İçinde ilaç üretimi, tablet sıkıştırması yüzeyde basit görünüyor; toz içeri giriyor, tabletler çıkıyor. Ancak tablet baskı makinesiyle çalışmış olan herkes gerçeğin çok farklı olduğunu bilir.. Granül akışında küçük değişiklikler, nem seviyesi, takım durumu, veya makine hızı, üretimi yavaşlatan ve israfı artıran kalite sorunlarına hızla yol açabilir.
Sınırlama gibi sorunlar, yapışkan, toplama, ağırlık değişimi, veya zayıf tablet sertliği tablet sıkıştırması sırasında yaygındır. Bu sorunlar yalnızca ürünün görünümünü etkilemez, ancak dozaj doğruluğunu da etkileyebilir, çözünme performansı, paketleme verimliliği, ve düzenleyici uyumluluk. Yoğun bir üretim ortamında, Küçük bir sıkıştırma sorunu bile partilerin reddedilmesine neden olabilir, makine aksama süresi, ve ekstra bakım maliyetleri.
Üretim yöneticileri için, satın alma ekipleri, ve farmasötik ekipman alıcıları, Bu tablet sıkıştırma sorunlarının ardındaki temel nedenleri anlamak önemlidir. İyi haber şu ki, çoğu sıkıştırma hatası, formülasyon kullanıldığında önlenebilir., granülasyon süreci, takımlama, ve tablet baskı parametreleri birlikte düzgün çalışıyor. Bu makalede, en yaygın olanları inceleyeceğiz tablet sıkıştırma sorunları ilaç üretiminde, bunların neden olduğunu açıkla, ve bunları çözmenin pratik yollarını paylaşın. İster bir işletin yüksek hızlı döner tablet presi veya komple bir tablet üretim hattını yönetin, bu sorun giderme ipuçları tablet kalitesini artırmaya ve üretim kesintilerini azaltmaya yardımcı olabilir.

Tablet sıkıştırması katı doz farmasötik üretiminde kritik bir adımdır, toz veya granül formülasyonların kalıplara doldurulduğu ve zımbalar ve yüksek basınç kullanılarak tabletler halinde sıkıştırıldığı yer. Çoğu üretim hattında döner tablet presleri kullanılır, dönen bir taret üzerinde birden fazla istasyona sahip olan. Her istasyonda bir üst zımba bulunur, daha düşük bir yumruk, ve bir ölüm. Süreç genellikle iki aşamadan oluşur: ön sıkıştırma (tozu hazırlayan hafif bir ön doldurma kuvveti) ve ana sıkıştırma (tableti oluşturan son yüksek kuvvet).

