
W produkcja farmaceutyczna, Kompresja tabletu wygląda na powierzchni prosto — proszek wchodzi do wnętrza, wychodzą tabletki. Ale każdy, kto pracował przy tabletkarce, wie, że rzeczywistość jest zupełnie inna. Małe zmiany w przepływie granulek, poziom wilgoci, stan oprzyrządowania, lub prędkość maszyny może szybko spowodować problemy z jakością, które spowalniają produkcję i zwiększają ilość odpadów.
Problemy takie jak ograniczanie, klejący, owocobranie, wahania wagi, lub słaba twardość tabletek są częste podczas kompresji tabletek. Problemy te wpływają nie tylko na wygląd produktu, ale może również wpływać na dokładność dawkowania, wydajność rozpuszczania, wydajność pakowania, i zgodność regulacyjna. W ruchliwym środowisku produkcyjnym, nawet niewielki problem z kompresją może prowadzić do odrzucenia partii, przestój maszyny, i dodatkowe koszty utrzymania.
Dla kierowników produkcji, zespoły zakupowe, i nabywców sprzętu farmaceutycznego, zrozumienie głównych przyczyn problemów z kompresją tabletu jest ważne. Dobra wiadomość jest taka, że większości defektów kompresji można zapobiec, stosując formułę, proces granulacji, obróbka, i parametry tabletkarki współpracują prawidłowo. W tym artykule, omówimy najczęstsze problemy z kompresją tabletu w produkcji farmaceutycznej, wyjaśnić, dlaczego tak się dzieje, i podziel się praktycznymi sposobami ich rozwiązania. Niezależnie od tego, czy prowadzisz wysokoobrotowa tabletkarka rotacyjna lub zarządzaj kompletną linią do produkcji tabletów, te wskazówki dotyczące rozwiązywania problemów mogą pomóc poprawić jakość tabletu i ograniczyć przerwy w produkcji.

Kompresja tabletek jest krytycznym etapem w produkcji środków farmaceutycznych w postaci stałej, gdzie preparaty w postaci proszku lub granulatu napełnia się matryce i prasuje w tabletki przy użyciu stempli i wysokiego ciśnienia. Większość linii produkcyjnych wykorzystuje tabletkarki rotacyjne, które mają wiele stanowisk na obrotowej wieży. W każdej stacji znajduje się górny stempel, niższy cios, i kostka. Proces ten zazwyczaj składa się z dwóch etapów: Pre-kompresja (lekka siła wstępnego wypełnienia, która gruntuje proszek) i główna kompresja (końcowa duża siła tworząca tabletkę).

Producenci muszą również wziąć pod uwagę jakość receptury i granulacji. Na przykład, dobry przepływ proszku jest niezbędny do równomiernego napełniania matrycy. Granulki są często wielkości (np. <20% średnicy matrycy) aby uniknąć segregacji. Mieszanka proszkowa zwykle zawiera API, spoiwa, smary, oraz środki zwiększające przepływ, które pomagają w prawidłowym ściśnięciu i wyrzuceniu z oprzyrządowania. Nawet po kompresji, w celu usunięcia drobnych cząstek i poprawy wyglądu tabletek często stosuje się odpylacz lub polerkę do tabletek. W rzeczywistości, po wyjściu tabletek z prasy, A maszyna do odpylania tabletek zainstalowana pomiędzy prasą a linią powlekania/pakowania będzie wibrować i odsysać luźny pył i fragmenty, zapewnienie czystości, tabletki bezpyłowe.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
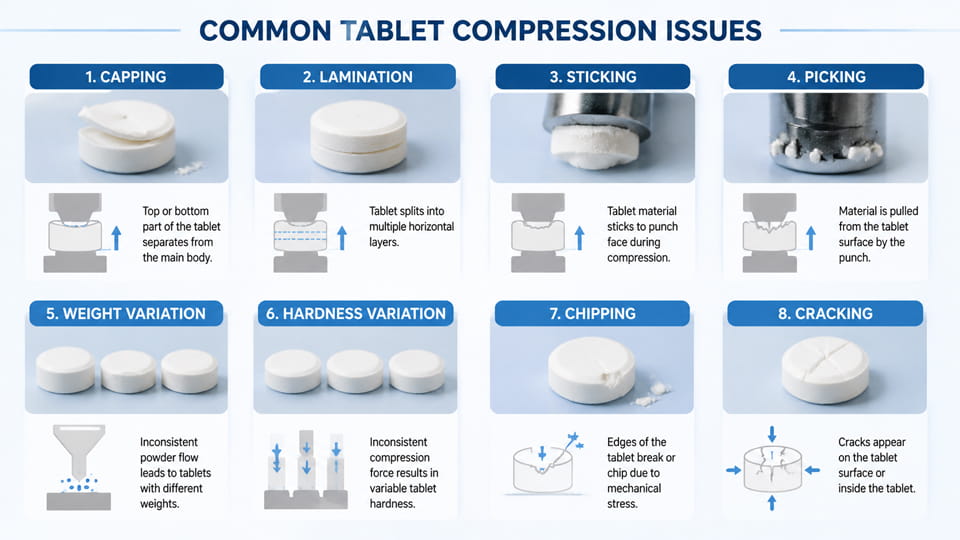
Podczas kompresji tabletu, może pojawić się kilka usterek. Poniżej opisujemy najczęstsze problemy, ich typowe przyczyny, i praktyczne rozwiązania.
