Un embalaje adecuado es vital para proteger los productos y a los consumidores. Embalaje farmacéutico (También llamado embalaje de medicamentos.) incluye todos los contenedores, materiales, y dispositivos que encierran y protegen los medicamentos. Garantiza que un medicamento siga siendo seguro., Estable y no contaminado desde la fabricación hasta la entrega.. Las buenas prácticas de fabricación actuales de la FDA (CGMP) Las normas exigen que los procesos y equipos de envasado de medicamentos cumplan estrictos controles de calidad.. Por el contrario, envasado de alimentos Protege los alimentos del deterioro y la contaminación., Proporciona información nutricional y de ingredientes., y ayuda a la distribución y la marca.. Los envases de alimentos deben cumplir con las normas de seguridad alimentaria. (p.ej. Aprobaciones de contacto con alimentos de la FDA) e implementa programas de seguridad alimentaria como HACCP para prevenir peligros. En breve, Ambos sistemas tienen como objetivo mantener los productos seguros y etiquetados correctamente., pero los envases farmacéuticos están sujetos a normas más estrictas de esterilidad y trazabilidad., mientras que el envasado de alimentos enfatiza el desempeño de la barrera, conveniencia, e información al consumidor.

El embalaje farmacéutico está formado por primario, secundario, y terciario capas de embalaje. Embalaje primario está en contacto directo con la droga (p.ej. ampollas, botellas, viales, ampollas) y proporciona la primera barrera a la humedad., luz, y oxígeno. Por ejemplo, Las botellas rígidas de vidrio ámbar protegen las tabletas sensibles a la luz., mientras que aluminio-plástico paquetes de ampollas Selle cada dosis herméticamente para mantener la potencia.. embalaje secundario grupos unidades primarias (p.ej. poner ampollas o botellas en cajas impresas) y agrega espacio para etiquetar, instrucciones, y sellos de seguridad. Los cartones también protegen los productos durante el transporte.. Embalaje terciario involucra contenedores de envío a granel (cajas, cajas, paletas) utilizado para almacén y transporte. Cada nivel de embalaje tiene funciones.: forma primaria el recipiente de dosificación, secundario proporciona información y protección moderada, y terciario se encarga de la logística a granel.
Jinlupacking señala que los envases farmacéuticos deben contener los medicamentos estable y estéril, a menudo en a prueba de niños o a prueba de manipulaciones formatos, mientras transmite información sobre dosis y seguridad.

Los envases de alimentos sirven para proteger, preservar, e informar. Las funciones principales son mantener los alimentos frescos., evitar la contaminación o el deterioro (por la humedad, oxígeno, microbios), y proporcionar etiquetado y marca de nutrición/ingredientes.. Los formatos comunes de envasado de alimentos incluyen botellas y frascos., bolsas flexibles, cajas de cartón, latas, bandejas, y peliculas. Por ejemplo, ketchup Puede venir en botellas exprimibles de PET que se pueden volver a cerrar o en bolsitas de aluminio de una sola porción.. Los bocadillos a menudo utilizan bolsas o bolsas de plástico o aluminio de varias capas que equilibran el costo con una barrera adecuada entre la humedad y el oxígeno..
Aunque ambas industrias buscan evitar la contaminación, El envasado de alimentos a menudo prioriza conveniencia y costo para el consumidor. Por ejemplo, Las bolsas para alimentos utilizan películas simples y apuntan a la posibilidad de volver a cerrarse o a un diseño liviano., mientras que los productos farmacéuticos podrían utilizar materiales más resistentes para una máxima barrera y durabilidad..