Üreticiler ayrıca formülasyon ve granülasyon kalitesini de dikkate almalıdır. Örneğin, Düzgün kalıp dolumu için iyi toz akışı şarttır. Granüller genellikle boyutlandırılmıştır (örneğin. <20% kalıp çapı) ayrışmayı önlemek için. Toz karışımı genellikle API'ler içerir, bağlayıcılar, yağlayıcılar, ve düzgün bir şekilde sıkıştırılmasına ve kalıptan çıkarılmasına yardımcı olan akış arttırıcılar. Sıkıştırmadan sonra bile, toz giderici veya tablet parlatıcı genellikle ince tanecikleri gidermek ve tablet görünümünü iyileştirmek için kullanılır. Pratikte, tabletler baskıdan çıktıktan sonra, A tablet toz giderme makinesi Pres ile kaplama/paketleme hattı arasına monte edilen tesis titreşecek ve gevşek toz ve parçaları süpürecek, temizliğin sağlanması, tozsuz tabletler.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
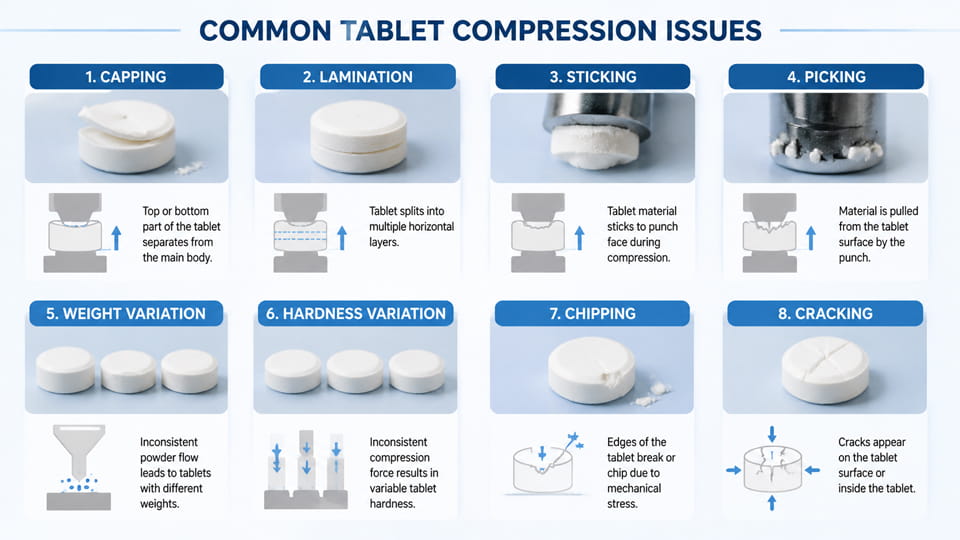
Tablet sıkıştırması sırasında, çeşitli kusurlar ortaya çıkabilir. Aşağıda en sık karşılaşılan sorunları ele alıyoruz, tipik nedenleri, ve pratik çözümler.
Neye benziyor: Sınırlama, üst kısmın (veya alt) bir tabletin kırılması, ana tablet gövdesinden ayrılmış bir "kapak" gibi görünüyor. Laminasyon, bir tabletin iki veya daha fazla yatay katmana bölünmesidir. Her iki kusur da genellikle tabletin sıkıştırma sırasında birbirine tam olarak bağlanmadığı anlamına gelir.
Yaygın Nedenler: Sınırlama sıklıkla şunlardan kaynaklanır: hava sıkışması ve zayıf parçacık bağlanması. Zımbalar tozu sıkıştırdığında, kalıbın üst veya ortasındaki hava cepleri düzgün konsolidasyonu engelleyebilir. Yüksek taret hızı (kısa kalma süresi) ve çok yüksek sıkıştırma kuvveti bu sorunu daha da kötüleştirebilir. Ek olarak, elastik veya çok düşük yoğunluklu bileşenler (örneğin. bazı elastik bağlayıcılar) sıkıştırmadan sonra "geri dönebilir", katmanların ayrılmasına neden oluyor. Granülasyonda çok az bağlayıcı veya çok düşük nem de parçacıklar arası bağlanmayı zayıflatır.
Çözümler: Kapatmayı ve laminasyonu önlemek için, sıkışan havanın kaçmasına yardımcı olun ve yapışmayı iyileştirin. Kullanma konik zımba/kalıp profilleri havalandırmanın daha kolay yapılmasını sağlar. Kulenin yavaşlatılması (kalma süresinin arttırılması) veya hafif bir ön sıkıştırma kuvveti eklemek, son sıkıştırmadan önce kalıba daha fazla malzeme iter. Ana sıkıştırma kuvvetinin hafifçe azaltılması aşırı sıkıştırmayı da önleyebilir. Tablet nemini ve bağlayıcıyı kontrol edin: sırasında bir dokunuş daha fazla nem ekleyerek ıslak granülasyon veya bağlayıcı içeriğinin arttırılması yapışmayı geliştirebilir. Özetle, zımba/kalıp şeklinin ve pres parametrelerinin ayarlanması (ve aşınmış takımların değiştirilmesi) sıkışan havanın kaçmasına izin verir ve kapatmayı büyük ölçüde azaltır.
