ব্লিস্টার প্যাকেজিং মেশিন ফার্মাসিউটিক্যাল শিল্পের কর্মঘোড়া - প্লাস্টিক বা অ্যালুমিনিয়ামের শীটগুলিকে পকেটে ঢালাই করা এবং ভিতরে বড়ি বা ক্যাপসুল সিল করা. কিন্তু যেকোনো জটিল যন্ত্রপাতির মতো, তারা snags আঘাত করতে পারে যে উত্পাদন বন্ধ. সাধারণ ফোস্কা মেশিন সমস্যা দুর্বল বা ফুটো সীল অন্তর্ভুক্ত, ভুল গহ্বর, খালি পকেট (জ্যাম বা মিস ফিড), এবং মেশিন পরিধান যে ডাউনটাইম কারণ. শিল্প বিশেষজ্ঞদের নোট হিসাবে, সিলিং ব্যর্থতা সবচেয়ে জটিল ত্রুটিগুলির মধ্যে রয়েছে কারণ তারা সরাসরি মাদকের নিরাপত্তার সাথে আপস করে. অনুশীলনে, সম্পর্কে 90% স্ট্যান্ডার্ড ফোস্কা ত্রুটিগুলি "থ্রি টিস" এ ফুটে ওঠে: ভুল সেট তাপমাত্রা, সময়, বা টেনশন প্রক্রিয়ায়.
এই নির্দেশিকায় আমরা প্রতিটি প্রধান সমস্যার মধ্য দিয়ে যাব - কেন এটি ঘটে এবং কীভাবে এটি ঠিক করা যায়. শেষ পর্যন্ত, আপনার ফোস্কা মেশিনটি মসৃণভাবে চালানোর জন্য আপনার কাছে পরিষ্কার পদক্ষেপ এবং প্রতিরোধমূলক টিপস থাকবে (বা আরও উন্নত সমাধান প্রয়োজন কিনা তা সিদ্ধান্ত নিন).
সমস্যা 1: দুর্বল বা অসামঞ্জস্যপূর্ণ সিলিং
- উপসর্গ: ঢাকনা ফয়েল গঠিত গহ্বরের সাথে পুরোপুরি বন্ধন করে না. আপনি লিক-টেস্ট বা ফয়েলে ফোস্কা প্যাকগুলি ছোপ ছোপ ছোপ দেখতে পারেন যা সহজেই খোসা ছাড়িয়ে যায়. কিছু সীল আংশিক দেখতে বা ফাঁক থাকতে পারে. এই ত্রুটিগুলি বন্ধ্যাত্বের সাথে আপস করে এবং পুরো ব্যাচগুলিকে স্ক্র্যাপ করতে হয়.
- কারণ: ভুল তাপ-সিলিং পরামিতিগুলি সাধারণ অপরাধী. যদি সিলের তাপমাত্রা খুব কম হয়, ফয়েলের তাপ-সীল স্তর গলে যাবে না এবং বন্ধন হবে না; খুব উচ্চ, এবং প্লাস্টিকের ফিল্ম সঙ্কুচিত বা জ্বলতে পারে. অসম sealing চাপ (বিকৃত প্লেট বা ভুলভাবে সামঞ্জস্যপূর্ণ স্প্রিংসের কারণে) স্থানীয় শূন্যতা সৃষ্টি করে. সিলিং ডাই-এর দূষণ - যেমন আঠালো অবশিষ্টাংশ বা ট্যাবলেটের ধূলিকণা - সম্পূর্ণ যোগাযোগ প্রতিরোধ করে. নিম্নমানের বা আর্দ্র ফয়েলও দুর্বল আনুগত্য দেয়.
- সমাধান:
- তাপমাত্রা সামঞ্জস্য করুন & চাপ: প্লেটের তাপমাত্রা যাচাই করতে একটি যোগাযোগ থার্মোমিটার ব্যবহার করুন (শুধুমাত্র মেশিন রিডআউটের উপর নির্ভর করবেন না). উপাদান নির্দেশিকা অনুসরণ করুন (যেমন. 140PVC/Alu প্যাকের জন্য -160°C). পরীক্ষার সিল চালানোর সময় সেটপয়েন্টের চারপাশে ±2-5°C দ্বারা সূক্ষ্ম সুর করুন.
- সিলিং ডাইস চেক করুন: ক্লিন ডাইস এবং প্লেট প্রতি শিফট; আইসোপ্রোপ্যানল দিয়ে আঠালো বা ফিল্মের অবশিষ্টাংশ অপসারণ করুন. স্ক্র্যাচ বা ক্ষয় জন্য পরিদর্শন করতে পারে ফাঁস কারণ. বিকৃত হলে প্রতিস্থাপন বা পুনরায় পিষে মারা যায়.
- অপ্টিমাইজ প্রক্রিয়া: সম্পূর্ণ প্রস্থ জুড়ে অভিন্ন চাপ নিশ্চিত করুন. পরিদর্শন করুন এবং জীর্ণ চাপ রোলার বা স্প্রিংস প্রতিস্থাপন করুন. শুধুমাত্র উচ্চ মানের ব্যবহার করুন, শুকনো ফয়েল স্টক - আর্দ্র পরিবেশে প্রাক-শুষ্ক ফিল্ম (যেমন. 40-60°C 30-60 মিনিটের জন্য). নথি সীল পরামিতি এবং ড্রিফ্ট ধরতে রুটিন পিল-শক্তি পরীক্ষা সঞ্চালন.
উদাহরণস্বরূপ, একটি আদর্শ পিভিসি/আলু ফোস্কা লাইনে, সর্বোত্তম তাপ সীল অঞ্চল প্রায় 150 ° সে. একটি ±3°C ত্রুটি সিলের শক্তিকে অর্ধেক করতে পারে. তাপমাত্রা প্রোফাইলগুলি ক্যালিব্রেটিং এবং লগিং করে, অপারেটররা ধারাবাহিক সীল অখণ্ডতা বজায় রাখতে পারে.

সমস্যা 2: অনুপযুক্ত গঠন (ধসে পড়া বা অসম গহ্বর)
- উপসর্গ: থার্মোফর্মড প্লাস্টিকের ফোস্কা গহ্বর বিকৃত হয়. আপনি খুব অগভীর যে cavities দেখতে পারেন, ট্যাবলেট ওজন অধীনে ধসে পড়া, অথবা অসম গভীরতা এবং পাতলা দেয়াল আছে. অসম পকেটের কারণে ট্যাবলেটগুলি স্থানান্তরিত হয়, ফিল-কাউন্ট অ্যালার্ম বা মিড-রান স্টপেজ ট্রিগার করছে.
- কারণ: গঠন স্টেশন এমনকি গরম এবং ভ্যাকুয়াম উপর নির্ভর করে. হিটিং প্লেট ক্রমাঙ্কন আউট হলে, গঠন তাপমাত্রা প্রবাহিত হতে পারে. এমনকি একটি পিভিসি ফিল্ম ফর্মিং প্লেটে ±3°C এর একটি ছোট বিচ্যুতি গহ্বরের গভীরতা এবং প্রাচীরের বেধে উল্লেখযোগ্য পরিবর্তন ঘটায়. অন্যান্য কারণগুলির মধ্যে দুর্বল ভ্যাকুয়াম অন্তর্ভুক্ত (নোংরা ফিল্টার, ফুটো), জীর্ণ প্লাগ-অ্যাসিস্ট পিন (যদি ব্যবহার করা হয়), বা দূষিত ছাঁচ পৃষ্ঠ (গহ্বরে প্লাস্টিক বা ফয়েল লেগে থাকা).