Independientemente del tipo de producto, un embalaje eficaz debe:
Por ejemplo, Jinlu toma nota de los materiales de embalaje farmacéutico (vaso, plástico, frustrar) Se eligen por sus propiedades protectoras., bajo estrictos estándares de no toxicidad y resistencia a manipulaciones. Los envases de alimentos también buscan protección (p.ej. película plástica para patatas fritas) pero equilibra el costo y el atractivo de marketing.
| Característica | Embalaje farmacéutico | Envasado de alimentos |
| Metas primarias | Proteger la eficacia y la esterilidad de los medicamentos.; evitar contaminaciones o confusiones. Garantizar una dosificación precisa (calibración de recuentos/dosificaciones). | Preservar la frescura, prevenir el deterioro, proporcionar porciones; proteger contra la contaminación por microbios/gérmenes. Garantizar la información nutricional/alérgenos correcta. |
| Estándares regulatorios | Estricto cumplimiento de GMP (FDA 21 CFR 210/211, BPF de la UE EudraLex Vol.4, ISO 15378). Todo el proceso de embalaje está validado y documentado.. | Regido por normas de seguridad alimentaria.: Aprobaciones de contacto con alimentos de la FDA, APPCC (programas de requisitos previos para las condiciones sanitarias), y estándares como BRCGS/ISO 22000. Etiquetas preaprobadas según la Guía de etiquetado de alimentos de la FDA. |
| Trazabilidad | Alto: números de lote/lote en cada paquete, publicación por entregas (códigos de barras únicos) para pedigríes de drogas (p.ej. DSCSA en Estados Unidos). Permite trazabilidad/recuperación total. | Moderado: códigos de lote o fecha para recuperación; No es necesario en todas las unidades en la mayoría de las regiones. (excepto códigos masivos). Serialización limitada (raramente por ley). |
| Manipulador | Generalmente si: sellos de seguridad, lámina de ampolla que está claramente rota si se abre, gorras especiales (a prueba de niños o de drogas). | A menudo sí para algunos alimentos. (p.ej. latas, tapas de yogur), pero muchos paquetes de alimentos tienen sellos básicos. Funciones de indicación de manipulación (sellos térmicos) común en frascos y tapas. |
| Habitación limpia / Higiene | Crítico: Equipos a menudo en ambientes controlados. (salas limpias) para evitar partículas/microbios. Acero inoxidable (SUS316L) superficies, Filtración HEPA. | Se requiere un diseño higiénico, pero generalmente de calidad alimentaria general (sin óxido, fácil lavado) en lugar de salas blancas de clase 100K. Diseño sanitario para prevenir la contaminación cruzada microbiana o alergénica.. |
| Validación/QA | Cualificación obligatoria de equipos y validación de procesos. (IR/WH/PQ) según las normas FDA/UE. Procesos de envasado validados en cuanto a esterilidad y consistencia.. | Validación en el sentido de HACCP: controlar los puntos críticos. El equipo se limpia/inspecciona, pero validación formal (CI/CO) no es estándar. El control de calidad se centra en la microbiología y los alérgenos.. |
| Materiales | Grado farmacéutico: p.ej. Vidrio tipo I, plasticos medicos, tapa de papel de aluminio, tapones de goma, ampollas especiales. Probado para extraíbles/lixiviables (para garantizar que no haya ninguna migración perjudicial). | Grado alimenticio: educación física, MASCOTA, PÁGINAS, lámina de aluminio, cartón. Debe estar aprobado por la FDA para contacto con alimentos.. Requisitos de pureza más bajos que los farmacéuticos.; enfoque regulatorio en límites de migración y alérgenos. |