Jak to wygląda: Capping występuje, gdy góra (lub dół) tabletki pęka, wyglądający jak „nasadka” oddzielona od głównego korpusu tabletu. Laminowanie polega na podzieleniu tabletu na dwie lub więcej poziomych warstw. Obie wady zwykle oznaczają, że tablet nie związał się całkowicie podczas kompresji.
Najczęstsze przyczyny: Capping często wynika z uwięzienie powietrza i słabe wiązanie cząstek. Kiedy stemple ściskają proszek, kieszenie powietrzne na górze lub w środku matrycy mogą uniemożliwić prawidłową konsolidację. Wysoka prędkość wieży (krótki czas przebywania) i bardzo duża siła ściskająca może zaostrzyć ten problem. Ponadto, składniki elastyczne lub o bardzo małej gęstości (np. niektóre elastyczne spoiwa) może „odskoczyć” po ściśnięciu, powodując oddzielenie się warstw. Zbyt mała ilość spoiwa lub zbyt mała wilgotność granulatu również osłabia wiązanie międzycząstkowe.
Rozwiązania: Aby zapobiec zaklejaniu i laminowaniu, pomóc uwięzionemu powietrzu w ucieczce i poprawić wiązanie. Używanie stożkowe profile stempla/matrycy umożliwia łatwiejszy odpływ powietrza. Spowalnianie wieży (zwiększenie czasu przebywania) lub dodanie łagodnej siły wstępnego ściskania wpycha więcej materiału do matrycy przed ostatecznym zagęszczeniem. Nieznaczne zmniejszenie głównej siły ściskającej może również zapobiec nadmiernemu ściskaniu. Sprawdź wilgotność tabletki i spoiwo: dodając odrobinę więcej wilgoci podczas granulacja na mokro lub zwiększenie zawartości spoiwa może poprawić wiązanie. Podsumowując, dostosowanie kształtu stempla/matrycy i parametrów prasy (i wymianę zużytego oprzyrządowania) umożliwia ucieczkę uwięzionego powietrza i znacznie zmniejsza zatykanie.
Jak to wygląda: Klejenie ma miejsce, gdy proszek przylega do powierzchni stempla, pozostawiając osad materiału lub niekompletną twarz tabletu. Picking to forma naklejania występująca wokół wytłoczonych logo lub oznaczeń; wypukły wzór na stemplu chwyta proszek, pozostawienie wady w tablecie. W obu przypadkach powstają tabletki z szorstkimi powierzchniami i czasami brakującymi krawędziami.
Najczęstsze przyczyny: Głównym winowajcą jest wysokie tarcie lub kleistość pomiędzy proszkiem a stemplem. Często jest to spowodowane nadmiar wilgoci lub wysoka wilgotność. Jeśli granulki są zbyt mokre lub pomieszczenie sprężania jest wilgotne, cząsteczki mogą osadzać się na powierzchni stempla. Podobnie, niewystarczająca ilość smaru w mieszance oznacza, że nic nie pomaga w zsuwaniu się proszku ze stempli. Jeśli siła ściskająca jest zbyt mała, Tabletki mogą być niedostatecznie ściśnięte i sklejać się; odwrotnie, zbyt duża siła może lekko podgrzać proszek i sprawić, że stanie się lepki.
