Blister ambalaj makineleri plastik veya alüminyum levhaları kalıplayarak ceplere yerleştiren ve hapları veya kapsülleri içine kapatan ilaç endüstrisinin en güçlü işçileridir. Ancak herhangi bir karmaşık ekipman gibi, üretimi durduran engellere çarpabilirler. Yaygın kabarcıklı Makine Sorunları zayıf veya sızdıran contaları içerir, yanlış biçimlendirilmiş boşluklar, boş cepler (sıkışmalar veya kaçırılan beslemeler), ve aksama süresine neden olan makine aşınması. Endüstri uzmanlarının belirttiği gibi, Sızdırmazlık hataları en kritik kusurlar arasındadır çünkü ilaç güvenliğini doğrudan tehlikeye atıyorlar. Pratikte, hakkında 90% standart kabarcık kusurlarının sayısı "Üç T"ye indirgenir: yanlış ayarlanmış Sıcaklık, Zaman, veya Tansiyon süreçte.
Bu kılavuzda her önemli sorunun üzerinden geçeceğiz - bunun neden olduğu ve nasıl düzeltileceği. Sonunda, Blister makinenizin sorunsuz çalışmasını sağlamak için net adımlara ve önleyici ipuçlarına sahip olacaksınız (veya daha gelişmiş bir çözümün gerekli olup olmadığına karar verin).
Sorun 1: Zayıf veya Tutarsız Sızdırmazlık
- Belirtiler: Kapatma folyosu oluşan boşluklara tam olarak yapışmıyor. Sızıntı testinde boya sızdıran kabarcıklı ambalajları veya kolayca soyulan folyoyu görebilirsiniz.. Bazı contalar kısmi görünebilir veya boşluklar içerebilir. Bu kusurlar steriliteyi tehlikeye atar ve tüm partilerin hurdaya çıkarılmasını gerektirir.
- Nedenler: Yanlış ısı yalıtım parametreleri olağan suçludur. Conta sıcaklığı çok düşükse, Folyonun ısıyla yapışan katmanı erimez ve yapışmaz; çok yüksek, ve plastik film küçülebilir veya yanabilir. Düzensiz sızdırmazlık basıncı (çarpık plakalar veya yanlış ayarlanmış yaylar nedeniyle) yerel boşluklara neden olur. Yapıştırıcı kalıntısı veya tablet tozu gibi sızdırmazlık kalıbındaki kirlenme tam teması önler. Düşük kaliteli veya nemli folyo da zayıf yapışma sağlar.
- Çözümler:
- Sıcaklığı Ayarla & Basınç: Plaka sıcaklıklarını doğrulamak için kontak termometresi kullanın (yalnızca makine okumasına güvenmeyin). Malzeme yönergelerini takip edin (örneğin. 140PVC/Alu paketler için –160°C). Test mühürlerini çalıştırırken ayar noktası civarında ±2–5°C kadar ince ayar yapın.
- Sızdırmazlık Kalıplarını Kontrol Edin: Kalıpları ve plakaları her vardiyada temizleyin; yapıştırıcı veya film kalıntısını izopropanol ile çıkarın. olabilecek çizik veya korozyon olup olmadığını kontrol edin. sızıntılara neden olmak. Eğrilmişse kalıpları değiştirin veya yeniden taşlayın.
- Süreci Optimize Etme: Tüm genişlik boyunca eşit basınç sağlayın. Aşınmış basınç silindirlerini veya yaylarını inceleyin ve değiştirin. Yalnızca yüksek kaliteyi kullanın, kuru folyo stoğu – nemli ortamlarda ön-kuru film (örneğin. 40–60°C, 30–60 dakika). Sızdırmazlık parametrelerini belgeleyin ve sapmayı yakalamak için rutin soyulma mukavemeti testleri yapın.
Örneğin, standart bir PVC/Alu kabarcık hattında, optimum ısıl yapışma bölgesi genellikle 150°C civarındadır. ±3°C'lik bir hata sızdırmazlık gücünü yarıya indirebilir. Sıcaklık profillerini kalibre ederek ve günlüğe kaydederek, operatörler tutarlı mühür bütünlüğünü koruyabilir.

Sorun 2: Yanlış Şekillendirme (Çöken veya Düzensiz Boşluklar)
- Belirtiler: Isıyla şekillendirilmiş plastik kabarcık boşlukları deforme olmuştur. Çok sığ boşluklar görebilirsiniz, tablet ağırlığı altında çöktü, veya eşit olmayan derinliklere ve incelen duvarlara sahip. Düzensiz cepler tabletlerin kaymasına neden olur, Dolum sayımı alarmlarını veya çalışma ortasında duraklamaları tetiklemek.
- Nedenler: Şekillendirme istasyonu eşit ısıtma ve vakuma dayanır. Isıtma plakasının kalibrasyonu bozuksa, sıcaklık oluşumu sürüklenebilir. PVC film oluşturan plakadaki ±3°C'lik küçük bir sapma bile boşluk derinliğinde ve duvar kalınlığında önemli bir değişikliğe neden olur. Diğer nedenler arasında zayıf vakum yer alır (kirli filtreler, sızıntılar), aşınmış fiş destek pimleri (eğer kullanılırsa), veya kirlenmiş kalıp yüzeyleri (boşluklara yapışan plastik veya folyo).
