Máquinas de embalagem em blister são os burros de carga da indústria farmacêutica – moldando folhas de plástico ou alumínio em bolsos e selando comprimidos ou cápsulas dentro. Mas como qualquer equipamento complexo, eles podem encontrar obstáculos que interrompem a produção. Os problemas comuns da máquina de blister incluem vedações fracas ou com vazamento, cavidades malformadas, bolsos vazios (atolamentos ou alimentação perdida), e desgaste da máquina que causa tempo de inatividade. Como observam os especialistas do setor, falhas de vedação estão entre os defeitos mais críticos porque comprometem diretamente a segurança dos medicamentos. Na prática, sobre 90% dos defeitos padrão das bolhas se resumem aos “Três T's”: mal ajustado Temperatura, Tempo, ou Tensão no processo.
Neste guia, examinaremos cada problema importante – por que isso acontece e como corrigi-lo. Até o final, você terá etapas claras e dicas preventivas para fazer sua máquina de blister funcionar sem problemas (ou decidir se é necessária uma solução mais avançada).
Problema 1: Vedação fraca ou inconsistente
- Sintomas: A folha de cobertura não adere totalmente às cavidades formadas. Você pode ver embalagens blister vazando corante em um teste de vazamento ou em uma folha que se solta facilmente. Algumas vedações podem parecer parciais ou apresentar lacunas. Esses defeitos comprometem a esterilidade e exigem o descarte de lotes inteiros.
- Causas: Parâmetros de selagem térmica incorretos são os culpados comuns. Se a temperatura da vedação estiver muito baixa, a camada de vedação térmica da folha não derrete e não cola; muito alto, e o filme plástico pode encolher ou queimar. Pressão de vedação irregular (devido a placas empenadas ou molas mal ajustadas) causa vazios locais. Contaminação na matriz de vedação – como resíduo de adesivo ou pó de pastilha – impede o contato total. Folhas úmidas ou de baixa qualidade também produzem adesão fraca.
- Soluções:
- Ajustar temperatura & Pressão: Use um termômetro de contato para verificar as temperaturas da placa (não confie apenas na leitura da máquina). Siga as diretrizes de materiais (E.G.. 140–160°C para embalagens de PVC/Alu). Ajuste fino em ±2–5°C em torno do ponto de ajuste durante a execução de vedações de teste.
- Verifique as matrizes de vedação: Limpe matrizes e placas a cada turno; remova resíduos de adesivo ou filme com isopropanol. Inspecione quanto a arranhões ou corrosão que possam causar vazamentos. Substitua ou retifique as matrizes se estiverem deformadas.
- Otimizar Processo: Garanta pressão uniforme em toda a largura. Inspecione e substitua rolos de pressão ou molas desgastados. Use apenas produtos de alta qualidade, estoque de folha seca – filme pré-seco em ambientes úmidos (E.G.. 40–60°C durante 30–60 minutos). Documente os parâmetros de vedação e realize testes de rotina de resistência ao destacamento para detectar desvios.
Por exemplo, em uma linha de blister padrão de PVC/Alu, a zona ideal de vedação térmica geralmente fica em torno de 150°C. Um erro de ±3°C pode reduzir pela metade a resistência da vedação. Calibrando e registrando perfis de temperatura, os operadores podem manter uma integridade de vedação consistente.

Problema 2: Formação inadequada (Cavidades colapsadas ou irregulares)
- Sintomas: As cavidades plásticas termoformadas dos blisters são deformadas. Você pode ver cavidades muito rasas, desabou sob o peso do comprimido, ou têm profundidades irregulares e paredes finas. Bolsos irregulares fazem com que os tablets se desloquem, acionando alarmes de contagem de preenchimento ou paradas no meio da execução.
- Causas: A estação de formação depende de aquecimento e vácuo uniformes. Se a placa de aquecimento estiver fora de calibração, a temperatura de formação pode variar. Mesmo um pequeno desvio de ±3°C em uma placa formadora de filme de PVC causa alterações significativas na profundidade da cavidade e na espessura da parede. Outras causas incluem vácuo fraco (filtros sujos, vazamentos), pinos auxiliares de plug desgastados (se usado), ou superfícies de molde contaminadas (plásticos ou folhas coladas nas cavidades).