Rozwiązania: Poprawić uwalnianie i zmniejszyć przyczepność. Pierwszy, zachować właściwy kontrola środowiska: osusz obszar prasy, jeśli to konieczne i utrzymuj wilgotność granulatu w granicach specyfikacji. Upewnij się, że mieszanka zawiera wystarczającą ilość środka smarnego (zazwyczaj 0,5–2% stearynianu magnezu lub podobnego) i dokładnie wymieszaj (ale nie nadmiernie) więc cząstki są powlekane. Polskie twarze ponczowe regularnie usuwać zadrapania, i rozważ zastosowanie odpowiedniego środka do polerowania dziurkacza lub powłoki nieprzywierającej. Jeśli sklejanie się utrzymuje, spróbuj dokonać niewielkiej korekty parametrów: czasami niewielki wzrost prędkości prasy (krótszy czas kontaktu) lub zmniejszenie siły ściskającej może pomóc w wyrzuceniu tabletek przed sklejeniem.
Jak to wygląda: Tablety mają mieć jednakową wagę w ramach ścisłej specyfikacji. Gdy wahania masy ciała są duże, tabletki z tej samej partii wychodzą zauważalnie lekkie lub ciężkie, ryzyko niespójności dawki.
Najczęstsze przyczyny: Nadmierne zróżnicowanie zwykle wynika z niespójne wypełnienie matrycy. Prasy rotacyjne zazwyczaj dozują objętościowo, więc każda zmiana gęstości nasypowej proszku lub dynamiki wypełnienia powoduje zmiany ciężaru. Typowe problemy obejmują słabą płynność (co prowadzi do mostkowania lub nierównego podawania), segregacja zmieszanych proszków (grubsze cząstki wypełniają się szybciej), lub zużyta/niewłaściwie ustawiona rama podajnika (powodując nierównomierne dostarczanie proszku). Zbyt szybkie działanie prasy może to pogorszyć, ponieważ nie zapewni się wystarczającej ilości czasu na wypełnienie każdej matrycy.
Rozwiązania: Popraw przepływ proszku i konsystencję paszy. Zoptymalizuj granulację, aby uzyskać jednorodność, mieszanka o swobodnym przepływie. Dodaj środki poślizgowe (np. krzemionka koloidalna) lub środki przeciwzbrylające, aby zmniejszyć sklejanie i mostkowanie. Dostosuj ustawienia ramy podajnika i zainstaluj przegrody w leju zasypowym, aby kontrolować przepływ. Rozważ użycie stemple z wymuszonym podawaniem (gdzie dolny stempel unosi się, aby aktywnie wypełnić matrycę) lub napełnianie próżniowe, jeśli proszek jest powolny. Zmniejszenie prędkości wieży (dając więcej czasu na wypełnienie) często zmniejsza zmienność. Krótko mówiąc, upewnij się, że każda matryca stale otrzymuje tę samą ilość proszku – może to oznaczać zmianę mechanizmu podającego lub prędkości prasy.
Jak to wygląda: Twardość (lub siła zrywająca) to odporność tabletki na zgniatanie. Jeśli tabletki są zbyt miękkie, mogą odpryskiwać, przerwa, lub wykazują wysoką kruchość (łatwo się kruszy). Jeśli za trudne, mogą być odporne na powlekanie lub rozpuszczać się powoli. Testy kruchości (przewracanie tabletek i mierzenie utraty wagi) często ujawniają odpryski lub pudrowanie krawędzi.
Najczęstsze przyczyny: Twardość jest kontrolowana przede wszystkim przez siła ściskająca i skład. Niska siła ściskająca lub zbyt mało spoiwa daje miękkość, kruche tabletki. Z drugiej strony, zbyt duża siła może spowodować utworzenie bardzo twardych tabletek, które pękają lub są odporne na rozpad. Na przykład, jedno ze źródeł branżowych zauważa, że siła wyrzutu jest bardzo duża (z powodu nadmiernej kompresji) może spowodować, że tabletki będą zbyt twarde, powodując pęknięcia lub powolny rozpad. Zmiana masy tabletki powoduje również zmianę twardości: lżejsze tabletki są cieńsze/bardziej miękkie, cięższe, grubsze/twardsze.
Rozwiązania: Dostosuj kompresję i wiązanie. Dostosuj główną kompresję, aby osiągnąć docelową twardość (zwykle mierzone na twardościomierzu). Zmodyfikuj formułę: dodanie lub optymalizacja spoiwa (np. PvP, HPMC, lub skrobia) zwiększa wiązanie międzycząsteczkowe. Kontroluj wilgotność granulatu, ponieważ lekko wilgotne granulki często dają mocniejsze tabletki (ale uważaj na nadmierne zwilżanie). Wymień zużyte łopatki wyrzutnika i zapewnij płynny wyrzut; szorstki skok wyrzucania może spowodować pęknięcie tabletek. Jeśli kruchość jest wysoka, sprawdź, czy tabletki nie są za słabe – możesz potrzebować nieco większej siły ściskającej lub większej ilości spoiwa. Równowaga jest kluczowa: staraj się, aby tabletki były wystarczająco twarde, aby przetrwać obsługę, ale nie na tyle twarde, aby nie oblały testów rozpuszczania.