- Çözümler:
- Sıcaklığı Doğrula: Şekillendirme plakasında kalibre edilmiş bir kızılötesi veya temas termometresi kullanın. Plaka yüzeyi ayar noktasından ~2°C'den fazla sapmışsa PID kontrol cihazını ayarlayın. Tam kavite oluşumunu doğrulamak için hedef ürünlerle kısa bir deneme yapın ve filmi düzeltin.
- Vakum Sisteminin Bakımı: Vakum pompası çıkışını ve vakum hatlarını kontrol edin. Vakum filtrelerini düzenli olarak temizleyin veya değiştirin. Kalıptaki vakum kanallarının engellenmediğinden emin olun.
- Kalıpları İnceleyin ve Temizleyin: Film kalıntısını gidermek için her vardiyada boşluk plakalarını silin. Fiş pinlerini kontrol edin (varsa) doğru zamanlama için – aşınmış veya yanlış zamanlanmış bir tapa, çok erken bastırıldığında boşluğun çökmesine neden olabilir. Fiş filmle zamanından önce temas ederse aşınmış fişleri veya kam burçlarını değiştirin.
- Uygun Film Kullanın: Kalıbınız için doğru film kalınlığını ve türünü kullandığınızı doğrulayın. Yeni bir film partisi, plastikleştirici içeriği nedeniyle biraz farklı bir sıcaklık profiline ihtiyaç duyabilir.
Uç: Şekillendirme ayarlarını film partisine göre belgelemeye devam edin ve kabarcıkların çökmesini önlemek için malzemeyi her değiştirdiğinizde yeniden nitelendirin.
Sorun 3: Film Yırtılması veya Kırışması
- Belirtiler: Şekillendirme sırasında veya sonrasında, plastik film (PVC/PVDC veya PET) veya folyo tabakasında yırtıklar oluşur, çatlaklar, veya iğne delikleri. Karşı tarafta, kapatma folyosunun altında kırışıklıklar veya hava cepleri görebilirsiniz. Bunlar paket sızıntılarına veya kozmetik kusurlara yol açar.
- Nedenler: Aşırı ısı veya gerginlik baş şüphelilerdir. Şekillendirme veya kapatma sıcaklığı çok yüksekse, film aşırı yumuşayabilir ve çok fazla gerilebilir, incelmesine veya yırtılmasına neden oluyor. Aynı şekilde, düzensiz film gerilimi (kötü çözme kontrolünden veya yanlış hizalanmış silindirlerden) ağ çekilirken kırışmaya ve hatta yırtılmaya neden olur. Ani sıcaklık artışları veya hatalı soğutma da filmi zayıflatabilir.
- Çözümler:
- Sıcaklığı Optimize Edin: Şekillendirme/kapatma sıcaklıklarının filminiz için spesifikasyonlara uygun olduğundan emin olun. Örneğin, Sürekli film hasarı görürseniz bölge sıcaklıklarını azaltın. Bölgeli ısıtma kullanın (merkezde daha yüksek, kenarlarda daha düşük) sıcak noktalardan kaçınmak için.
- Gerginliği ve Hizalamayı Ayarlayın: Çözme gerilimi ayarlarını kontrol edin. Folyo rulosunun gerginliği düz kalacak kadar sıkı olmalı, ancak ağı gerecek kadar da sıkı olmamalıdır. Makara kılavuzunun hizalamasını kontrol edin; biraz yanlış hizalanmış bir kılavuz bile dalga oluşturabilir. Makaralar veya rakkas kollarındaki aşınmış yatakları değiştirin.
- Doğru Film İşlemeyi Kullanın: Filmlerin uygun şekilde saklandığından ve ön koşullandırıldığından emin olun. Çalıştırmadan önce tozları gidermek için film yüzeyini silin. Yüksek nemli alanlarda PVC/PET filmi kısa bir süre için önceden ısıtmayı düşünün. Malzeme kusurlarını önlemek için sertifikalı film tedarikçileri kullanın.
*Örnek: Folyo kırışıklıkları için yaygın bir çözüm, folyo şaftındaki freni ayarlamaktır. Biraz daha yüksek frenleme, folyo gevşekliğini azaltarak kırışıklıkları düzeltebilir. Gerilim sensörlerini koruyun (dansçılar) iyi durumda – yatakları aşınmadan önce değiştirin.
Sorun 4: Ürün Besleme Hataları (Yanlış beslemeler, Çift Besleme, Sıkışmalar)
- Belirtiler: Bazı ceplerde tablet veya kapsüller eksik olabilir (boş boşluklar), veya bazı ceplerde iki ürün bulunur (çift besleme). Alternatif olarak, tabletler besleme tavasında veya kanallarda köprü oluşturur veya sıkışır, aralıklı duruşlara neden oluyor. Ağır vakalarda, besleme hatası alarmları nedeniyle hat durabilir.