| Etiquetado | Etiquetas detalladas: nombre de la droga, fortaleza, dosificación, advertencias, lote/lote, expiración, instrucciones. Las regulaciones requieren un etiquetado y una revisión precisos (p.ej. códigos NDC). A menudo letra pequeña. | Panel de información nutricional, ingredientes (descendiendo por peso), peso neto, declaraciones de alérgenos, marca/mercadeo. Debe cumplir con FD&Requisitos de la Ley C (No hay aprobación previa de la FDA para la etiqueta, pero sí pautas estrictas de formato.). |
| Riesgo de recuperación | Hay mucho en juego: cualquier contaminación puede causar daño al paciente. Los retiros del mercado son costosos y están estrictamente controlados ( La FDA exige avisos de retiro en serie). A menudo se retiran lotes enteros. | Riesgo significativo (incidentes de seguridad alimentaria), pero el impacto suele ser más limitado. Los retiros se centran en lotes específicos; Los residuos de envases son más tolerados.. |
| Estándares de equipo | El equipo debe tener un diseño cGMP.: fácil de limpiar/esterilizar, superficies inoxidables, zonas muertas minimizadas. Comúnmente bajo CIP (Limpieza en el lugar). P.ej. maquinas blister con vacio, líneas de llenado estériles. | Diseño sanitario: acero inoxidable, sin trampas de bacterias. Opciones CIP o de lavado. P.ej. Líneas VFFS, formadores, relleno que cumple con los estándares sanitarios USDA/FDA. El diseño se centra en prevenir el deterioro.. |
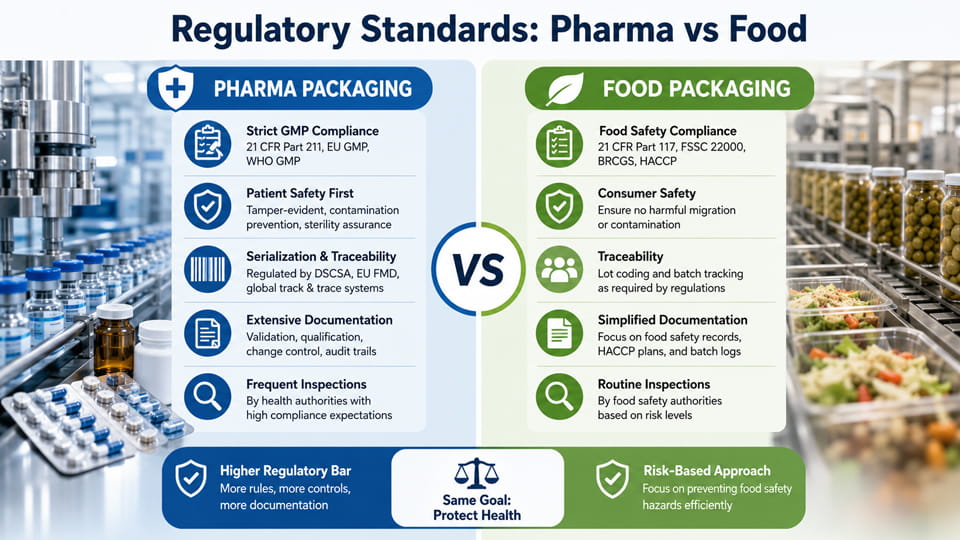
Estas comparaciones resaltan que embalaje farmacéutico está mucho más regulado y controlado. Por ejemplo, Las directrices cGMP de la FDA exigen que las líneas de envasado de medicamentos utilicen procesos validados y materiales que hayan demostrado ser seguros.. En contraste, envasado de alimentos sigue amplios controles de higiene y seguridad (Programas de requisitos previos HACCP) en lugar de una validación por lotes de estilo farmacéutico.

El envasado farmacéutico se rige por regulaciones GMP farmacéuticas. En los EE.UU., Título 21 Juego de piezas CFR 210–211 Buenas prácticas de fabricación actuales (CGMP) Requisitos para el “envasado” de medicamentos. (embalaje). Esto significa métodos, controles, instalaciones, y el equipo utilizado para envasar medicamentos debe garantizar la seguridad del producto y la concentración indicada en la etiqueta.. Europa utiliza BPF de la UE (EudraLex Vol.. 4) con reglas similares. Además, ISO 15378:2017 es un estándar global que aplica ISO 9001 Principios del SGC para materiales de envasado primario de productos medicinales. ISO 15378 aborda explícitamente el control de la contaminación, reducción de riesgos, y cumplimiento normativo en la fabricación de material de embalaje.
En comparación, Los envases de alimentos deben cumplir con las normas de seguridad alimentaria.. La FDA exige que todos los materiales en contacto con alimentos estén aprobados previamente (a través de notificación de contacto con alimentos o GRAS). Los equipos de envasado en plantas de alimentos siguen principios de saneamiento y prevención de contaminación según HACCP y las Buenas Prácticas de Fabricación de Alimentos de la FDA.. Un plan HACCP trata el equipo y el material de embalaje según programas de requisitos previos - Por ejemplo, Las instalaciones y equipos deben seguir procedimientos de limpieza y diseño sanitario.. Estándares como Materiales de embalaje BRCGS o ISO 22000 (gestión de seguridad alimentaria) también aplicar. A diferencia de las drogas, Las etiquetas y envases de los alimentos no requieren aprobación previa de las autoridades., pero debe cumplir con las leyes de etiquetado (ingredientes, nutrición, etc.) cuando en el mercado.
