Contador de visión vs fotoeléctrico: ¿Cuál es mejor para el envasado de productos farmacéuticos? 2026?
Contador de visión vs fotoeléctrico: ¿Cuál es mejor para el envasado de productos farmacéuticos? 2026?
junio 10, 2026
No hay comentarios
El conteo preciso es crítico en envases farmacéuticos. Si una botella dice 100 pastillas, él debe tener exactamente 100 – un error puede provocar retiradas de productos, Acción de la FDA, o peor: daño a los pacientes. Buenas prácticas de fabricación (GMP) y regulaciones (p.ej. Parte 21CFR de la FDA 11 en registros electrónicos) Trazabilidad de la demanda y tasas de error cercanas a cero.. Automatizado contadores de tabletas/cápsulas resolver el problema del error humano: ellos rápidamente contar miles de pastillas por hora con sub-0.1% tasas de error. Uso de contadores tradicionales fotoeléctrico (haz de luz) sensores, Una tecnología madura desde los años 1980.. Recientemente, Contadores de visión impulsados por IA (con cámaras y análisis de imágenes) han surgido como una alternativa de alta gama. Cada enfoque tiene ventajas y desventajas en cuanto a velocidad., exactitud, costo, y cumplimiento. Compararemos sus principios de funcionamiento., pros/contras, casos de uso ideales, e implicaciones regulatorias para ayudar a los gerentes de operaciones farmacéuticas a elegir la mejor solución de conteo.
¿Qué es un contador fotoeléctrico??
A fotoeléctrico (Y) encimera utiliza sensores de haz de luz simples para detectar pastillas. En la práctica, Las pastillas se introducen a través de uno o más carriles vibratorios en un canal estrecho.. A haz de luz infrarroja cruza el camino. Cuando cae una pastilla, él bloques (interrumpe) la viga, produciendo un pulso que el sensor registra como un conteo. Piensa en ello como un cable trampa de alta velocidad – romper la viga, registrar una pastilla. Estos contadores suelen ser multicanal. (8, 12, 16 carriles, etc.) para alto rendimiento.
¿Cómo funciona un contador fotoeléctrico??
Interrupción del haz de luz: Su (o láser) proyectos de emisores a través del embudo; un receptor en el otro lado detecta si la luz está bloqueada. Cada interrupción = una pastilla.
Procesamiento de señales: El sensor emite un pulso. (o cuenta hacia arriba) cada vez que el rayo se rompe. La electrónica simple cuenta los pulsos.
Singulación mecánica: Para trabajar correctamente, las pastillas deben caer uno por uno. Un alimentador vibratorio con pistas de varias etapas separa (singulares) pastillas en una secuencia de un solo archivo. Si dos pastillas se superponen, el rayo ve una larga interrupción en lugar de dos, causando un conteo insuficiente.
Ventajas del conteo fotoeléctrico
Alta velocidad: Los sensores fotoeléctricos responden en microsegundos, permitiendo miles de eventos de conteo por minuto. Para simple, productos uniformes, pueden seguir fácilmente el ritmo de las líneas de llenado más rápidas.
Probado & Confiable: La tecnología es madura y robusta.. El binario (luz/sin luz) La lógica es fácil de configurar y difícil de fallar.. Una vez calibrado, Los contadores fotoeléctricos funcionan de manera estable con una mínima intervención del operador..
Menor costo: Estas máquinas utilizan piezas relativamente baratas. (LED, fototransistores). Desde el punto de vista del gasto de capital son mucho más económicos.. Esto significa un retorno de la inversión más rápido para líneas estándar.
Mantenimiento sencillo: Menos piezas móviles y ningún software complejo significan que el mantenimiento es sencillo. Los sensores sólo necesitan una limpieza periódica (especialmente las lentes) para evitar la acumulación de polvo.
Adecuado para tabletas opacas: Funcionan muy bien para colores uniformes., pastillas o cápsulas opacas. Los sensores IR de barrera no se ven afectados por el color de la pastilla ni por la reflectividad, haciéndolos ideales para muchas aplicaciones de contador de tabletas.
Limitaciones de los contadores fotoeléctricos
A pesar de sus fortalezas, Los contadores fotoeléctricos tienen desventajas inherentes en entornos farmacéuticos del mundo real:
Errores de superposición/aglomeración: Si las pastillas no están perfectamente separadas, piezas superpuestas engañan al sensor en una sola cuenta. Por ejemplo, dos pastillas pegadas producen un pulso largo de bloqueo de haz. Para evitar esto se requiere una muy buena singularización mecánica., que se vuelve más difícil a altas velocidades o con formas irregulares.