Neye benziyor: Yapışma, zımba yüzeyine toz yapıştığında meydana gelir, malzeme kalıntısı veya tamamlanmamış bir tablet yüzeyi bırakmak. Toplama, kabartmalı logo veya işaretlerin çevresinde meydana gelen bir yapıştırma şeklidir; zımbadaki yükseltilmiş tasarım tozu tutar, tablette kusur bırakmak. Her ikisi de pürüzlü yüzlere ve bazen eksik kenarlara sahip tabletlerle sonuçlanır.
Yaygın Nedenler: Toz ve zımba arasındaki yüksek sürtünme veya yapışkanlık ana suçludur. Çoğu zaman bu tetiklenir aşırı nem veya yüksek nem. Granüller çok ıslaksa veya sıkıştırma odası nemliyse, parçacıklar zımba yüzeyine film oluşturabilir. Aynı şekilde, yetersiz yağlayıcı karışımda hiçbir şeyin tozun yumruklardan kaymasına yardımcı olmadığı anlamına gelir. Sıkıştırma kuvveti çok düşükse, tabletler az sıkıştırılmış olabilir ve yapışabilir; tersine, çok yüksek kuvvet tozu hafifçe ısıtıp yapışkan hale getirebilir.
Çözümler: Serbest bırakmayı iyileştirin ve yapışmayı azaltın. Birinci, uygun şekilde muhafaza etmek çevre kontrolü: Gerekirse pres alanının nemini alın ve granül nemini spesifikasyon dahilinde tutun. Karışımın yeterli yağlayıcı içerdiğinden emin olun (tipik olarak %0,5-2 magnezyum stearat veya benzeri) ve iyice karıştırıyoruz (ama aşırı değil) böylece parçacıklar kaplanır. Polonyalı yumruk yüzleri çizikleri gidermek için düzenli olarak, ve uygun bir zımba cilası veya yapışmaz kaplama uygulamayı düşünün. Yapışma devam ederse, hafif parametre ayarlamalarını deneyin: bazen baskı hızında küçük bir artış (daha kısa temas süresi) veya sıkıştırma kuvvetindeki bir azalma tabletlerin yapışmadan önce çıkmasına yardımcı olabilir.
Neye benziyor: Tabletlerin sıkı bir spesifikasyon dahilinde eşit ağırlıkta olması gerekiyor. Ağırlık değişimi yüksek olduğunda, aynı partiden tabletler fark edilir derecede hafif veya ağır çıkıyor, Doz tutarsızlığı riski.
Yaygın Nedenler: Aşırı varyasyon genellikle şunlardan kaynaklanır: tutarsız kalıp doldurma. Döner presler tipik olarak hacme göre dozlama yapar, dolayısıyla toz kütle yoğunluğundaki veya dolum dinamiklerindeki herhangi bir değişiklik ağırlık kaymalarına neden olur. Yaygın sorunlar arasında zayıf akışkanlık yer alır (köprüleşmeye veya eşit olmayan beslemeye yol açar), karışık tozların ayrılması (kaba parçacıklar daha hızlı doluyor), veya aşınmış/yanlış hizalanmış besleme çerçevesi (düzensiz bir toz beslemesi sağlamak). Presin çok hızlı çalıştırılması, her kalıbın dolması için yeterli zaman tanınmaması nedeniyle durumu daha da kötüleştirebilir..
Çözümler: Toz akışını ve yem tutarlılığını iyileştirin. Homojen bir karışım elde etmek için granülasyonu optimize edin, serbest akışlı karışım. Kayganlaştırıcılar ekleyin (örneğin. kolloidal silika) veya yapışmayı ve köprü kurmayı azaltan topaklanma önleyici maddeler. Akışı kontrol etmek için besleme çerçevesi ayarlarını yapın ve hazneye saptırma plakaları takın. Kullanmayı düşünün zorla beslemeli yumruklar (alt zımbanın kalıbı aktif olarak doldurmak için yükseldiği yer) veya toz yavaşsa vakum destekli dolum. Kule hızının düşürülmesi (daha fazla doldurma süresi vermek) genellikle varyasyonu azaltır. Kısacası, her kalıbın sürekli olarak aynı miktarda toz aldığından emin olun; bu, besleme mekanizmasının veya pres hızının değiştirilmesi anlamına gelebilir.
