ماكينات تعبئة البليستر هي القوى العاملة في صناعة المستحضرات الصيدلانية - صب صفائح البلاستيك أو الألومنيوم في الجيوب وختم الحبوب أو الكبسولات بالداخل. ولكن مثل أي معدات معقدة, يمكنهم ضرب العقبات التي توقف الإنتاج. تشمل المشاكل الشائعة لآلة الفقاعة الأختام الضعيفة أو المتسربة, تجاويف مشوهة, جيوب فارغة (المربيات أو الخلاصات الفائتة), وتآكل الآلة الذي يسبب التوقف. كما لاحظ خبراء الصناعة, يعد فشل الختم من بين العيوب الأكثر خطورة لأنها تهدد بشكل مباشر سلامة الدواء. في الممارسة العملية, عن 90% من عيوب البثور القياسية تتلخص في "العناصر الثلاثة": ضبط خاطئ درجة حرارة, وقت, أو توتر في هذه العملية.
سنتناول في هذا الدليل كل مشكلة رئيسية – لماذا تحدث وكيفية إصلاحها. بحلول النهاية, سيكون لديك خطوات واضحة ونصائح وقائية لتشغيل آلة البثرة الخاصة بك بسلاسة (أو تحديد ما إذا كانت هناك حاجة إلى حل أكثر تقدمًا).
مشكلة 1: الختم ضعيف أو غير متناسق
- أعراض: لا ترتبط رقائق الغطاء بشكل كامل بالتجاويف المتكونة. قد ترى عبوات فقاعية تتسرب منها الصبغة في اختبار التسرب أو ورق القصدير الذي يتقشر بسهولة. قد تبدو بعض الأختام جزئية أو بها فجوات. هذه العيوب تهدد العقم وتتطلب إلغاء دفعات كاملة.
- أسباب: معلمات الختم الحراري غير الصحيحة هي السبب المعتاد. إذا كانت درجة حرارة الختم منخفضة جدًا, لن تذوب طبقة الختم الحراري الخاصة بالرقائق ولا تترابط; عالية جدا, ويمكن أن يتقلص الفيلم البلاستيكي أو يحترق. ضغط الختم غير المتكافئ (بسبب الصفائح المشوهة أو الينابيع الخاطئة) يسبب فراغات محلية. يمنع التلوث الموجود على قالب الختم - مثل بقايا المادة اللاصقة أو غبار الأجهزة اللوحية - الاتصال الكامل. تؤدي الرقائق ذات الجودة الرديئة أو الرطبة أيضًا إلى التصاق ضعيف.
- الحلول:
- ضبط درجة الحرارة & ضغط: استخدم مقياس حرارة الاتصال للتحقق من درجات حرارة اللوحة (لا تعتمد فقط على قراءات الجهاز). اتبع المبادئ التوجيهية المادية (على سبيل المثال. 140-160 درجة مئوية لعبوات PVC/Alu). قم بالضبط الدقيق بمقدار ±2-5 درجة مئوية حول نقطة الضبط أثناء تشغيل أختام الاختبار.
- تحقق من قوالب الختم: قم بتنظيف القوالب والألواح في كل وردية; قم بإزالة بقايا المادة اللاصقة أو الفيلم باستخدام الأيزوبروبانول. افحص بحثًا عن الخدوش أو التآكل الذي قد يحدث تسبب تسربات. استبدل أو أعد طحن القوالب إذا كانت مشوهة.
- تحسين العملية: ضمان ضغط موحد عبر العرض الكامل. فحص واستبدال بكرات الضغط أو النوابض البالية. استخدم الجودة العالية فقط, مخزون الرقائق الجافة – طبقة ما قبل التجفيف في البيئات الرطبة (على سبيل المثال. 40-60 درجة مئوية لمدة 30-60 دقيقة). قم بتوثيق معلمات الختم وإجراء اختبارات روتينية لقوة التقشير للقبض على الانجراف.