En resumen, Los envases farmacéuticos están sujetos a preceptivo regulaciones (directrices específicas, auditorías de certificados), Considerando que el envasado de alimentos se rige por preventivo sistemas de seguridad (APPCC, Estándares GFSI) y aprobaciones de materiales en contacto con alimentos. Esta diferencia impulsa muchas elecciones de materiales y equipos. (ver tabla arriba).
Embalaje materiales diferir de: Los envases farmacéuticos a menudo utilizan alta pureza., sustratos inertes. El embalaje primario farmacéutico común incluye vidrio tipo I viales (para inyecciones), plásticos de calidad farmacéutica (PEAD, PÁGINAS, PETG), y laminados multicapa (Blísteres de lámina de PVDC/Alu). Estos se eligen para evitar cualquier lixiviado que pueda interactuar con el fármaco.. En efecto, extraíbles y lixiviables (productos químicos que migran del plástico/lámina) son una preocupación importante en el sector farmacéutico. Los fabricantes de medicamentos deben probar los envases para garantizar la integridad del cierre del envase. (CCI) y que cualquier lixiviable permanezca por debajo de los umbrales tóxicos.. La guía de la FDA recomienda pruebas rigurosas de CCI (p.ej. inmersión de tinte, caída de presión) para envases parenterales estériles para garantizar una protección sellada.
Materiales de embalaje de alimentos (polietileno, polipropileno, MASCOTA, cartón recubierto, aluminio, etc.) También se prueban para la migración. (a menudo bajo regulaciones como la CE de la UE 1935/2004). Sin embargo, El umbral para las pruebas de seguridad es generalmente más bajo que en el sector farmacéutico.. para comida, la FDA supervisa un "Inventario de sustancias en contacto con alimentos", por ejemplo. Todos los polímeros y tintas deben estar aprobados por la FDA.. Los envases de alimentos no suelen someterse a pruebas CCI, ya que no se requiere esterilidad; en cambio, Puede someterse a pruebas de desafío microbiano para determinar la vida útil o pruebas de migración de aditivos..
En la práctica: embalaje farmacéutico exige un control más estricto de los extraíbles/lixiviables. ISO 15378 Incluye explícitamente la mitigación del riesgo de contaminación del vidrio., plástico, goma, y materiales de aluminio utilizados en envases de medicamentos. Envasado de alimentos se centra en las propiedades de barrera y el cumplimiento de las regulaciones sobre contacto con alimentos., pero permite más variedad de materiales (e incluso contenido reciclado) porque el riesgo de ingestión es menor y las toxinas están reguladas a niveles de exposición seguros. Por ejemplo, botellas de agua (MASCOTA) son comunes, Considerando que los medicamentos rara vez se envasan en plástico de calidad no farmacéutica..
Las propias máquinas reflejan estos requisitos.. Equipos de envasado farmacéutico. debe estar diseñado para GMP: acero inoxidable (a menudo 316L), superficies lisas, ejes de transmisión sellados, grietas mínimas, y fácil limpieza. A menudo tienen capacidad CIP e instalan filtros HEPA para áreas asépticas.. Las máquinas farmacéuticas comunes incluyen:
Por el contrario, máquinas de envasado de alimentos Están optimizados para volumen y limpieza.: a menudo tienen un mayor rendimiento (bolsa en segundos) y construido para un saneamiento rápido (Capacidad CIP o lavado). El equipo típico de envasado de alimentos incluye:
Por ejemplo, Las máquinas empacadoras de bolsas prefabricadas de Jinlu son versátiles para gomitas, polvos o líquidos, y están certificados para GMP, Ceñudo, Cumplimiento de la FDA. En contraste, una línea típica de snacks podría utilizar un VFFS de varios carriles con componentes de calidad alimentaria.