Neye benziyor: Sertlik (veya kırma kuvveti) bir tabletin ezilmeye karşı direncidir. Tabletler çok yumuşaksa, çip yapabilirler, kırmak, veya yüksek kırılganlık sergilemek (kolayca ufalanır). Eğer çok zorsa, kaplamaya direnebilirler veya yavaşça çözün. Gevreklik testleri (yuvarlanan tabletler ve kilo kaybının ölçülmesi) genellikle kenarlarda kırılma veya tozlanma ortaya çıkar.
Yaygın Nedenler: Sertlik öncelikle şu şekilde kontrol edilir: sıkıştırma kuvveti ve formülasyon. Düşük sıkıştırma kuvveti veya çok az bağlayıcı yumuşak akmaya neden olur, kırılgan tabletler. Diğer taraftan, aşırı yüksek kuvvet, çatlayan veya parçalanmaya direnen çok sert tabletler oluşturabilir. Örneğin, Bir endüstri kaynağı, çok yüksek fırlatma kuvvetinin olduğunu belirtiyor (aşırı sıkıştırmadan) çok sert tabletlere yol açabilir, çatlaklara veya yavaş parçalanmaya neden olur. Tablet ağırlığındaki değişiklik aynı zamanda sertlik değişimine de neden olur: daha hafif tabletler daha incedir/daha yumuşaktır, daha ağır olanlar daha kalın/daha sert.
Çözümler: Sıkıştırmayı ve bağlamayı ayarlayın. Hedef sertliğe ulaşmak için ana sıkıştırmayı ayarlayın (genellikle bir sertlik test cihazında ölçülür). Formülasyonu değiştirin: ciltleyici ekleme veya optimize etme (örneğin. PVP, HPMC, veya nişasta) parçacıklar arası bağı arttırır. Granül nemini kontrol edin, hafif nemli granüller genellikle daha güçlü tabletler ürettiğinden (ancak aşırı ıslatmaya dikkat edin). Aşınmış ejektör bıçaklarını değiştirin ve düzgün bir tahliye sağlayın; sert bir fırlatma darbesi tabletleri çatlatabilir. Kırılganlık yüksekse, tabletlerin çok zayıf olup olmadığını kontrol edin; biraz daha fazla sıkıştırma kuvvetine veya daha fazla bağlayıcıya ihtiyacınız olabilir. Denge önemlidir: Kullanıma dayanabilecek kadar sert ancak çözünme testlerini geçemeyecek kadar sert olmayan tabletleri hedefleyin.
Başka kusurlar meydana gelebilir. Kenar kırılması veya çatlaklar genellikle tabletler fırlatıldıktan sonra aniden genişlerse veya kalıplar düzse meydana gelir. Çift gösterim (hayalet görselleri) tipik olarak gevşek takım kullanımından veya zımbanın mekanik olarak tekrarlanmasından kaynaklanır. Beneklenme veya renk değişimi (kaplanmamış tabletlerde) renkli yardımcı maddeler ayrılırsa oluşabilir. Bunlar genellikle yukarıdaki nedenlerle ilgilidir: Örneğin, kenar kırılması aşırı sıkıştırmadan veya çok kuru granüllerden kaynaklanabilir, ve bu sorunun çözümü küçük bir yağlayıcı veya bağlayıcı madde ayarlaması gerektirebilir.
