La création de formes galéniques solides constitue la pierre angulaire de l’industrie pharmaceutique, avec des tablettes représentant le format dominant, contrôler 50% du marché mondial de la production pharmaceutique. La préférence pour les tablettes est dictée par plusieurs facteurs critiques: stabilité chimique inhérente, la capacité d'un dosage très précis, convivialité pour la consommation orale, et efficacité dans les opérations d’emballage à grande échelle.
Cependant, le processus de fabrication des comprimés est loin d’être simple; il s'agit d'une procédure élaborée qui exige un contrôle méticuleux et une ingénierie de haute précision. La transformation de matières premières en un médicament fini nécessite le maintien de normes élevées et constantes., capacités améliorées de contrôle de la qualité, et des méthodologies précisément définies à chaque étape. Ce guide définitif analyse les principes scientifiques et les machines avancées, comme le crucial machine rotative de compression de comprimés, requis pour atteindre l’excellence pharmaceutique dans fabrication de comprimés.

Atteindre la viabilité commerciale de la production pharmaceutique dépend fondamentalement d’une conformité réglementaire rigoureuse.. Bonnes pratiques de fabrication (GMP, souvent appelé cGMP ou Current GMP) constituent l'aspect essentiel de l'assurance qualité visant à garantir que les médicaments sont systématiquement produits et contrôlés afin de répondre aux normes de qualité appropriées à leur utilisation prévue..
Normes internationales, comme ceux promulgués par l'Organisation mondiale de la santé (OMS) et des lignes directrices comme Bonnes pratiques de fabrication actuelles de la FDA américaine (CGMP) règlements (détaillé en détail dans 21 Partie CFR 210 et 211), fixer les exigences minimales pour les installations, méthodes, et contrôles utilisés dans le traitement, fabrication, et emballer des produits pharmaceutiques. Ce cadre impose que chaque élément du processus, de la sélection des matières premières à la fonctionnalité du machine de fabrication de comprimés-doit être clairement défini, validé, et documenté. Donc, le strict respect des BPF n'est pas simplement une exigence légale mais la base technique préalable qui établit l'autorité et la fiabilité de tout fabricant pharmaceutique..
Le parcours de la production de tablettes ne commence pas dans l’usine, mais en laboratoire avec le développement de formulations. Cette étape initiale nécessite une combinaison stratégique d’expertise pharmaceutique et de planification analytique.
Le développement d’une formulation implique l’identification et l’optimisation de deux composants principaux: l'ingrédient pharmaceutique actif (API) et les excipients. La sélection de l'API nécessite des considérations critiques concernant la solubilité et la taille des particules, qui affectent directement la biodisponibilité. Excipients, en étant inactif, sont des ingrédients essentiels ajoutés pour aider à la structure, stabilité, et fabricabilité. Ils peuvent servir à diverses fins, comme relier la tablette ensemble, amélioration de la dissolution, ou, ce qui est essentiel pour la production à grande vitesse, en améliorant le débit de poudre. Danse glissante, par exemple, sont spécifiquement ajoutés pour réduire la friction entre les particules, aidant ainsi la poudre à se déplacer en douceur à travers les machines à grande vitesse et améliorant l'efficacité globale de la production.
Les propriétés physicochimiques intrinsèques de l'API et de ses excipients, notamment la densité, hygroscopique, et fluidité : imposent de profondes contraintes au reste du processus de fabrication des comprimés. Le choix de toute la chaîne de production (Par exemple, s'il faut utiliser une granulation complexe ou une simple compression directe) est dicté par ces décisions de formulation initiales. Par exemple, obtenir la cohérence nécessaire des unités de dosage (Uniformité des unités de dosage, par USP ) nécessite un remplissage constant de la matrice. Si une API peu fluide est choisie, le fabricant est immédiatement contraint d'adopter le processus de granulation en plusieurs étapes, plus coûteux et plus complexe, pour concevoir les propriétés d'écoulement requises.. Ainsi, les caractéristiques de qualité et de débit du mélange initial prédéterminent l'équipement nécessaire et la complexité globale du processus.

La sélection parmi les trois principales filières de fabrication des comprimés repose principalement sur la sensibilité de l’API à l’humidité et à la chaleur, et ses caractéristiques de flux natives.
La compression directe est reconnue comme la plus courte, le moins complexe, et l'approche la plus rentable de la production de comprimés. Il s'agit de mélanger l'API et les excipients, puis d'introduire le mélange de poudre directement dans le presse à comprimés. Cette méthode minimise le nombre d'opérations unitaires, réduisant les délais et les coûts de fabrication. Cependant, il n'est viable que pour les formulations dans lesquelles l'API présente une excellente fluidité inhérente et une compressibilité élevée, ainsi que la stabilité dans les conditions ambiantes de la presse.
