- Macchine
- Competenza
- Risorse
- Certificati
- Di
- Contatto
- Macchine
- Competenza
- Risorse
- Certificati
- Di
- Contatto
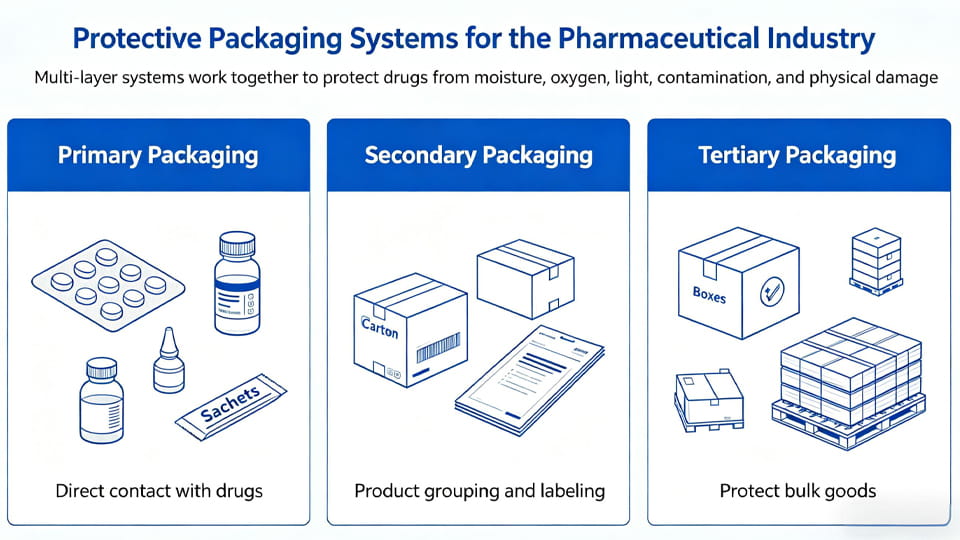
Nell'industria farmaceutica, imballaggio protettivo è fondamentale per mantenere la qualità dei farmaci e la sicurezza dei pazienti. Comprende sistemi multistrato – primari, secondario, e imballaggio terziario – che lavorano insieme per proteggere i medicinali dall’umidità, ossigeno, leggero, contaminazione, e danni fisici. Imballaggio primario (pacchetti di blister, fiale, bottiglie, bustine) entra in contatto diretto con il farmaco; imballaggio secondario (cartoni, scatole, inserti) raggruppa ed etichetta i prodotti; imballaggio terziario (casi, pallet, avvolgimento estensibile) protegge le spedizioni di grandi quantità. Ogni strato e materiale (plastica, bicchiere, foglio di alluminio, cartone, rivestimenti isolanti, ecc.) offre funzioni di barriera specifiche. Funzionalità avanzate come i tappi a prova di bambino, sigilli anti-manomissione, pellicole barriera contro l'umidità, e la serializzazione migliorano ulteriormente la protezione e la conformità.
Questi requisiti sono applicati dalle normative GMP globali (FDA, CHI, Unione Europea) che impongono caratteristiche di etichettatura durevole e anti-manomissione. L’automazione gioca un ruolo chiave: macchine blister ad alta velocità, sistemi di conteggio, astucciatori, sigillanti, E etichettatrici garantire coerenza, Imballaggi conformi a GMP su larga scala. In questo articolo, esploriamo i tipi di imballaggi protettivi, Materiali, standard normativi, e macchinari, con esempi pratici e confronti.
L'imballaggio protettivo nei prodotti farmaceutici si riferisce al sistema di imballaggio multistrato progettato per preservare la qualità del farmaco durante tutto il suo ciclo di vita. Non è solo un contenitore, ma una tutela attiva. Come sottolineano le linee guida dell’OMS, l'imballaggio deve proteggere da tutti gli influssi esterni avversi (umidità, leggero, ossigeno, temperatura) che possono alterare le proprietà di un farmaco. In pratica, ciò significa utilizzare materiali e design che creino barriere e segnali efficaci. Per esempio, pacchetti di blister sigillare le singole compresse sotto un foglio di alluminio o una pellicola di plastica, che limita l'esposizione all'umidità e all'ossigeno. Allo stesso modo, fiale e flaconi di vetro (mostrato di seguito) fornire chimicamente inerte, barriere ermetiche ideali per iniettabili e liquidi sensibili.

