصات است, نوار به طور تمیز جدا نمی شود. با گذشت زمان, فنرهای پانچ/استریپر کشش را از دست می دهند, باعث چسبیدن و پاره شدن نوار زباله می شود. در صورت شل شدن قاب دستگاه یا پیچ و مهره، بلوک های قالب نیز می توانند جابجا شوند.
- راه حل:
- ابزار فرسوده را جایگزین کنید: هر چند صد ساعت یکبار لبه های تیغه را چک کنید. لبه های تیز بسیار مهم هستند. اگر گوشه یا تراشه گردی دیدید, ابزار را دوباره تیز کنید یا جایگزین کنید.
- پاکسازی را تنظیم کنید: فاصله پانچ تا قالب را با سنج های حسگر اندازه گیری کنید. برای اکثر تنظیمات تاول, فاصله حدود 0.1-0.2 میلی متر است. اگر مشتها در حال پرش هستند، باریک کنید; اگر خیلی سفت باشد پهن کنید. پس از تنظیم, آزمایشات را تا زمانی که نوار زباله به طور تمیز از بین برود اجرا کنید.
- قطعات استریپر را نگهداری کنید: فنرهای صفحه استریپر را طبق برنامه تغییر دهید (به عنوان مثال. هر 1000 ساعت) برای اطمینان از خروج کامل نوار زباله. همانطور که هشدار می دهد, شکستگی های مکرر نوار اغلب نشانه فرسودگی فنرها یا مشکلات عمق قالب است.
- تمیز کردن و تراز کردن: ایستگاه پانچ را تمیز نگه دارید. براده های فلزی یا چسب سفت شده می توانند منگنه ها را مسدود کنند. مطمئن شوید که سر پانچ و قالب مربعی شکل هستند و پانچ در مرکز حفره قرار دارد.
*رفع سریع: اگر متوجه خراشیدگی شدید, فورا متوقف شده و فاصله قالب را بررسی کنید. برزها اغلب نشان دهنده کاهش تحمل 0.02-0.05 میلی متری هستند. اصلاح لقی معمولاً فرز را برطرف می کند.
مشکل 10: توقف مکرر (مسائل نگهداری و ادغام)
- علائم: خط تاول به دلایل مختلف به طور مکرر متوقف می شود: آلارم ها ظاهر می شوند, نقص سنسورها, یا پیام های "خطای ناشناخته".. به نظر می رسد اصلاحات کوچک یک توقف را درمان می کند, فقط اندکی بعد دیگری را ببینم. به طور کلی زمان کارکرد تجهیزات کم است.
- علل: خرابی مزمن معمولاً یک مشکل تعمیر و نگهداری یا یکپارچه سازی سیستم است. عدم نگهداری پیشگیرانه برنامه ریزی شده (PM) اجازه می دهد تا سایش جزئی تبدیل به شکست شود. قطعاتی مانند حسگرها, بخاری ها, کمربندها, و هیدرولیک بدون بررسی منظم حرکت می کند. همچنین, همانطور که یکی از کارشناسان مشاهده کرد, تمام 60% از کار افتادن خط تاولها ناشی از خرابیهای یکپارچهسازی چند فروشنده است - یعنی., ارتباط ناسازگار بین ماژول ها. اگر تاول قبلی شما, تغذیه کننده, و پانچ برندهای مختلف با پی ال سی مجزا هستند, یک آلارم کوچک که اشتباه همگام شده است می تواند آبشاری کند.
- راه حل:
- برنامه نگهداری پیشگیرانه: روزانه برقرار کنید, هفتگی, و چک لیست های ماهانه (جدول زیر را ببینید). به عنوان مثال, آب بندی تمیز روزانه می میرد, درجه حرارت را به صورت هفتگی کالیبره کنید, ماهانه ابزار را بازرسی کنید. هر چک را ثبت کنید. پیشنهاد می کند هر بار سطوح آب بندی را تمیز کنید 250 ساعت و انجام تشخیص کامل هر 500 ساعت. دستورالعمل های تجهیزات و برنامه های نگهداری GMP را دنبال کنید.
- آموزش اپراتور: اطمینان حاصل کنید که اپراتورها می دانند چگونه خطاهای جزئی را بازنشانی کنند و علائم هشدار اولیه را تشخیص دهند (صداهای غیر معمول, رانش در نرخ قراضه). آنها را تشویق کنید تا هشدارهای عجیب و غریب یا مشکلات کوچک را ثبت کنند.