على سبيل المثال, على خط نفطة PVC/Alu القياسي, غالبًا ما تكون منطقة الختم الحراري المثالية حوالي 150 درجة مئوية. يمكن أن يؤدي الخطأ بمقدار ±3 درجة مئوية إلى خفض قوة الختم إلى النصف. عن طريق معايرة وتسجيل ملفات تعريف درجة الحرارة, يمكن للمشغلين الحفاظ على سلامة الختم المتسقة.

مشكلة 2: تشكيل غير لائق (التجاويف المنهارة أو غير المستوية)
- أعراض: تتشوه تجاويف البثرة البلاستيكية المشكلة بالحرارة. قد ترى تجاويف ضحلة جدًا, انهار تحت وزن الجهاز اللوحي, أو لها أعماق غير متساوية وجدران رقيقة. الجيوب غير المستوية تتسبب في تحرك الأجهزة اللوحية, إطلاق إنذارات عدد التعبئة أو توقفات منتصف التشغيل.
- أسباب: تعتمد محطة التشكيل على التسخين والفراغ. إذا كانت لوحة التسخين خارج المعايرة, يمكن أن تنجرف درجة حرارة التشكيل. حتى الانحراف البسيط بمقدار ± 3 درجات مئوية في لوحة تشكيل الفيلم PVC يسبب تغيرًا كبيرًا في عمق التجويف وسمك الجدار. وتشمل الأسباب الأخرى الفراغ الضعيف (المرشحات القذرة, التسريبات), دبابيس مساعدة المكونات البالية (إذا استخدمت), أو أسطح العفن الملوثة (البلاستيك أو الرقائق الملتصقة على التجاويف).
- الحلول:
- التحقق من درجة الحرارة: استخدم مقياس حرارة بالأشعة تحت الحمراء أو مقياس حرارة ملامس على لوحة التشكيل. اضبط وحدة التحكم PID إذا كان سطح اللوحة متوقفًا بأكثر من 2 درجة مئوية تقريبًا من نقطة التحديد. قم بإجراء تجربة قصيرة باستخدام المنتجات المستهدفة وتصحيح الفيلم للتأكد من تكوين التجويف الكامل.
- صيانة نظام الفراغ: تحقق من إخراج مضخة التفريغ وخطوط التفريغ. قم بتنظيف أو استبدال مرشحات التفريغ بانتظام. تأكد من عدم وجود عائق في قنوات الفراغ في القالب.
- فحص وتنظيف القوالب: امسح لوحات التجويف في كل نوبة لإزالة بقايا الفيلم. تحقق من دبابيس التوصيل (إن وجدت) للتوقيت الصحيح - يمكن للقابس البالي أو الخاطئ أن يؤدي إلى انهيار التجويف عن طريق الضغط مبكرًا جدًا. استبدل المقابس البالية أو البطانات الكامة إذا كانت ملامسات القابس تتسرب قبل الأوان.
- استخدم الفيلم المناسب: تأكد من أنك تستخدم سمك الفيلم المناسب ونوعه للقالب الخاص بك. قد تحتاج مجموعة الأفلام الجديدة إلى درجة حرارة مختلفة قليلاً بسبب محتوى الملدنات.
نصيحة: استمر في توثيق إعدادات التشكيل بواسطة مجموعة الأفلام وأعد التأهل عند تغيير المادة لتجنب مشكلات البثرة المنهارة.
مشكلة 3: تمزق الفيلم أو تجعده
- أعراض: أثناء أو بعد التشكيل, الفيلم البلاستيكي (بولي كلوريد الفينيل/PVDC أو PET) أو تتطور طبقة الرقائق إلى دموع, الشقوق, أو الثقوب. على الجانب الآخر, قد ترى تجاعيد أو جيوب هوائية تحت غطاء الغطاء. هذه تؤدي إلى تسرب العبوات أو عيوب تجميلية.