Lorsque les poudres présentent un mauvais écoulement ou une faible densité apparente, la granulation est nécessaire pour convertir les poudres fines en poudres plus grosses, granulés plus uniformes avec de meilleures caractéristiques d'écoulement et de compression. La granulation humide est la technique la plus répandue. Il s'agit d'un grossissement des particules à l'aide d'un liant liquide ou d'un solvant pour faciliter l'adhésion., former une masse humide, qui est ensuite séché et tamisé. Cette méthode améliore considérablement la fluidité et garantit l'uniformité du contenu, mais nécessite plusieurs processus unitaires complexes. (masse humide, séchage, et dépistage) qui prennent du temps, cher, et nécessitent des équipements spécialisés tels que des mélangeurs à haut cisaillement et des systèmes à lit fluidisé.
La granulation sèche est utilisée lorsque l'API est sensible (labile) à l'humidité ou à des températures élevées, rendant la granulation humide inappropriée. Dans ce procédé sans solvant, l'agglomération est obtenue uniquement par compression mécanique, utilisant généralement un compacteur à rouleaux pour créer des compacts denses (limaces ou rubans), qui sont ensuite broyés en granulés avant l'étape de compression finale. Par rapport à la granulation humide, la granulation sèche offre un délai plus court, processus plus rentable car il élimine le besoin d’une étape de séchage.
Tableau 1: Comparaison scientifique des principales voies de fabrication de comprimés
| Itinéraire de fabrication | Mécanisme de base | Caractéristiques idéales de l'API | Exigence d’équipement clé | Avantage principal |
| Compression directe (CC) | Mélange et compactage simples | Excellent débit, non hygroscopique, haute compactibilité | Mélangeur à grande vitesse, Machine rotative de compression de comprimés | Processus le plus court, coût le plus bas |
| Granulation humide (GT) | Agglomération à liant liquide, séchage | Mauvais débit, faible densité apparente, stable à l'humidité | Mélangeur à haut cisaillement, Sécheur/granulateur à lit fluidisé | Flux amélioré, uniformité supérieure du contenu |
| Granulation sèche (DG) | Agglomération par pression mécanique | Sensible à l'humidité et à la chaleur, mauvais débit | Compacteur à rouleaux, Broyeur à marteaux, Machine rotative de compression de comprimés | Élimine l'étape de séchage, fonctionnement sans solvant |

L'étape de compression, où la poudre ou les granulés sont transformés en la forme posologique solide finale, est sans doute l’étape la plus critique de la fabrication d’un comprimé. Ce processus est dominé par la vitesse élevée, machines multipostes, principalement le machine rotative de compression de comprimés.
La machine rotative de compression de comprimés fonctionne en faisant tourner en continu un composant appelé tourelle.. La tourelle est une plate-forme rotative qui abrite plusieurs jeux de matrices et des poinçons supérieur et inférieur., disposé radialement autour de l'axe central. Cette structure est essentielle pour synchroniser les quatre opérations critiques : le remplissage, compression, et éjection – à des vitesses rapides. L'alignement précis de la tourelle est directement lié à la constance de la force de compression appliquée aux comprimés, ce qui est essentiel pour maintenir l’uniformité et la qualité.
Les quatre étapes opérationnelles de la machine de fabrication de comprimés sont:
Les propriétés physiques du comprimé final, y compris sa dureté, densité, résistance à la traction, et temps de désintégration - sont extrêmement sensibles aux paramètres contrôlés de la machine de compression. Les principaux paramètres contrôlables comprennent:
Un défi d’ingénierie crucial dans l’ère moderne, la production de comprimés à grande vitesse implique un équilibre entre vitesse et intégrité structurelle. Une vitesse de tourelle plus rapide augmente naturellement la production, mais cela réduit simultanément le temps de séjour disponible. Un temps de séjour raccourci peut empêcher une liaison interparticulaire suffisante et augmenter le risque de piégeage de l'air, conduisant à des défaillances structurelles. Pour surmonter cette limitation fondamentale, les machines rotatives avancées de compression de comprimés utilisent souvent une approche de compression en deux étapes: une étape de précompression à faible force est effectuée en premier pour éliminer l'air emprisonné et améliorer la consolidation des particules, suivi de la compression principale à haute force. Cette solution mécanique permet un débit élevé tout en conservant le moulage de haute dureté requis pour la durabilité du produit..