- Soluções:
- Verifique a temperatura: Use um termômetro infravermelho ou de contato calibrado na placa de formação. Ajuste o controlador PID se a superfície da placa estiver desviada em mais de ~2°C do ponto de ajuste. Execute um breve teste com produtos alvo e filme correto para confirmar a formação completa da cavidade.
- Manter o sistema de vácuo: Verifique a saída da bomba de vácuo e as linhas de vácuo. Limpe ou substitua os filtros de vácuo regularmente. Certifique-se de que os canais de vácuo no molde estejam desobstruídos.
- Inspecione e limpe moldes: Limpe as placas de cavidade a cada turno para remover resíduos de filme. Verifique os pinos do plugue (se houver) para a sincronização correta – um tampão desgastado ou mal sincronizado pode colapsar a cavidade ao pressionar muito cedo. Substitua os plugues desgastados ou as buchas do came se o plugue entrar em contato com a película prematuramente.
- Use filme adequado: Verifique se você está usando a espessura e o tipo de filme corretos para o seu molde. Um novo lote de filme pode precisar de um perfil de temperatura ligeiramente diferente devido ao conteúdo de plastificante.
Dica: Mantenha as configurações de conformação documentadas por lote de filme e requalifique sempre que trocar o material para evitar problemas de bolhas colapsadas.
Problema 3: Rasgo ou enrugamento do filme
- Sintomas: Durante ou após a formação, o filme plástico (PVC/PVDC ou PET) ou a camada de alumínio desenvolve rasgos, rachaduras, ou furos. No lado oposto, você pode ver rugas ou bolsas de ar sob a folha da tampa. Isso leva a vazamentos de embalagens ou defeitos cosméticos.
- Causas: Calor ou tensão excessivos são os principais suspeitos. Se a temperatura de formação ou selagem estiver muito alta, o filme pode amolecer e esticar demais, fazendo com que ele afine ou rasgue. Da mesma maneira, tensão irregular do filme (devido ao mau controle de desenrolamento ou rolos desalinhados) causa enrugamento e até mesmo rasgo conforme a teia é puxada. Picos repentinos de temperatura ou resfriamento defeituoso também podem enfraquecer o filme.
- Soluções:
- Otimizar temperatura: Certifique-se de que as temperaturas de formação/selagem estejam dentro das especificações do seu filme. Por exemplo, reduza as temperaturas da zona se observar danos consistentes no filme. Use aquecimento por zonas (mais alto no centro, inferior nas bordas) para evitar pontos quentes.
- Ajustar tensão e alinhamento: Verifique as configurações de tensão de desenrolamento. A tensão do rolo de folha deve ser forte o suficiente para permanecer plana, mas não tão apertada a ponto de forçar a teia. Inspecione o alinhamento da guia do rolo – mesmo uma guia ligeiramente desalinhada pode criar ondas. Substitua rolamentos desgastados em rolos ou braços dançarinos.
- Use o manuseio correto do filme: Certifique-se de que os filmes sejam armazenados e pré-condicionados adequadamente. Limpe a superfície do filme para remover qualquer poeira antes da execução. Considere pré-aquecer filme de PVC/PET por um curto período em áreas de alta umidade. Use fornecedores de filmes certificados para evitar defeitos de material.
*Exemplo: Uma solução comum para rugas na folha é ajustar o freio no eixo da folha. Uma travagem ligeiramente mais elevada pode suavizar as rugas, reduzindo a folga da folha. Mantenha os sensores de tensão (dançarinos) em bom estado de conservação – substitua os rolamentos antes que se desgastem.
Problema 4: Erros de alimentação de produto (Erros de alimentação, Alimentação Dupla, Compotas)
- Sintomas: Comprimidos ou cápsulas podem estar faltando em alguns bolsos (cavidades vazias), ou alguns bolsos têm dois produtos (alimentação dupla). Alternativamente, os comprimidos formam uma ponte ou ficam presos no recipiente de alimentação ou nos canais, causando paradas intermitentes. Em casos graves, a linha pode parar devido a alarmes de erro de alimentação.