A continuación se muestra un diagrama de flujo simple para ilustrar cómo un fabricante podría seleccionar maquinaria de embalaje según el tipo de producto y los requisitos.:
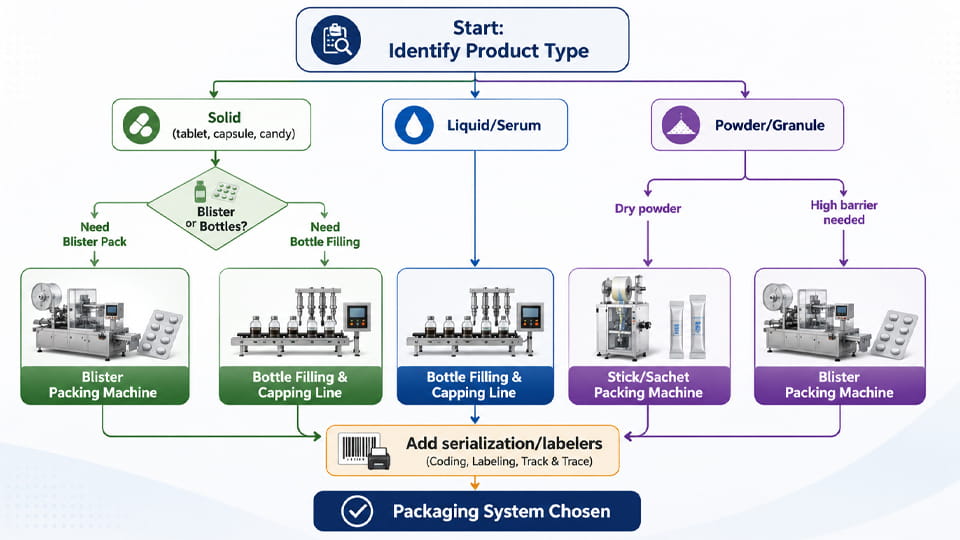
Este flujo destaca: elige el embalaje formato (ampolla vs botella vs bolsa, etc.) Basado en la forma del producto y las necesidades de estabilidad., luego elija la línea de máquina correspondiente. Por ejemplo, Las tabletas sensibles a la temperatura podrían impulsar el uso de ampollas en frío en lugar de botellas (para garantizar una barrera contra el oxígeno y la humedad.).
En diseño, Las máquinas farmacéuticas a menudo incluyen más automatización para la limpieza y la trazabilidad.. Por ejemplo, Los rellenos para inyectables funcionan bajo campanas de flujo laminar., mientras que los transportadores de alimentos pueden funcionar abiertos en una cámara fría. Ambos deben cumplir con las normas de higiene., pero el rigor y la validación difieren.
Los envases farmacéuticos exigen un etiquetado y un seguimiento extremadamente precisos. Cada paquete de medicamento suele mostrar el nombre exacto del producto., fortaleza, número de lote, fecha de expiración, y, a veces, códigos de serie únicos para seguimiento y localización (p.ej. bajo los EE.UU.. ley DSCSA). La guía de la FDA ha impuesto la serialización para muchos medicamentos, Requerir códigos de barras únicos en paquetes unitarios.. Esto garantiza que se pueda rastrear un lote retirado hasta cada artículo.. Por el contrario, Las etiquetas de los envases de alimentos deben incluir listas de ingredientes., paneles de nutrición, y peso neto según las normas de la FDA, pero generalmente no se requiere la serialización de unidades individuales (excepto quizás para ciertos suplementos o mercados).
La evidencia de manipulación también es más fuerte en el caso de los medicamentos: cada ampolla o vial a menudo tiene un sello que se destruye al abrirse.. Jinlu señala que los códigos de barras serializados y los sellos de seguridad en cada unidad son estándar en el sector farmacéutico para la lucha contra la falsificación.. en comida, Se utilizan bandas y sellos a prueba de manipulaciones. (p.ej. anillos de seguridad en botellas de refresco, sellos de inducción en tapas), pero los alimentos de una sola porción pueden depender únicamente de sellos intactos (como sellos térmicos en bolsitas) con serialización menos formal.