Tableau 2: Influence des paramètres de compression des comprimés rotatifs sur la qualité du produit final
| Paramètre | Définition technique & Contrôle | Impact sur la qualité des tablettes | Relation de dépannage |
| Force de compression | Pression exercée par les coups de poing (KN) | Dureté, Densité, Temps de désintégration | Une force excessive peut provoquer un plafonnement (délaminage); Une force insuffisante donne des comprimés mous |
| Volume de remplissage de la matrice | Profondeur de poudre dans l'alésage de la filière | Détermine le poids de la tablette (Dosage) et uniformité du contenu | Directement contrôlé par la position de dosage; Principale source de variation de poids |
| Temps de séjour | Durée sous pression | Liaison inter-particules, Compactibilité, Récupération élastique | Peu de temps (grande vitesse) augmente le risque de bouchage/laminage en raison de l'emprisonnement d'air |
| Vitesse de la tourelle | Taux de rotation du Machine rotative de compression de comprimés | Production; inversement corrélé à la qualité à haute vitesse | Doit être équilibré avec le débit de poudre; la vitesse élevée compromet l'efficacité du remplissage |

Contrôle de qualité (QC) agit comme un filet de sécurité essentiel dans la fabrication de comprimés, s'assurer que la forme posologique finale respecte rigoureusement les normes de sécurité, efficacité, et normes de spécifications.
Les contrôles en cours de processus sont exigés par les protocoles GMP pour garantir une qualité constante tout au long du cycle de fabrication..
Uniformité du contenu et variation du poids: L'uniformité du contenu est primordiale, garantir que chaque comprimé contient la bonne quantité d'API. Cette cohérence est initialement vérifiée par des tests de poids des comprimés individuels, spécialement pour les produits non couchés ou pelliculés. L'écart de poids est souvent attribué à un remplissage incohérent de la filière résultant de mauvaises caractéristiques d'écoulement de la poudre..
Tests d'intégrité mécanique: Ces tests garantissent que le comprimé peut résister aux contraintes des manipulations ultérieures., conditionnement, et diffusion. Ils incluent des tests de dureté (résistance à l'écrasement), Friabilité (résistance à l'abrasion), Temps de désintégration (à quelle vitesse le comprimé se décompose dans les fluides biologiques), et tests de dissolution (la vitesse à laquelle le médicament est libéré du comprimé).
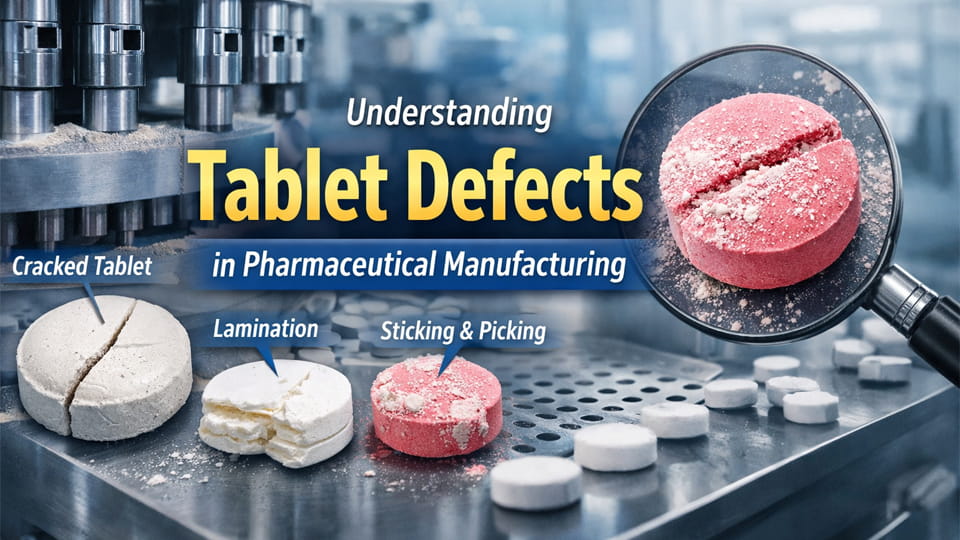
Les défauts de compression indiquent une défaillance de l'interface machine-formulation, exigeant une enquête et une correction rapides.
Coiffage et laminage: Le bouchage est la séparation du segment supérieur ou inférieur du comprimé, tandis que le laminage se divise en deux ou plusieurs couches. Il s’agit dans les deux cas de défaillances structurelles causées principalement par un emprisonnement excessif d’air lors de la compression ou par une liaison insuffisante.. Les actions correctives impliquent souvent de diminuer la vitesse de compression, introduire une étape de pré-compression pour permettre à l'air de s'échapper, ou s'assurer que la pénétration du poinçon est optimisée.