- Causas: Problemas de alimentação decorrem de incompatibilidades entre a velocidade do alimentador e a indexação da máquina, ou do próprio mecanismo de alimentação. Se a escova ou o alimentador vibratório funcionar muito rápido em relação ao índice, os comprimidos podem saltar dos bolsos ou acumular-se. Alta estática (E.G.. condições úmidas) pode fazer com que os comprimidos grudem uns nos outros ou no reservatório. Trilhos de alimentação desgastados ou rebarbas nos moldes também podem prender os produtos, enquanto restos de detritos no alimentador podem direcionar mal os comprimidos.
- Soluções:
- Sincronizar Alimentador: Recalibre a velocidade do alimentador para corresponder ao ciclo do índice de blister a cada mudança. Anote a proporção correta para cada lote de produto. Se estiver usando um alimentador de múltiplos cabeçotes ou de esteira, certifique-se de que esteja equilibrado e livre de obstruções.
- Controle de umidade/estática: Mantenha a umidade relativa da área de produção em torno de 40–60%. Se a ponte persistir, instale uma escova antiestática ou use ar condicionado na caçamba. Limpe os componentes do alimentador antes de cada execução.
- Inspecione o ferramental e o alimentador: Verifique os discos de alimentação, tremonhas, e guias sobre desgaste ou danos que possam prender os comprimidos. Substitua quaisquer bordas lascadas ou afiadas. Limpe os restos de produto do caminho do alimentador. Usar inspeção visual (E.G.. um sensor de câmera) para verificar se cada cavidade está preenchida se as GMP permitirem.
Observação:* As linhas de blister geralmente incluem um detector de cavidade vazia próximo à estação de selagem. No entanto, o objetivo é evitar** vazios – por exemplo. se uma cavidade estiver vazia, geralmente significa que o alimentador falhou a montante. Ajustes regulares do alimentador e verificações de sensores ajudam a eliminar essas falhas.

Problema 5: Bolsos vazios (Produtos ausentes)
- Sintomas: Blisters acabados sem comprimido ou cápsula dentro de uma cavidade – mas selados pela folha. Estes devem ser detectados e rejeitados. Vazios falsos indicam problemas de sincronização de alimentação.
- Causas: Fundamentalmente, bolsos vazios são um tipo de erro de alimentação. Eles ocorrem quando o alimentador não consegue deixar cair um produto em uma cavidade formada. As razões incluem: produto não liberado do alimentador (aderência estática, momento errado), uma geléia que desalojou um produto, ou tremonha funcionando momentaneamente vazia. Falhas nos sensores também podem causar erros de contagem (E.G.. um fotosensor deixa de contar um produto).
- Soluções:
- Tempo do alimentador: Certifique-se de que o alimentador esteja calibrado para que cada cavidade receba exatamente uma unidade. Verifique se a escova ou alimentador de parafuso alimenta exatamente uma peça por ciclo.
- Verifique os sensores: Use uma câmera de visão ou fotodetector após o enchimento para detectar quaisquer vazios em tempo real. Teste e limpe regularmente os sensores para evitar leituras falsas.
- Resolver problemas do alimentador raiz: Se os vazios persistirem, inspecionar o alimentador (como no problema 4). Às vezes, uma ligeira alteração no tamanho/formato do comprimido requer um novo ajuste das configurações do alimentador vibratório.
Dica prática:Registre todos os incidentes de bolso vazio em seu registro de lote. Se ocorrerem vários vazios, pare a linha e elimine quaisquer congestionamentos imediatamente. Vazios frequentes podem indicar a necessidade de um grande realinhamento do alimentador.