- Nedenler: Besleme sorunları, besleyici hızı ile makine indeksleme arasındaki uyumsuzluklardan kaynaklanmaktadır, veya besleyici mekanizmasının kendisinden. Fırça veya titreşim besleyici indekse göre çok hızlı çalışıyorsa, tabletler cepleri atlayabilir veya birikebilir. Yüksek statik (örneğin. nemli koşullar) tabletlerin birbirine veya hazneye yapışmasına neden olabilir. Aşınmış besleme rayları veya kalıplardaki çapaklar da ürünleri sıkıştırabilir, besleyicide kalan kalıntılar tabletleri yanlış yönlendirebilir.
- Çözümler:
- Besleyiciyi Senkronize Et: Her geçişte, kabarcık indeksi döngüsüne uyacak şekilde besleyici hızını yeniden kalibre edin. Her ürün partisi için doğru oranı not edin. Çok kafalı veya kanal besleyici kullanılıyorsa, dengeli ve engelsiz olduğundan emin olun.
- Nem Kontrolü/Statik: Üretim alanının bağıl nemini @-60 civarında tutun. Köprüleme devam ederse, anti-statik bir fırça takın veya hazneye şartlandırılmış hava kullanın. Besleyici bileşenlerini her çalıştırmadan önce temizleyin.
- Aletleri ve Besleyiciyi İnceleyin: Besleme disklerini kontrol edin, hazneler, ve tabletlere takılabilecek aşınma veya hasara ilişkin kılavuzlar. Yonmuş veya keskin kenarları değiştirin. Besleyici yolundaki ürün artıklarını temizleyin. Görsel incelemeyi kullanın (örneğin. bir kamera sensörü) GMP izin veriyorsa her boşluğun doldurulduğunu doğrulamak için.
Not:* Blister hatları genellikle mühürleme istasyonunun yakınında bir boş boşluk dedektörü içerir. Fakat, amaç şu ** boşaltmaları önle – ör.. eğer boşluk boşsa, bu genellikle besleyicinin yukarı yönde yanlış beslendiği anlamına gelir. Düzenli besleyici ayarları ve sensör kontrolleri bu hataların ortadan kaldırılmasına yardımcı olur.

Sorun 5: Boş Blister Cepler (Eksik Ürünler)
- Belirtiler: Boşluğun içinde tablet veya kapsül bulunmayan, ancak folyo ile kapatılmış bitmiş kabarcıklar. Bunlar tespit edilip reddedilmelidir. Sahte boşluklar besleme senkronizasyonu sorunlarını gösterir.
- Nedenler: Temel olarak, boş cepler bir tür besleme hatasıdır. Besleyicinin ürünü oluşturulmuş bir boşluğa düşürmemesi durumunda ortaya çıkarlar. Sebepler şunları içerir:: ürün besleyiciden serbest bırakılmadı (statik tutunma, yanlış zamanlama), Bir ürünün yerinden çıkmasına neden olan bir sıkışma, veya haznenin anlık olarak boş kalması. Sensör arızaları da yanlış sayımlara neden olabilir (örneğin. bir fotosensör bir ürünü saymayı atlıyor).
- Çözümler:
- Besleyici Zamanlaması: Her boşluğun tam olarak bir ünite alması için besleyicinin kalibre edildiğinden emin olun. Fırça veya vida besleyicinin her döngüde tam olarak tek parça beslediğini kontrol edin.
- Sensörleri Doğrulayın: Boş boşlukları gerçek zamanlı olarak yakalamak için dolgudan sonra bir görüş kamerası veya fotodetektör kullanın. Yanlış okumaları önlemek için sensörleri düzenli olarak test edin ve temizleyin.
- Kök Besleyici Sorunlarını Ele Alın: Boşluklar devam ederse, besleyiciyi inceleyin (Sorundaki gibi 4). Bazen tablet boyutu/şeklindeki hafif bir değişiklik, titreşimli besleyici ayarlarının yeniden ayarlanmasını gerektirir.
Pratik İpucu:Tüm boş cep olaylarını toplu kaydınıza kaydedin. Birden fazla boşluk meydana gelirse, hattı durdurun ve sıkışmaları derhal giderin. Sık boşaltmalar, besleyicinin büyük bir yeniden hizalanması gerektiğinin habercisi olabilir.
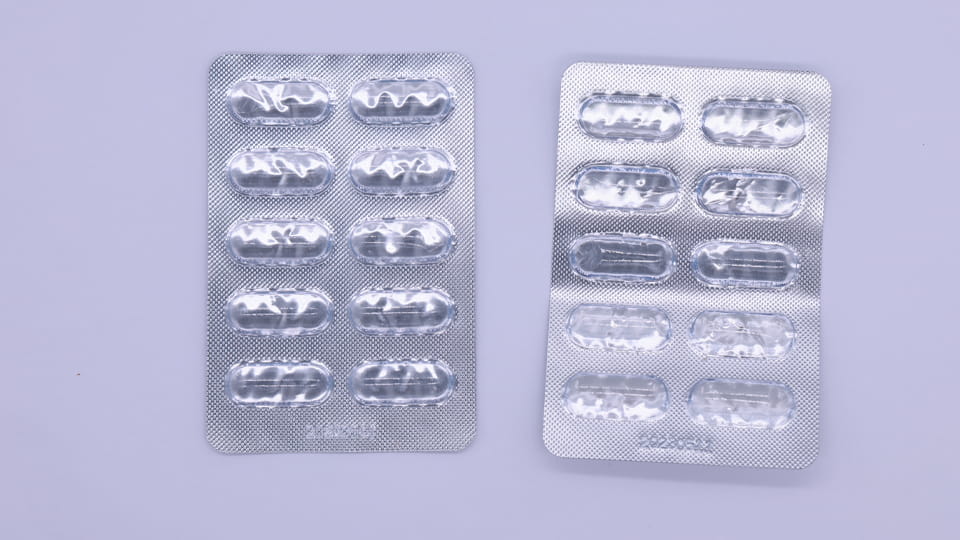
Sorun 6: Alüminyum Folyo Kırışma
- Belirtiler: Metalik kapatma folyosu (genellikle Alu veya PVDC) bitmiş pakette buruşmuş veya buruşmuş görünüyor, özellikle kenarlara yakın. Paketler düzgün görünmeyebilir veya folyo yerel olarak kalkabilir.