- সমাধান:
- তাপমাত্রা যাচাই করুন: ফর্মিং প্লেটে একটি ক্যালিব্রেটেড ইনফ্রারেড বা যোগাযোগ থার্মোমিটার ব্যবহার করুন. PID কন্ট্রোলার সামঞ্জস্য করুন যদি প্লেট পৃষ্ঠ সেট পয়েন্ট থেকে ~2°C এর বেশি বন্ধ থাকে. পূর্ণ গহ্বর গঠন নিশ্চিত করতে লক্ষ্য পণ্য এবং সঠিক ফিল্ম সহ একটি সংক্ষিপ্ত পরীক্ষা চালান.
- ভ্যাকুয়াম সিস্টেম বজায় রাখুন: ভ্যাকুয়াম পাম্প আউটপুট এবং ভ্যাকুয়াম লাইন চেক করুন. নিয়মিত ভ্যাকুয়াম ফিল্টার পরিষ্কার বা প্রতিস্থাপন করুন. নিশ্চিত করুন যে ছাঁচে ভ্যাকুয়াম চ্যানেলগুলি বাধাহীন.
- পরিদর্শন এবং পরিষ্কার ছাঁচ: ফিল্মের অবশিষ্টাংশ অপসারণের জন্য প্রতিটি শিফটে ক্যাভিটি প্লেটগুলি মুছুন. প্লাগ পিন চেক করুন (যদি থাকে) সঠিক সময়ের জন্য - একটি জীর্ণ বা ভুল-সময়ের প্লাগ খুব তাড়াতাড়ি চেপে গহ্বরটি ভেঙে যেতে পারে. জীর্ণ প্লাগ বা ক্যাম বুশিং প্রতিস্থাপন করুন যদি প্লাগ সময়ের আগে ফিল্মের সাথে যোগাযোগ করে.
- সঠিক ফিল্ম ব্যবহার করুন: আপনি আপনার ছাঁচের জন্য সঠিক ফিল্ম বেধ এবং টাইপ ব্যবহার করছেন তা যাচাই করুন. প্লাস্টিকাইজার কন্টেন্টের কারণে একটি নতুন ফিল্ম লটের জন্য একটু ভিন্ন তাপমাত্রার প্রোফাইলের প্রয়োজন হতে পারে.
টিপ: ফিল্ম লট দ্বারা নথিভুক্ত সেটিংস গঠন করতে থাকুন এবং ধসে যাওয়া ফোস্কা সমস্যা এড়াতে উপাদান পরিবর্তন করার সময় পুনরায় যোগ্যতা অর্জন করুন.
সমস্যা 3: ফিল্ম টিয়ারিং বা রিঙ্কলিং
- উপসর্গ: গঠনের সময় বা পরে, প্লাস্টিকের ফিল্ম (পিভিসি/পিভিডিসি বা পিইটি) অথবা ফয়েল স্তর অশ্রু বিকাশ, ফাটল, বা পিনহোল. উল্টো দিকে, আপনি ঢাকনা ফয়েল অধীনে wrinkles বা বায়ু পকেট দেখতে পারেন. এগুলি প্যাকেজ লিক বা প্রসাধনী ত্রুটির দিকে পরিচালিত করে.
- কারণ: অতিরিক্ত তাপ বা উত্তেজনা প্রধান সন্দেহভাজন. গঠন বা sealing তাপমাত্রা খুব বেশী হলে, ফিল্ম অতিরিক্ত নরম এবং খুব প্রসারিত করতে পারেন, এটি পাতলা বা ছিঁড়ে যাওয়ার কারণ. একইভাবে, অসম ফিল্ম টান (খারাপ unwind কন্ট্রোল বা misaligned rollers থেকে) কুঁচকানো এবং এমনকি ওয়েব টেনে ছিঁড়ে যাওয়ার কারণ. হঠাৎ তাপমাত্রা বৃদ্ধি বা ত্রুটিপূর্ণ ঠান্ডা ফিল্ম দুর্বল করতে পারে.
- সমাধান:
- তাপমাত্রা অপ্টিমাইজ করুন: নিশ্চিত করুন যে আপনার ফিল্মের জন্য তৈরি/সিল করার তাপমাত্রা বিশেষের মধ্যে রয়েছে. উদাহরণস্বরূপ, যদি আপনি সামঞ্জস্যপূর্ণ ফিল্মের ক্ষতি দেখতে পান তবে অঞ্চলের তাপমাত্রা হ্রাস করুন. জোনযুক্ত হিটিং ব্যবহার করুন (কেন্দ্রে উচ্চতর, প্রান্তে কম) হট স্পট এড়াতে.
- টেনশন এবং প্রান্তিককরণ সামঞ্জস্য করুন: আনওয়াইন্ড টেনশন সেটিংস চেক করুন. ফয়েল রোল টান সমতল থাকার জন্য যথেষ্ট টাইট হওয়া উচিত কিন্তু ওয়েবে চাপ দেওয়ার জন্য এত টাইট নয়. রোলার গাইড সারিবদ্ধতা পরিদর্শন করুন - এমনকি একটি সামান্য মিসলাইনড গাইড তরঙ্গ তৈরি করতে পারে. রোলার বা নর্তকী বাহুতে জীর্ণ বিয়ারিংগুলি প্রতিস্থাপন করুন.
- সঠিক ফিল্ম হ্যান্ডলিং ব্যবহার করুন: নিশ্চিত করুন যে ফিল্মগুলি সংরক্ষণ করা হয়েছে এবং সঠিকভাবে পূর্বশর্ত রয়েছে. চালানোর আগে কোন ধুলো অপসারণ ফিল্ম পৃষ্ঠ মুছা. উচ্চ আর্দ্রতা অঞ্চলে অল্প সময়ের জন্য প্রি-হিটিং PVC/PET ফিল্ম বিবেচনা করুন. উপাদান ত্রুটি এড়াতে প্রত্যয়িত ফিল্ম সরবরাহকারী ব্যবহার করুন.
*উদাহরণ: ফয়েল wrinkles জন্য একটি সাধারণ সমাধান ফয়েল শ্যাফ্ট উপর ব্রেক সামঞ্জস্য করা হয়. সামান্য বেশি ব্রেকিং ফয়েল স্ল্যাক কমিয়ে বলিরেখা মসৃণ করতে পারে. টেনশন সেন্সর রাখুন (নর্তকী) ভাল মেরামতের মধ্যে - বিয়ারিংগুলি পরে যাওয়ার আগে প্রতিস্থাপন করুন.
সমস্যা 4: পণ্য খাওয়ানোর ত্রুটি (মিসফিড, ডাবল ফিড, জ্যাম)
- উপসর্গ: কিছু পকেট থেকে ট্যাবলেট বা ক্যাপসুল অনুপস্থিত হতে পারে (খালি গহ্বর), অথবা কিছু পকেটে দুটি পণ্য আছে (ডবল ফিড). বিকল্পভাবে, ট্যাবলেটগুলি ফিড প্যান বা চ্যানেলগুলিতে ব্রিজ বা জ্যাম, বিরতিহীন স্টপ ঘটাচ্ছে. গুরুতর ক্ষেত্রে, ফিড এরর অ্যালার্মের কারণে লাইনটি বন্ধ হয়ে যেতে পারে.
