Σε φαρμακευτική παραγωγή, Η συμπίεση του δισκίου φαίνεται απλή στην επιφάνεια — η σκόνη μπαίνει μέσα, βγαίνουν ταμπλέτες. Αλλά όποιος έχει εργαστεί γύρω από μια πρέσα tablet ξέρει ότι η πραγματικότητα είναι πολύ διαφορετική. Μικρές αλλαγές στη ροή των κόκκων, επίπεδο υγρασίας, κατάσταση εργαλείων, ή η ταχύτητα του μηχανήματος μπορεί γρήγορα να δημιουργήσει προβλήματα ποιότητας που επιβραδύνουν την παραγωγή και αυξάνουν τα απόβλητα.
Θέματα όπως ο περιορισμός, κόλλημα, συλλογή, διακύμανση βάρους, ή η ασθενής σκληρότητα του δισκίου είναι κοινά κατά τη συμπίεση του δισκίου. Αυτά τα προβλήματα δεν επηρεάζουν μόνο την εμφάνιση του προϊόντος, αλλά μπορεί επίσης να επηρεάσει την ακρίβεια της δόσης, απόδοση διάλυσης, αποτελεσματικότητα συσκευασίας, και συμμόρφωση με τα κανονιστικά. Σε ένα πολυσύχναστο περιβάλλον παραγωγής, ακόμη και ένα μικρό πρόβλημα συμπίεσης μπορεί να οδηγήσει σε απόρριψη παρτίδων, χρόνο διακοπής λειτουργίας του μηχανήματος, και επιπλέον κόστος συντήρησης.
Για διευθυντές παραγωγής, ομάδες προμηθειών, και αγοραστές φαρμακευτικού εξοπλισμού, Η κατανόηση των βασικών αιτιών πίσω από αυτά τα προβλήματα συμπίεσης tablet είναι σημαντική. Τα καλά νέα είναι ότι τα περισσότερα ελαττώματα συμπίεσης μπορούν να αποφευχθούν όταν το σκεύασμα, διαδικασία κοκκοποίησης, εργαλεία, και οι παράμετροι της πρέσας tablet συνεργάζονται σωστά. Σε αυτό το άρθρο, θα περιηγηθούμε στα πιο συνηθισμένα προβλήματα συμπίεσης tablet στη φαρμακευτική παραγωγή, εξηγήστε γιατί συμβαίνουν, και μοιραστείτε πρακτικούς τρόπους επίλυσής τους. Είτε χειρίζεστε α περιστροφική πρέσα ταμπλετών υψηλής ταχύτητας ή να διαχειριστείτε μια πλήρη γραμμή παραγωγής tablet, Αυτές οι συμβουλές αντιμετώπισης προβλημάτων μπορούν να βοηθήσουν στη βελτίωση της ποιότητας του tablet και στη μείωση των διακοπών παραγωγής.

Η συμπίεση του δισκίου είναι ένα κρίσιμο βήμα στη φαρμακευτική παρασκευή στερεών δόσεων, όπου τα σκευάσματα σε σκόνη ή κόκκους γεμίζονται σε μήτρες και συμπιέζονται σε δισκία χρησιμοποιώντας διατρήσεις και υψηλή πίεση. Οι περισσότερες γραμμές παραγωγής χρησιμοποιούν περιστροφικές πρέσες δισκίων, που έχουν πολλαπλούς σταθμούς σε έναν περιστρεφόμενο πυργίσκο. Κάθε σταθμός στεγάζει μια πάνω γροθιά, μια χαμηλότερη γροθιά, και ένα ζάρι. Η διαδικασία περιλαμβάνει συνήθως δύο στάδια: προ-συμπίεση (μια ελαφριά δύναμη προπλήρωσης που προετοιμάζει τη σκόνη) και κύρια συμπίεση (την τελική υψηλή δύναμη που σχηματίζει το δισκίο).