- Nedenler: Kırışıklıklar genellikle folyonun eşit olmayan gerilimi veya hizalanmasından kaynaklanır. Folyo ağı çok gevşekse (düşük gevşeme gerilimi) mühürlemeden önce boşlukların üzerinde düz durmayacaktır. Tersine, çok sıkı bir gerilim, folyoyu mühürleme alanında gerebilir ve kırıştırabilir. Yanlış hizalanmış folyo rulosu veya arkadaki rulolar (karta paralel değil) kıvrımlar oluştur. Genişlik boyunca eşit olmayan basınç (örneğin, hafif çarpık conta plakası nedeniyle) ayrıca folyonun bir tarafının hatalı şekilde kapanmasına da neden olabilir, fazlalıkları kırıştırmak.
- Çözümler:
- Denge Gerginliği: Folyo frenini veya gerginlik kontrolünü, folyonun öğretilmesi ancak aşırı gerilmemesi için ayarlayın.. Buradaki ince ayar çoğu zaman kırışıkların çoğunu ortadan kaldırır.
- Hizalamayı Kontrol Et: Folyo rulosunun çekme yönüne kare olduğundan emin olun. Tüm kılavuz ve çekme makaralarının paralel ve düz olduğundan emin olun. Bazı makinelerde, Folyo üzerindeki kayıt işaretlerini hizalamak folyoyu ortalamaya yardımcı olabilir.
- Bileşenleri İnceleme: Aşınmış gergi makaralarını veya deflektörleri değiştirin. Basit bir rehber: folyo sıkışması veya rulo değişiminden sonra, yavaş bir test çalıştırması yapın ve folyonun dizilişini izleyin. Tam hızda çalıştırmadan önce ayarlayın.
*Uzman Notu: Yakın zamanda yapılan bir sorun giderme çalışmasında, film gerilimi tutarsızlığı birçok folyo kırışıklığıyla bağlantılıydı. Folyo rulolarının çapı bile gerilimi etkiler; rulo çekirdeklerinin standartlaştırılması yardımcı olur. Şiddetli kırışıklıklar için, gerilim kontrolü geri bildirim sistemine geçmeyi düşünün.
Sorun 7: Blister/Film Yanlış Hizalaması (Kayıt Hataları)
- Belirtiler: Oluşan kabarcıklar ve folyo eşleşmiyor – yuvaların veya baskıların merkezin dışına düştüğünü görüyorsunuz. Kesme kalıbı bazı boşlukları yanlış delebilir, veya basılı parti kodları folyo yuvalarını kaçırıyor. Pek çok cep kenarlarla örtüştüğünde veya kısmen kesildiğinde hurda oranı artıyor.
- Nedenler: Filmin yanlış hizalanması (izleme hataları da denir) tutarsız film ilerlemesinden kaynaklanıyor. JinluPacking'in belirttiği gibi, Rulolar arasındaki eşit olmayan çözülme gerilimi ağın dolaşmasına neden olur. Aşınmış bir dansçı rulosu veya kılavuzu filmin sürüklenmesine neden olabilir. Senkronize gerginlik olmadan çoklu rulo çözme işlemleri de hafif kaymalara neden olur. Kayıt dişlileri kullanılıyorsa, yanlış kayıt işaretleri veya kamera takipçileri senkronizasyonu kaybedebilir. Motorun kayması veya çekme mekanizmasındaki gevşek kayışların senkronizasyonu bozulur, fazla.
- Çözümler:
- Takibi Kalibre Et: Her rulo değişiminden veya takım değişiminden sonra, Film ilerlemesini kayıt işaretine göre kontrol edin. 4 saat kuralı: yüksek hızlı hatlarda birkaç saatte bir film adım ilerlemesini denetleyin. İşaret aynı hizada kalana kadar gergi kollarını veya dansçı konumlarını ayarlayın.
- Gerginlik Geri Bildirimini Düzeltme: Dansçı kollarındaki aşınmış yatakları değiştirin (gerilim kontrolünde gecikmeye neden olabilirler). Mümkünse, PID gerilim kontrolörü kurma. Alternatif olarak, Yüksek hassasiyet gerektiren kabarcıklarda aynı anda yalnızca bir çözme rulosu kullanın.