Figura: Lavoratore che maneggia l'imballaggio primario dei tablet (Le confezioni blister assicurano che ciascuna compressa rimanga isolata dall'umidità, aria, e manomissione.).
Gli imballaggi protettivi farmaceutici spesso integrano anche caratteristiche funzionali: scavenger di umidità/ossigeno, essiccanti, lamine che bloccano la luce, e schermatura contro le radiazioni per formulazioni sensibili. I cappucci a prova di bambino e i sigilli antimanomissione sono esempi di caratteristiche di sicurezza che impediscono l’uso improprio. Insomma, l'imballaggio protettivo nel settore farmaceutico mantiene attivamente la stabilità e la sicurezza dei farmaci, fungendo sia da barriera che da strumento di comunicazione (etichette, istruzioni). Questo ruolo dalle molteplici sfaccettature è essenziale per prevenire il degrado, errori di dosaggio, o contaminazione che potrebbe danneggiare i pazienti e minare la fiducia.
L’imballaggio protettivo è vitale perché i medicinali incontrano molti rischi prima di raggiungere i pazienti. Durante la produzione, magazzinaggio, e distribuzione, i prodotti farmaceutici possono essere esposti all'umidità, ossigeno, leggero, Calore, shock fisici, e persino la contaminazione microbica. Senza imballaggio robusto, i principi attivi possono degradarsi (perdere potenza o formare impurità) oppure le compresse potrebbero sbriciolarsi durante il trasporto. Ad esempio, l'esposizione all'umidità può idrolizzare farmaci come l'aspirina, mentre l'ossigeno può ossidare la vitamina C, comprometterne l’efficacia. Farmaci sensibili alla luce (per esempio. clorpromazina) può rompersi ai raggi UV a meno che non sia protetto da materiali opachi.
Dal punto di vista normativo, i difetti di imballaggio sono cause comuni di richiami e problemi di sicurezza. Un'etichettatura inadeguata o difetti di imballaggio possono portare a confusioni ed errori di dosaggio. Come nota un esperto di imballaggi, le funzionalità protettive supportano direttamente il benessere e la compliance del paziente. Questo è il motivo per cui le agenzie richiedono etichette durevoli (chiaro, resistente all'abrasione) e misure anti-manomissione. Un buon imballaggio non solo preserva stabilità e sterilità, ma previene anche gli avvelenamenti accidentali: le sole chiusure a prova di bambino hanno “ridotto significativamente gli episodi di avvelenamento accidentale nei bambini”. In sostanza, l'imballaggio protettivo è alla base dell'integrità del prodotto, sicurezza del paziente, e conformità legale.

Il packaging primario è la prima barriera attorno al farmaco, contattando direttamente il prodotto. Il suo ruolo è quello di mantenere il farmaco stabile e sterile fino al momento dell'uso. In forme di dosaggio solide, i blister sono i più comuni: ciascuna compressa o capsula si trova in una cavità di plastica ed è sigillata da un foglio o da una pellicola sul retro. Ciò garantisce che ogni dose sia protetta dall'aria e dall'umidità finché non viene espulsa. Le fiale e le fiale di vetro fungono da imballaggio primario per iniettabili e sieri; creano una chiusura ermetica, ambiente inerte per mantenere i liquidi sterili. Bottiglie e barattoli (plastica o vetro) vengono utilizzati per gli sciroppi, sospensioni, e capsule. Spesso includono tappi a prova di bambino e sigilli anti-manomissione per proteggere il contenuto e gli utenti. Bustine flessibili e buste per uso medico sono confezioni primarie per polveri, granuli o articoli monodose; questi zaini leggeri offrono barriera contro l'umidità e comodità.
Ciascuno di questi pacchetti primari è progettato per la sicurezza. Per esempio, un tappo a prova di bambino su un flacone da prescrizione richiede il movimento di un adulto per aprirsi, prevenire l’ingestione accidentale nei bambini. Supporto in blister (Alu-Alu o Alu-PVC) viene scelto in base alle esigenze di barriera: Alu-Alu offre una protezione quasi totale dalla luce e dall'umidità, mentre il PVC/Alu è conveniente per i farmaci meno sensibili. In sintesi, l'imballaggio primario è la custodia personale per ciascuna dose, combinando barriere materiali e design intelligente per preservare le prestazioni previste del farmaco.