Productos transparentes o brillantes: La luz infrarroja puede atravesar o reflejarse. claro/transparente cápsulas (cápsulas blandas) o tabletas muy recubiertas. Es posible que una cápsula de gelatina transparente no bloquee el haz en absoluto. Esto provoca frecuentes subconteos y resultados inconsistentes.. Resolver esto a menudo requiere trucos especiales. (como haces en ángulo o reflectores), que añaden complejidad.
Sin inspección de calidad: Los contadores fotoeléctricos sólo detectan “algo que pasa”. No pueden ver los defectos superficiales., grietas, papas fritas, o colores incorrectos. Un comprimido roto o una pastilla contaminada se cuenta igual que uno bueno.
Sensibilidad al polvo: En ambientes polvorientos, el polvo en el emisor/receptor atenuará el haz. Con el tiempo, Esto puede interpretarse erróneamente como un bloqueo continuo., creando puntos ciegos. limpieza frecuente (o sensores con alarmas de autocomprobación) es necesario para evitar la deriva.
Registro de datos limitado: Los sistemas básicos cuentan pero no registran inherentemente imágenes ni registros de auditoría detallados. Satisfacen los registros básicos de recuento de llenado., pero no puedo proporcionar la prueba digital de cada píldora individual.
En resumen, contadores fotoeléctricos (a veces llamado contadores electrónicos u ópticos) son excelentes solución de caballo de batalla para muchas líneas convencionales, especialmente cuando los tipos de productos son uniformes y los presupuestos ajustados. Son rentables y sencillos., pero requieren pastillas bien clasificadas y un ambiente limpio para evitar errores de conteo.
¿Qué es un contador de visión??
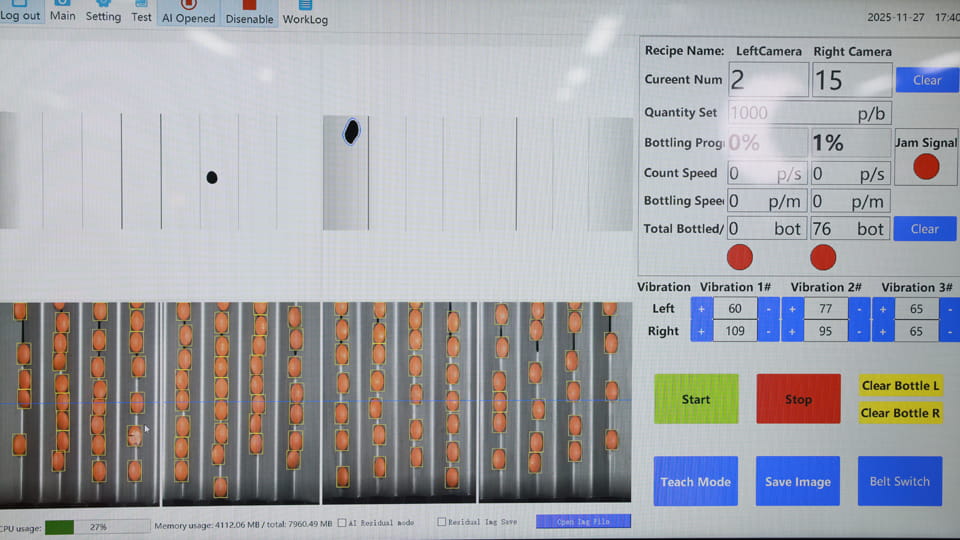
A visión (basado en cámara) encimera utiliza imágenes de alta velocidad y software para ver y contar cada pastilla. En lugar de un solo haz de luz, la máquina tiene una o más cámaras industriales colocadas encima de los canales de caída. Estas cámaras capturan vídeo continuo de las pastillas mientras caen en los frascos.. Entre bastidores, un sistema de IA/visión por computadora analiza cada fotograma, identificando la forma, tamaño, color, y otras características de cada tableta o cápsula.
Cómo funciona el conteo de visiones
Imágenes de cámara: Cámaras de alta resolución (a veces múltiples para diferentes ángulos) tome miles de imágenes por segundo del flujo de productos. Buena iluminación (incluyendo retroiluminación o luces en ángulo) resalta bordes y contornos.
Procesamiento de imágenes: Algoritmos sofisticados (análisis de manchas, detección de bordes, Redes neuronales de IA) ubica cada pastilla en la imagen y clasifícala. Cada “objeto” individual se reconoce por su firma visual (contorno, área, color).
Conteo y Verificación: El sistema cuenta una unidad por cada forma de pastilla reconocida.. Si se detecta una forma irregular o superpuesta, el software puede dividirlo en múltiples recuentos (consulte "Solución de superposición" a continuación). También compara cada pastilla con una plantilla.: si una pastilla está rota o mal, lo marca.