- استراتژی قطعات یدکی: لوازم یدکی حیاتی را نگه دارید (حسگر, چشمه ها, کمربندها, بمیرد) در محل برای کاهش زمان تعمیر. برای خطوط چند فروشنده, برای جلوگیری از مسائل مربوط به دست دادن PLC به یک راه حل تک منبعی بروید.
- ارتقاء خط: اگر خطاهای ارتباطی مکرر باشد, سرمایه گذاری در یک خط تاول یکپارچه (خطوط Jinlu با کنترل یکپارچه PLC طراحی شده اند) برای رفع عدم تطابق پروتکل.
*مهم است: زمان توقف برنامه ریزی نشده پرهزینه ترین است. روی یک خط تایید شده, توقف غیرمنتظره می تواند به معنای صلاحیت مجدد باشد. با پایبندی به یک برنامه نگهداری مستند (حتی گزارشهای ساده روزانه آزمایشهای دما و لایه برداری), بسیاری از توقف های تصادفی را می توان جلوگیری کرد.
چک لیست نگهداری پیشگیرانه
تعمیر و نگهداری منظم بهترین راه حل برای بسیاری از مشکلات دستگاه تاول زنی است. یک چک لیست تهیه کنید:
| فرکانس |
وظایف اصلی تعمیر و نگهداری |
| روزانه (شیفت) |
– قالب ها را پاک کرده و تمیز کنید, آب بندی می میرد, و سینی های خوراک. – قطعات متحرک را بررسی کنید (کمربندها, بادامک ها) برای سایش یا آسیب. – فیلترهای سیستم وکیوم و روغن را بررسی کنید. <بید>- بررسی کنید که محافظهای ایمنی و سنسورها عملکردی دارند. – برای اطمینان از عملکردهای اساسی، یک چرخه آزمایش سریع اجرا کنید (فرم, خوراک, مهر و موم) عمل کنند. |
| هفتگی |
– صفحات گرمایشی و ابزارآلات را کاملا تمیز کنید (فیلم های لکه دار). – تمام بلبرینگ ها را روغن کاری کنید, زنجیر, و اسلاید وی بر اساس دستورالعمل سازنده. – سنسورهای دما و فشار را کالیبره کنید; بررسی نقاط تنظیم بخاری. – اتصالات برق را بررسی کنید و سیم های شل شده را ببندید. – فاصله پانچ و قالب را بررسی کنید; در صورت نیاز تیز کنید یا تنظیم کنید. |
| ماهانه |
– دستگاه تمیز کننده عمیق: پوشش ها را بردارید و اجزای داخلی را تمیز کنید (چرخ دنده ها, موتورها). – قطعات فرسوده را بازرسی و تعویض کنید: به عنوان مثال, حلقه های O, کمربندها, چشمه ها. – کالیبراسیون کامل را انجام دهید: پیشروی فیلم, فیدرها, آب بندی. – نرم افزار/سیرم افزار را به روز کنید (اگر قابل اجرا باشد). – گزارش های هشدار و گزارش تعمیر و نگهداری را برای مشکلات تکرار شونده مرور کنید. – آموزش مجدد کارکنان در مورد هر رویه جدید. |
پیروی از این وظایف PM عمر ابزار را افزایش می دهد, تثبیت پارامترهای دستگاه, و مسائل را قبل از اینکه باعث ایراد شوند، بررسی کنید. همه GMP تنظیم شده است کارخانه های داروسازی باید این فعالیت ها را برای انطباق ثبت کنند.
انتخاب یک ماشین تاول دارویی قابل اعتماد
پیشگیری از مشکلات با تجهیزات مناسب شروع می شود. هنگام ارزیابی دستگاه های تاول زنی (برای خطوط جدید یا مقاوم سازی), به دنبال ویژگی هایی باشید که حالت های خرابی را کاهش می دهد:
- طراحی GMP: ماشین آلات با ساخت فولاد ضد زنگ, سطوحی که به راحتی تمیز می شوند, و نوار نقاله های بهداشتی. شکاف های کمتر به معنای تجمع کمتر آلودگی است (که می تواند باعث گیر کردن یا ایرادات مهر و موم شود).
- سروو و اتوماسیون: شاخص ها و فیدرهای سروو رانده کنترل دقیقی را ارائه می دهند. به عنوان مثال, سری DPP Jinlu از موتورهای سروو برای همگام سازی شکل دهی استفاده می کند, تغذیه, و برش, به حداقل رساندن تغذیه نادرست و رانش ثبت نام.