Coller et cueillir: Ces défauts se produisent lorsque le matériau de formulation adhère à la face du poinçon ou de la paroi de la matrice., compromettre la qualité et la précision visuelles. Les solutions incluent l'augmentation de la pression de compression, utilisant un temps de séjour prolongé via la pré-compression, et affiner la conception de l'outillage. En outre, éviter un mélange excessif de lubrifiants (comme le stéarate de magnésium) est crucial, car une lubrification excessive peut annuler leurs avantages et aggraver l'adhérence.
Le revêtement est une étape de finition spécialisée réalisée à l'aide d'un revêtement. Il offre des avantages fonctionnels significatifs au-delà de la simple esthétique. Les revêtements peuvent masquer les goûts désagréables, protéger l'API des facteurs environnementaux (humidité, lumière), et de manière critique, contrôler le profil de libération du médicament. Trois principaux types fonctionnels inclure Revêtement de film (protection standard), Revêtement entérique (protège le médicament de l'acide gastrique pour sa libération dans l'intestin), et Revêtement à libération prolongée (conçu pour contrôler les propriétés pharmacocinétiques dans le temps). Le processus nécessite un contrôle précis du mélange de la solution, pulvérisation, séchage, et inspection.

L’emballage est la première ligne de défense, assurer la stabilité chimique et l’efficacité du comprimé jusqu’à ce qu’il parvienne au patient. Emballage en bande et emballage blister sont des méthodes courantes. Machines d'emballage en bandes se spécialise dans le scellement de comprimés individuels entre deux couches de protection en aluminium, généralement un film en aluminium ou composite. La machine utilise une chaleur et une pression précisément régulées pour créer un espace hermétique., sceau inviolable pour chaque comprimé, protégeant considérablement l'intégrité du produit et prolongeant la durée de conservation en empêchant la pénétration d'humidité et la contamination. La conformité réglementaire des emballages est stricte, avec des exigences concernant les performances du système de fermeture des conteneurs et les règles d'étiquetage (Par exemple, 21 CFR 201.10), qui imposent une identification claire du nom de propriété, force, date d'expiration, et numéro de lot.
L'industrie pharmaceutique évolue activement vers des méthodologies avancées qui promettent une plus grande efficacité et un contrôle qualité amélioré., modifier fondamentalement l’avenir de la production de comprimés.
La fabrication continue représente une rupture fondamentale par rapport au traitement par lots traditionnel. Dans un système CM, les opérations unitaires sont intégrées de telle sorte que la matière première entre continuellement dans le système et que le produit fini en sorte continuellement. Cette intégration nécessite des machines avancées de fabrication de comprimés capables d'une production soutenue, fonctionnement fluide. Le principal avantage de CM est une surveillance de qualité inégalée. Les mécanismes de surveillance et de contrôle en temps réel permettent d'identifier les écarts et de les corriger de manière proactive, garantir une qualité de produit constante et minimiser considérablement la variabilité d'un lot à l'autre.
L'utilisation de la technologie d'analyse des processus est au cœur de CM. (TAPOTER), qui implique l'intégration d'outils analytiques et de capteurs directement dans le processus de fabrication pour une surveillance et un contrôle en temps réel. Ce changement permet à l'assurance qualité de ne plus dépendre de tests fastidieux sur le produit final. (échantillonnage) en continu, contrôle en cours de processus.
Automatisation et intelligence artificielle (IA) sont des catalyseurs essentiels de cet environnement sophistiqué. Les algorithmes d’IA sont de plus en plus déployés pour la maintenance prédictive, permettant l'identification des points de défaillance potentiels de l'équipement, tels que l'usure de la tourelle sur une machine rotative de compression de comprimés, avant qu'ils ne provoquent un temps d'arrêt inattendu ou une dérive opérationnelle. Dans un contexte GMP, la prévention des pannes mécaniques inattendues n'est pas seulement une mesure d'économie; c'est un mécanisme de qualité critique. Une dérive mécanique ou une défaillance soudaine peut entraîner une force de compression incohérente ou des variations de poids, pouvant conduire à la production de lots non conformes qui doivent être instruits et éventuellement rejetés. En utilisant l’IA pour prédire et anticiper les problèmes d’équipement, le fabricant garantit la stabilité du processus, minimise les risques de production, et maintient la conformité réglementaire. L’IA contribue également à optimiser les modèles de médicaments et à affiner les paramètres des processus en temps réel.