Control de calidad continuo: Porque los contadores de visión ven literalmente el producto., Pueden realizar inspecciones en línea.. tabletas rotas, polvo en pastillas, discrepancias de color, o partículas extrañas pueden ser identificadas y expulsadas o marcadas automáticamente.
Comparado con fotoeléctrico, El recuento visual es como pasar de un sensor ciego a una cámara de alta velocidad que “sabe” cómo es una buena pastilla.. Es un salto tecnológico sustancial.
Precisión ultraalta: Los sistemas de visión alcanzan habitualmente una precisión de ~99,99%. Los contadores infrarrojos superan 99% exactitud, mientras que los modelos basados en la visión llevan la precisión del conteo a 99.99%. El punto decimal adicional es fundamental en el sector farmacéutico, donde incluso unas pocas botellas insuficientemente llenas son inaceptables.
Transparente & Productos irregulares: La visión sobresale en transparente Una cápsula blanda transparente crea bordes o sombras leves con la iluminación adecuada., que la cámara detecta. También admite cualquier forma de tableta: ovalada, en forma de corazon, revestido – sin modificaciones especiales. El sistema reconoce el contorno., por lo que una pastilla inclinada o con forma extraña aún se cuenta.
Manejo de superposiciones y grupos: Cuando dos pastillas se pegan, El software de visión aún puede separarlos.. El algoritmo mide el tamaño y la forma de la gota.: si es aproximadamente el doble del área esperada, lo divide en dos cuentas. En otras palabras, "resuelve" el problema de superposición automáticamente, que los sensores fotoeléctricos no pueden hacer.
Inspección de calidad en línea: Cada pastilla tiene una imagen., para que el sistema pueda comprobar si hay defectos sobre la marcha. busca patatas fritas, grietas, descoloramiento, o materia extraña comparando la forma y la superficie de la píldora con una plantilla "estándar de oro". Las malas pastillas pueden provocar una descarga neumática, impidiendo que lleguen al producto final.
Trazabilidad de datos (21 Parte CFR 11): Los contadores de visión crean un registro digital del proceso.. Los sistemas de alta gama pueden guardar imágenes o vídeos de cada botella en el momento del llenado. Esto proporciona pistas de auditoría concluyentes.: puede obtener una imagen de cada pastilla en un frasco si es necesario. Ajustes (cambios por lotes, ajustes de calibración) se registran con marcas de tiempo e ID de usuario. Esto respalda los principios de ALCOA+ (Atribuible, Original, etc.) requerido por las regulaciones de la FDA.
Alta tolerancia al polvo: Los sistemas de visión inteligentes pueden filtrar el polvo estático o los rayones. Capturan un “modelo de fondo” cuando está vacío, luego reste eso durante el conteo para que solo se registren las pastillas en movimiento. Esto significa que el polvo en las lentes o en las pistas no detiene el conteo; es en gran medida ignorado por el software.
Valor a largo plazo: Porque también funcionan como sistemas de inspección., Los contadores de visión pueden reducir las retiradas del mercado y el desperdicio.. Incorporan el control de calidad en el paso de llenado., lo que aumenta la calidad general de la producción. Con el tiempo, esto puede justificar su precio más alto..
Desventajas de los contadores de visión
Mayor costo: Los sistemas de visión requieren cámaras de alta velocidad, GPU/chips neuronales, y software sofisticado. Un contador de IA multicanal puede ser varias veces más caro que un sistema de sensor de infrarrojos básico. La inversión inicial es significativa., por lo que los compradores preocupados por su presupuesto pueden dudar.
Complejidad: Configurar cámaras e iluminación para diferentes productos puede ser más complicado que sintonizar un haz de infrarrojos. La iluminación debe optimizarse (anglos, iluminar desde el fondo, etc.) para cada forma/color del producto. También requiere mantenimiento de hardware y software informático..
Límites de velocidad: Mientras que los contadores de visión modernos son muy rápidos, procesan imágenes en lugar de haces instantáneos. Las máquinas de visión de alta gama utilizan cámaras de varios carriles para acercarse al rendimiento de los sistemas de infrarrojos, pero hay algunas compensaciones. (Sin embargo, Tenga en cuenta que la visión no es interrumpida.; un marco de cámara cubre muchas pastillas a la vez, y se pueden utilizar varias cámaras en paralelo.)
Mantenimiento: Las cámaras y lentes también deben mantenerse limpios. (el polvo puede manchar la imagen, aunque como se señaló el software puede hacer frente). Pero cualquier falla o desalineación de la cámara puede requerir soporte técnico más calificado que un simple sensor de infrarrojos..