L'imballaggio secondario protegge e raggruppa gli imballaggi primari. Include scatole di cartone, maniche, vassoi, e inserti. I cartoni tengono in posizione i blister o i flaconi, impedendo movimenti o abrasioni durante la movimentazione. Contengono anche informazioni essenziali: istruzioni sul dosaggio, numeri di lotto, e date di scadenza – a supporto della sicurezza del paziente e della conformità normativa. All'interno dei cartoni, inserti di cartone o separatori in schiuma impediscono il contatto tra fiale o blister, aggiungendo ammortizzazione. Involucro termoretraibile oppure gli involucri eccessivi possono raggruppare più unità (per esempio. una vendita al dettaglio di 10 confezioni) per scoraggiare le manomissioni. In effetti, il packaging secondario organizza e annota il farmaco, garantire che ciascun gruppo di dosi sia protetto e tracciabile lungo tutta la catena di approvvigionamento.
L'imballaggio terziario viene utilizzato per la spedizione e lo stoccaggio di prodotti sfusi, in genere scatole di cartone ondulato, casi, pallet, e pellicola termoretraibile. Mentre i pazienti non vedono mai questo strato, è cruciale per la distribuzione globale. Le robuste custodie ondulate possono resistere alle pressioni di impilamento e alla movimentazione brusca. Pallet e film estensibili fissano insieme molti cartoni per la movimentazione con carrello elevatore. Questa armatura più esterna mantiene intatti i prodotti dalla fabbrica alla farmacia. Insomma, l'imballaggio terziario garantisce che gli strati protettivi all'interno rimangano indisturbati durante il trasporto a lunga distanza.

Materiali diversi forniscono proprietà barriera diverse. La tabella seguente riassume i materiali comuni rispetto ai materiali. le loro funzioni protettive:
| Materiale | Barriera / Funzione protettiva | Usi comuni |
| Polimeri plastici | Eccellente barriera contro l'umidità; leggero, formabile | Cavità di vesciche (PVC/Alluminio), bottiglie, berretti, pellicole in bustina |
| Cartone/Carta | Rigidità, ammortizzazione, forza di impilamento; superficie per etichette; riciclabile | Cartoni secondari, inserti, etichette |
| Foglio di alluminio | Barriera superiore all'umidità, ossigeno, e luce; termosaldabile | Supporto del blister, buste di alluminio, confezioni a strisce |
| Bicchiere | Chimicamente inerte; barriera assoluta al gas/umidità; sterilizzabile | Fiale, ampolle, flaconi per iniettabili e liquidi sensibili |
| Materiali isolanti | Barriera termica per mantenere le temperature della catena del freddo | Fodere isolate, cartoni refrigerati per vaccini/prodotti biologici |
| Rivestimenti speciali | Rivestimenti anti-UV o antimicrobici per una protezione extra | Confezione di farmaci fotosensibile, applicazioni sterili |
Ogni materiale viene scelto in base alle esigenze del farmaco. Per esempio, Il film blister in PVC-alluminio offre flessibilità e protezione dall'umidità per le compresse, mentre il foglio Alu-Alu (alluminio puro) fornisce il massimo livello di barriera per prodotti molto sensibili. Il vetro è preferito per i prodotti biologici perché non interagisce con il farmaco. Moderni film compositi e polimeri ingegnerizzati (PVDC, EVOH) vengono utilizzati anche per ottenere prestazioni di barriera personalizzate. La chiave è selezionare il materiale giusto in modo che il materiale di confezionamento stesso non comprometta mai la sicurezza del farmaco.
I moderni imballaggi protettivi superano le barriere inerti. Il design funzionale aggiunge caratteristiche di sicurezza dell'utente e della catena di fornitura. Le caratteristiche chiave includono:
Appaiono anche soluzioni innovative: per esempio. blister sigillato a freddo tecnologia o formati di imballaggio riciclabili. Tali innovazioni mirano a bilanciare la protezione con la sostenibilità. Ma il nocciolo della questione resta: il sistema protettivo deve proteggere in modo affidabile il farmaco nelle condizioni del mondo reale, facilitandone al contempo l’uso corretto.

Packaging farmaceutico è regolato da rigorosi requisiti GMP e farmacopea. Come consiglia l’OMS, l’imballaggio deve “proteggere da tutti gli influssi esterni avversi (umidità, leggero, ossigeno, temperatura)"e soddisfano gli standard di qualità per tutta la durata di conservazione. Infatti, la qualità di un farmaco è legata alla qualità del suo confezionamento: i materiali devono essere non reattivi e dimostrarsi idonei tramite studi di stabilità.