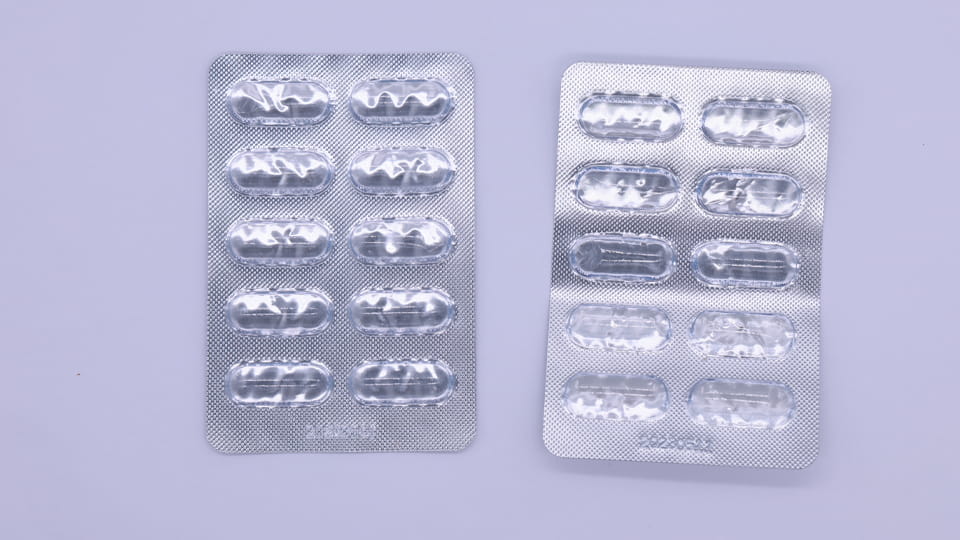
Problema 6: Enrugamento de folha de alumínio
- Sintomas: A folha metálica da tampa (geralmente Alu ou PVDC) aparece enrugado ou vincado na embalagem acabada, especialmente perto das bordas. As embalagens podem parecer irregulares ou a película pode até levantar localmente.
- Causas: As rugas geralmente resultam de tensão ou alinhamento irregular da folha. Se a folha metálica estiver muito frouxa (baixa tensão de desenrolamento) não ficará deitado nas cavidades antes de selar. Por outro lado, uma tensão muito forte pode esticar e enrugar a folha na área de vedação. Rolo de alumínio ou rolos de arrasto desalinhados (não paralelo ao cartão) criar dobras. Pressão desigual em toda a largura (por exemplo, devido a uma placa de vedação ligeiramente deformada) também pode fazer com que um lado da folha sele incorretamente, enrugando o excesso.
- Soluções:
- Tensão de equilíbrio: Ajuste o freio da folha ou o controle de tensão para que a folha fique firme, mas não esticada demais. O ajuste fino aqui geralmente elimina a maioria das rugas.
- Verifique o alinhamento: Verifique se o rolo de papel alumínio está alinhado com a direção de tração. Certifique-se de que todos os rolos guia e de tração estejam paralelos e nivelados. Em algumas máquinas, alinhar as marcas de registro na folha pode ajudar a centralizá-la.
- Inspecionar componentes: Substitua quaisquer rolos tensores ou defletores desgastados. Um guia simples: após um atolamento de papel alumínio ou troca de rolo, faça um teste lento e observe a disposição da folha. Ajuste antes de correr a toda velocidade.
*Nota do especialista: Em um estudo recente de solução de problemas, a inconsistência da tensão do filme estava associada a muitas rugas na folha. Até mesmo o diâmetro dos rolos de folhas afeta a tensão – a padronização dos núcleos dos rolos ajuda. Para rugas graves, considere atualizar para um sistema de feedback de controle de tensão.
Problema 7: Desalinhamento de bolha/filme (Erros de registro)
- Sintomas: As bolhas formadas e a folha não combinam – você vê ranhuras ou impressões fora do centro. A matriz cortada pode perfurar incorretamente algumas cavidades, ou códigos de lote impressos faltam nas ranhuras da folha. A taxa de sucata aumenta à medida que muitos bolsões se sobrepõem às bordas ou são cortados parcialmente.
- Causas: Desalinhamento do filme (também chamados de erros de rastreamento) decorre do avanço inconsistente do filme. Como observa JinluPacking, a tensão de desenrolamento desigual entre os rolos faz com que a teia se desloque. Um rolo ou guia dançarino desgastado pode deixar o filme flutuar. O desenrolamento de vários rolos sem tensão sincronizada também causa leves deslocamentos. Se estiver usando rodas dentadas de registro, marcas de registro incorreto ou rastreadores de câmera podem perder a sincronização. Deslizamento do motor ou correias soltas no mecanismo de tração irão dessincronizar, também.
- Soluções:
- Calibrar rastreamento: Após cada troca de rolo ou troca de ferramentas, verifique o avanço do filme em relação à marca de registro. A regra das 4 horas: inspecionar o avanço do filme a cada poucas horas em linhas de alta velocidade. Ajuste os braços tensores ou as posições do dançarino até que a marca fique alinhada.