- কারণ: ফিডার স্পিড এবং মেশিন ইন্ডেক্সিংয়ের মধ্যে অমিল থেকে ফিড সমস্যাগুলি উদ্ভূত হয়, অথবা ফিডার মেকানিজম থেকে. যদি ব্রাশ বা ভাইব্রেশন ফিডার সূচকের তুলনায় খুব দ্রুত চলে, ট্যাবলেটগুলি পকেট এড়িয়ে যেতে পারে বা গাদা করতে পারে. উচ্চ স্ট্যাটিক (যেমন. আর্দ্র অবস্থা) ট্যাবলেট একসাথে বা ফড়িং এর সাথে লেগে থাকতে পারে. জীর্ণ ফিড রেল বা ছাঁচে burrs পণ্য ফাঁদ করতে পারে, যখন ফিডারে অবশিষ্ট ধ্বংসাবশেষ ট্যাবলেটগুলিকে ভুল নির্দেশ করতে পারে.
- সমাধান:
- ফিডার সিঙ্ক্রোনাইজ করুন: প্রতিটি পরিবর্তনের সময় ফোস্কা সূচক চক্রের সাথে মেলে ফিডারের গতি পুনরায় ক্রমাঙ্কন করুন. প্রতিটি পণ্য লটের জন্য সঠিক অনুপাত নোট করুন. মাল্টি-হেড বা ট্র্যাক ফিডার ব্যবহার করলে, এটি সুষম এবং বাধা মুক্ত নিশ্চিত করুন.
- নিয়ন্ত্রণ আর্দ্রতা/স্ট্যাটিক: উৎপাদন এলাকার আপেক্ষিক আর্দ্রতা প্রায় 40-60% রাখুন. যদি ব্রিজিং অব্যাহত থাকে, একটি অ্যান্টি-স্ট্যাটিক ব্রাশ ইনস্টল করুন বা হপারে কন্ডিশন্ড এয়ার ব্যবহার করুন. প্রতিটি দৌড়ের আগে ফিডারের উপাদানগুলি পরিষ্কার করুন.
- টুলিং এবং ফিডার পরিদর্শন করুন: ফিড ডিস্ক চেক করুন, ফড়িং, এবং পরিধান বা ক্ষতির জন্য গাইড যা ট্যাবলেট ধরতে পারে. কোন চিপ বা ধারালো প্রান্ত প্রতিস্থাপন. ফিডার পথ থেকে পণ্যের ধ্বংসাবশেষ পরিষ্কার করুন. চাক্ষুষ পরিদর্শন ব্যবহার করুন (যেমন. একটি ক্যামেরা সেন্সর) GMP অনুমতি দিলে প্রতিটি গহ্বর ভরা হয় তা যাচাই করতে.
দ্রষ্টব্য:* ফোস্কা লাইনে প্রায়ই সিলিং স্টেশনের কাছে একটি খালি-গহ্বর আবিষ্কারক অন্তর্ভুক্ত থাকে. তবে, লক্ষ্য হল প্রতিরোধ** খালি - যেমন. যদি একটি গহ্বর খালি থাকে, এটি সাধারণত ফিডার আপস্ট্রিম ভুলভাবে বোঝায়. নিয়মিত ফিডার টিউন-আপ এবং সেন্সর চেক এই ত্রুটিগুলি দূর করতে সাহায্য করে.

সমস্যা 5: খালি ফোস্কা পকেট (অনুপস্থিত পণ্য)
- উপসর্গ: গহ্বরের ভিতরে কোনও ট্যাবলেট বা ক্যাপসুল ছাড়াই সমাপ্ত ফোস্কা - তবুও ফয়েল দ্বারা সিল করা হয়েছে. এইগুলি সনাক্ত এবং প্রত্যাখ্যান করা আবশ্যক. জাল খালি ফিড সিঙ্ক্রোনাইজেশন সমস্যা নির্দেশ করে.
- কারণ: মৌলিকভাবে, খালি পকেট এক ধরনের খাওয়ানোর ত্রুটি. এগুলি ঘটে যখন ফিডার কোনও পণ্যকে গঠিত গহ্বরে ফেলে দিতে ব্যর্থ হয়. কারণ অন্তর্ভুক্ত: পণ্য ফিডার থেকে মুক্তি না (স্থির আঁকড়ে থাকা, ভুল সময়), একটি জ্যাম যে একটি পণ্য dislodged, অথবা ফড়িং মুহূর্তের জন্য খালি চলমান. সেন্সর ব্যর্থতার কারণেও ভুল হিসাব হতে পারে (যেমন. একটি ফটোসেন্সর একটি পণ্য গণনা মিস).
- সমাধান:
- ফিডার টাইমিং: নিশ্চিত করুন যে ফিডারটি ক্রমাঙ্কিত হয়েছে তাই প্রতিটি গহ্বর ঠিক একটি ইউনিট পাওয়া উচিত. ব্রাশ বা স্ক্রু ফিডার প্রতি চক্রে এক টুকরো সঠিকভাবে ফিড করে কিনা তা পরীক্ষা করুন.
- সেন্সর যাচাই করুন: রিয়েল টাইমে যেকোন খালি ধরার জন্য ফিলারের পরে একটি ভিশন ক্যামেরা বা ফটোডিটেক্টর ব্যবহার করুন. মিথ্যা পড়া রোধ করতে নিয়মিত পরীক্ষা করুন এবং সেন্সর পরিষ্কার করুন.
- ঠিকানা রুট ফিডার সমস্যা: যদি শূন্যতা অব্যাহত থাকে, ফিডার পরিদর্শন করুন (সমস্যা হিসাবে 4). কখনও কখনও ট্যাবলেটের আকার/আকৃতিতে সামান্য পরিবর্তনের জন্য ভাইব্রেটরি ফিডার সেটিংস পুনরায় চালু করা প্রয়োজন.
ব্যবহারিক টিপ:আপনার ব্যাচ রেকর্ডে সমস্ত খালি-পকেট ঘটনা লগ করুন. যদি একাধিক খালি ঘটে, লাইন বন্ধ করুন এবং অবিলম্বে কোনো জ্যাম পরিষ্কার করুন. ঘন ঘন খালি একটি প্রধান ফিডার পুনরায় প্রান্তিককরণের প্রয়োজন হতে পারে.
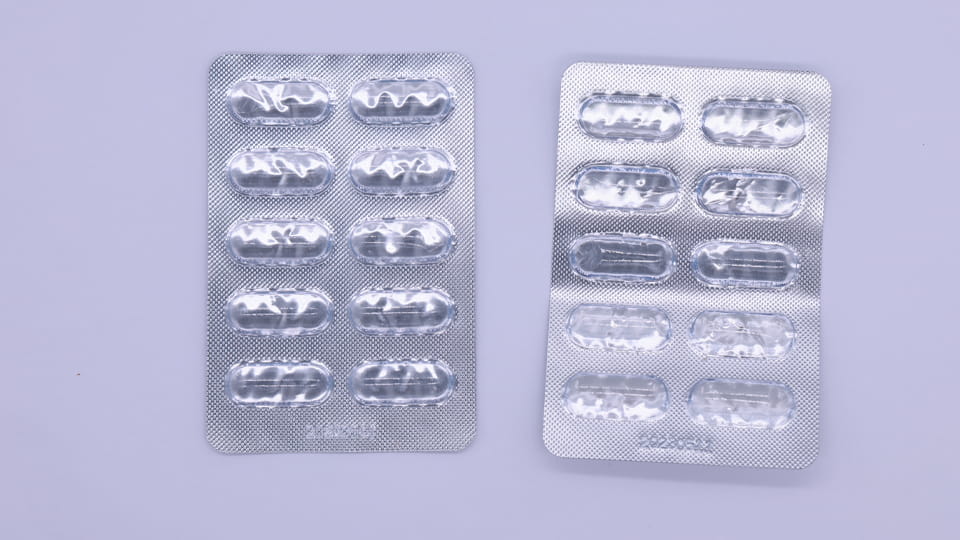
সমস্যা 6: অ্যালুমিনিয়াম ফয়েল কুঁচকানো
- উপসর্গ: ধাতব ঢাকনা ফয়েল (সাধারণত Alu বা PVDC) সমাপ্ত প্যাকের উপর wrinkled বা creased প্রদর্শিত হয়, বিশেষ করে প্রান্তের কাছাকাছি. প্যাকেজগুলি অমসৃণ দেখাতে পারে বা ফয়েলটি স্থানীয়ভাবেও উঠতে পারে.