In pratica, ciò significa applicare le GMP ai processi di confezionamento proprio come avviene per la produzione di farmaci. Per esempio, ISO 15378 definisce le GMP specificatamente per i fornitori di materiali di imballaggio primari. L’UE e la FDA richiedono che i materiali di imballaggio e i sistemi di chiusura dei contenitori siano convalidati e controllati. Capitolo 5 delle GMP dell’UE afferma esplicitamente che i fornitori di materiali di imballaggio meritano “tanta attenzione quanto quella riservata ai fornitori di materie prime”. Documentazione e test completi (estraibili/lisciviabili, certificati dei materiali) dovrebbero garantire la sicurezza.
Anche le informazioni stampate sugli imballaggi sono regolamentate. Le GMP dell’UE impongono che il testo e le immagini sui cartoni e sulle etichette siano “chiari”., resistente alla luce, e resistente all'abrasione”, impedire richiami dovuti a istruzioni illeggibili. Inoltre, le normative globali come la Direttiva UE sui medicinali falsificati richiedono caratteristiche di evidenza di manomissione sulla confezione e sulla serializzazione (tracciabilità) di confezioni monodose. Allo stesso modo, la FDA richiede prove di chiusure a prova di bambino o antimanomissione, ove applicabile. Insomma, l’imballaggio farmaceutico non deve solo proteggere fisicamente il farmaco, ma rispettano anche dettagliati standard di qualità e sicurezza a ogni livello.
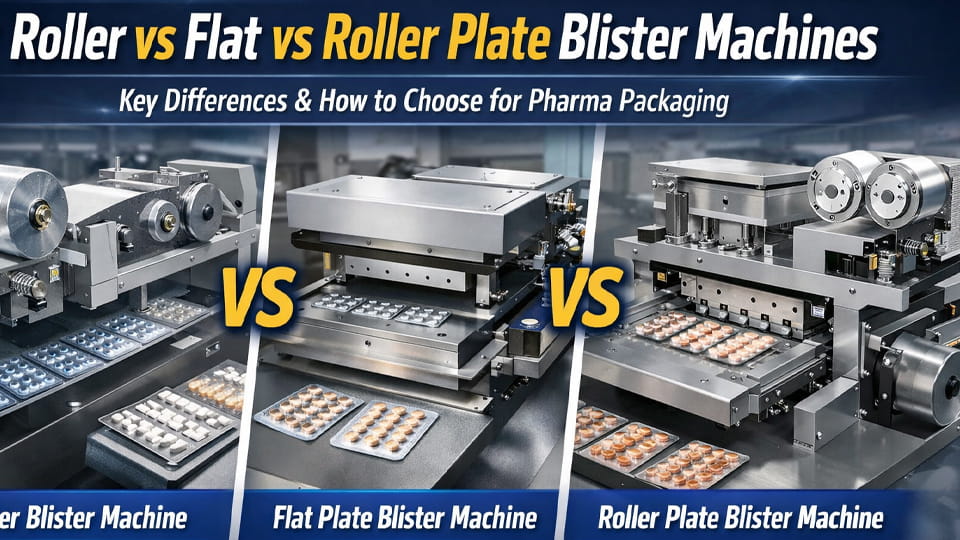
Il moderno confezionamento farmaceutico si affida a macchinari specializzati in ogni fase. Di seguito è riportata una mappatura dei tipi di macchine comuni alle funzioni di confezionamento, con esempi di attrezzature Jinlu Packing:
| Tipo di macchina | Funzione protettiva | Esempio di soluzione Jinlu |
| Confezionatrice per blister | Moduli sigillati pacchi primari (compresse/cappucci nelle cavità della pellicola). Crea la prima barriera protettiva attorno ad ogni dose. | Il modello DPP-270Max / Linee blister ad alta velocità DPP-180Pro (Alluminio-PVC, Alu-Alu). |
| Riempimento di bottiglie & Linea di sigillatura | Riempie liquidi o conta solidi in bottiglie; applica tappi e sigilli a prova di bambino. Protegge i liquidi da perdite e contaminazioni. | Riempimento automatico delle bottiglie Jinlu & macchine tappatrici (linee integrate con saldatura ad induzione). |
| Macchina per il conteggio di compresse/capsule | Conta accuratamente le dosi in flaconi o blister (garantisce la quantità corretta). Fondamentale per il dosaggio del paziente e la conformità alle GMP. | Macchine per il conteggio di compresse/capsule serie Jinlu JLPCP-600 (fino a 800 ppm). |
| Macchina Astucciatrice | Racchiude i pacchetti primari in cartoni secondari con etichette (lotto n., istruzioni). Impedisce il movimento e fornisce prova di manomissione quando sigillato. | Astucciatrici automatizzate Jinlu (orizzontale/verticale) capace di 15,600 cartoni/ora. |
| Etichettatrice | Applica il prodotto, lotto, ed etichette seriali su bottiglie/cartoni. Garantisce tracciabilità e informazioni normative. | Etichettatrici automatiche Jinlu (etichettatrici per bottiglie e cartoni). |