- Corrigir feedback de tensão: Substitua os rolamentos desgastados nos braços do dançarino (eles podem causar um atraso no controle de tensão). Se possível, configurar um controlador de tensão PID. Alternativamente, use apenas um rolo desenrolador de cada vez em blisters que exigem alta precisão.
- Verificações Mecânicas: Certifique-se de que todos os rolos (dança, guia, ociosos) são livres de jogo e paralelos. Aperte as correias de transmissão e verifique os servomotores. Um sensor de proximidade defeituoso no codificador pull também pode relatar a posição errada do filme.
*Contexto: O desalinhamento não apenas cria sucata, mas também pode bloquear a linha (geléias de ponche). Preventivo: integrar um sistema de visão ou sensor de marca para alarmar um pequeno deslocamento antes dos golpes. Uma boa manutenção do equipamento de alinhamento é fundamental.
Problema 8: Erros de impressão e codificação
- Sintomas: Após embalagem, a película dos blisters pode estar ilegível, ausente, ou códigos de lote borrados, datas de validade, ou gráficos. A impressão incompleta ou manchada é visível na folha impressa em alumínio ou jato de tinta.
- Causas: Esses erros geralmente estão fora da conformação mecânica e são devidos ao sistema de codificação na linha. Os culpados comuns incluem: tempo ruim entre o movimento da máquina e o gatilho de impressão, tinta seca ou cabeças de impressão gastas, ou rolos de impressão desalinhados. A temperatura ou a poeira no ambiente também podem afetar a aplicação da tinta. Em servossistemas, um erro de sincronização entre o atuador de impressão e o movimento do filme causa erros de impressão. Algumas impressoras usam um acessório no rolo – se não estiver seguro, escorrega.
- Soluções:
- Manter impressoras: Limpe a cabeça de impressão (ou lâmina raspadora para impressoras térmicas) diário. Substitua fitas ou frascos de tinta quando estiver baixo. Siga as orientações do OEM sobre intervalos de manutenção.
- Verifique os sensores: Certifique-se de que o sensor ou codificador de início de linha que aciona a impressão esteja calibrado. Por exemplo, se um código de lote deve aparecer em cada 5 blisters, verifique se a máquina vê a marca certa no florete e aciona no momento certo.
- Use verificação de visão: Um passo simples é executar uma amostra de pacotes codificados através de um scanner ou sistema de visão. Dessa forma, você detecta códigos ausentes/incorretos imediatamente.
- Ajuste Preventivo: Em salas empoeiradas de GMP, mantenha o gabinete da impressora fechado. Algumas linhas adicionam um sopro ou limpeza logo antes da impressão para remover a poeira perdida do filme.
*Observação: Embora nem sempre mecânico, a confiabilidade da codificação é crucial para a conformidade. As máquinas de blister Jinlu suportam dispositivos de codificação padrão e permitem fácil integração de verificações de visão na linha.
Problema 9: Defeitos de perfuração e corte
- Sintomas: Os blisters finais têm bordas ásperas, cortes incompletos, ou rebarbas queimadas no plástico. Alguns furos podem ser perfurados apenas parcialmente, rasgando o cartão. Isso faz com que os cartões falhem na inspeção visual ou se dividam.
- Causas: Os módulos de perfuração devem ser nítidos e bem alinhados. Lâminas/matrizes cegas ou gastas não cortam totalmente, levando a rebarbas ou espaços em branco incompletos. Se a folga da matriz (espaço entre o punção e a matriz) está fora das especificações, a tira não se separa de forma limpa. Ao longo do tempo, molas perfuradoras/decapadoras perdem tensão, fazendo com que a tira de resíduos grude e rasgue. Os blocos da matriz também podem se deslocar se a estrutura da máquina ou os parafusos se soltarem.
- Soluções:
- Substitua ferramentas gastas: Verifique as bordas da lâmina a cada poucas centenas de horas. Bordas afiadas são críticas. Se você vir cantos arredondados ou lascas, afie novamente ou substitua a ferramenta.
- Ajustar folga: Meça a folga entre o punção e a matriz com calibradores de folga. Para a maioria das configurações de blister, a folga é de cerca de 0,1–0,2 mm. Estreito se os golpes estiverem pulando; alargar se estiver muito apertado. Após ajuste, execute testes até que a tira de resíduos caia de forma limpa.