- কারণ: বলি সাধারণত অসম ফয়েল টান বা প্রান্তিককরণের ফলে. ফয়েল ওয়েব খুব শিথিল হলে (কম অস্বস্তিকর উত্তেজনা) এটি সিল করার আগে গহ্বরে সমতল শুয়ে থাকবে না. বিপরীতে, খুব টাইট একটি টান সীল এলাকায় ফয়েল প্রসারিত এবং wrinkle করতে পারেন. মিসালাইনড ফয়েল রোল বা ট্রেলিং রোলার (কার্ডের সমান্তরাল নয়) ভাঁজ তৈরি করুন. প্রস্থ জুড়ে অসম চাপ (উদাহরণস্বরূপ, একটি সামান্য বিকৃত সীল প্লেট কারণে) এছাড়াও ফয়েলের একপাশে ভুলভাবে সিল করতে পারে, অতিরিক্ত wrinkling.
- সমাধান:
- ভারসাম্য টেনশন: ফয়েল ব্রেক বা টেনশন নিয়ন্ত্রণ সামঞ্জস্য করুন যাতে ফয়েল শেখানো হয় কিন্তু অতিরিক্ত প্রসারিত না হয়. এখানে ফাইন-টিউনিং প্রায়শই বেশিরভাগ বলি দূর করে.
- সারিবদ্ধতা পরীক্ষা করুন: যাচাই করুন যে ফয়েল রোল টানার দিক থেকে বর্গাকার. নিশ্চিত করুন যে সমস্ত গাইড এবং পুল রোলার সমান্তরাল এবং স্তরের. কিছু মেশিনে, ফয়েলে নিবন্ধন চিহ্নগুলি সারিবদ্ধ করা এটিকে কেন্দ্রে রাখতে সহায়তা করতে পারে.
- উপাদান পরিদর্শন: কোনো জীর্ণ-আউট টেনশন রোলার বা ডিফ্লেক্টর প্রতিস্থাপন করুন. একটি সহজ গাইড: একটি ফয়েল জ্যাম বা রোল পরিবর্তনের পরে, একটি ধীর পরীক্ষা চালান এবং ফয়েল লে-ডাউন দেখুন. পূর্ণ গতিতে চালানোর আগে সামঞ্জস্য করুন.
*বিশেষজ্ঞ নোট: সাম্প্রতিক সমস্যা সমাধানের গবেষণায়, ফিল্ম টান অসঙ্গতি অনেক ফয়েল wrinkles লিঙ্ক ছিল. এমনকি ফয়েল রোলগুলির ব্যাস টানকে প্রভাবিত করে - রোল কোরকে মানসম্মত করতে সহায়তা করে. তীব্র বলিরেখার জন্য, টেনশন-কন্ট্রোল ফিডব্যাক সিস্টেমে আপগ্রেড করার কথা বিবেচনা করুন.
সমস্যা 7: ব্লিস্টার/ফিল্ম মিসালাইনমেন্ট (নিবন্ধন ত্রুটি)
- উপসর্গ: গঠিত ফোস্কা এবং ফয়েল মিলছে না – আপনি দেখতে পাচ্ছেন যে স্লট বা প্রিন্টগুলি অফ-সেন্টার অবতরণ করছে. কাট ডাই কিছু গহ্বরে ভুল-ঘুষি দিতে পারে, অথবা মুদ্রিত ব্যাচ কোড ফয়েল স্লট মিস. স্ক্র্যাপের হার বেড়ে যায় কারণ অনেক পকেট হয় প্রান্তকে ওভারল্যাপ করে বা আংশিকভাবে কাটা হয়.
- কারণ: ফিল্ম মিসলাইনমেন্ট (ট্র্যাকিং এররও বলা হয়) অসামঞ্জস্যপূর্ণ চলচ্চিত্র অগ্রগতি থেকে উদ্ভূত হয়. জিনলুপ্যাকিং নোট হিসাবে, রোলগুলির মধ্যে অমসৃণ উত্তেজনা ওয়েবকে বিচরণ করে. একটি জীর্ণ নর্তকী রোল বা গাইড ফিল্ম প্রবাহিত হতে পারে. সিঙ্ক্রোনাইজড টেনশন ছাড়া মাল্টি-রোল আনওয়াইন্ডসও সামান্য পরিবর্তন ঘটায়. নিবন্ধন sprockets ব্যবহার করলে, ভুল-নিবন্ধন চিহ্ন বা ক্যামেরা ট্র্যাকার সিঙ্ক হারাতে পারে. মোটর স্লিপেজ বা টান মেকানিজমের আলগা বেল্ট ডিসিঙ্ক্রোনাইজ করবে, খুব.
- সমাধান:
- ক্রমাঙ্কন ট্র্যাকিং: প্রতিটি রোল পরিবর্তন বা টুলিং অদলবদল পরে, রেজিস্ট্রেশন চিহ্নের বিপরীতে ফিল্ম অগ্রিম চেক করুন. 4 ঘন্টার নিয়ম: উচ্চ-গতির লাইনে প্রতি কয়েক ঘন্টা পর পর ফিল্ম স্টেপ অগ্রিম পরিদর্শন করুন. চিহ্নটি সারিবদ্ধ না হওয়া পর্যন্ত উত্তেজনা বাহু বা নর্তকী অবস্থানগুলি সামঞ্জস্য করুন.
- টেনশন ফিডব্যাক ঠিক করুন: নর্তকী অস্ত্রে জীর্ণ বিয়ারিংগুলি প্রতিস্থাপন করুন (তারা টেনশন নিয়ন্ত্রণে পিছিয়ে থাকতে পারে). সম্ভব হলে, একটি পিআইডি টেনশন কন্ট্রোলার সেট আপ করুন. বিকল্পভাবে, উচ্চ নির্ভুলতা প্রয়োজন ফোস্কা উপর একবারে শুধুমাত্র একটি unwind রোল ব্যবহার করুন.
- যান্ত্রিক চেক: সব রোলার নিশ্চিত করুন (নাচ, গাইড, অলস) খেলা মুক্ত এবং সমান্তরাল. ড্রাইভ বেল্ট শক্ত করুন এবং সার্ভো মোটর পরীক্ষা করুন. পুল এনকোডারে একটি ত্রুটিপূর্ণ প্রক্সিমিটি সেন্সরও ভুল ফিল্ম অবস্থানের রিপোর্ট করতে পারে.
*প্রসঙ্গ: মিসলাইনমেন্ট শুধুমাত্র স্ক্র্যাপ তৈরি করে না কিন্তু লাইন ব্লক করতে পারে (পাঞ্চ জ্যাম). প্রতিরোধমূলক: ঘুষির আগে ছোটখাট অফসেটে অ্যালার্ম করার জন্য একটি ভিশন সিস্টেম বা মার্ক সেন্সরকে সংহত করুন. প্রান্তিককরণ সরঞ্জামের ভাল রক্ষণাবেক্ষণ চাবিকাঠি.