| Macchina per sigillare a induzione | Applica rivestimenti in alluminio alle bocche delle bottiglie. Aggiunge la tenuta stagna, umidità- e sigillo antimanomissione sui contenitori primari. | Unità di sigillatura a induzione Jinlu (per fogli in PC/PE). |
| Imballatore di casse / Pallettizzatore | Raggruppa i cartoni in casi terziari o carichi su pallet. Protegge le spedizioni con avvolgimento estensibile e cinghie. | Incartonatrici e pallettizzatori Jinlu per imballaggi sfusi. |
Produttori come l'offerta Jinlu Packing linee di confezionamento integrate combinando queste macchine. Per esempio, una linea blister automatica può essere sincronizzata con un'astucciatrice e un'incartonatrice per formare una soluzione completa di confezionamento dal primario al terziario. Tale automazione garantisce una tenuta costante, riduce al minimo l’errore umano, e supporta pienamente la produzione GMP. In particolare, Le macchine per blister e astucciatrici Jinlu soddisfano gli standard cGMP per il settore farmaceutico. Le loro unità blister scappano 4,800 A 11,200 vesciche/ora, mentre gli astucciatori possono inscatolare fino a 15,600 unità/ora.
[jl_youtube src=”https://www.youtube.com/embed/1Bb_J6rluac”]
Video: Una linea automatizzata di confezionamento farmaceutico, illustrare i processi di imballaggio protettivo (riempimento della vescica, imballaggio in cartone, ecc.) in azione (Impianto di imballaggio Jinlu).
La scelta del confezionamento ottimale implica considerare la sensibilità del farmaco e le esigenze normative. I fattori chiave includono la forma del farmaco (solido contro. liquido), obiettivi di durata di conservazione, e condizioni di trasporto. Per esempio, potrebbero essere necessarie compresse altamente sensibili all'umidità Pacchetti di blister Alu-alu E essiccanti; i vaccini richiedono un confezionamento convalidato della catena del freddo. Un buon approccio consiste nel condurre studi di stabilità con i materiali candidati per confermare le prestazioni di barriera.
La scelta della macchina è altrettanto importante. Le linee ad alta velocità migliorano l’efficienza ma richiedono sistemi di controllo qualità affidabili (per esempio. telecamere di ispezione, controlli del peso). Collaborare con un esperto fornitore di attrezzature per l'imballaggio può garantire che il design della linea si adatti al prodotto. Jinlu Packing fornisce personalizzazione e supporto per le linee farmaceutiche; ad esempio, offrono alimentatori speciali (vibrante, spazzola) per maneggiare compresse delicate, e può aiutare a integrare sistemi di serializzazione e visione per la tracciabilità.
In pratica, molte aziende utilizzano una combinazione: PER ESEMPIO., una blisteratrice per la realizzazione di blister primari, seguito da un contatore di compresse e da un riempitivo per bottiglie per alcune forme di dosaggio, quindi una macchina astucciatrice e incartonatrice per le fasi secondarie/terziarie. Allineando le macchine per l'imballaggio ai requisiti del prodotto, i produttori raggiungono sia efficienza che conformità.
L'imballaggio protettivo è molto più di un semplice contenitore produzione farmaceutica — è un sistema fondamentale che salvaguarda la stabilità dei farmaci, sicurezza, e conformità normativa durante tutto il ciclo di vita del prodotto.