Los sistemas de trazabilidad en el sector farmacéutico son más digitales (registros electrónicos de lotes, Documentación GMP). La trazabilidad de los alimentos se centra en los lotes y el origen. (piense "de la granja a la mesa" por seguridad) pero a menudo es menos granular a nivel del consumidor. En resumen, El embalaje farmacéutico invierte mucho en tecnología de serialización en la línea. (impresión y escaneo de códigos de barras), Mientras que las líneas de alimentos enfatizan la velocidad del etiquetado y garantizar toda la información requerida. (p.ej. iconos de alérgenos, datos nutricionales) está impreso correctamente.

Ambas industrias avanzan hacia envases más ecológicos, pero los controladores y las soluciones difieren. En productos farmacéuticos, Hay un impulso para reducir los residuos y utilizar materiales reciclables/biodegradables siempre que sea posible.. Por ejemplo, los fabricantes están explorando monomaterial Películas blister y cartón reciclado para embalaje secundario.. Una tendencia es sustituir los encartes de papel impreso por información digital para ahorrar papel.. Sin embargo, cualquier cambio aún debe cumplir con los requisitos de estabilidad, Por lo tanto, las innovaciones a menudo comienzan en capas secundarias o terciarias..
en comida, La sostenibilidad a menudo significa envases ligeros., materiales compostables, y reducir el plástico de un solo uso. Muchas regiones están legislando contra ciertos materiales no reciclables.. Notablemente, bolsitas de condimentos (bolsas de papel de aluminio/pañuelos) están siendo eliminados gradualmente en algunos mercados por 2030 a favor de alternativas recargables o reciclables. Las grandes marcas de alimentación también buscan películas monomaterial reciclables. Ambas industrias valoran reducir la huella de carbono, pero las empresas farmacéuticas deben equilibrar los objetivos ecológicos con la necesidad primordial de protección del producto..
(Ellos): “La sostenibilidad es una tendencia importante: Las empresas están diseñando envases con materiales reciclables o biodegradables y reduciendo el exceso de embalaje.. Por ejemplo, Los papeles de cartón ahora suelen utilizar contenido reciclado., y se eligen películas monomateriales para facilitar el reciclaje”.
(Guía de salsa de tomate): “Las marcas con conciencia ecológica buscan productos más ligeros, opciones reciclables. De hecho, Algunas regiones incluso están eliminando gradualmente las bolsitas de condimentos de un solo uso. 2030, empujando a los fabricantes hacia Bolsa sostenible o soluciones recargables.."
Estas tendencias significan que los equipos también pueden adaptarse: Máquinas que pueden manipular plásticos reciclados., o líneas diseñadas para cambios de material más fáciles se están volviendo valiosas.

Al seleccionar equipos para envasado farmacéutico o de alimentos, Considere los siguientes factores:
En la práctica, trabajar con fabricantes (como Embalaje de Jinlu) para analizar estos factores. Por ejemplo, El equipo de ingeniería de Jinlu puede recomendar un llenado de botellas integrado & línea de estuchado para un nuevo suplemento, o un solución de embalaje de bolsa modular para un jarabe especial.
Jinlu Packing se especializa en soluciones de embalaje llave en mano para productos farmacéuticos y alimentos/productos nutracéuticos. Nuestra maquinaria está diseñada para cumplir con estrictos estándares GMP. (Ceñudo, FDA, Certificaciones ISO) mientras ofrece flexibilidad. Las ventajas clave incluyen:
Con 30+ años en maquinaria de envasado farmacéutico, Los líderes de la industria confían en Jinlu para entregar equipos que sin peligro y eficientemente Envasa medicamentos y alimentos por igual.. Contáctenos para discutir cómo nuestras máquinas (como Máquinas empacadoras de blister, Máquinas de contar, Máquinas estuchadoras, Embalaje de bolsitas, o Rellenos de bolsas prefabricadas) puede cumplir con sus objetivos de producción.

En conclusión, Envases farmacéuticos versus envases de alimentos tienen prioridades diferentes a pesar de que ambos apuntan a proteger los productos. El envasado farmacéutico se rige por estrictas normas GMP y hace hincapié en la esterilidad., trazabilidad, y la integridad de la barrera. El envasado de alimentos enfatiza la seguridad alimentaria (prevenir el deterioro/peligros) y practicidad (costo, conveniencia) bajo HACCP y reglas de contacto con alimentos. Opciones de materiales, diseño de maquina, y el etiquetado reflejan estas prioridades: lineas farmaceuticas a menudo se ejecuta en entornos controlados con serialización, mientras líneas de comida correr a alta velocidad con diseño sanitario.