Οι κατασκευαστές πρέπει επίσης να εξετάσουν την ποιότητα της σύνθεσης και της κοκκοποίησης. Για παράδειγμα, Η καλή ροή της σκόνης είναι απαραίτητη για την ομοιόμορφη πλήρωση της μήτρας. Οι κόκκοι έχουν συχνά μέγεθος (π.χ.. <20% διαμέτρου μήτρας) για να αποφευχθεί ο διαχωρισμός. Το μείγμα σκόνης περιέχει συνήθως API, συνδετικά, λιπαντικά, και ενισχυτές ροής για να το βοηθήσουν να συμπιεστεί σωστά και να εκτοξευθεί από το εργαλείο. Ακόμα και μετά από συμπίεση, ένα ξεσκονιστήριο ή γυαλιστικό tablet χρησιμοποιείται συχνά για την αφαίρεση των λεπτών λεπτών και τη βελτίωση της εμφάνισης του tablet. Στην πράξη, μετά την έξοδο των δισκίων από την πρέσα, ένα μηχάνημα καθαρισμού δισκίων που τοποθετείται μεταξύ της πρέσας και της γραμμής επικάλυψης/συσκευασίας θα δονείται και θα απομακρύνει τη χαλαρή σκόνη και τα θραύσματα, εξασφαλίζοντας καθαριότητα, ταμπλέτες χωρίς σκόνη.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
Κατά τη συμπίεση του tablet, μπορεί να προκύψουν διάφορα ελαττώματα. Παρακάτω καλύπτουμε τα πιο συχνά προβλήματα, τυπικές αιτίες τους, και πρακτικές λύσεις.
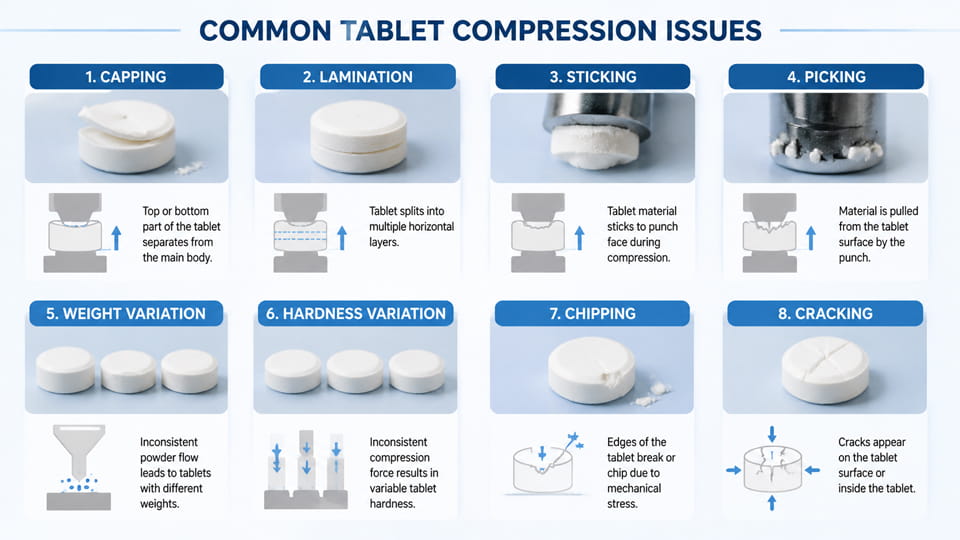
Πώς φαίνεται: Η κάλυψη εμφανίζεται όταν η κορυφή (ή κάτω) ενός tablet σπάει, εμφανίζεται ως "καπάκι" που έχει διαχωριστεί από το κύριο σώμα του tablet. Η πλαστικοποίηση είναι όταν ένα tablet χωρίζεται σε δύο ή περισσότερα οριζόντια στρώματα. Και τα δύο ελαττώματα συνήθως σημαίνουν ότι το δισκίο δεν συγκολλήθηκε πλήρως κατά τη συμπίεση.