Dalla produzione all'uso per i pazienti, i medicinali sono esposti a rischi come l’umidità, esposizione all'ossigeno, leggero, contaminazione, e danni fisici. Un imballaggio protettivo ben progettato funge da barriera contro questi fattori, contribuendo a mantenere l’efficacia e la durata di conservazione dei farmaci garantendo al tempo stesso la sicurezza del paziente. La ricerca di settore mostra costantemente che i materiali di imballaggio e l'integrità dei sigillanti influenzano direttamente la stabilità farmaceutica e la qualità del prodotto.
Per produttori farmaceutici e ingegneri del confezionamento, il successo deriva dall’allineamento dei materiali, progettazione dell'imballaggio, e apparecchiature di automazione in un'unica strategia di protezione integrata. Le aziende che ottimizzano l'imballaggio protettivo non solo riducono la perdita di prodotto, ma migliorano anche la conformità e l'efficienza operativa.
Pronti per aggiornare il vostro sistema di imballaggio protettivo?
Se stai progettando una nuova linea di confezionamento farmaceutico o migliorando le prestazioni di protezione esistenti, scegliere la giusta soluzione di imballaggio è essenziale.
Jinlu Packing supporta i produttori farmaceutici e nutraceutici con protezioni affidabili macchine per l'imballaggio e automatizzati personalizzati soluzioni di imballaggio adattato alle reali esigenze produttive.
👉 Contatta il nostro team oggi per discutere del tuo progetto o richiedere una soluzione personalizzata.
Si tratta di un sistema di confezionamento a strati progettato per proteggere i medicinali dalle minacce esterne (umidità, leggero, ossigeno, contaminazione, impatto) e per garantire la sicurezza del paziente. Ciò include i pacchetti primari (vesciche, fiale, bottiglie), pacchi secondari (scatole di cartone con etichette), e contenitori di spedizione terziari, tutti lavorano insieme per mantenere i farmaci stabili e utilizzabili fino alla somministrazione.
Ci sono tre livelli: primario (contatto diretto con il farmaco, per esempio. pacchetti di blister, bottiglie, fiale), secondario (raggruppamento delle unità in cartoni con istruzioni e ID lotto), e terziario (casse per il trasporto di prodotti sfusi, pallet, avvolgimento estensibile). Ogni livello svolge un ruolo distinto: primario per l'isolamento, secondaria per informazione e organizzazione, terziario per l'integrità della spedizione.
I materiali comuni includono la plastica (PVC, ANIMALE DOMESTICO) per cavità di blister e bottiglie, foglio di alluminio per dorsi blister ad alta barriera, vetro per iniettabili (fiale, ampolle), cartone per cartoni e inserti, e rivestimenti isolanti per la catena del freddo. Ciascuno offre barriere specifiche: per esempio. il foglio di alluminio blocca l'umidità/la luce, il vetro fornisce un contenimento inerte, e alcune materie plastiche (PVDC, EVOH) aggiungere ulteriori barriere all'ossigeno.
Le macchine moderne automatizzano il riempimento e la sigillatura precisi. Ad esempio, una macchina blisteratrice automatica forma e sigilla a caldo ciascuna compressa in una cavità rivestita di alluminio, creando una barriera affidabile. Una linea di riempimento delle bottiglie dosa il liquido e lo tappa con un sigillo a induzione, chiusura a prova di bambino. Le macchine contatrici verificano i conteggi dei dosaggi, e le astucciatrici avvolgono le confezioni primarie in scatole sigillate contro le manomissioni. L'utilizzo di queste macchine garantisce qualità costante e conformità GMP per ogni confezione.
L'imballaggio farmaceutico deve soddisfare rigorose norme GMP. L'OMS e le farmacopee richiedono che i materiali di imballaggio non reagiscano con il farmaco e lo proteggano dall'umidità, leggero, ossigeno, e contaminazione. L'etichettatura deve essere durevole e chiara. Le normative come quelle degli Stati Uniti e dell’UE richiedono chiusure a prova di bambino per molti farmaci e sigilli a prova di manomissione per prevenire le contraffazioni. Anche le linee di confezionamento devono implementare controlli (qualificazione dei fornitori, test per estraibili/liscibiliabili) per garantire la sicurezza durante tutta la durata di conservazione.
Riferimenti:
1.Produttori di farmaci in forma di dosaggio cGMP (10/93) – Ispezione FDA & Conformità.
2.TRS 902 – Allegato 9: Linee guida sul confezionamento dei prodotti farmaceutici - CHI.
3.ISO 15378 – Materiali di confezionamento primari per prodotti medicinali (Norma di gestione della qualità).