En resumen, máquinas de conteo basadas en visión ofrecer un sobrealimentado solución de conteo: cuentan pastillas y simultáneamente las inspeccionan, proporcionando garantía digital de que cada botella es correcta. La compensación es el costo y la complejidad de la configuración.. Para alto valor, alta velocidad, o líneas de productos complejas (p.ej. exportar a mercados estrictos), La precisión y trazabilidad adicionales a menudo justifican la inversión..
Contador de visión vs fotoeléctrico: Comparación lado a lado
Característica
Contador fotoeléctrico
Contador de visión
Principio de conteo
Interrupción del haz de luz/IR
Imágenes de alta velocidad + Análisis de imágenes de IA
Exactitud
Hasta ~99,9% (si las pastillas están perfectamente singularizadas)
Hasta ~99,99% (incluso con superposiciones)
Tipos de productos (Ideal)
Opaco, tabletas/cápsulas uniformes
Transparente, cápsula blanda, productos irregulares o recubiertos
Pastillas superpuestas
No puedo distinguir (cuenta las pastillas superpuestas como una)
El algoritmo divide los blobs: cuenta cada uno por separado
Control de superficie/calidad
Sin inspección (solo cuenta la presencia)
Inspecciona cada pastilla en busca de defectos., color, marcas
Ambiente de polvo
Tolerancia más baja (polvo en la lente = recuentos falsos)
Alta tolerancia (la resta de fondo filtra la suciedad estática)
Trazabilidad de datos
Registros básicos (recuentos de lotes, tal vez simples alarmas)
Pista de auditoría detallada (imágenes con marca de tiempo, cambiar registros)
Soporte regulatorio
Satisface la precisión de llenado (CGMP)
Soportes 21 CFR 11 cumplimiento de registros digitales
Velocidad/rendimiento
muy alto (respuesta de microsegundos, miles de cuentas/min)
muy alto (Los marcos de las cámaras cubren muchas pastillas., multicarril a escala)
Configuración & Complejidad
Calibración sencilla (ajustar la sensibilidad)
Complejo (configuración de iluminación, ajuste de software por SKU)
Costo inicial
Más bajo (tecnología madura, componentes más baratos)
Más alto (camaras, hardware informático, licencias de software)
Retorno de la inversión a largo plazo
Retorno de la inversión estable para líneas simples
Retorno de la inversión mediante menos errores, recuerda, y beneficios de cumplimiento
Datos recopilados de fuentes de la industria y literatura del fabricante..
¿Qué productos cuentan mejor los sistemas de visión??
Los contadores de visión brillan al contar productos desafiantes que derrotan a los sensores de haz de luz simples. Estos incluyen:
Cápsulas blandas transparentes:aceite de pescado o las cápsulas blandas de aceite vegetal son transparentes o de colores claros. Los rayos fotoeléctricos a menudo atraviesan o se dispersan, pero las cámaras de visión ven sus bordes y sombras..
Tabletas bicolores y recubiertas: Productos con dos colores., marcas impresas, o revestimientos inusuales (p.ej. con recubrimiento entérico) puede confundir los sensores IR. Una cámara ve todos los detalles del color y puede distinguir una pastilla de otra.
Formas extrañas: Corazón, oval, octagonal, o las tabletas troqueladas caen de manera impredecible. Los algoritmos de visión reconocen sus contornos.. Incluso si una tableta ovalada se inclina en vuelo, su contorno aún está identificado.
Medicamentos críticos o de alto valor: Para medicamentos oncológicos, inyectables biotecnológicos (si se dosifica en botella), o lotes de alto riesgo, Los fabricantes quieren cero errores.. La inspección adicional de Vision proporciona esa garantía.
Productos estériles/viables: Algunas líneas especializadas (viales estériles, biológicos) integrar imágenes para controles de contaminación; Los contadores de visión encajan bien en este tipo de líneas de salas blancas..
Líneas flexibles de lotes pequeños: Líneas que producen muchos SKU diferentes (como un empaquetador por contrato) Benefíciese de la reconfigurabilidad de los sistemas de visión: las recetas se pueden cargar por producto..
Suplementos dietéticos (p.ej. gomitas, aceite de pescado): Aunque las gomitas son opacas, se agrupan. Conteo visual con tolvas vibratorias antiaglomeraciones (como el mostrador de gomitas de Jinlu) asegura que cada gomita se cuente. (Ver La máquina de contar gomitas de Jinlu para diseño especializado.)
En breve, contadores de visión son ideales para cápsulas y tabletas no estándar: translúcido, multiforma, o productos premium. Si su operación maneja claro cápsulas blandas, bicapas., o cambia con frecuencia las recetas, El sistema de visión avanzado garantiza que cada elemento se cuente e inspeccione correctamente..