Κοινά αίτια: Ο περιορισμός συχνά προκύπτει από παγίδευση αέρα και κακή σύνδεση σωματιδίων. Όταν οι γροθιές συμπιέζουν τη σκόνη, Οι θύλακες αέρα στο επάνω ή στο μέσο της μήτρας μπορούν να αποτρέψουν τη σωστή στερεοποίηση. Υψηλή ταχύτητα πυργίσκου (σύντομος χρόνος παραμονής) και πολύ υψηλή δύναμη συμπίεσης μπορεί να επιδεινώσει αυτό το πρόβλημα. Εξάλλου, ελαστικά ή πολύ χαμηλής πυκνότητας συστατικά (π.χ.. μερικά ελαστικά συνδετικά) μπορεί να «κουμπώσει πίσω» μετά τη συμπίεση, προκαλώντας τον διαχωρισμό των στρωμάτων. Πολύ λίγο συνδετικό ή πολύ χαμηλή υγρασία στην κοκκοποίηση εξασθενεί επίσης τη σύνδεση μεταξύ των σωματιδίων.
Λύσεις: Για να αποτρέψετε το πώμα και την πλαστικοποίηση, βοηθούν στη διαφυγή του παγιδευμένου αέρα και βελτιώνουν τη συγκόλληση. Χρησιμοποιώντας κωνικά προφίλ διάτρησης/μήτρας αφήνει τον αέρα να αερίζεται πιο εύκολα. Επιβράδυνση του πυργίσκου (αυξανόμενος χρόνος παραμονής) ή προσθέτοντας μια ήπια δύναμη προ-συμπίεσης ωθεί περισσότερο υλικό στη μήτρα πριν από την τελική συμπίεση. Η ελαφρά μείωση της κύριας δύναμης συμπίεσης μπορεί επίσης να αποφύγει την υπερσυμπίεση. Ελέγξτε την υγρασία του δισκίου και το συνδετικό υλικό: προσθέτοντας μια πινελιά περισσότερη υγρασία κατά τη διάρκεια υγρή κοκκοποίηση ή η αύξηση της περιεκτικότητας σε συνδετικό υλικό μπορεί να ενισχύσει τη συγκόλληση. Συνοπτικά, προσαρμογή των παραμέτρων διάτρησης/μήτρας και πίεσης (και αντικατάσταση φθαρμένων εργαλείων) επιτρέπει τη διαφυγή του παγιδευμένου αέρα και μειώνει σημαντικά το πώμα.
Πώς φαίνεται: Το κόλλημα συμβαίνει όταν η πούδρα προσκολλάται στο πρόσωπο της διάτρησης, αφήνοντας μια εναπόθεση υλικού ή μια ημιτελή επιφάνεια δισκίου. Το μάζεμα είναι μια μορφή κόλλησης που εμφανίζεται γύρω από ανάγλυφα λογότυπα ή σημάδια; το ανασηκωμένο σχέδιο στη διάτρηση αρπάζει πούδρα, αφήνοντας ένα ελάττωμα στο tablet. Και τα δύο έχουν ως αποτέλεσμα ταμπλέτες με τραχιά όψη και μερικές φορές λείπουν άκρες.
Κοινά αίτια: Η υψηλή τριβή ή η κολλητικότητα μεταξύ σκόνης και διάτρησης είναι ο κύριος ένοχος. Συχνά αυτό προκαλείται από υπερβολική υγρασία ή υψηλή υγρασία. Εάν οι κόκκοι είναι πολύ υγροί ή το δωμάτιο συμπίεσης είναι υγρό, τα σωματίδια μπορούν να φιλμ πάνω στην επιφάνεια της διάτρησης. Επίσης, ανεπαρκές λιπαντικό στο μείγμα σημαίνει ότι τίποτα δεν βοηθά τη σκόνη να γλιστρήσει από τις γροθιές. Εάν η δύναμη συμπίεσης είναι πολύ χαμηλή, τα δισκία μπορεί να είναι υποσυμπιεσμένα και να κολλήσουν; αντίστροφως, Η πολύ υψηλή δύναμη μπορεί να θερμάνει ελαφρά τη σκόνη και να την κάνει κολλώδη.