- Mekanik Kontroller: Tüm silindirlerin (dans, rehber, aylaklar) oyunsuz ve paraleldir. Tahrik kayışlarını sıkın ve servo motorları kontrol edin. Çekme kodlayıcıdaki arızalı bir yakınlık sensörü de yanlış film konumu bildirebilir.
*Bağlam: Yanlış hizalama yalnızca hurdaya yol açmakla kalmaz, aynı zamanda hattı tıkayabilir (yumruk sıkışmaları). Önleyici: Zımbalardan önce küçük sapmalarda alarm vermek için bir görüş sistemi veya işaret sensörünü entegre edin. Hizalama ekipmanının iyi bakımı çok önemlidir.
Sorun 8: Yazdırma ve Kodlama Hataları
- Belirtiler: Paketlemeden sonra, kabarcıklı ambalajların folyosu okunaksız olabilir, eksik, veya bulanık parti kodları, son kullanma tarihleri, veya grafikler. Alüminyum veya mürekkep püskürtmeli baskılı folyo üzerinde eksik veya lekeli baskı görünüyor.
- Nedenler: Bu hatalar genellikle mekanik şekillendirme dışında olup hattaki kodlama sisteminden kaynaklanmaktadır.. Yaygın suçlular şunları içerir:: makine hareketi ile yazdırma tetikleyicisi arasında zayıf zamanlama, kurumuş mürekkep veya aşınmış baskı kafaları, veya yanlış hizalanmış baskı silindirleri. Ortamdaki sıcaklık veya toz da mürekkep uygulamasını etkileyebilir. Servo sistemlerde, Baskı aktüatörü ile film hareketi arasındaki senkronizasyon hatası hatalı baskılara neden olur. Bazı yazıcılar, sabitlenmemişse silindir üzerinde bir eklenti kullanır, kayıyor.
- Çözümler:
- Yazıcıların Bakımı: Yazdırma kafasını temizleyin (veya termal yazıcılar için doktor bıçağı) günlük. Mürekkep azaldığında şeritleri veya şişeleri değiştirin. Bakım aralıklarıyla ilgili OEM talimatlarını izleyin.
- Sensörleri Kontrol Edin: Yazdırmayı tetikleyen hat başlangıcı sensörünün veya kodlayıcının kalibre edildiğinden emin olun. Örneğin, Her 5. kabarcıkta bir parti kodunun görünmesi gerekiyorsa, makinenin folyo üzerinde doğru işareti gördüğünü ve doğru zamanda tetiklendiğini doğrulayın.
- Görüş Doğrulamayı Kullan: Basit bir adım, kodlanmış paketlerin bir örneğini bir tarayıcı veya görüntü sistemi aracılığıyla çalıştırmaktır. Bu sayede eksik/yanlış kodları anında yakalarsınız.
- Önleyici Ayarlama: Tozlu GMP odalarında, yazıcı kabinini kapalı tutun. Bazı satırlarda, başıboş film tozunu gidermek için yazdırmadan hemen önce bir üfleme veya silme işlemi uygulanır.
*Not: Her zaman mekanik olmasa da, Kodlama güvenilirliği uyumluluk açısından çok önemlidir. Jinlu kabarcıklı makineler standart kodlama cihazlarını destekler ve görsel kontrollerin hatta kolay entegrasyonunu sağlar.
Sorun 9: Delme ve Kesme Kusurları
- Belirtiler: Son kabarcıklı kartların kenarları pürüzlüdür, tamamlanmamış kesimler, veya plastik üzerinde genişleyen çapaklar. Bazı delikler yalnızca kısmen delinebilir, kartı yırtmak. Bu, kartların görsel incelemede başarısız olmasına veya bölünmesine neden olur.
- Nedenler: Delme modülleri keskin ve iyi hizalanmış olmalıdır. Kör veya aşınmış zımba bıçakları/kalıpları tam olarak kesmiyor, çapaklara veya eksik boşluklara neden olur. Kalıp boşluğu varsa (yumruk ve kalıp arasındaki boşluk) spesifikasyon dışı, şerit temiz bir şekilde ayrılmıyor. Mesai, zımba/sıyırıcı yaylar gerginliğini kaybediyor, atık şeridinin yapışmasına ve yırtılmasına neden oluyor. Makine çerçevesi veya cıvataları gevşediğinde kalıp blokları da kayabilir.
- Çözümler:
- Aşınmış Takımları Değiştirin: Bıçak kenarlarını birkaç yüz saatte bir kontrol edin. Keskin kenarlar kritik öneme sahiptir. Yuvarlatılmış köşeler veya çentikler görürseniz, aleti yeniden keskinleştirin veya değiştirin.
- Açıklığı Ayarla: Sentezgahlarla zımba-kalıp boşluğunu ölçün. Çoğu kabarcık kurulumu için, açıklık yaklaşık 0,1–0,2 mm'dir. Zımbalar atlıyorsa daraltın; çok sıkıysa genişlet. Ayarlamadan sonra, Atık şeridi temiz bir şekilde düşene kadar testler yapın.
- Sıyırıcı Parçalarının Bakımı: Sıyırıcı plaka yaylarını zamanında değiştirin (örneğin. her 1000 saatte bir) Atık şeridinin tamamen çıkarıldığından emin olmak için. uyardığı gibi, tekrarlanan şerit kırılması sıklıkla aşınmış yaylara veya kalıp derinliği sorunlarına işaret eder.