- سیستم های تغذیه دقیق: فیدرهای ارتعاشی یا برس داخلی با تنظیمات دقیق و حسگرهای بینایی به حفظ قوام پر شدن کمک می کنند.
- عملکرد آب بندی پایدار: به دنبال طرح های صفحه داغ با فشار یکنواخت باشید. ماشین های Jinlu دارای قالب های سیلر مدولار و نقاط تمیز کردن با دسترسی آسان هستند, ساخت سریع تعمیر و نگهداری قالب.
- کیفیت ابزار: قالب های آلیاژ آلومینیوم با کیفیت بالا (مانند فولاد قالب GCR-15 Jinlu با 5+ سال زندگی) مقاومت در برابر سایش. همچنین اطمینان حاصل کنید که ابزار به راحتی قابل تعویض است (Jinlu دارای ویژگی تغییر قالب 15 دقیقه ای است).
- پشتیبانی کنید & خدمات: یک تامین کننده با پشتیبانی جهانی انتخاب کنید. Jinlu خدمات سراسری در محل و تحویل سریع قطعات یدکی را ارائه می دهد, زمانی که خطرات خرابی زیاد باشد اهمیت دارد.
و البته, اطمینان حاصل کنید که هر ماشینی دارای اسناد داخلی خوب و بازخورد سنسور برای پارامترهای حیاتی است (گزارش های دما, مانیتورهای تنش). به عنوان مثال, جینلو دستگاه تاول DPP-180PRO (4,800/خروجی ساعت) و DPP-270Max (11,200/hr Alu-Alu/PVC) برای مصارف دارویی ساخته شده اند. آنها دارای تنظیمات آسان و اجزای الکتریکی سازگار با cGMP هستند.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
نتیجه گیری & مراحل بعدی
اکثر خرابی های خط پک تاول هستند قابل پیش بینی و پیشگیری. با توجه به علائم هشدار دهنده - مانند افزایش ضایعات ناشی از چین و چروک یا استحکام پوسته پوسته خزنده - تیم های تعمیر و نگهداری می توانند زودتر اقدام کنند.. کالیبراسیون منظم دما, تنش, و زمان بندی طبق چک لیست ما از توقف های ناگهانی جلوگیری می کند. و سرمایه گذاری در دستگاه تاول زنی با کیفیت بالا نتیجه می دهد: تجهیزات خوب طراحی شده (مانند سری DPP سروو محور Jinlu) به طور ذاتی بسیاری از حالت های مشکل را کاهش می دهد.
آماده برای رفع سردرد دستگاه تاول زنی شما? با بسته بندی جینلو صحبت کنید برای مشاوره تخصصی و تجهیزات قابل اعتماد. تیم ما می تواند به شما در انتخاب دستگاه تاول کمک کند (Alu-PVC یا Alu-Alu) و یک برنامه تعمیر و نگهداری متناسب با نیازهای تولید خود تنظیم کنید. از Jinlu’s دیدن کنید دستگاه های پک تاول سری DPP یا برای یک راه حل سفارشی امروز با ما تماس بگیرید.
پرسشهای متداول در مورد مشکلات ماشین تاولساز دارویی
رایج ترین مشکلات دستگاه تاول زنی در تولید دارو چیست؟?
شایع ترین مشکلات دستگاه تاول زنی شامل آب بندی ضعیف است, نقایص تشکیل تاول, جیب های تاول خالی, خطاهای تغذیه تبلت, چروک شدن فویل, ناهماهنگی, مسائل کدگذاری, عیوب برش, و خرابی غیرمنتظره دستگاه. این مسائل می تواند بر کیفیت بسته بندی تاثیر بگذارد, کارایی تولید, و انطباق با مقررات در صورت عدم رسیدگی به موقع.
چرا دستگاه تاول زنی من به درستی آب بندی نمی شود?
آب بندی ضعیف معمولاً به دلیل دمای نادرست آب بندی ایجاد می شود, فشار ناکافی, ابزار آب بندی فرسوده, سطوح آب بندی آلوده, یا مواد بسته بندی ناسازگار. کالیبراسیون منظم و تعمیر و نگهداری معمول می تواند به اطمینان از کیفیت ثابت مهر و موم کمک کند.
چه چیزی باعث ایجاد ناهموار حفره های تاول می شود?