Λύσεις: Βελτιώστε την απελευθέρωση και μειώστε την πρόσφυση. Πρώτα, διατηρούν σωστά περιβαλλοντικός έλεγχος: αφύγραντε την περιοχή της πρέσας εάν χρειάζεται και διατηρήστε την υγρασία των κόκκων εντός των προδιαγραφών. Βεβαιωθείτε ότι το μείγμα περιέχει αρκετό λιπαντικό (τυπικά 0,5–2% στεατικό μαγνήσιο ή παρόμοιο) και ανακατεύουμε καλά (αλλά όχι υπερβολικά) έτσι τα σωματίδια επικαλύπτονται. Πολωνικά γροθιές τακτικά για να αφαιρείτε τις γρατσουνιές, και σκεφτείτε να εφαρμόσετε ένα κατάλληλο βερνίκι διάτρησης ή αντικολλητική επίστρωση. Εάν το κόλλημα επιμένει, δοκιμάστε μικρές ρυθμίσεις παραμέτρων: μερικές φορές μια μικρή αύξηση στην ταχύτητα του πιεστηρίου (μικρότερος χρόνος επαφής) ή η μείωση της δύναμης συμπίεσης μπορεί να βοηθήσει τα δισκία να εκτιναχθούν πριν κολλήσουν.
Πώς φαίνεται: Τα δισκία υποτίθεται ότι έχουν ομοιόμορφο βάρος εντός αυστηρών προδιαγραφών. Όταν η διακύμανση βάρους είναι υψηλή, τα δισκία από την ίδια παρτίδα βγαίνουν αισθητά ελαφριά ή βαριά, κίνδυνος ασυνέπειας της δόσης.
Κοινά αίτια: Η υπερβολική παραλλαγή συνήθως πηγάζει από ασυνεπής πλήρωση καλουπιού. Οι περιστροφικές πρέσες συνήθως δοσολογούνται κατ' όγκο, οπότε οποιαδήποτε αλλαγή στη χύδην πυκνότητα σκόνης ή στη δυναμική πλήρωσης προκαλεί μετατοπίσεις βάρους. Τα κοινά ζητήματα περιλαμβάνουν την κακή ροή (που οδηγεί σε γεφύρωση ή ανομοιόμορφη τροφοδοσία), διαχωρισμός μεικτών σκονών (τα χοντρά σωματίδια γεμίζουν πιο γρήγορα), ή ένα φθαρμένο/κακώς ευθυγραμμισμένο πλαίσιο τροφοδοσίας (δίνοντας ανομοιόμορφη παροχή σκόνης). Η πολύ γρήγορη λειτουργία της πρέσας μπορεί να επιδεινώσει αυτό, καθώς δεν αφήνει αρκετό χρόνο για να γεμίσει κάθε καλούπι.
Λύσεις: Βελτιώστε τη ροή της σκόνης και τη συνοχή της τροφοδοσίας. Βελτιστοποιήστε την κοκκοποίηση για να επιτύχετε μια ομοιογενή, μείγμα ελεύθερης ροής. Προσθέστε ολισθητήρες (π.χ.. κολλοειδές πυρίτιο) ή αντιπηκτικά για τη μείωση του κολλήματος και της γεφύρωσης. Προσαρμόστε τις ρυθμίσεις του πλαισίου τροφοδοσίας και τοποθετήστε διαφράγματα στη χοάνη για να ελέγξετε τη ροή. Σκεφτείτε να χρησιμοποιήσετε γροθιές αναγκαστικής τροφοδοσίας (όπου η κάτω διάτρηση ανεβαίνει για να γεμίσει ενεργά τη μήτρα) ή πλήρωση με υποβοήθηση κενού εάν η σκόνη είναι αργή. Μείωση ταχύτητας πυργίσκου (δίνοντας περισσότερο χρόνο πλήρωσης) συχνά μειώνει τη διακύμανση. Εν συντομία, βεβαιωθείτε ότι κάθε μήτρα λαμβάνει με συνέπεια την ίδια ποσότητα σκόνης – αυτό μπορεί να σημαίνει αλλαγή του μηχανισμού τροφοδοσίας ή της ταχύτητας πίεσης.