- Temizleyin ve Hizalayın: Delme istasyonunu temiz tutun. Metal talaşı veya sertleştirilmiş yapıştırıcı zımbaları sıkıştırabilir. Zımba kafasının ve kalıbın kare olduğunu ve zımbanın boşlukta ortalandığını doğrulayın.
*Hızlı Düzeltme: Çapak fark ederseniz, derhal durun ve kalıp boşluğunu kontrol edin. Çapaklar genellikle 0,02–0,05 mm'lik bir tolerans kaybına işaret eder. Açıklığın düzeltilmesi genellikle çapakları giderir.
Sorun 10: Sık Arıza Süresi (Bakım ve Entegrasyon Sorunları)
- Belirtiler: Kabarcık hattı farklı nedenlerle tekrar tekrar duruyor: alarmlar görünüyor, sensör hatası, veya “bilinmeyen hata” mesajları. Küçük düzeltmeler bir kesintiyi gideriyor gibi görünüyor, kısa bir süre sonra başka birini görmek için. Genel ekipman çalışma süresi düşük.
- Nedenler: Kronik kesinti genellikle bir bakım veya sistem entegrasyonu sorunudur. Planlı önleyici bakım eksikliği (ÖĞLEDEN SONRA) küçük aşınmaların arızaya dönüşmesine izin verir. Sensörler gibi bileşenler, ısıtıcılar, kemerler, ve hidrolikler düzenli kontroller yapılmazsa sürüklenir. Ayrıca, bir uzmanın gözlemlediği gibi, üzerinde 60% Blister hattının aksama süresinin büyük bir kısmı birden fazla satıcının entegrasyon hatalarından kaynaklanıyordu;, modüller arasında tutarsız iletişim. Eğer kabarcık oluşturucunuz, besleyici, ve punch ayrı PLC'lere sahip farklı markalardır, küçük, yanlış senkronize edilmiş bir alarm art arda devreye girebilir.
- Çözümler:
- Önleyici Bakım Programı: Günlük olarak oluştur, haftalık, ve aylık kontrol listeleri (aşağıdaki tabloya bakın). Örneğin, Sızdırmazlık kalıplarını günlük olarak temizleyin, sıcaklığı haftalık olarak kalibre edin, takımları aylık olarak inceleyin. Her kontrolü kaydedin. Sızdırmazlık yüzeylerinin her defasında temizlenmesini önerir 250 saatlerce ve her seferinde tam teşhis yapmak 500 saat. Ekipman kılavuzlarını ve GMP bakım programlarını takip edin.
- Operatör eğitimi: Operatörlerin küçük arızaları nasıl sıfırlayacaklarını ve erken uyarı işaretlerini nasıl tespit edeceklerini bilmelerini sağlayın (olağandışı sesler, hurda oranındaki sapma). Onları tuhaf alarmları veya küçük sorunları kaydetmeye teşvik edin.
- Yedek Parça Stratejisi: Kritik yedek parçaları saklayın (sensörler, yaylar, kemerler, ölür) Onarım süresini azaltmak için yerinde. Çok satıcılı hatlar için, PLC anlaşması sorunlarını önlemek için tek kaynaklı bir çözüme geçmeyi düşünün.
- Hat Yükseltmeleri: İletişim hataları sık sık yaşanıyorsa, yatırım yapmak entegre kabarcık hattı (Jinlu'nun hatları birleşik PLC kontrolüyle tasarlandı) protokol uyumsuzluklarını ortadan kaldırmak için.
*Önemli: Planlanmamış kesintiler en maliyetli olanıdır. Doğrulanmış bir hatta, beklenmedik bir duraklama yeniden yeterlilik anlamına gelebilir. Belgelenmiş bir bakım planına sadık kalarak (sıcaklık ve soyulma testlerinin basit günlük kayıtları bile), birçok rastgele durma önlenebilir.
Önleyici Bakım Kontrol Listesi
Düzenli bakım, birçok kabarcık makinesi sorunu için en iyi "çözümdür". Bir kontrol listesi geliştirin:
| Sıklık |
Temel Bakım Görevleri |
| Günlük (Vardiya) |
– Kalıpları silin ve temizleyin, sızdırmazlık ölür, ve besleme tepsileri. – Hareketli parçaları inceleyin (kemerler, kameralar) aşınma veya hasar için. – Vakum sistemi filtrelerini ve yağını kontrol edin. <br>- Güvenlik korumalarının ve sensörlerin işlevsel olduğunu doğrulayın. – Temel işlevlerden emin olmak için hızlı bir test döngüsü çalıştırın (biçim, beslemek, fok) işletmek. |
| Haftalık |
– Isıtma plakalarını ve aletleri iyice temizleyin (lekeli filmler). – Tüm yatakları yağlayın, zincirler, ve üretici talimatlarına göre kızaklar. – Sıcaklık ve basınç sensörlerini kalibre edin; ısıtıcı ayar noktalarını doğrulayın. – Elektrik bağlantılarını kontrol edin ve gevşek kabloları sıkın. – Zımba ve kalıp açıklığını inceleyin; gerektiği gibi keskinleştirin veya ayarlayın. |
| Aylık |
– Derinlemesine temiz makine: kapakları çıkarın ve dahili bileşenleri temizleyin (dişliler, motorlar). – Aşınmış parçaları inceleyin ve değiştirin: Örn., O-halkalar, kemerler, yaylar. – Tam kalibrasyon gerçekleştirin: film ilerlemesi, besleyiciler, sızdırmazlık. – Yazılımı/ürün yazılımını güncelleyin (eğer uygulanabilirse). – Tekrarlanan sorunlar için alarm günlüklerini ve bakım günlüğünü inceleyin. – Personeli yeni prosedürler konusunda yeniden eğitin. |
Bu PM görevlerini takip etmek takım ömrünü uzatacaktır, makine parametrelerini stabilize etme, ve sorunları arızaya neden olmadan yakalayın. Tüm GMP düzenlemeli İlaç fabrikaları uyumluluk için bu faaliyetleri kaydetmelidir.