সমস্যা 8: মুদ্রণ এবং কোডিং ত্রুটি
- উপসর্গ: প্যাকেজিং পরে, ব্লিস্টার প্যাকের ফয়েল অপাঠ্য হতে পারে, অনুপস্থিত, বা অস্পষ্ট ব্যাচ কোড, মেয়াদোত্তীর্ণ তারিখ, বা গ্রাফিক্স. অ্যালুমিনিয়াম বা কালি-জেট মুদ্রিত ফয়েলে অসম্পূর্ণ বা ধোঁয়াটে মুদ্রণ দৃশ্যমান.
- কারণ: এই ত্রুটিগুলি সাধারণত যান্ত্রিক গঠনের বাইরে থাকে এবং লাইনে কোডিং সিস্টেমের কারণে হয়. সাধারণ অপরাধীদের অন্তর্ভুক্ত: মেশিনের গতি এবং মুদ্রণ ট্রিগারের মধ্যে দুর্বল সময়, শুকনো কালি বা জীর্ণ প্রিন্ট হেড, অথবা মিসলাইনড প্রিন্ট রোলার. তাপমাত্রা বা পরিবেশের ধূলিকণাও কালি প্রয়োগকে প্রভাবিত করতে পারে. সার্ভো সিস্টেমে, প্রিন্ট অ্যাকচুয়েটর এবং ফিল্ম মুভমেন্টের মধ্যে একটি সিঙ্ক ত্রুটি ভুল ছাপ সৃষ্টি করে. কিছু প্রিন্টার রোলারে একটি সংযুক্তি ব্যবহার করে – যদি সুরক্ষিত না হয়, এটা স্লিপ.
- সমাধান:
- প্রিন্টার বজায় রাখুন: প্রিন্ট হেড পরিষ্কার করুন (বা তাপীয় প্রিন্টারের জন্য ডাক্তারের ব্লেড) দৈনিক. কম হলে কালি ফিতা বা বোতল প্রতিস্থাপন করুন. রক্ষণাবেক্ষণের ব্যবধানে OEM নির্দেশিকা অনুসরণ করুন.
- সেন্সর চেক করুন: স্টার্ট-অফ-লাইন সেন্সর বা এনকোডার যা মুদ্রণকে ট্রিগার করে তা ক্যালিব্রেট করা হয়েছে তা নিশ্চিত করুন. উদাহরণস্বরূপ, যদি একটি ব্যাচ কোড প্রতি 5 তম ফোস্কা উপর প্রদর্শিত হবে, যাচাই করুন মেশিনটি ফয়েলে সঠিক চিহ্ন দেখে এবং সঠিক সময়ে ট্রিগার করে.
- ভিশন যাচাইকরণ ব্যবহার করুন: একটি সহজ ধাপ হল একটি স্ক্যানার বা ভিশন সিস্টেমের মাধ্যমে কোডেড প্যাকের একটি নমুনা চালানো. এইভাবে আপনি অবিলম্বে অনুপস্থিত/ভুল কোডগুলি ধরতে পারেন.
- প্রতিরোধমূলক সমন্বয়: ধুলোময় জিএমপি কক্ষে, প্রিন্টার ক্যাবিনেট বন্ধ রাখুন. কিছু লাইন বিপথগামী ফিল্ম ধুলো অপসারণ করার জন্য মুদ্রণের ঠিক আগে একটি ব্লো-অফ বা একটি মুছা যোগ করে.
*দ্রষ্টব্য: যদিও সবসময় যান্ত্রিক নয়, কোডিং নির্ভরযোগ্যতা সম্মতির জন্য গুরুত্বপূর্ণ. জিনলু ব্লিস্টার মেশিনগুলি স্ট্যান্ডার্ড কোডিং ডিভাইসগুলিকে সমর্থন করে এবং লাইনে ভিশন চেকগুলির সহজ একীকরণের অনুমতি দেয়.
সমস্যা 9: ঘুষি এবং কাটা ত্রুটি
- উপসর্গ: চূড়ান্ত ফোস্কা কার্ড রুক্ষ প্রান্ত আছে, অসম্পূর্ণ কাট, অথবা প্লাস্টিকের উপর flared burrs. কিছু গর্ত শুধুমাত্র আংশিকভাবে খোঁচা হতে পারে, কার্ড ছিঁড়ে ফেলা. এর ফলে কার্ডগুলি চাক্ষুষ পরিদর্শন বা বিভক্ত হতে ব্যর্থ হয়.
- কারণ: পাঞ্চিং মডিউলগুলি অবশ্যই তীক্ষ্ণ এবং ভালভাবে সারিবদ্ধ হতে হবে. ভোঁতা বা জীর্ণ পাঞ্চ ব্লেড/ডাইস পুরোপুরি কাটবে না, burrs বা অসম্পূর্ণ ফাঁকা নেতৃস্থানীয়. যদি ডাই ক্লিয়ারেন্স (পাঞ্চ এবং ডাই এর মধ্যে ব্যবধান) বৈশিষ্ট্যের বাইরে, ফালা পরিষ্কারভাবে আলাদা হবে না. সময়ের সাথে সাথে, পাঞ্চ/স্ট্রিপার স্প্রিংস টান হারায়, যার ফলে বর্জ্য স্ট্রিপ আটকে যায় এবং ছিঁড়ে যায়. ডাই ব্লকগুলিও স্থানান্তরিত হতে পারে যদি মেশিনের ফ্রেম বা বোল্টিং আলগা হয়ে যায়.
- সমাধান:
- জীর্ণ টুলিং প্রতিস্থাপন: প্রতি কয়েক শত ঘন্টা ব্লেড প্রান্ত পরীক্ষা করুন. তীক্ষ্ণ প্রান্তগুলি গুরুত্বপূর্ণ. আপনি যদি কোন গোলাকার কোণ বা চিপস দেখতে পান, টুলটি পুনরায় তীক্ষ্ণ বা প্রতিস্থাপন করুন.
- ক্লিয়ারেন্স সামঞ্জস্য করুন: ফিলার গেজ দিয়ে পাঞ্চ-টু-ডাই গ্যাপ পরিমাপ করুন. বেশিরভাগ ফোস্কা সেটআপের জন্য, ক্লিয়ারেন্স প্রায় 0.1-0.2 মিমি. ঘুষি এড়িয়ে গেলে সংকীর্ণ করুন; খুব টাইট হলে প্রশস্ত করুন. সমন্বয়ের পর, বর্জ্য ফালা পরিষ্কারভাবে বন্ধ না হওয়া পর্যন্ত পরীক্ষা চালান.
- স্ট্রিপার অংশগুলি বজায় রাখুন: সময়সূচীতে স্ট্রিপার প্লেট স্প্রিংস পরিবর্তন করুন (যেমন. প্রতি 1000 ঘন্টা) বর্জ্য ফালা সম্পূর্ণরূপে নির্গত হয় তা নিশ্চিত করতে. যেমন সতর্ক করে, বারবার স্ট্রিপ ভেঙ্গে যাওয়া প্রায়ই জীর্ণ স্প্রিংস বা ডাই ডেপ্থ সমস্যার সংকেত দেয়.
- পরিষ্কার এবং সারিবদ্ধ: পাঞ্চিং স্টেশন পরিষ্কার রাখুন. মেটাল শেভিং বা শক্ত আঠালো জ্যাম পাঞ্চ করতে পারে. পাঞ্চ হেড এবং ডাই বর্গাকার এবং পাঞ্চটি গহ্বরকে কেন্দ্র করে যাচাই করুন.