¿Qué productos todavía pueden utilizar contadores fotoeléctricos??
Los contadores fotoeléctricos permanecen muy efectivo para casos sencillos:
Tabletas estándar: Comprimidos blancos o coloreados sin transparencia ni recubrimientos.. Para genéricos a gran escala, fotoeléctrico está probado y es suficiente.
Cápsulas de gelatina dura (Opaco): Si las cápsulas están coloreadas/teñidas, el rayo se bloqueará bien.
SKU único, Líneas de alto volumen: Si ejecuta principalmente un producto (sin cambios) y es una pastilla opaca, Los sensores fotoeléctricos ofrecen una velocidad vertiginosa a bajo coste..
Operaciones conscientes del presupuesto: Para líneas a escala de laboratorio o más pequeñas (prototipos más baratos, pastillas genéricas, medicamentos veterinarios agrícolas, etc.) donde el presupuesto es limitado, Los contadores de infrarrojos alcanzan un punto óptimo.
Ambientes Limpios: Si el área de llenado está bien mantenida (poco polvo) y las pastillas siempre se distinguen muy bien, Los sistemas fotoeléctricos funcionan sin problemas con un mínimo de complicaciones..
Productos regulados de bajo riesgo: Si los seguimientos de auditoría estrictos no son una prioridad (p.ej. algunos nutracéuticos o mercados nacionales), fotoeléctrico cumple con cGMP para precisión de llenado.
En resumen, Utilice el conteo fotoeléctrico cuando los productos estén uniforme, opaco, y el ambiente está controlado, o cuando el costo inicial es una gran preocupación. Sigue siendo el “caballo de batalla” rentable de muchas líneas farmacéuticas..
GMP y consideraciones regulatorias
Los mostradores farmacéuticos deben estar alineados con CGMP requisitos (21 CFR 210/211) y cada vez más con 21 Parte CFR 11 (si se mantienen registros electrónicos). Los factores críticos incluyen la precisión del conteo., limpieza, e integridad de los datos.
Precisión de llenado (210/211): Las regulaciones requieren procedimientos escritos para garantizar el etiquetado y embalaje correctos.. Los contadores automáticos que alcanzan conteos exactos de manera confiable respaldan este mandato. Como señala un blog de Jinlu, Los contadores de pastillas automatizados “ayudan a cumplir con los requisitos de la FDA y cGMP para la precisión del llenado” al garantizar recuentos consistentes de botella a botella..
Limpieza e Higiene: Ambos tipos de mostrador utilizan rieles cerrados y pueden incluir extractores de polvo para cumplir con los estándares de higiene GMP.. (Los diseños de Jinlu suelen incluir canales sellados y módulos de limpieza rápida.)
Integridad de datos (Parte 11 & ALCOA+): Los sistemas de visión producen inherentemente datos digitales. (imágenes, registros) que son fáciles de hacer a prueba de manipulaciones. Por ejemplo, un contador de visión de alta gama puede archivar una instantánea de cada botella en el momento del llenado. Estas imágenes con marca de tiempo son “prueba inalterable de la integridad del producto” durante las auditorías. Cada acción del software (cambio de receta, ajuste de velocidad) está registrado con ID de usuario, creando una pista de auditoría completa. Esto respalda los principios de ALCOA+: los registros son atribuibles, Original (imágenes del producto real), Contemporáneo, etc..
Trazabilidad fotoeléctrica: Los contadores de infrarrojos pueden registrar recuentos y eventos de error, pero les falta prueba visual. No hay una forma nativa de iniciar sesión cómo era cada pastilla. Actualización de un sistema de infrarrojos para la pieza 11 El cumplimiento puede requerir sensores o cámaras externos para pistas de auditoría.. Por el contrario, Los contadores de visión se construyeron con controles por computadora desde el principio..
Calificación & Validación: Cualquiera de los sistemas necesitará CI/CO (calificación de instalación/operación) y documentación según los estándares farmacéuticos. Los sistemas de visión pueden requerir una validación más elaborada debido al software, pero muchas máquinas modernas incluyen soporte de validación.
Tendencias regulatorias: Los reguladores globales están avanzando hacia expectativas de datos más estrictas. La capacidad de demostrar “cada pastilla contada” con imágenes y registros se convertirá en un diferenciador. De hecho, Algunos ya llaman a los sistemas de visión un “futuro de llenado sin defectos” al digitalizar el proceso..
En la práctica, Cualquier máquina contadora en el sector farmacéutico debe venir con certificados cGMP. (ISO, Ceñudo, etc.) y buena documentacion (registros de mantenimiento, Sops). Elige un sistema (fotoeléctrico o visión) que se integra con su registro electrónico de lotes (EBR) o Sistema de Ejecución de Fabricación (MES). Los contadores de visión se prestan de forma más natural a una integración digital total, hacer que las auditorías sean más simples y menos propensas a errores.