حفره های تاول ناهموار اغلب نتیجه دمای شکل گیری نادرست است, خلاء یا فشار هوا ناکافی, قالب های آسیب دیده, یا کیفیت فیلم ناسازگار است. اعتبار سنجی فرآیند مناسب و بازرسی ابزار برای حفظ قوام حفره ضروری است.
چگونه می توانم از خالی شدن جیب های تاول در حین بسته بندی جلوگیری کنم?
خالی بودن جیب های تاول معمولاً به دلیل مشکلات هماهنگ سازی تغذیه ایجاد می شود, پرش محصول, اجزای تغذیه فرسوده, یا خرابی سنسور. کالیبراسیون فیدر منظم, سیستم های بازرسی بینایی, و راه اندازی مناسب دستگاه می تواند به طور قابل توجهی نقص های جیب خالی را کاهش دهد.
چرا فویل آلومینیوم در حین بسته بندی تاول چروک می شود؟?
چروک شدن فویل معمولاً به دلیل کشش نامناسب وب ایجاد می شود, غلطک های نامرتب, فشار آب بندی ناهموار, یا مدیریت ضعیف مواد. تنظیم کشش فویل و اطمینان از هم ترازی مناسب دستگاه می تواند به رفع چین و چروک و بهبود ظاهر بسته کمک کند..
علائم مشکل تغذیه دستگاه بسته بندی تاولی چیست؟?
نشانه های رایج عبارتند از گم شدن قرص, تغذیه مضاعف, کپسول های شکسته, مرباهای محصول, و محصولاتی که به درستی در حفره تاول قرار گرفته اند. این مسائل اغلب مشکلات تنظیم فیدر یا خطاهای همگام سازی را نشان می دهد.
هر چند وقت یکبار باید از دستگاه تاولساز دارویی نگهداری شود?
اکثر تولید کنندگان تمیز کردن و بازرسی روزانه را توصیه می کنند, روغن کاری هفتگی و بررسی تراز, و نگهداری پیشگیرانه ماهانه برای اجزای حیاتی مانند قالب ها, حسگر, ایستگاه های آب بندی, و سیستم های درایو. یک برنامه نگهداری پیشگیرانه به کاهش خرابی غیرمنتظره و افزایش طول عمر دستگاه کمک می کند.
چه چیزی باعث نقص برش و پانچ پک تاول می شود?
عیوب برش می تواند به دلیل منگنه های فرسوده رخ دهد, برش نامناسب می میرد, فشار برش نادرست, یا ثبت نامناسب بین تاول تشکیل شده و فویل درب. بازرسی منظم ابزار و تأیید تراز برای حفظ برش تمیز مهم است.
آیا مشکلات دستگاه تاول زنی می تواند بر انطباق GMP تأثیر بگذارد?
بله. عیوب بسته بندی مانند خرابی مهر و موم, حفره های خالی, کد نویسی نادرست, یا بسته های تاول آسیب دیده ممکن است منجر به مشکلات کیفیت محصول و عدم انطباق بالقوه GMP شود. حفظ فرآیندهای معتبر و انجام بازرسی های معمول برای تولید کنندگان دارو بسیار مهم است..
چگونه می توانم از کار افتادگی دستگاه بسته بندی تاول دارویی را کاهش دهم؟?
بهترین روش نگهداری پیشگیرانه است. این شامل آموزش اپراتور می شود, بازرسی منظم تجهیزات, تعویض به موقع قطعات سایش, نظارت بر فرآیند, و حفظ موجودی قطعات یدکی حیاتی. شناسایی زودهنگام مسائل کوچک می تواند از وقفه های عمده در تولید جلوگیری کند.
مراجع:
1.Q9(R1) مدیریت ریسک کیفیت —- ایالات متحده. سازمان غذا و داروی
2.نوآوری های بسته بندی تاول —— pharmtech.com
3.مروری بر فناوری: نحوه نشتی بسته بندی تاول تست —— pharmaceuticalonline.com
4.پایداری تاول ها برای داروها به شکل قرص —— ScienceDirect
5.روش های تشخیص نشت برای بسته های تاول دارویی —— pharmaceutical-technology.com
6.نقص های رایج تاول در بسته بندی های دارویی —— pharmatimesofficial.com
7.تشخیص نقض یکپارچگی در طیف وسیعی از انواع بسته های تاول دارویی —— pharmaceuticalonline.com