- Manter as peças do stripper: Troque as molas da placa descarnadora dentro do prazo (E.G.. a cada 1000h) para garantir que a tira de resíduos seja totalmente ejetada. Como avisa, quebras repetidas de tiras geralmente sinalizam molas desgastadas ou problemas de profundidade da matriz.
- Limpar e Alinhar: Mantenha a estação de perfuração limpa. Lascas de metal ou adesivo endurecido podem emperrar os punções. Verifique se a cabeça do punção e a matriz estão quadradas e se o punção está centralizado na cavidade.
*Correção rápida: Se você notar rebarbas, pare imediatamente e inspecione a folga da matriz. As rebarbas geralmente indicam uma perda de tolerância de 0,02–0,05 mm. A correção da folga geralmente corrige a rebarba.
Problema 10: Tempo de inatividade frequente (Problemas de manutenção e integração)
- Sintomas: A linha da bolha para repetidamente por diferentes razões: alarmes aparecem, falha nos sensores, ou mensagens de “erro desconhecido”. Pequenas correções parecem curar uma paralisação, apenas para ver outro logo depois. O tempo geral de atividade do equipamento é baixo.
- Causas: O tempo de inatividade crônico geralmente é um problema de manutenção ou integração do sistema. Falta de manutenção preventiva programada (PM) permite que pequenos desgastes se transformem em falhas. Componentes como sensores, aquecedores, cintos, e a hidráulica irá desviar sem verificações regulares. Também, como observou um especialista, sobre 60% do tempo de inatividade da linha blister veio de falhas de integração de vários fornecedores – ou seja,, comunicação inconsistente entre módulos. Se a sua bolha anterior, alimentador, e punch são marcas diferentes com PLCs separados, um pequeno alarme mal sincronizado pode entrar em cascata.
- Soluções:
- Programa de Manutenção Preventiva: Estabeleça diariamente, semanalmente, e listas de verificação mensais (veja tabela abaixo). Por exemplo, vedação limpa morre diariamente, calibrar a temperatura semanalmente, inspecionar ferramentas mensalmente. Registre cada cheque. sugere limpar as superfícies de vedação a cada 250 horas e fazendo diagnósticos completos a cada 500 horas. Siga os manuais dos equipamentos e os cronogramas de manutenção GMP.
- Treinamento do operador: Garantir que os operadores saibam como redefinir pequenas falhas e detectar sinais de alerta antecipados (ruídos incomuns, desvio na taxa de sucata). Incentive-os a registrar quaisquer alarmes estranhos ou pequenos problemas.
- Estratégia de peças sobressalentes: Mantenha peças sobressalentes críticas (sensores, molas, cintos, morre) no local para reduzir o tempo de reparo. Para linhas de vários fornecedores, considere mudar para uma solução de fonte única para evitar problemas de handshake de PLC.
- Atualizações de linha: Se as falhas de comunicação forem frequentes, investir em um linha de blister integrada (As linhas da Jinlu são projetadas com controle PLC unificado) para eliminar incompatibilidades de protocolo.
*Importante: O tempo de inatividade não planejado é o mais caro. Em uma linha validada, uma parada inesperada pode significar requalificação. Seguindo um cronograma de manutenção documentado (até mesmo registros diários simples de temperatura e testes de descascamento), muitas paradas aleatórias podem ser evitadas.
Lista de verificação de manutenção preventiva
A manutenção regular é a melhor “solução” para muitos problemas das máquinas de blister. Desenvolva uma lista de verificação:
| Freqüência |
Principais tarefas de manutenção |
| Diário (Mudança) |
– Limpe e limpe os moldes, matrizes de vedação, e bandejas de alimentação. – Inspecione as peças móveis (cintos, câmeras) quanto a desgaste ou danos. – Verifique os filtros e o óleo do sistema de vácuo. <Br>- Verifique se as proteções e sensores de segurança estão funcionando. – Execute um ciclo de teste rápido para garantir funções básicas (forma, alimentar, selo) operar. |
| Semanalmente |
– Limpe completamente as placas de aquecimento e ferramentas (filmes manchados). – Lubrifique todos os rolamentos, correntes, e slideways de acordo com as instruções do fabricante. – Calibrar sensores de temperatura e pressão; verificar os pontos de ajuste do aquecedor. – Verifique as conexões elétricas e aperte todos os fios soltos. – Inspecione a folga do punção e da matriz; afie ou ajuste conforme necessário. |
| Mensal |
– Máquina de limpeza profunda: remova as tampas e limpe os componentes internos (engrenagens, motores). – Inspecione e substitua peças desgastadas: Por exemplo, Anéis de vedação, cintos, molas. – Execute a calibração completa: avanço do filme, alimentadores, vedação. – Atualizar software/firmware (se aplicável). – Revise os registros de alarme e o registro de manutenção para problemas recorrentes. – Treine novamente a equipe sobre quaisquer novos procedimentos. |
Seguir essas tarefas de MP prolongará a vida útil da ferramenta, estabilizar parâmetros da máquina, e detectar problemas antes que eles causem falhas. Todos Regulamentado por GMP as fábricas farmacêuticas devem registrar essas atividades para conformidade.