Análisis de costos: ¿Vale la pena invertir en un contador de visión??
Inversión inicial: Los contadores fotoeléctricos son significativamente más baratos por adelantado. Como se señaló anteriormente, un contador de infrarrojos maduro utiliza ópticas y electrónicas simples. Por el contrario, un sistema de visión puede requerir ópticas personalizadas, múltiples cámaras, y procesadores de IA (a menudo se ejecuta en chips NVIDIA o similares). Un solo contador de infrarrojos de 8 carriles podría costar entre cinco cifras, mientras que una máquina de visión de 8 carriles de alta gama podría costar decenas de miles de dólares o más.
Costos operativos: Los sistemas fotoeléctricos tienen un bajo coste de mantenimiento. (De vez en cuando limpie los sensores., reemplazar los LED IR). Los sistemas de visión tienen más piezas. (camaras, computadoras) pero muchos están diseñados para un servicio prolongado y tienen unidades modulares reemplazables. Ambos tipos se benefician de unidades de recolección de polvo y requieren repuestos. (rampas para botellas, tubos, etc.).
Riesgo de retirada del producto: en farmacia, el costo del error puede eclipsar el costo del equipo. Una botella mal contada en un lote puede provocar retiradas del mercado que cuestan millones en pérdidas de ventas y daños a la marca.. Los sistemas de visión reducen drásticamente este riesgo al evitar llenados insuficientes o excesivos no detectados.. También pillan pastillas fuera de especificación (evitando incidentes de calidad). Durante años, los retiros evitados y las multas por cumplimiento pueden justificar el mayor costo de capital de la visión.
Ahorro de mano de obra: Los sistemas de visión totalmente automatizados reducen la necesidad de realizar inspecciones manuales y retrabajos posteriores al embalaje.. Un operador puede supervisar una gran línea de conteo visual en lugar de que varios empleados inspeccionen manualmente las botellas.. Esta reducción de mano de obra es un retorno de la inversión oculto.
Retorno de la inversión a largo plazo: Para líneas de productos consistentes, una máquina fotoeléctrica podría dar sus frutos rápidamente (retorno de la inversión predecible). Para líneas diversas o de alta calidad, El retorno de la inversión de Vision proviene de una calidad mejorada. Estadísticamente, empujando la precisión de 99.90% a 99.99% (un “9” más) medio 90% menos errores. Eso puede traducirse en muchos menos rechazos o retiradas del mercado en miles de botellas..
Resumen de costos: Los contadores fotoeléctricos ganan por su bajo coste inicial y su simplicidad. Los contadores de visión cuestan más por adelantado, pero añaden capacidades (inspección, trazabilidad) que a menudo ahorran costos más adelante. Como lo expresó un experto, Los sistemas fotoeléctricos ofrecen un “punto de entrada de bajo riesgo con un retorno de la inversión predecible” para operaciones estándar.. Mientras tanto, Los sistemas de visión proporcionan “inteligencia de calidad” que puede aumentar los ingresos al proteger la marca..
Nota: Si el presupuesto es ajustado, considere comenzar con una máquina fotoeléctrica y planificar una ruta de actualización. Por ejemplo, de Jinlu Máquina contadora de tabletas JL-8C es un contador IR económico de 8 carriles (99.8%+ exactitud) adecuado para muchas líneas de cápsulas/tabletas. Para necesidades de nivel superior, de Jinlu Máquina de conteo de visión CCD JL-8Pro ofertas >99.99% Precisión con inspección visual completa.. (Consulte "Cómo elegir" a continuación.)