Mogą wystąpić inne wady. Wyszczerbienia lub pęknięcia krawędzi często się zdarza, gdy tabletki nagle się rozszerzają po wyrzuceniu lub jeśli matryce są płaskie. Podwójne wrażenia (obrazy duchów) zazwyczaj wynikają z luźnego oprzyrządowania lub mechanicznego ponownego uderzenia stempla. Cętkowanie lub zmiana koloru (w tabletkach niepowlekanych) może wystąpić w przypadku segregacji kolorowych substancji pomocniczych. Często są one powiązane z powyższymi przyczynami: Na przykład, odpryskiwanie krawędzi może wynikać z nadmiernego sprasowania lub zbyt suchego granulatu, a rozwiązanie tego problemu może wymagać niewielkiej regulacji smaru lub spoiwa.
W rzeczywistości, pomocne jest zorganizowane podejście do rozwiązywania problemów. Na przykład, zatrzymaj prasę, gdy pojawi się defekt i przejrzyj ostatnie zmiany (jak nowe partie, zmieniona prędkość, lub konserwacja). Sprawdź oprzyrządowanie i warunki pracy, i poprawiaj jeden czynnik na raz. Wielu producentów wykresów kluczowych parametrów (Waga tabletu, grubość, twardość, itp.) w czasie rzeczywistym, aby obserwować pojawiające się trendy. Kontrola wzrokowa tabletek (wykończenie powierzchni, krawędzie) jest również kluczowa. Ta systematyczna metoda – obserwuj, izolować, dostosować – szybko zawęża przyczynę źródłową.
Na wyniki kompresji wpływa kilka czynników poprzedzających:
Prawidłowa konserwacja tabletkarki jest również kluczowa. Maszyna zadbana – wyczyszczona, smarowane, i skalibrowany – znacznie rzadziej powoduje defekty. Wymień zużyte stemple i matryce, zanim pogorszą jakość tabletu. Udokumentuj harmonogram regularnego czyszczenia (usuwanie nagromadzonego proszku) i upewnij się, że technicy sprawdzają ustawienia przed każdym uruchomieniem.

Zastosowanie solidnych środków zapobiegawczych pozwala uniknąć usterek:
Schemat blokowy syreny: Drzewo decyzyjne ilustrujące sposób diagnozowania wady tabletu sprawdzając określone parametry (rodzaj wady → prawdopodobna przyczyna → działanie naprawcze).

Wady kompresji tabletu, takie jak zakręcanie, klejący, wahania wagi, i kruchość to częste wyzwania, którymi można jednak skutecznie zarządzać. Każdy problem wynika zwykle z właściwości preparatu, ustawienia maszyny, lub czynniki środowiskowe. Metodycznie identyfikując pierwotną przyczynę, a następnie dostosowując parametry prasy, granulacja rafinacyjna, kontrolowanie wilgotności, i utrzymywanie sprzętu w doskonałej kondycji – producenci mogą korygować defekty. Regularne kontrole w trakcie procesu (Waga tabletu, twardość, grubość, itp.) wcześnie wychwyci trendy. Stosowanie tych najlepszych praktyk pomaga zapewnić, że tabletki opuszczające prasę konsekwentnie spełniają standardy jakości, ograniczenie ilości odpadów i spełnienie oczekiwań regulacyjnych.
Jeśli masz problemy takie jak zacinanie się tabletu, zakrywanie, wahania wagi, lub niestabilna twardość tabletek, prawo sprzęt do kompresji tabletów i konfiguracja produkcji mogą mieć ogromne znaczenie. Na Pakowanie jinlu, pomagamy producentom farmaceutycznym i nutraceutycznym poprawić jakość tabletek dzięki niezawodności tabletkarki rotacyjne, dostosowane rozwiązania kompresyjne, i profesjonalne wsparcie techniczne.
Niezależnie od tego, czy modernizujesz istniejącą linię produkcyjną, czy planujesz nowy projekt produkcji tabletów, nasz zespół może pomóc Ci wybrać odpowiednią tabletkarkę w zależności od rodzaju produktu, wymagania wyjściowe, i standardy GMP. Poznaj nasze rozwiązania do tabletkowania Lub skontaktuj się z nami już dziś aby omówić wyzwania związane z kompresją tabletu z naszym zespołem inżynierów.