Πώς φαίνεται: Σκληρότητα (ή δύναμη θραύσης) είναι η αντίσταση ενός δισκίου στη σύνθλιψη. Εάν τα δισκία είναι πολύ μαλακά, μπορεί να τσιπάρουν, διακοπή, ή παρουσιάζουν υψηλή ευθρυπτότητα (θρυμματίζονται εύκολα). Αν είναι πολύ σκληρό, μπορεί να αντέχουν στην επίστρωση ή διαλύονται αργά. Δοκιμές ευθρυπτότητας (αναδιπλούμενα δισκία και μέτρηση απώλειας βάρους) συχνά αποκαλύπτουν θρυμματισμό ή σκόνη στην άκρη.
Κοινά αίτια: Η σκληρότητα ελέγχεται κυρίως από δύναμη συμπίεσης και σύνθεση. Η χαμηλή δύναμη συμπίεσης ή το πολύ μικρό συνδετικό αποδίδει μαλακό, εύθραυστα δισκία. Από την άλλη πλευρά, Η υπερβολικά υψηλή δύναμη μπορεί να δημιουργήσει πολύ σκληρά δισκία που ραγίζουν ή αντιστέκονται στη διάσπαση. Για παράδειγμα, Μια πηγή της βιομηχανίας σημειώνει ότι η πολύ υψηλή δύναμη εκτίναξης (από υπερσυμπίεση) μπορεί να οδηγήσει σε δισκία που είναι πολύ σκληρά, προκαλώντας ρωγμές ή αργή αποσύνθεση. Η διακύμανση στο βάρος του δισκίου προκαλεί επίσης διακύμανση της σκληρότητας: τα ελαφρύτερα δισκία είναι πιο λεπτά/μαλακά, τα βαρύτερα παχύτερα/σκληρότερα.
Λύσεις: Συντονίστε τη συμπίεση και τη σύνδεση. Ρυθμίστε την κύρια συμπίεση για να πετύχετε μια σκληρότητα στόχου (συνήθως μετριέται σε συσκευή ελέγχου σκληρότητας). Τροποποιήστε το σκεύασμα: προσθήκη ή βελτιστοποίηση ενός συνδετικού υλικού (π.χ.. PVP, HPMC, ή άμυλο) αυξάνει τον δεσμό μεταξύ των σωματιδίων. Ελέγξτε την υγρασία των κόκκων, καθώς οι ελαφρώς υγροί κόκκοι συχνά παράγουν ισχυρότερα δισκία (αλλά προσέξτε το υπερβολικό βρέξιμο). Αντικαταστήστε τις φθαρμένες λεπίδες του εκτοξευτήρα και εξασφαλίστε ομαλή εκτίναξη; ένα τραχύ εγκεφαλικό εξώθησης μπορεί να σπάσει τα δισκία. Εάν η ευθρυπτότητα είναι υψηλή, ελέγξτε εάν τα δισκία είναι πολύ αδύναμα – μπορεί να χρειαστείτε ελαφρώς μεγαλύτερη δύναμη συμπίεσης ή περισσότερο συνδετικό. Η ισορροπία είναι το κλειδί: στοχεύστε σε δισκία αρκετά σκληρά για να επιβιώσουν από το χειρισμό, αλλά όχι τόσο σκληρά ώστε να αποτύχουν στις δοκιμές διάλυσης.
Μπορεί να προκύψουν άλλα ελαττώματα. Τρίψιμο άκρων ή ρωγμές Συχνά συμβαίνει εάν τα δισκία διαστέλλονται ξαφνικά μετά την εκτίναξη ή εάν οι μήτρες είναι επίπεδες. Διπλές εντυπώσεις (εικόνες φαντασμάτων) συνήθως προκύπτουν από χαλαρά εργαλεία ή μηχανική επανάληψη της διάτρησης. Στίγματα ή χρωματική παραλλαγή (σε μη επικαλυμμένα δισκία) μπορεί να εμφανιστεί εάν τα έγχρωμα έκδοχα διαχωρίζονται. Αυτά συχνά σχετίζονται με τις παραπάνω αιτίες: για παράδειγμα, Η κοπή των άκρων μπορεί να προέρχεται από υπερβολική συμπίεση ή πολύ ξηρούς κόκκους, και η επίλυσή του μπορεί να περιλαμβάνει μια μικροσκοπική ρύθμιση λιπαντικού ή συνδετικού.