Máquina de conteo de visión CCD JL-8Pro
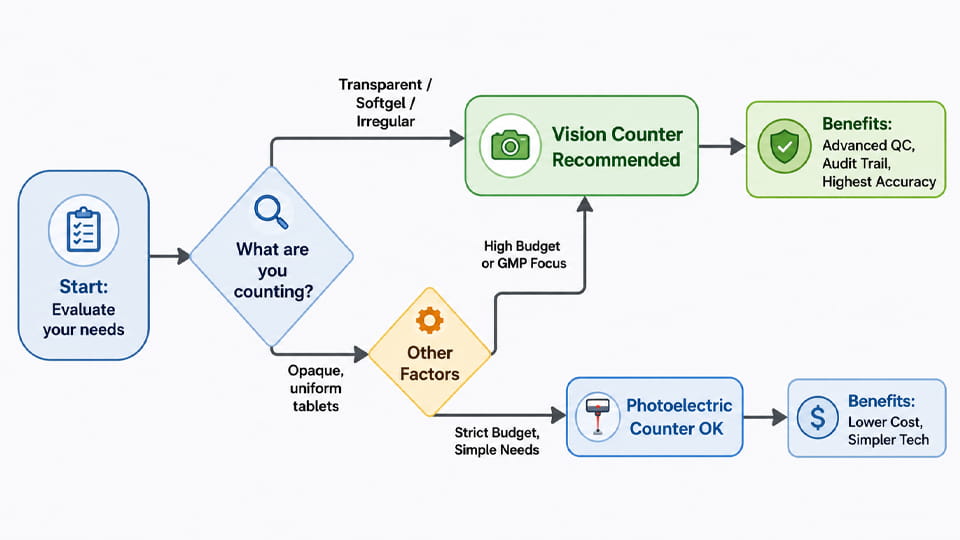
Cómo elegir entre tecnología de conteo fotoeléctrico y visión
Elegir la tecnología de conteo adecuada se reduce a igualar sus mezcla de productos, presupuesto, y objetivos de calidad. Aquí tienes una guía de decisión sencilla.:
Elija fotoeléctrico si:
Todos tus productos son opacos., tabletas/cápsulas uniformes. (P.ej. genéricos producidos en masa.)
Predominan las restricciones presupuestarias. (Las máquinas fotoeléctricas pueden costar entre un 30% y un 50% menos que los modelos de visión equivalentes.)
Tu entorno está muy limpio y tu línea está finamente afinada. (polvo mínimo, excelente singularización).
Sólo necesita un caballo de batalla para lograr un alto rendimiento sin controles de calidad adicionales.
Elija Visión si:
Manejas una variedad de SKU: cápsulas transparentes, tabletas multicolores, formas extrañas.
GMP/auditabilidad es fundamental: necesitas registros digitales, 21 CFR 11 cumplimiento, y la integridad de los datos de ALCOA+.
Tu presupuesto y espacio lo permiten: Las máquinas de visión son una inversión pero aportan un valor adicional..
Quieres una detección de defectos integrada: atrapar tabletas rotas o materias extrañas es una prioridad.
Estás renovando una línea de alta velocidad: Vision puede manejar un alto rendimiento de varios carriles al mismo tiempo que agrega control de calidad.
En la práctica, Muchas líneas farmacéuticas modernas están avanzando hacia los mostradores oftalmológicos., especialmente en los mercados desarrollados. Si su objetivo es la calidad “cero defectos”, Se considera cada vez más que el costo inicial de la visión vale la pena.. Sin embargo, Las máquinas contadoras fotoeléctricas siguen siendo una opción sensata para aplicaciones estándar donde la rentabilidad es clave..
Conclusión
En pocas palabras: Tradicional contadores fotoeléctricos sigue siendo rentable, elección confiable para simple, Líneas de alto rendimiento con pastillas uniformes en condiciones limpias.. Contadores de visión, sin embargo, se están convirtiendo rápidamente en lo último solución para embalaje farmacéutico. Cuestan más por adelantado pero ofrecen una precisión inigualable, inspección, y características de cumplimiento: clave para productos complejos o de alto valor. A medida que las regulaciones se endurecen y la calidad "sin defectos" se convierte en la norma, Muchas plantas farmacéuticas se están actualizando a sistemas de inspección y recuento basados en visión..
No importa qué tecnología elijas, Jinlu Packing ofrece ambos: desde robustos contadores IR de 8 carriles hasta contadores de visión avanzados con IA. Nuestros expertos pueden ayudarle a seleccionar el equipo adecuado para su tableta, cápsula o línea gomosa. Contáctenos para analizar una solución de recuento personalizada que garantice que cada botella se llene correctamente, eficientemente, y en pleno cumplimiento de estándares farmacéuticos.
Preguntas frecuentes sobre visión frente a contador fotoeléctrico
1. ¿Cuál es la diferencia entre un contador de visión y un contador fotoeléctrico??
Un contador fotoeléctrico cuenta tabletas o cápsulas detectando interrupciones en un haz de luz cuando los productos pasan por el canal de conteo.. Un contador de visión utiliza cámaras industriales y software de procesamiento de imágenes para identificar y contar cada producto según su forma., tamaño, y características visuales.
La diferencia clave es que los sistemas de visión pueden realizar tanto el recuento como la inspección simultáneamente., mientras que los sistemas fotoeléctricos se centran principalmente en contar.
¿Qué tecnología de recuento es más precisa para los envases farmacéuticos??
En la mayoría de las aplicaciones farmacéuticas, La tecnología de conteo visual ofrece mayor precisión., especialmente al manipular cápsulas transparentes, cápsulas blandas, tabletas irregulares, o productos que puedan superponerse durante el conteo.