*দ্রুত ফিক্স: আপনি burrs লক্ষ্য করলে, অবিলম্বে থামুন এবং ডাই ক্লিয়ারেন্স পরিদর্শন করুন. Burrs প্রায়ই 0.02-0.05 মিমি সহনশীলতা হ্রাস নির্দেশ করে. ক্লিয়ারেন্স সংশোধন করা সাধারণত বুর ঠিক করে.
সমস্যা 10: ঘন ঘন ডাউনটাইম (রক্ষণাবেক্ষণ এবং ইন্টিগ্রেশন সমস্যা)
- উপসর্গ: বিভিন্ন কারণে ফোস্কা লাইন বারবার থেমে যায়: অ্যালার্ম প্রদর্শিত হয়, সেন্সর ত্রুটি, বা "অজানা ত্রুটি" বার্তা. ছোট ফিক্স এক স্টপেজ নিরাময় বলে মনে হচ্ছে, কিছুক্ষণ পরেই আরেকটি দেখতে. সামগ্রিক সরঞ্জাম আপটাইম কম.
- কারণ: ক্রনিক ডাউনটাইম সাধারণত একটি রক্ষণাবেক্ষণ বা সিস্টেম ইন্টিগ্রেশন সমস্যা. নির্ধারিত প্রতিরোধমূলক রক্ষণাবেক্ষণের অভাব (পিএম) ছোট পরিধান ব্যর্থ হতে অনুমতি দেয়. সেন্সর মত উপাদান, হিটার, বেল্ট, এবং হাইড্রলিক্স নিয়মিত চেক ছাড়াই প্রবাহিত হবে. এছাড়াও, একজন বিশেষজ্ঞ যেমন পর্যবেক্ষণ করেছেন, ওভার 60% ব্লিস্টার লাইন ডাউনটাইম মাল্টি-ভেন্ডর ইন্টিগ্রেশন ব্যর্থতা থেকে এসেছে - যেমন, মডিউলগুলির মধ্যে অসামঞ্জস্যপূর্ণ যোগাযোগ. যদি আপনার ফোস্কা সাবেক, ফিডার, এবং পাঞ্চ হল পৃথক PLC সহ বিভিন্ন ব্র্যান্ড, একটি ছোট ভুল-সিঙ্কড অ্যালার্ম ক্যাসকেড করতে পারে.
- সমাধান:
- প্রতিরোধমূলক রক্ষণাবেক্ষণ প্রোগ্রাম: প্রতিদিন প্রতিষ্ঠা করুন, সাপ্তাহিক, এবং মাসিক চেকলিস্ট (নীচের টেবিল দেখুন). উদাহরণস্বরূপ, পরিষ্কার সিলিং প্রতিদিন মারা যায়, সাপ্তাহিক তাপমাত্রা ক্যালিব্রেট করুন, মাসিক টুলিং পরিদর্শন করুন. প্রতিটি চেক রেকর্ড করুন. প্রতি সিলিং পৃষ্ঠতল পরিষ্কার করার পরামর্শ দেয় 250 ঘন্টা এবং প্রতি পূর্ণ ডায়াগনস্টিক করছেন 500 ঘন্টা. সরঞ্জাম ম্যানুয়াল এবং GMP রক্ষণাবেক্ষণ সময়সূচী অনুসরণ করুন.
- অপারেটর প্রশিক্ষণ: নিশ্চিত করুন যে অপারেটররা কীভাবে ছোটখাট ত্রুটিগুলি পুনরায় সেট করতে এবং প্রাথমিক সতর্কতা চিহ্নগুলিকে চিহ্নিত করতে জানে (অস্বাভাবিক শব্দ, স্ক্র্যাপ হার প্রবাহ). কোন অদ্ভুত অ্যালার্ম বা ছোট সমস্যা লগ ইন করতে তাদের উত্সাহিত করুন.
- খুচরা যন্ত্রাংশ কৌশল: সমালোচনামূলক অতিরিক্ত জিনিসপত্র রাখুন (সেন্সর, স্প্রিংস, বেল্ট, মারা যায়) মেরামতের সময় কমাতে সাইটে. মাল্টি-বিক্রেতা লাইনের জন্য, PLC হ্যান্ডশেক সমস্যা এড়াতে একটি একক-উৎস সমাধানে যাওয়ার কথা বিবেচনা করুন.
- লাইন আপগ্রেড: যদি যোগাযোগের ত্রুটি ঘন ঘন হয়, একটি বিনিয়োগ সমন্বিত ফোস্কা লাইন (জিনলুর লাইনগুলো ইউনিফাইড পিএলসি কন্ট্রোল দিয়ে ডিজাইন করা হয়েছে) প্রোটোকলের অমিল কাটাতে.
*গুরুত্বপূর্ণ: অপরিকল্পিত ডাউনটাইম সবচেয়ে ব্যয়বহুল. একটি বৈধ লাইনে, একটি অপ্রত্যাশিত স্টপ মানে পুনরায় যোগ্যতা হতে পারে. একটি নথিভুক্ত রক্ষণাবেক্ষণ সময়সূচী স্টিকিং দ্বারা (এমনকি সাধারণ দৈনিক তাপমাত্রা এবং পিল পরীক্ষার লগ), অনেক এলোমেলো স্টপেজ প্রতিরোধ করা যেতে পারে.
প্রতিরোধমূলক রক্ষণাবেক্ষণ চেকলিস্ট
অনেক ফোস্কা মেশিন সমস্যার জন্য নিয়মিত রক্ষণাবেক্ষণ সর্বোত্তম "ফিক্স". একটি চেকলিস্ট বিকাশ করুন:
| ফ্রিকোয়েন্সি |
মূল রক্ষণাবেক্ষণ কাজ |
| দৈনিক (শিফট) |
– নিচে মুছা এবং ছাঁচ পরিষ্কার, সিলিং মারা যায়, এবং ফিড ট্রে. – চলমান অংশগুলি পরিদর্শন করুন (বেল্ট, cams) পরিধান বা ক্ষতির জন্য. – ভ্যাকুয়াম সিস্টেম ফিল্টার এবং তেল পরীক্ষা করুন. <ব্র>- নিরাপত্তা প্রহরী এবং সেন্সর কার্যকরী যাচাই করুন. – মৌলিক ফাংশন নিশ্চিত করতে একটি দ্রুত পরীক্ষা চক্র চালান (ফর্ম, খাওয়ানো, সীল) কাজ. |
| সাপ্তাহিক |
– পুঙ্খানুপুঙ্খভাবে পরিষ্কার গরম প্লেট এবং টুলিং (দাগযুক্ত ছায়াছবি). – সব bearings লুব্রিকেট, চেইন, এবং প্রস্তুতকারকের নির্দেশ অনুসারে স্লাইডওয়ে. – তাপমাত্রা এবং চাপ সেন্সর ক্যালিব্রেট করুন; হিটার সেটপয়েন্ট যাচাই করুন. – বৈদ্যুতিক সংযোগ পরীক্ষা করুন এবং কোনো আলগা তারগুলি শক্ত করুন. – পাঞ্চ এবং ডাই ক্লিয়ারেন্স পরিদর্শন করুন; প্রয়োজন অনুসারে তীক্ষ্ণ বা সামঞ্জস্য করুন. |
| মাসিক |
– ডিপ-ক্লিন মেশিন: কভার অপসারণ এবং অভ্যন্তরীণ উপাদান পরিষ্কার (গিয়ারস, মোটর). – পরিদর্শন এবং জীর্ণ অংশ প্রতিস্থাপন: যেমন, ও-রিং, বেল্ট, স্প্রিংস. – সম্পূর্ণ ক্রমাঙ্কন সঞ্চালন: চলচ্চিত্র অগ্রগতি, ফিডার, sealing. – সফ্টওয়্যার/ফার্মওয়্যার আপডেট করুন (যদি প্রযোজ্য হয়). – পুনরাবৃত্ত সমস্যার জন্য অ্যালার্ম লগ এবং রক্ষণাবেক্ষণ লগ পর্যালোচনা করুন. – নতুন পদ্ধতিতে কর্মীদের পুনরায় প্রশিক্ষণ দিন. |
এই PM টাস্কগুলি অনুসরণ করলে টুলিং লাইফ প্রসারিত হবে, মেশিন পরামিতি স্থিতিশীল, এবং ত্রুটি সৃষ্টি করার আগে সমস্যাগুলি ধরুন. সব GMP-নিয়ন্ত্রিত ফার্মা প্ল্যান্ট সম্মতির জন্য এই কার্যক্রম লগ করা উচিত.