Στην πράξη, Μια δομημένη προσέγγιση αντιμετώπισης προβλημάτων είναι χρήσιμη. Για παράδειγμα, σταματήστε το πάτημα όταν εμφανιστεί ένα ελάττωμα και ελέγξτε τυχόν πρόσφατες αλλαγές (σαν νέες παρτίδες, άλλαξε ταχύτητα, ή συντήρηση). Ελέγξτε τα εργαλεία και τις συνθήκες λειτουργίας, και διορθώστε έναν παράγοντα κάθε φορά. Πολλοί κατασκευαστές γράφουν βασικές παραμέτρους (βάρος δισκίου, πάχος, σκληρότητα, και τα λοιπά.) σε πραγματικό χρόνο, ώστε να βλέπουν τις τάσεις να αναδύονται. Οπτική επιθεώρηση ταμπλετών (φινίρισμα επιφάνειας, άκρες) είναι επίσης κρίσιμο. Αυτή η συστηματική μέθοδος – παρατηρήστε, απομονώνω, προσαρμογή – περιορίζει γρήγορα τη βασική αιτία.
Αρκετοί ανάντη παράγοντες επηρεάζουν τα αποτελέσματα συμπίεσης:
Σωστή συντήρηση πρέσας tablet είναι επίσης κρίσιμο. Καλοσυντηρημένο μηχάνημα – καθαρισμένο, λιπαίνονται, και βαθμονομημένο - είναι πολύ λιγότερο πιθανό να προκαλέσει ελαττώματα. Αντικαταστήστε τις φθαρμένες γροθιές και μήτρες προτού υποβαθμίσουν την ποιότητα του tablet. Τεκμηριώστε ένα τακτικό πρόγραμμα καθαρισμού (αφαιρώντας τη συσσώρευση σκόνης) και βεβαιωθείτε ότι οι τεχνικοί επαληθεύουν τις ρυθμίσεις πριν από κάθε εκτέλεση.

Η υιοθέτηση ισχυρών προληπτικών μέτρων κρατά μακριά τα ελαττώματα:
Γοργόνα διάγραμμα ροής: Ένα δέντρο αποφάσεων που δείχνει πώς γίνεται η διάγνωση ελαττώματα tablet ελέγχοντας συγκεκριμένες παραμέτρους (τύπος ελαττώματος → πιθανή αιτία → διορθωτική ενέργεια).

Ελαττώματα συμπίεσης tablet όπως πώμα, κόλλημα, διακύμανση βάρους, και η ευθραυστότητα είναι κοινές προκλήσεις, αλλά μπορούν να αντιμετωπιστούν αποτελεσματικά. Κάθε πρόβλημα συνήθως πηγάζει από τις ιδιότητες της σύνθεσης, ρυθμίσεις μηχανής, ή περιβαλλοντικούς παράγοντες. Εντοπίζοντας μεθοδικά τη βασική αιτία – και στη συνέχεια τροποποιώντας τις παραμέτρους του τύπου, διύλιση κοκκοποίησης, τον έλεγχο της υγρασίας, και διατήρηση του εξοπλισμού σε άριστη κατάσταση – οι κατασκευαστές μπορούν να διορθώσουν ελαττώματα. Τακτικοί έλεγχοι κατά τη διαδικασία (βάρος δισκίου, σκληρότητα, πάχος, και τα λοιπά.) θα πιάσει τις τάσεις νωρίς. Η εφαρμογή αυτών των βέλτιστων πρακτικών συμβάλλει στη διασφάλιση ότι τα tablet που βγαίνουν από τον τύπο πληρούν σταθερά τα πρότυπα ποιότητας, μείωση των αποβλήτων και ικανοποίηση των κανονιστικών προσδοκιών.