Escolhendo uma máquina de blister farmacêutica confiável
A prevenção de problemas começa com o equipamento certo. Ao avaliar máquinas de blister (para novas linhas ou retrofits), procure recursos que reduzam os modos de falha:
- Projeto BPF: Máquinas com construção em aço inoxidável, superfícies fáceis de limpar, e transportadores sanitários. Menos fendas significa menos acúmulo de contaminação (o que pode causar atolamentos ou defeitos de vedação).
- Servo e Automação: Indexadores e alimentadores servoacionados fornecem controle preciso. Por exemplo, A série DPP da Jinlu usa servo motores para sincronizar a formação, alimentação, e corte, minimizando falhas de alimentação e desvios de registro.
- Sistemas de alimentação precisos: Alimentadores vibratórios ou de escova integrados com ajustes finos e sensores de visão ajudam a manter a consistência do preenchimento.
- Desempenho de vedação estável: Procure designs de placas de aquecimento com pressão uniforme. As máquinas Jinlu possuem matrizes seladoras modulares e pontos de limpeza de fácil acesso, tornando a manutenção da matriz rápida.
- Qualidade do Ferramental: Moldes de liga de alumínio de alta qualidade (como o aço para molde GCR-15 da Jinlu com 5+ ano de vida) resistir ao desgaste. Garanta também que as ferramentas sejam facilmente substituíveis (Jinlu possui um recurso de troca de molde em 15 minutos).
- Apoiar & Serviço: Escolha um fornecedor com suporte global. Jinlu oferece serviço no local em todo o mundo e entrega rápida de peças de reposição, o que é importante quando os riscos de tempo de inatividade são altos.
E claro, garantir que qualquer máquina tenha boa documentação interna e feedback do sensor para parâmetros críticos (registros de temperatura, monitores de tensão). Por exemplo, Jinlu's DPP-180Pro Blister Machine (4,800/saída de horas) e DPP-270Max (11,200/hr Alu-Alu/PVC) são construídos para uso farmacêutico. Eles apresentam ajustes fáceis e componentes elétricos compatíveis com cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Conclusão & Próximas etapas
A maioria das falhas nas linhas de blisters são previsível e evitável. Ao observar os sinais de alerta – como o aumento de sucata devido às rugas ou o aumento da resistência ao descascamento da vedação – as equipes de manutenção podem agir antecipadamente. Calibrar regularmente a temperatura, tensão, e o tempo de acordo com nossa lista de verificação evita paradas repentinas. E investir em uma máquina de blister de alta qualidade compensa: equipamentos bem projetados (como a série DPP servo-acionada da Jinlu) reduzirá inerentemente muitos modos de problema.
Pronto para resolver suas dores de cabeça com máquinas de bolhas? Fale com a Jinlu Embalagens para aconselhamento especializado e equipamentos confiáveis. Nossa equipe pode ajudá-lo a selecionar uma máquina de blister (Alu-PVC ou Alu-Alu) e configure um plano de manutenção adaptado às suas necessidades de produção. Visite Jinlu's Máquinas de blister da série DPP ou entre em contato conosco para uma solução personalizada hoje.
Perguntas frequentes sobre problemas em máquinas blister farmacêuticas
Quais são os problemas mais comuns das máquinas de blister na produção farmacêutica?
Os problemas mais comuns das máquinas de blister incluem vedação fraca, defeitos formando bolhas, bolsos vazios, erros de alimentação de tablet, enrugamento da folha, desalinhamento, problemas de codificação, defeitos de corte, e tempo de inatividade inesperado da máquina. Esses problemas podem afetar a qualidade da embalagem, eficiência de produção, e conformidade regulatória se não for abordada imediatamente.