Pratikte, yapılandırılmış bir sorun giderme yaklaşımı faydalıdır. Örneğin, Bir kusur göründüğünde baskıyı durdurun ve son değişiklikleri gözden geçirin (yeni partiler gibi, hız değişti, veya bakım). Aletleri ve çalışma koşullarını kontrol edin, ve her seferinde bir faktörü düzeltin. Birçok üretici temel parametrelerin grafiğini çiziyor (tablet ağırlığı, kalınlık, sertlik, vesaire.) trendlerin ortaya çıktığını görebilmeleri için gerçek zamanlı olarak. Tabletlerin görsel muayenesi (yüzey kalitesi, kenarlar) aynı zamanda çok önemli. Bu sistematik yöntem – gözlemleyin, izole etmek, ayarlama – temel nedeni hızlı bir şekilde daraltır.
Çeşitli yukarı yönlü faktörler sıkıştırma sonuçlarını etkiler:
Uygun tablet presi bakımı aynı zamanda çok önemli. Bakımlı bir makine – temizlenmiş, yağlanmış, ve kalibre edilmiş – kusur üretme olasılığı çok daha azdır. Aşınmış zımbaları ve kalıpları tablet kalitesini bozmadan değiştirin. Düzenli bir temizlik programını belgeleyin (toz birikiminin giderilmesi) ve teknisyenlerin her çalışmadan önce ayarları doğrulamasını sağlayın.

Sağlam önleyici tedbirlerin benimsenmesi kusurları uzak tutar:
Deniz kızı akış şeması: Nasıl teşhis konulacağını gösteren bir karar ağacı tablet kusurları belirli parametreleri kontrol ederek (kusur türü → olası neden → düzeltici eylem).

Kapaklama gibi tablet sıkıştırma kusurları, yapışkan, ağırlık değişimi, ve ufalanabilirlik yaygın olarak karşılaşılan zorluklardır ancak etkili bir şekilde yönetilebilir. Her sorun genellikle formülasyon özelliklerinden kaynaklanmaktadır., makine ayarları, veya çevresel faktörler. Temel nedeni metodik olarak belirleyerek ve ardından baskı parametrelerinde ince ayar yaparak, rafine granülasyonu, nemi kontrol etmek, ve ekipmanı en iyi durumda tutmak – üreticiler kusurları düzeltebilir. Düzenli süreç içi kontroller (tablet ağırlığı, sertlik, kalınlık, vesaire.) trendleri erken yakalayacak. Bu en iyi uygulamaların uygulanması, baskı makinesinden çıkan tabletlerin kalite standartlarını tutarlı bir şekilde karşılamasını sağlamaya yardımcı olur, Atığı azaltmak ve düzenleyici beklentileri karşılamak.
Tablet yapışması gibi sorunlarla karşılaşıyorsanız, kaplama, ağırlık değişimi, veya dengesiz tablet sertliği, sağ tablet sıkıştırma ekipmanları ve üretim kurulumu büyük bir fark yaratabilir. Şu tarihte: Jinlu Paketleme, farmasötik ve nutrasötik üreticilerinin güvenilir çözümlerle tablet kalitesini artırmalarına yardımcı oluyoruz döner tablet pres makineleri, özelleştirilmiş sıkıştırma çözümleri, ve profesyonel teknik destek.
İster mevcut bir üretim hattını yükseltiyor olun ister yeni bir tablet üretim projesi planlıyor olun, ekibimiz ürün türünüze göre doğru tablet baskı makinesini seçmenize yardımcı olabilir, çıktı gereksinimleri, ve GMP standartları. Ürünlerimizi keşfedin tablet baskı çözümleri veya bugün bizimle iletişime geçin tablet sıkıştırma zorluklarınızı mühendislik ekibimizle tartışmak için.
En yaygın tablet sıkıştırma sorunları arasında sınırlama yer alır, laminasyon, yapışkan, toplama, ağırlık değişimi, kırılganlık sorunları, ve tutarsız tablet sertliği. Bu problemler genellikle granül kalitesiyle bağlantılıdır., makine ayarları, takım durumu, veya çevresel faktörler.
Tablet kapağı, tabletin üst veya alt kısmının sıkıştırıldıktan sonra ayrılmasıyla oluşur. Yaygın nedenler arasında sıkışan hava yer alır, aşırı kurutulmuş granüller, yetersiz bağlayıcı, aşırı makine hızı, veya yanlış sıkıştırma kuvveti. Uygun granülasyon ve ön sıkıştırma ayarları, sınırlamanın azaltılmasına yardımcı olabilir.