একটি নির্ভরযোগ্য ফার্মাসিউটিক্যাল ব্লিস্টার মেশিন নির্বাচন করা
সমস্যা প্রতিরোধ সঠিক সরঞ্জাম দিয়ে শুরু হয়. ফোস্কা মেশিন মূল্যায়ন করার সময় (নতুন লাইন বা retrofits জন্য), ব্যর্থতার মোডগুলি হ্রাস করে এমন বৈশিষ্ট্যগুলি সন্ধান করুন:
- জিএমপি ডিজাইন: স্টেইনলেস-স্টীল নির্মাণ সঙ্গে মেশিন, সহজ-পরিচ্ছন্ন পৃষ্ঠতল, এবং স্যানিটারি পরিবাহক. কম ফাটল মানে দূষণ কম হওয়া (যা জ্যাম বা সীল ত্রুটি হতে পারে).
- সার্ভো এবং অটোমেশন: সার্ভো-চালিত সূচক এবং ফিডার সুনির্দিষ্ট নিয়ন্ত্রণ প্রদান করে. উদাহরণস্বরূপ, জিনলুর ডিপিপি সিরিজ ফর্মিং সিঙ্ক্রোনাইজ করতে সার্ভো মোটর ব্যবহার করে, খাওয়ানো, এবং কাটা, মিসফিড এবং নিবন্ধন প্রবাহ কমানো.
- সঠিক ফিডিং সিস্টেম: সূক্ষ্ম সমন্বয় এবং দৃষ্টি সেন্সর সহ অন্তর্নির্মিত ভাইব্রেটরি বা ব্রাশ ফিডারগুলি পূরণের সামঞ্জস্য বজায় রাখতে সহায়তা করে.
- স্থিতিশীল sealing কর্মক্ষমতা: অভিন্ন চাপ সহ হটপ্লেট ডিজাইনের জন্য দেখুন. জিনলু মেশিনে মডুলার সিলার ডাইস এবং সহজে-অ্যাক্সেস ক্লিনিং পয়েন্ট রয়েছে, দ্রুত ডাই রক্ষণাবেক্ষণ করা.
- টুলিং গুণমান: উচ্চ মানের অ্যালুমিনিয়াম খাদ ছাঁচ (জিনলুর GCR-15 মোল্ড স্টিলের মতো 5+ বছর জীবন) পরিধান প্রতিরোধ. এছাড়াও টুলিং সহজে প্রতিস্থাপনযোগ্য নিশ্চিত করুন (Jinlu একটি 15-মিনিটের ছাঁচ পরিবর্তন বৈশিষ্ট্য গর্বিত).
- সমর্থন & সেবা: বিশ্বব্যাপী সমর্থন সহ একটি সরবরাহকারী চয়ন করুন. জিনলু বিশ্বব্যাপী অনসাইট পরিষেবা এবং দ্রুত খুচরা যন্ত্রাংশ সরবরাহ করে, ডাউনটাইম ঝুঁকি বেশি হলে যা গুরুত্বপূর্ণ.
এবং অবশ্যই, নিশ্চিত করুন যে কোনও মেশিনের ভাল অভ্যন্তরীণ ডকুমেন্টেশন এবং গুরুত্বপূর্ণ প্যারামিটারের জন্য সেন্সর প্রতিক্রিয়া রয়েছে (তাপমাত্রা লগ, টেনশন মনিটর). উদাহরণস্বরূপ, জিনলুর ডিপিপি -180 প্রো ফোস্কা মেশিন (4,800/ঘন্টা আউটপুট) এবং DPP-270Max (11,200/ঘন্টা Alu-Alu/PVC) ফার্মা ব্যবহারের জন্য নির্মিত. তারা সহজ সমন্বয় এবং cGMP-সঙ্গত বৈদ্যুতিক উপাদান বৈশিষ্ট্য.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
উপসংহার & পরবর্তী পদক্ষেপ
বেশিরভাগ ব্লিস্টার প্যাক লাইন ব্যর্থতা হয় অনুমানযোগ্য এবং প্রতিরোধযোগ্য. সতর্কীকরণ চিহ্নগুলি দেখে – যেমন বলির থেকে ক্রমবর্ধমান স্ক্র্যাপ বা একটি লতানো সীলের খোসা-শক্তি - রক্ষণাবেক্ষণ দলগুলি তাড়াতাড়ি কাজ করতে পারে. নিয়মিত তাপমাত্রা ক্রমাঙ্কন, উত্তেজনা, এবং আমাদের চেকলিস্ট অনুযায়ী সময় আকস্মিক স্টপ এড়িয়ে যায়. এবং একটি উচ্চ-মানের ব্লিস্টার মেশিনে বিনিয়োগ করা অর্থ প্রদান করে: ভালভাবে ডিজাইন করা সরঞ্জাম (যেমন জিনলুর সার্ভো-চালিত ডিপিপি সিরিজ) সহজাতভাবে অনেক সমস্যা মোড কমাবে.
আপনার ফোস্কা মেশিন মাথাব্যথা সমাধান করতে প্রস্তুত? জিনলু প্যাকেজিংয়ের সাথে কথা বলুন বিশেষজ্ঞের পরামর্শ এবং নির্ভরযোগ্য সরঞ্জামের জন্য. আমাদের দল আপনাকে একটি ফোস্কা মেশিন নির্বাচন করতে সাহায্য করতে পারে (আলু-পিভিসি বা আলু-আলু) এবং আপনার উৎপাদন চাহিদা অনুযায়ী একটি রক্ষণাবেক্ষণ পরিকল্পনা সেট আপ করুন. জিনলুর কাছে যান ডিপিপি সিরিজের ফোস্কা প্যাক মেশিন অথবা একটি কাস্টম সমাধানের জন্য আজ আমাদের সাথে যোগাযোগ করুন.
ফার্মাসিউটিক্যাল ব্লিস্টার মেশিনের সমস্যা সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
ফার্মাসিউটিক্যাল উৎপাদনে সবচেয়ে সাধারণ ফোস্কা মেশিন সমস্যা কি কি??
সবচেয়ে সাধারণ ফোস্কা মেশিন সমস্যা দুর্বল sealing অন্তর্ভুক্ত, ফোস্কা গঠনের ত্রুটি, খালি ফোস্কা পকেট, ট্যাবলেট খাওয়ানোর ত্রুটি, ফয়েল wrinkling, মিসলাইনমেন্ট, কোডিং সমস্যা, কাটা ত্রুটি, এবং অপ্রত্যাশিত মেশিন ডাউনটাইম. এই সমস্যাগুলি প্যাকেজিং গুণমানকে প্রভাবিত করতে পারে, উত্পাদন দক্ষতা, এবং অবিলম্বে সুরাহা না হলে নিয়ন্ত্রক সম্মতি.