Εάν αντιμετωπίζετε προβλήματα όπως το κόλλημα του tablet, κάλυψη, διακύμανση βάρους, ή ασταθής σκληρότητα δισκίου, το δικαίωμα εξοπλισμός συμπίεσης tablet και η εγκατάσταση παραγωγής μπορεί να κάνει τεράστια διαφορά. Στο Συσκευασία Jinlu, Βοηθάμε τους κατασκευαστές φαρμακευτικών και διατροφικών προϊόντων να βελτιώσουν την ποιότητα των δισκίων με αξιόπιστο τρόπο περιστροφικές μηχανές πρέσας δισκίων, εξατομικευμένες λύσεις συμπίεσης, και επαγγελματική τεχνική υποστήριξη.
Είτε αναβαθμίζετε μια υπάρχουσα γραμμή παραγωγής είτε σχεδιάζετε ένα νέο έργο κατασκευής tablet, Η ομάδα μας μπορεί να σας βοηθήσει να επιλέξετε τη σωστή μηχανή πρέσας tablet με βάση τον τύπο του προϊόντος σας, απαιτήσεις παραγωγής, και τα πρότυπα GMP. Εξερευνήστε το δικό μας διαλύματα πρέσας ταμπλετών ή επικοινωνήστε μαζί μας σήμερα για να συζητήσετε τις προκλήσεις συμπίεσης του tablet σας με την ομάδα μηχανικών μας.
Τα πιο συνηθισμένα προβλήματα συμπίεσης tablet περιλαμβάνουν το καπάκι, λεπτό έλασμα, κόλλημα, συλλογή, διακύμανση βάρους, προβλήματα ευθρυπτότητας, και ασυνεπής σκληρότητα δισκίου. Αυτά τα προβλήματα συνήθως συνδέονται με την ποιότητα των κόκκων, ρυθμίσεις μηχανής, κατάσταση εργαλείων, ή περιβαλλοντικούς παράγοντες.
Το πώμα του tablet συμβαίνει όταν το επάνω ή το κάτω μέρος ενός tablet διαχωρίζεται μετά τη συμπίεση. Οι συνήθεις αιτίες περιλαμβάνουν τον παγιδευμένο αέρα, υπερξηραμένοι κόκκοι, ανεπαρκές συνδετικό υλικό, υπερβολική ταχύτητα μηχανής, ή εσφαλμένη δύναμη συμπίεσης. Οι σωστές ρυθμίσεις κοκκοποίησης και προ-συμπίεσης μπορούν να βοηθήσουν στη μείωση της κάλυψης.
Το κόλλημα συμβαίνει όταν το υλικό της σύνθεσης προσκολλάται σε επιφάνειες διάτρησης ή τοιχώματα μήτρας κατά τη συμπίεση του δισκίου. Το μάζεμα είναι ένας συγκεκριμένος τύπος κολλήματος που συνήθως επηρεάζει ανάγλυφα λογότυπα ή χαραγμένες γροθιές. Υψηλή περιεκτικότητα σε υγρασία, ανεπαρκής λίπανση, τραχιές επιφάνειες εργαλείων, και τα κολλώδη συστατικά είναι κοινές αιτίες.
Η διακύμανση βάρους προκαλείται συχνά από κακή ροή σκόνης, ασυνεπής πλήρωση καλουπιού, ή ασταθής ταχύτητα τροφοδοσίας. Βελτίωση της ρευστότητας των κόκκων, έλεγχος της κατανομής μεγέθους σωματιδίων, και η βελτιστοποίηση των ρυθμίσεων του τροφοδότη μπορεί να βοηθήσει στη διατήρηση σταθερού βάρους του tablet κατά την παραγωγή.