Do najczęstszych problemów związanych z kompresją tabletu zalicza się ograniczenie, laminowanie, klejący, owocobranie, wahania wagi, problemy z kruchością, i nierówna twardość tabletek. Problemy te są zwykle związane z jakością granulatu, ustawienia maszyny, stan oprzyrządowania, lub czynniki środowiskowe.
Zakrywanie tabletu ma miejsce, gdy górna lub dolna część tabletki oddziela się po ściśnięciu. Najczęstszymi przyczynami są uwięzione powietrze, przesuszone granulki, niewystarczająca ilość spoiwa, nadmierna prędkość maszyny, lub niewłaściwa siła ściskająca. Właściwe ustawienia granulacji i wstępnej kompresji mogą pomóc w ograniczeniu zaklejania.
Sklejanie ma miejsce, gdy materiał preparatu przyczepia się do powierzchni stempla lub ścianek matrycy podczas kompresji tabletki. Picking to specyficzny rodzaj naklejania, który zwykle dotyczy wytłoczonych logo lub grawerowanych stempli. Wysoka zawartość wilgoci, niewystarczające smarowanie, szorstkie powierzchnie narzędzi, i lepkie składniki są częstymi przyczynami.
Wahania masy są często spowodowane słabym przepływem proszku, niespójne wypełnienie matrycy, lub niestabilna prędkość podajnika. Poprawa sypkości granulatu, kontrolowanie rozkładu wielkości cząstek, a optymalizacja ustawień podajnika może pomóc w utrzymaniu stałej wagi tabletu podczas produkcji.
Twardość tabletki bezpośrednio wpływa na trwałość produktu, wydajność pakowania, czas rozpadu, i zachowanie podczas rozpuszczania. Tabletki, które są zbyt miękkie, mogą pęknąć podczas obsługi, natomiast zbyt twarde tabletki mogą rozpuszczać się zbyt wolno. Właściwa siła ściskająca i zrównoważony projekt receptury mają kluczowe znaczenie dla stabilnej kontroli twardości.
Jakość granulatu odgrywa główną rolę w wydajności kompresji tabletu. Granulki o słabej sypkości, nierówny rozmiar cząstek, Nadmierna wilgoć, lub niska ściśliwość może prowadzić do wad takich jak sklejanie, zakrywanie, i wahania wagi. Wysokiej jakości granulacja poprawia konsystencję tabletek i wydajność produkcji.
Temperatura i wilgotność w pomieszczeniu kompresji znacząco wpływają na jakość tabletu. Wysoka wilgotność może zwiększyć problemy z klejeniem, podczas gdy zbyt suche warunki mogą powodować kruchość lub zatykanie. Wielu producentów utrzymuje kontrolowany poziom wilgotności, aby ustabilizować wydajność kompresji tabletu.
Stemple i matryce do tabletek należy regularnie sprawdzać i konserwować, aby zapobiec defektom i zapewnić stabilną produkcję. Zużyte lub uszkodzone oprzyrządowanie może prowadzić do zakleszczenia, zły wygląd tabletu, nierówna waga, i wydłużone przestoje. W przypadku linii produkcyjnych produktów farmaceutycznych zdecydowanie zaleca się stosowanie harmonogramów konserwacji zapobiegawczej.
Poprawa wydajności tabletkowania zwykle wymaga połączenia zoptymalizowanej receptury, odpowiednia granulacja, stabilne ustawienia maszyny, przeszkolonych operatorów, i regularną konserwację sprzętu. Monitorowanie masy tabletu w czasie rzeczywistym, twardość, i grubość pomaga również wcześnie wykryć problemy, zanim wpłyną one na duże partie produkcyjne.
Referencje:
1.WADY PRODUKCYJNE TABLETEK – PRZEGLĄD —— Journal of Drug Delivery and Therapeutics (JDDT)
2.Klejenie i zbieranie podczas kompresji tabletek farmaceutycznych: Recenzja konsorcjum IQ —— ScienceDirect
3.ICH Q10 System jakości farmaceutycznej – Wytyczne naukowe —— Europejska Agencja Leków
4.Smarowanie w preparatach tabletkowych —— Narodowa Biblioteka Medyczna
5.Rozwiązywanie problemów związanych z przyklejaniem i wybieraniem poprzez projekt tabletu —— Farmtech
6.Pogłębianie wiedzy na temat zamykania i laminowania tabletek: przegląd systematyczny —— ScienceDirect