La complexité de la fabrication moderne de comprimés nécessite une approche unifiée où la science précise de la formulation converge avec une ingénierie de haute précision.. Le succès dans la production de comprimés nécessite une gestion minutieuse des contraintes matérielles inhérentes (comme la fluidité et la sensibilité) en sélectionnant la voie de fabrication appropriée et, crucialement, déployer des machines de fabrication de comprimés robustes et sophistiquées. La machine rotative moderne de compression de comprimés, intégré à des systèmes de contrôle avancés et capable de compression en deux étapes, est la technologie déterminante qui garantit les paramètres de qualité critiques, y compris le poids des comprimés, dureté, et l'uniformité du contenu - sont maintenus à des débits élevés.
Alors que l’industrie évolue vers la fabrication continue et tire parti de l’optimisation des processus basée sur l’IA, la nécessité d'une validation, de haute qualité machines pharmaceutiques capable d'acquérir des données en temps réel et le strict respect des BPF ne fera que s'intensifier. Atteindre l’excellence pharmaceutique garantie dépend d’un investissement stratégique dans des machines conçues pour un contrôle strict, validation, et automatisation avancée.
Les excipients sont des ingrédients inactifs intentionnellement ajoutés à la formulation du comprimé.. Ils sont essentiels pour structurer, assurer la stabilité, aider à la dissolution, et, de manière critique, améliorer les propriétés d'écoulement et la compressibilité du mélange de poudres, ce qui est vital pour la fabrication à grande vitesse.
Les agents de glissement sont un type spécifique d'excipient ajouté pour améliorer l'écoulement du mélange de poudre.. Ils fonctionnent en réduisant la friction entre les particules individuelles, garantir que la poudre se déplace de manière fluide et cohérente dans les matrices de la machine rotative de compression de comprimés, maximisant ainsi l'efficacité et l'uniformité de la production.
Les trois principales voies utilisées dans la fabrication de comprimés pharmaceutiques sont: Compression directe (CC), Granulation humide (GT), et granulation sèche (DG). Le choix est dicté par la composition du principe actif pharmaceutique. (API) fluidité, stabilité, et sensibilité à l'humidité et à la chaleur.
La compression directe est généralement préférée car c'est la compression la plus courte, le moins complexe, et la méthode la plus rentable. Il réduit le nombre d’opérations unitaires (éliminer la masse humide, séchage, etc.), minimiser le temps et les coûts de fabrication. Cependant, il nécessite que l'API et les excipients aient une fluidité et une compressibilité intrinsèquement excellentes.
La machine rotative de compression de comprimés est l'équipement central qui transforme la poudre ou les granulés en la forme galénique solide finale.. Il fonctionne en faisant tourner continuellement une tourelle qui abrite plusieurs jeux de matrices et de poinçons., effectuer l'alimentation de manière synchrone, remplissage, compression, et des étapes d'éjection à grande vitesse pour garantir un débit élevé.
Le poids final du comprimé (et donc le dosage précis) est directement contrôlé par le Die Fill Volume. Ce volume est établi par la position de dosage du poinçon inférieur à l'intérieur de l'alésage de la filière.. Un contrôle cohérent du remplissage des matrices est crucial pour atteindre les normes d'uniformité du contenu.
La force de compression est la pression mécanique exercée par les poinçons supérieur et inférieur sur le lit de poudre à l'intérieur de la filière.. C’est un paramètre critique qui détermine les propriétés mécaniques finales du comprimé., y compris sa dureté, densité, et résistance à la traction, ce qui garantit que le comprimé peut survivre à une manipulation et un emballage ultérieurs.
Plafonnement (séparation du segment supérieur ou inférieur) et stratification (diviser en plusieurs couches) sont des défaillances structurelles principalement causées par un emprisonnement excessif d'air dans la poudre ou une liaison insuffisante entre les particules pendant la phase de compression, souvent exacerbé par des vitesses de presse élevées et des temps de séjour courts.
Coller et cueillir (matériau adhérant aux faces du poinçon) peut être atténué par plusieurs ajustements de processus: augmentation de la force de compression, utiliser une étape de pré-compression pour augmenter le temps de séjour, affiner la conception de l'outillage (Par exemple, rayons de rupture plus grands sur les faces du poinçon), et s'assurer que le lubrifiant est correctement mélangé à la formulation.
Bonnes pratiques de fabrication (GMP) représentent le cadre essentiel d’assurance qualité mandaté par les organismes de réglementation comme la FDA et l’OMS. Son objectif principal est de garantir que les médicaments sont fabriqués de manière cohérente., traité, et emballés selon les normes de qualité appropriées à leur utilisation prévue, couvrant les exigences minimales pour les installations, équipement, et contrôles.