আমার ব্লিস্টার মেশিন ঠিকমতো সিল করছে না কেন??
দুর্বল সিলিং সাধারণত ভুল সিলিং তাপমাত্রার কারণে হয়, অপর্যাপ্ত চাপ, জীর্ণ সিলিং সরঞ্জাম, দূষিত sealing পৃষ্ঠতল, বা বেমানান প্যাকেজিং উপকরণ. নিয়মিত ক্রমাঙ্কন এবং রুটিন রক্ষণাবেক্ষণ সামঞ্জস্যপূর্ণ সীল গুণমান নিশ্চিত করতে সাহায্য করতে পারে.
কি কারণে ফোস্কা গহ্বর অসমভাবে গঠন করে?
অসম ফোস্কা গহ্বর প্রায়ই ভুল গঠন তাপমাত্রার ফলাফল, অপর্যাপ্ত ভ্যাকুয়াম বা বায়ু চাপ, ক্ষতিগ্রস্ত ছাঁচ, বা অসামঞ্জস্যপূর্ণ ফিল্মের গুণমান. গহ্বরের সামঞ্জস্য বজায় রাখার জন্য সঠিক প্রক্রিয়ার বৈধতা এবং টুলিং পরিদর্শন অপরিহার্য.
প্যাকেজিংয়ের সময় আমি কীভাবে খালি ফোস্কা পকেট প্রতিরোধ করতে পারি?
খালি ফোস্কা পকেট সাধারণত ফিডিং সিঙ্ক্রোনাইজেশন সমস্যার কারণে হয়, পণ্য বাউন্স, জীর্ণ খাওয়ানোর উপাদান, বা সেন্সর ব্যর্থতা. নিয়মিত ফিডার ক্রমাঙ্কন, দৃষ্টি পরিদর্শন সিস্টেম, এবং সঠিক মেশিন সেটআপ খালি-পকেট ত্রুটিগুলি উল্লেখযোগ্যভাবে হ্রাস করতে পারে.
কেন ফোস্কা প্যাকেজিং সময় অ্যালুমিনিয়াম ফয়েল বলি?
ফয়েল wrinkling সাধারণত অনুপযুক্ত ওয়েব টান কারণে সৃষ্ট হয়, ভুলভাবে সাজানো রোলার, অসম সিলিং চাপ, বা দরিদ্র উপাদান পরিচালনা. ফয়েল টেনশন সামঞ্জস্য করা এবং সঠিক মেশিন সারিবদ্ধতা নিশ্চিত করা বলিরেখা দূর করতে এবং প্যাকেজের চেহারা উন্নত করতে সাহায্য করতে পারে.
ফোস্কা প্যাকেজিং মেশিন ফিডিং সমস্যার লক্ষণ কি??
সাধারণ লক্ষণগুলি অনুপস্থিত ট্যাবলেট অন্তর্ভুক্ত, ডবল খাওয়ানো, ভাঙা ক্যাপসুল, পণ্য জ্যাম, এবং ভুলভাবে ফোস্কা গহ্বর মধ্যে পণ্য অবস্থান. এই সমস্যাগুলি প্রায়ই ফিডার সমন্বয় সমস্যা বা সিঙ্ক্রোনাইজেশন ত্রুটি নির্দেশ করে.
কত ঘন ঘন একটি ফার্মাসিউটিক্যাল ফোস্কা মেশিন রক্ষণাবেক্ষণ করা উচিত?
বেশিরভাগ নির্মাতারা প্রতিদিন পরিষ্কার এবং পরিদর্শন করার পরামর্শ দেন, সাপ্তাহিক তৈলাক্তকরণ এবং প্রান্তিককরণ চেক, এবং ছাঁচের মতো গুরুত্বপূর্ণ উপাদানগুলির জন্য মাসিক প্রতিরোধমূলক রক্ষণাবেক্ষণ, সেন্সর, সিলিং স্টেশন, এবং ড্রাইভ সিস্টেম. একটি প্রতিরোধমূলক রক্ষণাবেক্ষণ প্রোগ্রাম অপ্রত্যাশিত ডাউনটাইম কমাতে এবং মেশিনের আয়ু বাড়াতে সাহায্য করে.
কি কারণে ফোস্কা প্যাক কাটা এবং পাঞ্চিং ত্রুটি?
জীর্ণ পাঞ্চের কারণে কাটার ত্রুটি ঘটতে পারে, ভুলভাবে কাটা কাটা মারা যায়, ভুল কাটা চাপ, বা গঠিত ফোস্কা এবং ঢাকনা ফয়েল মধ্যে দুর্বল নিবন্ধন. নিয়মিত টুলিং পরিদর্শন এবং সারিবদ্ধকরণ যাচাইকরণ পরিষ্কার কাট বজায় রাখার জন্য গুরুত্বপূর্ণ.
ফোস্কা মেশিন সমস্যা GMP সম্মতি প্রভাবিত করতে পারে?
হ্যাঁ. প্যাকেজিং ত্রুটি যেমন সিল ব্যর্থতা, খালি গহ্বর, ভুল কোডিং, অথবা ক্ষতিগ্রস্থ ব্লিস্টার প্যাকগুলি পণ্যের মানের সমস্যা এবং সম্ভাব্য GMP অ-সম্মতির কারণ হতে পারে. বৈধ প্রক্রিয়া বজায় রাখা এবং নিয়মিত পরিদর্শন করা ফার্মাসিউটিক্যাল নির্মাতাদের জন্য গুরুত্বপূর্ণ.
আমি কীভাবে ফার্মাসিউটিক্যাল ব্লিস্টার প্যাকেজিং মেশিনে ডাউনটাইম কমাতে পারি?
সর্বোত্তম পদ্ধতি হল প্রতিরোধমূলক রক্ষণাবেক্ষণ. এর মধ্যে অপারেটর প্রশিক্ষণ অন্তর্ভুক্ত, নিয়মিত সরঞ্জাম পরিদর্শন, পরিধান অংশ সময়মত প্রতিস্থাপন, প্রক্রিয়া পর্যবেক্ষণ, এবং গুরুত্বপূর্ণ খুচরা যন্ত্রাংশের একটি তালিকা বজায় রাখা. ছোট সমস্যাগুলিকে তাড়াতাড়ি শনাক্ত করা বড় উত্পাদন বাধা রোধ করতে পারে.
তথ্যসূত্র:
1.প্রশ্ন9(R1) গুণমান ঝুঁকি ব্যবস্থাপনা —— মার্কিন যুক্তরাষ্ট্র. খাদ্য ও ওষুধ প্রশাসন
2.ফোস্কা প্যাকেজিং উদ্ভাবন —— pharmtech.com
3.প্রযুক্তি ওভারভিউ: কিভাবে পরীক্ষা ফোস্কা প্যাকেজিং ফাঁস —— pharmaceuticalonline.com
4.ট্যাবলেট আকারে ওষুধের জন্য ফোস্কাগুলির স্থায়িত্ব —— সায়েন্স ডাইরেক্ট
5.ফার্মাসিউটিক্যাল ব্লিস্টার প্যাকগুলির জন্য লিক সনাক্তকরণ পদ্ধতি —— pharmaceutical-technology.com
6.ফার্মাসিউটিক্যাল প্যাকেজিংয়ের সাধারণ ফোস্কা ত্রুটি —— pharmatimesofficial.com
7.ফার্মাসিউটিক্যাল ব্লিস্টার প্যাকেজ প্রকারের একটি পরিসরে অখণ্ডতা লঙ্ঘন সনাক্ত করা —— pharmaceuticalonline.com