Güvenilir Bir Farmasötik Blister Makinesi Seçmek
Sorunları önlemek doğru ekipmanla başlar. Blister makinelerini değerlendirirken (yeni hatlar veya tadilatlar için), Arıza modlarını azaltan özellikleri arayın:
- GMP Tasarımı: Paslanmaz çelik konstrüksiyonlu makineler, kolay temizlenen yüzeyler, ve sıhhi konveyörler. Daha az çatlak, daha az kirlilik birikmesi anlamına gelir (sıkışmalara veya conta kusurlarına neden olabilir).
- Servo ve Otomasyon: Servo tahrikli indeksleyiciler ve besleyiciler hassas kontrol sağlar. Örneğin, Jinlu'nun DPP serisi, şekillendirmeyi senkronize etmek için servo motorlar kullanıyor, besleme, ve kesme, Yanlış beslemeleri ve kayıt sapmalarını en aza indirir.
- Doğru Besleme Sistemleri: İnce ayarlara ve görüş sensörlerine sahip yerleşik titreşimli veya fırçalı besleyiciler, dolgu tutarlılığının korunmasına yardımcı olur.
- Kararlı Sızdırmazlık Performansı: Eşit basınca sahip ocak gözü tasarımlarını arayın. Jinlu makinelerinde modüler kapatma kalıpları ve kolay erişilebilen temizleme noktaları bulunur, kalıp bakımını hızlı hale getirmek.
- Takım Kalitesi: Yüksek kaliteli alüminyum alaşımlı kalıplar (Jinlu'nun GCR-15 kalıp çeliği gibi 5+ yıl hayatı) aşınmaya karşı direnç. Ayrıca takımların kolayca değiştirilebildiğinden emin olun (Jinlu, 15 dakikada kalıp değiştirme özelliğine sahip).
- Destek & Hizmet: Küresel desteğe sahip bir tedarikçi seçin. Jinlu dünya çapında yerinde servis ve hızlı yedek parça teslimatı sunuyor, arıza süresi riskleri yüksek olduğunda bu önemlidir.
Ve tabii ki, Herhangi bir makinenin kritik parametreler için iyi dahili belgelere ve sensör geri bildirimine sahip olduğundan emin olun (sıcaklık günlükleri, gerilim monitörleri). Örneğin, Jinlu'nun DPP-180Pro Blister Makinesi (4,800/saat çıktısı) Ve DPP-270Maks (11,200/saat Alu-Alu/PVC) ilaç kullanımı için üretilmiştir. Kolay ayarlamalara ve cGMP uyumlu elektrikli bileşenlere sahiptirler.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Çözüm & Sonraki Adımlar
Çoğu kabarcıklı ambalaj hattı arızası öngörülebilir ve önlenebilir. Bakım ekipleri, kırışıklıklardan artan hurda veya contanın soyulma mukavemetinin yavaşlaması gibi uyarı işaretlerini izleyerek erken harekete geçebilir. Sıcaklığın düzenli olarak kalibre edilmesi, tansiyon, ve kontrol listemize göre zamanlama ani duruşları önler. Yüksek kaliteli bir kabarcıklı makineye yatırım yapmak karşılığını verir: iyi tasarlanmış ekipmanlar (Jinlu'nun servo tahrikli DPP serisi gibi) doğası gereği birçok sorun modunu azaltacaktır.
Blister makinesi baş ağrılarınızı çözmeye hazır? Jinlu Packaging ile konuşun uzman tavsiyesi ve güvenilir ekipman için. Ekibimiz bir kabarcık makinesi seçmenize yardımcı olabilir (Alu-PVC veya Alu-Alu) ve üretim ihtiyaçlarınıza göre uyarlanmış bir bakım planı oluşturun. Jinlu'yu ziyaret edin DPP serisi kabarcıklı ambalaj makineleri veya özel bir çözüm için bugün bizimle iletişime geçin.
Farmasötik Blister Makinesi Sorunları Hakkında SSS
İlaç üretiminde en yaygın kabarcık makinesi sorunları nelerdir??