Η σκληρότητα του tablet επηρεάζει άμεσα την ανθεκτικότητα του προϊόντος, απόδοση συσκευασίας, χρόνος αποσύνθεσης, και συμπεριφορά διάλυσης. Τα δισκία που είναι πολύ μαλακά μπορεί να σπάσουν κατά τον χειρισμό, ενώ τα υπερβολικά σκληρά δισκία μπορεί να διαλυθούν πολύ αργά. Η σωστή δύναμη συμπίεσης και ο ισορροπημένος σχεδιασμός της σύνθεσης είναι κρίσιμες για σταθερό έλεγχο σκληρότητας.
Η ποιότητα των κόκκων παίζει σημαντικό ρόλο στην απόδοση συμπίεσης του tablet. Κόκκοι με κακή ροή, ανομοιόμορφο μέγεθος σωματιδίων, υπερβολική υγρασία, ή χαμηλή συμπιεστότητα μπορεί να οδηγήσει σε ελαττώματα όπως κόλλημα, κάλυψη, και διακύμανση βάρους. Η υψηλής ποιότητας κοκκοποίηση βελτιώνει τη συνοχή του δισκίου και την απόδοση παραγωγής.
Η θερμοκρασία και η υγρασία στο εσωτερικό του χώρου συμπίεσης επηρεάζουν σημαντικά την ποιότητα του tablet. Η υψηλή υγρασία μπορεί να αυξήσει τα προβλήματα κολλήματος, ενώ οι υπερβολικά ξηρές συνθήκες μπορεί να προκαλέσουν ευθρυπτότητα ή επικάλυψη. Πολλοί κατασκευαστές διατηρούν ελεγχόμενα επίπεδα υγρασίας για να σταθεροποιήσουν την απόδοση συμπίεσης του tablet.
Οι γροθιές και οι μήτρες δισκίων θα πρέπει να επιθεωρούνται και να συντηρούνται τακτικά για να αποφευχθούν ελαττώματα και να διασφαλιστεί η σταθερή παραγωγή. Το φθαρμένο ή κατεστραμμένο εργαλείο μπορεί να οδηγήσει σε κόλλημα, κακή εμφάνιση του tablet, ασυνεπές βάρος, και αυξημένο χρόνο διακοπής λειτουργίας. Τα προγράμματα προληπτικής συντήρησης συνιστώνται ανεπιφύλακτα για τις γραμμές παραγωγής φαρμακευτικών προϊόντων.
Η βελτίωση της αποτελεσματικότητας συμπίεσης δισκίων συνήθως απαιτεί έναν συνδυασμό βελτιστοποιημένης σύνθεσης, σωστή κοκκοποίηση, σταθερές ρυθμίσεις μηχανήματος, εκπαιδευμένους χειριστές, και τακτική συντήρηση του εξοπλισμού. Παρακολούθηση σε πραγματικό χρόνο του βάρους του tablet, σκληρότητα, και το πάχος βοηθά επίσης στην έγκαιρη ανίχνευση προβλημάτων πριν επηρεάσουν μεγάλες παρτίδες παραγωγής.
Αναφορές:
1.ΚΑΤΑΣΚΕΥΑΣΤΙΚΑ ΕΛΑΤΤΩΜΑΤΑ ΤΑΜΠΛΕΤ – ΜΙΑ ΑΝΑΚΟΙΝΩΣΗ —— Journal of Drug Delivery and Therapeutics (JDDT)
2.Sticking and Picking in Pharmaceutical Tablet Compression: Μια κριτική κοινοπραξίας IQ —— ScienceDirect
3.ICH Q10 Σύστημα Φαρμακευτικής Ποιότητας – Επιστημονική οδηγία —— Ευρωπαϊκός Οργανισμός Φαρμάκων
4.Λίπανση σε σκευάσματα δισκίων —— Εθνική Βιβλιοθήκη Ιατρικής
5.Επίλυση κολλήματος και επιλογής μέσω σχεδίασης tablet —— Pharmtech
6.Προώθηση της κατανόησης του καλύμματος και της πλαστικοποίησης tablet: μια συστηματική ανασκόπηση —— ScienceDirect