Porque los sistemas de visión analizan imágenes en lugar de depender únicamente de la interrupción del haz., pueden distinguir mejor los productos individuales y reducir los errores de conteo.
¿Pueden los contadores fotoeléctricos contar con precisión las cápsulas de gelatina blanda??
Los contadores fotoeléctricos pueden encontrar dificultades al contar cápsulas de gelatina blanda transparentes o semitransparentes porque la luz puede atravesar el producto o refractarse alrededor de él..
Los sistemas de conteo visual generalmente son más adecuados para aplicaciones de cápsulas blandas porque reconocen el perfil visual del producto en lugar de depender del bloqueo de la luz..
¿Las máquinas de conteo por visión cumplen con las GMP??
Sí. Las modernas máquinas de conteo por visión pueden diseñarse para cumplir con los requisitos de GMP al proporcionar registros electrónicos., trazabilidad de lotes, pistas de auditoría, y funciones de inspección de calidad.
Muchos fabricantes farmacéuticos eligen los sistemas de visión porque ayudan a respaldar la integridad de los datos y las iniciativas de cumplimiento normativo..
¿Puede un contador de visión detectar tabletas rotas o partículas extrañas??
Sí. Una de las mayores ventajas de la tecnología de conteo basada en la visión es su capacidad para inspeccionar productos mientras se cuentan..
Sistemas avanzados pueden identificar tabletas con chips, cápsulas rotas, variaciones de color, y ciertos materiales extraños, Ayudar a mejorar la calidad del producto y reducir el riesgo de que productos defectuosos lleguen al mercado..
¿Vale la pena el mayor coste de inversión en una máquina de conteo visual??
Aunque el coste de compra inicial suele ser mayor, Muchos fabricantes farmacéuticos consideran que los sistemas de visión proporcionan un fuerte retorno de la inversión a largo plazo..
Los beneficios pueden incluir una mayor precisión del conteo, menos retiradas de productos, inspección manual reducida, tasas de rechazo más bajas, y capacidades de cumplimiento mejoradas.
¿Cuándo debo elegir una máquina contadora fotoeléctrica??
Una máquina contadora fotoeléctrica suele ser una buena opción cuando:
• Los productos son tabletas estándar o cápsulas duras.
• Los requisitos de producción son relativamente sencillos
• El presupuesto es una preocupación primordial
• La transparencia del producto no es un problema
• No se requiere ninguna funcionalidad de inspección adicional
Para muchos productos farmacéuticos genéricos, El recuento fotoeléctrico sigue siendo una solución fiable y rentable..
¿Pueden los contadores visuales funcionar en líneas de envasado farmacéutico de alta velocidad??
Sí. Los sistemas de conteo por visión modernos están diseñados para entornos de producción farmacéutica de alta velocidad y pueden procesar grandes volúmenes de tabletas y cápsulas manteniendo la precisión del conteo..
Muchos sistemas combinan cámaras de alta velocidad., procesamiento de imágenes en tiempo real, y mecanismos de rechazo automático para apoyar el funcionamiento continuo.
¿Qué productos son los más adecuados para la tecnología de conteo visual??
Los sistemas de conteo visual son particularmente beneficiosos para:
• Cápsulas blandas
• Cápsulas transparentes
• Tabletas bicapa
• Tabletas efervescentes
• Tabletas de forma irregular
• Gomitas nutracéuticas
• Productos farmacéuticos de alto valor
Estos productos pueden representar un desafío para los sistemas de conteo fotoeléctrico tradicionales., hacer de la tecnología de la visión una opción preferida.
¿Cómo elijo entre un contador de visión y un contador fotoeléctrico??
La mejor elección depende de las características de su producto., objetivos de producción, requisitos de cumplimiento, y presupuesto.
Elija un contador fotoeléctrico si necesita una solución rentable para tabletas y cápsulas estándar. Elija un contador de visión si necesita mayor precisión, capacidades de inspección de productos, soporte para formas de dosificación complejas, y una trazabilidad de datos más sólida.
Para empresas farmacéuticas que planean actualizaciones de automatización a largo plazo, La tecnología de conteo visual se está convirtiendo cada vez más en la solución preferida..
Petty Fu, Fundador de Jinlupacking, trae 20 años de experiencia al sector de maquinaria farmacéutica. Bajo su liderazgo, Jinlu se ha convertido en un proveedor confiable que integra diseño, producción, y ventas. A Petty le apasiona compartir su profundo conocimiento de la industria para ayudar a los clientes a navegar las complejidades del empaque farmacéutico., garantizar que reciban no sólo equipos, sino una verdadera asociación de servicio integral adaptada a sus objetivos de producción..