Tablet sıkıştırması sırasında formülasyon malzemesi zımba yüzeylerine veya kalıp duvarlarına yapıştığında yapışma meydana gelir. Toplama, genellikle kabartmalı logoları veya oyulmuş zımbaları etkileyen özel bir yapıştırma türüdür.. Yüksek nem içeriği, yetersiz yağlama, kaba takım yüzeyleri, ve yapışkan maddeler yaygın nedenlerdir.
Ağırlık değişimine genellikle zayıf toz akışı neden olur, tutarsız kalıp doldurma, veya dengesiz besleyici hızı. Granül akışkanlığının iyileştirilmesi, parçacık boyutu dağılımının kontrol edilmesi, ve besleyici ayarlarının optimize edilmesi, üretim sırasında tutarlı tablet ağırlığının korunmasına yardımcı olabilir.
Tablet sertliği ürün dayanıklılığını doğrudan etkiler, paketleme performansı, parçalanma süresi, ve çözünme davranışı. Çok yumuşak tabletler kullanım sırasında kırılabilir, aşırı sert tabletler çok yavaş çözülebilirken. Uygun sıkıştırma kuvveti ve dengeli formülasyon tasarımı, kararlı sertlik kontrolü için kritik öneme sahiptir.
Granül kalitesi tablet sıkıştırma performansında önemli bir rol oynar. Akışkanlığı zayıf olan granüller, düzensiz parçacık boyutu, aşırı nem, veya düşük sıkıştırılabilirlik yapışma gibi kusurlara yol açabilir, kaplama, ve ağırlık değişimi. Yüksek kaliteli granülasyon, tablet tutarlılığını ve üretim verimliliğini artırır.
Sıkıştırma odasındaki sıcaklık ve nem, tablet kalitesini önemli ölçüde etkiler. Yüksek nem yapışma sorunlarını artırabilir, aşırı kuru koşullar kırılganlığa veya kapaklanmaya neden olabilir. Çoğu üretici, tablet sıkıştırma performansını dengelemek için kontrollü nem seviyelerini korur.
Kusurları önlemek ve istikrarlı üretim sağlamak için tablet zımbaları ve kalıpları düzenli olarak incelenmeli ve bakımı yapılmalıdır.. Aşınmış veya hasarlı takımlar yapışmaya neden olabilir, kötü tablet görünümü, tutarsız ağırlık, ve artan kesinti süresi. Farmasötik üretim hatları için önleyici bakım programları şiddetle tavsiye edilir.
Tablet sıkıştırma verimliliğinin artırılması genellikle optimize edilmiş formülasyonların bir kombinasyonunu gerektirir., uygun granülasyon, kararlı makine ayarları, eğitimli operatörler, ve düzenli ekipman bakımı. Tablet ağırlığının gerçek zamanlı izlenmesi, sertlik, ve kalınlık aynı zamanda sorunların büyük üretim partilerini etkilemeden önce erken tespit edilmesine yardımcı olur.
Referanslar:
1.TABLETLERİN ÜRETİM HATALARI – BİR İNCELEME —— İlaç Dağıtımı ve Tedavi Dergisi (JDDT)
2.Farmasötik Tablet Sıkıştırmasında Yapıştırma ve Toplama: Bir IQ Konsorsiyum İncelemesi —— ScienceDirect
3.ICH Q10 Farmasötik kalite sistemi – Bilimsel kılavuz —— Avrupa İlaç Ajansı
4.Tablet formülasyonlarında yağlama —— Ulusal Tıp Kütüphanesi
5.Tablet Tasarımı Sayesinde Yapışmayı ve Toplama Sorununu Çözmek —— Eczacılık
6.Tablet kapatma ve laminasyon anlayışını ilerletme: sistematik bir inceleme —— ScienceDirect