En yaygın kabarcık makinesi sorunları arasında zayıf sızdırmazlık yer alır, kabarcık oluşturan kusurlar, boş kabarcıklı cepler, tablet besleme hataları, folyo kırışması, yanlış hizalama, kodlama sorunları, kesme kusurları, ve beklenmeyen makine kesintileri. Bu sorunlar ambalaj kalitesini etkileyebilir, üretim verimliliği, ve derhal ele alınmazsa mevzuata uygunluk.
Blister makinem neden düzgün şekilde kapatılmıyor??
Kötü sızdırmazlık genellikle yanlış sızdırmazlık sıcaklığından kaynaklanır, yetersiz basınç, aşınmış sızdırmazlık araçları, kirlenmiş sızdırmazlık yüzeyleri, veya uyumsuz ambalaj malzemeleri. Düzenli kalibrasyon ve rutin bakım, tutarlı conta kalitesinin sağlanmasına yardımcı olabilir.
Kabarcık boşluklarının düzensiz oluşmasına neden olan şey nedir??
Düzensiz kabarcık boşlukları genellikle yanlış şekillendirme sıcaklığının sonucudur, yetersiz vakum veya hava basıncı, hasarlı kalıplar, veya tutarsız film kalitesi. Kavite tutarlılığını korumak için uygun proses doğrulaması ve takım denetimi çok önemlidir.
Paketleme sırasında kabarcık ceplerinin boş kalmasını nasıl önleyebilirim?
Boş kabarcık cepleri genellikle besleme senkronizasyonu sorunlarından kaynaklanır, ürün sıçraması, aşınmış besleme bileşenleri, veya sensör arızaları. Düzenli besleyici kalibrasyonu, kameralı kontrol sistemleri, ve uygun makine kurulumu, boş cep kusurlarını önemli ölçüde azaltabilir.
Blister ambalajlama sırasında alüminyum folyo neden kırışır??
Folyo kırışmasına genellikle uygunsuz ağ gerilimi neden olur, yanlış hizalanmış silindirler, düzensiz sızdırmazlık basıncı, veya kötü malzeme kullanımı. Folyo gerginliğini ayarlamak ve makinenin doğru şekilde hizalanmasını sağlamak, kırışıklıkların giderilmesine ve paket görünümünün iyileştirilmesine yardımcı olabilir.
Blister paketleme makinesi besleme sorununun belirtileri nelerdir??
Yaygın belirtiler arasında eksik tabletler yer alır, çift besleme, kırık kapsüller, ürün sıkışmaları, ve kabarcık boşluğu içinde yanlış konumlandırılmış ürünler. Bu sorunlar genellikle besleyici ayarlama sorunlarına veya senkronizasyon hatalarına işaret eder.
Farmasötik kabarcık makinesinin bakımı ne sıklıkla yapılmalıdır??
Çoğu üretici günlük temizlik ve incelemeyi önerir, haftalık yağlama ve hizalama kontrolleri, kalıplar gibi kritik bileşenler için aylık koruyucu bakım, sensörler, sızdırmazlık istasyonları, ve tahrik sistemleri. Önleyici bakım programı, beklenmedik arıza sürelerinin azaltılmasına ve makine ömrünün uzatılmasına yardımcı olur.
Blister ambalajın kesme ve delme kusurlarına ne sebep olur??
Aşınmış zımbalar nedeniyle kesme kusurları meydana gelebilir, yanlış hizalanmış kesme kalıpları, yanlış kesme basıncı, veya oluşan kabarcık ile kapatma folyosu arasında zayıf uyum. Temiz kesimleri sürdürmek için düzenli takım denetimi ve hizalama doğrulaması önemlidir.
Kabarcık makinesi sorunları GMP uyumluluğunu etkileyebilir mi??
Evet. Mühür arızaları gibi ambalaj kusurları, boş boşluklar, yanlış kodlama, veya hasarlı kabarcıklı paketler ürün kalitesi sorunlarına ve potansiyel GMP uyumsuzluğuna yol açabilir. Doğrulanmış süreçlerin sürdürülmesi ve rutin denetimlerin gerçekleştirilmesi ilaç üreticileri için kritik öneme sahiptir.
Farmasötik kabarcıklı paketleme makinesindeki aksama süresini nasıl azaltırım?
En iyi yaklaşım önleyici bakımdır. Buna operatör eğitimi de dahildir, düzenli ekipman denetimleri, aşınan parçaların zamanında değiştirilmesi, süreç izleme, ve kritik yedek parçaların envanterinin tutulması. Küçük sorunları erken tespit etmek büyük üretim kesintilerini önleyebilir.
Referanslar:
1.S9(R1) Kalite Risk Yönetimi -- BİZ. Gıda ve İlaç İdaresi
2.Blister Ambalaj Yenilikleri —— pharmtech.com
3.Teknolojiye Genel Bakış: Blister Ambalajda Sızıntı Testi Nasıl Yapılır? ——farmasötikonline.com
4.Tablet formundaki ilaçlar için kabarcıkların sürdürülebilirliği —— ScienceDirect
5.Farmasötik Blister Paketlerde Sızıntı Tespit Yöntemleri ——farmasötik-teknoloji.com
6.İlaç Ambalajında Yaygın Kabarcık Kusurları —— pharmatimesofficial.com
7.Çeşitli Farmasötik Blister Ambalaj Tiplerinde Bütünlük İhlallerinin Tespiti ——farmasötikonline.com