Por que minha máquina de blister não está vedando corretamente?
A má vedação geralmente é causada por temperatura de vedação incorreta, pressão insuficiente, ferramentas de vedação desgastadas, superfícies de vedação contaminadas, ou materiais de embalagem incompatíveis. A calibração regular e a manutenção de rotina podem ajudar a garantir uma qualidade de vedação consistente.
O que faz com que as bolhas se formem de maneira desigual?
As cavidades irregulares das bolhas são frequentemente o resultado de uma temperatura de formação incorreta, vácuo ou pressão de ar inadequada, moldes danificados, ou qualidade de filme inconsistente. A validação adequada do processo e a inspeção de ferramentas são essenciais para manter a consistência da cavidade.
Como posso evitar bolhas vazias durante a embalagem?
Bolsas vazias são comumente causadas por problemas de sincronização de alimentação, salto do produto, componentes de alimentação desgastados, ou falhas nos sensores. Calibração regular do alimentador, sistemas de inspeção visual, e a configuração adequada da máquina pode reduzir significativamente os defeitos de bolsão vazio.
Por que a folha de alumínio enruga durante a embalagem blister?
O enrugamento da folha é normalmente causado por tensão inadequada da teia, rolos desalinhados, pressão de vedação irregular, ou mau manuseio de materiais. Ajustar a tensão da folha e garantir o alinhamento adequado da máquina pode ajudar a eliminar rugas e melhorar a aparência da embalagem.
Quais são os sinais de um problema de alimentação da máquina de embalagem blister?
Sinais comuns incluem falta de comprimidos, alimentação dupla, cápsulas quebradas, atolamentos de produtos, e produtos posicionados incorretamente dentro da cavidade do blister. Esses problemas geralmente indicam problemas de ajuste do alimentador ou erros de sincronização.
Com que frequência uma máquina de blister farmacêutica deve ser mantida?
A maioria dos fabricantes recomenda limpeza e inspeção diárias, verificações semanais de lubrificação e alinhamento, e manutenção preventiva mensal para componentes críticos, como moldes, sensores, estações de vedação, e sistemas de acionamento. Um programa de manutenção preventiva ajuda a reduzir o tempo de inatividade inesperado e a prolongar a vida útil da máquina.
O que causa defeitos de corte e perfuração de embalagens blister?
Defeitos de corte podem ocorrer devido a punções desgastadas, matrizes de corte desalinhadas, pressão de corte incorreta, ou registro deficiente entre a bolha formada e a folha de cobertura. A inspeção regular das ferramentas e a verificação do alinhamento são importantes para manter cortes limpos.
Os problemas da máquina de blister podem afetar a conformidade com as BPF?
Sim. Defeitos de embalagem, como falhas de vedação, cavidades vazias, codificação incorreta, ou embalagens blister danificadas podem levar a problemas de qualidade do produto e potencial não conformidade com GMP. Manter processos validados e realizar inspeções de rotina são fundamentais para os fabricantes farmacêuticos.
Como posso reduzir o tempo de inatividade em uma máquina de embalagem blister farmacêutica?
A melhor abordagem é a manutenção preventiva. Isso inclui treinamento de operadores, inspeções regulares de equipamentos, substituição oportuna de peças de desgaste, monitoramento de processos, e manter um estoque de peças sobressalentes críticas. Identificar pequenos problemas antecipadamente pode evitar grandes interrupções na produção.
Referências:
1.Q9(R1) Gestão de Risco de Qualidade -- NÓS. Food and Drug Administration
2.Inovações em embalagens blister —— pharmtech.com
3.Visão geral da tecnologia: Como fazer teste de vazamento em embalagens blister —— farmaceuticaonline.com
4.Sustentabilidade de blisters para medicamentos em comprimidos —— Ciência Direta
5.Métodos de detecção de vazamento para embalagens blister farmacêuticas —— farmaceutica-tecnologia.com
6.Defeitos comuns de bolhas em embalagens farmacêuticas —— pharmatimesofficial.com
7.Detecção de violações de integridade em uma variedade de tipos de embalagens blister farmacêuticas —— farmaceuticaonline.com