Al comprender estas diferencias, Los ingenieros de embalaje y los compradores pueden elegir las soluciones adecuadas.. Por ejemplo, un fabricante de medicamentos podría seleccionar una línea de blíster de alta barrera con serialización integrada para cumplir con las normas de la FDA y la UE.. Un productor de snacks podría elegir un VFFS de varios carriles por razones de eficiencia, garantizar que las películas estén aprobadas por la FDA. Ambos pueden encontrar la tecnología adecuada.: Jinlu Packing ofrece máquinas diseñadas para ambos mundos, desde ampollas que cumplen con GMP hasta sistemas de bolsas flexibles. Al final, Satisfacer las necesidades de seguridad y calidad del producto final, respetando al mismo tiempo las normas de cada industria, es el objetivo clave de cualquier sistema de embalaje..
El envasado farmacéutico prioriza la estricta esterilidad y el cumplimiento normativo. Por lo general implica una barrera más alta., Materiales de calidad médica y características a prueba de manipulaciones para proteger los medicamentos según las normas cGMP.. El envasado de alimentos prioriza la frescura y la seguridad (prevenir el deterioro/peligros) bajo HACCP y regulaciones de contacto con alimentos, A menudo se utilizan materiales más ligeros o reciclables..
La Ley de Seguridad de la Cadena de Suministro de Medicamentos (DSCSA) y leyes similares exigen números de serie únicos en paquetes de medicamentos individuales para permitir el seguimiento a lo largo de la cadena de suministro. Esto ayuda a prevenir medicamentos falsificados y permite retiros precisos.. Estos requisitos no existen para la mayoría de los alimentos., por lo que el rastreo serializado generalmente no se realiza a nivel de unidad en el envasado de alimentos.
algunas maquinas (como empacadoras de blister o llenadoras de bolsas) Se puede utilizar en ambas industrias si se limpia y valida adecuadamente.. Por ejemplo, Las máquinas blister de Jinlu envasan tanto comprimidos como porciones de comida. (apretura, bocadillos) cambiando materiales y entornos. Sin embargo, El equipo debe desinfectarse completamente entre usos y puede necesitar actualizaciones. (como filtros HEPA adicionales o documentación GMP) para cumplir con los estándares farmacéuticos.
En los EE.UU., Todos los componentes del embalaje de alimentos deben ser sustancias en contacto con alimentos aprobadas por la FDA. (FCS) antes de comercializar. Esto significa cualquier plástico., revestimiento, tinta, o adhesivo en contacto con alimentos debe estar en una lista de la FDA o notificado. Las etiquetas y los envases también deben seguir las normas de etiquetado de alimentos de la FDA. (lista de ingredientes, datos nutricionales). Los fabricantes de alimentos utilizan HACCP y GMP para garantizar procesos de envasado seguros.
Elija en función del producto y las necesidades de producción.. Las empacadoras de bolsas prefabricadas utilizan materiales preimpresos., Bolsas resellables y son ideales para productos especiales o de alta barrera. (p.ej. vitaminas, jugos) con cambios rápidos. Las máquinas VFFS forman bolsas sobre la marcha a partir de rollos de película y destacan en alta velocidad, tiradas de gran volumen de productos estándar (bocadillos, polvos) a menor costo de material. Evalúa el formato de tu bolso, necesidades de rendimiento, y requisitos de flexibilidad para decidir.
Referencias:
1.Buenas prácticas de fabricación actuales (CGMP) Reglamentos | FDA -- A NOSOTROS. Administración de Alimentos y Medicamentos
2.21 Parte CFR 211 – Subparte G – Control de embalaje y etiquetado —— Instituto de Información Jurídica
3.Embalaje & Sustancias en contacto con alimentos (FCS) -- A NOSOTROS. Administración de Alimentos y Medicamentos
4.Buenas prácticas de fabricación y distribución —— Comisión Europea
5.Buenas prácticas de fabricación actuales (CGMP) para alimentos y complementos dietéticos -- A NOSOTROS. Administración de Alimentos y Medicamentos