- أسباب: الحرارة المفرطة أو التوتر هي المشتبه بهم الرئيسيين. إذا كانت درجة حرارة التشكيل أو الختم مرتفعة جدًا, يمكن أن يصبح الفيلم أكثر نعومة ويمتد أكثر من اللازم, مما يؤدي إلى رقيقة أو المسيل للدموع. على نفس المنوال, التوتر الفيلم غير المتكافئ (من التحكم السيئ في الاسترخاء أو الأسطوانات المنحرفة) يسبب التجاعيد وحتى التمزق عند سحب الويب. يمكن أن تؤدي الارتفاعات المفاجئة في درجة الحرارة أو التبريد الخاطئ إلى إضعاف الفيلم أيضًا.
- الحلول:
- تحسين درجة الحرارة: تأكد من أن درجات حرارة التشكيل/الختم ضمن مواصفات الفيلم الخاص بك. على سبيل المثال, قم بتقليل درجات حرارة المنطقة إذا رأيت تلفًا ثابتًا للفيلم. استخدم التدفئة المخصصة (أعلى في المركز, أقل عند الحواف) لتجنب النقاط الساخنة.
- ضبط التوتر والمحاذاة: تحقق من إعدادات توتر الاسترخاء. يجب أن يكون شد لفة الرقائق مشدودًا بدرجة كافية ليظل مسطحًا ولكن ليس ضيقًا جدًا للضغط على الويب. افحص محاذاة دليل الأسطوانة - فحتى الدليل المنحرف قليلاً يمكن أن يخلق موجات. استبدل المحامل البالية على البكرات أو أذرع الراقصة.
- استخدم المعالجة الصحيحة للفيلم: تأكد من تخزين الأفلام وتكييفها بشكل صحيح. امسح سطح الفيلم لإزالة أي غبار قبل التشغيل. فكر في التسخين المسبق لفيلم PVC/PET لفترة قصيرة في المناطق ذات الرطوبة العالية. استخدم موردي الأفلام المعتمدين لتجنب عيوب المواد.
*مثال: الحل الشائع لتجاعيد الرقائق هو ضبط الفرامل على عمود الرقائق. يمكن للكبح العالي قليلاً أن يخفف التجاعيد عن طريق تقليل تراخي الرقائق. احتفظ بأجهزة استشعار التوتر (الراقصات) في حالة جيدة - استبدل المحامل قبل أن تبلى.
مشكلة 4: أخطاء تغذية المنتج (يسيء التغذية, تغذية مزدوجة, مربيات)
- أعراض: قد تكون الأقراص أو الكبسولات مفقودة من بعض الجيوب (تجاويف فارغة), أو تحتوي بعض الجيوب على منتجين (تغذية مزدوجة). بدلاً عن ذلك, جسر أو انحشار الأقراص في وعاء التغذية أو القنوات, مما يسبب توقف متقطع. في الحالات الشديدة, قد يتوقف الخط بسبب إنذارات خطأ في التغذية.
- أسباب: تنبع مشكلات الخلاصة من عدم التطابق بين سرعة وحدة التغذية وفهرسة الجهاز, أو من آلية التغذية نفسها. إذا كانت الفرشاة أو وحدة التغذية الاهتزازية تعمل بسرعة كبيرة بالنسبة للمؤشر, يمكن للأقراص تخطي الجيوب أو تتراكم. ساكنة عالية (على سبيل المثال. الظروف الرطبة) يمكن أن يتسبب في التصاق الأقراص ببعضها البعض أو في القادوس. يمكن لقضبان التغذية البالية أو نتوءات القوالب أن تؤدي أيضًا إلى احتجاز المنتجات, في حين أن الحطام المتبقي في وحدة التغذية يمكن أن يسيء توجيه الأقراص.
- الحلول:
- مزامنة وحدة التغذية: أعد معايرة سرعة وحدة التغذية لتتناسب مع دورة مؤشر البثرة في كل عملية تغيير. قم بتدوين النسبة الصحيحة لكل مجموعة منتج. في حالة استخدام وحدة تغذية متعددة الرؤوس أو المسار, تأكد من أنها متوازنة وخالية من العوائق.
- التحكم في الرطوبة/الثبات: حافظ على الرطوبة النسبية لمنطقة الإنتاج بحوالي 40-60%. إذا استمر التجسير, قم بتركيب فرشاة مضادة للكهرباء الساكنة أو استخدم هواء مكيف في القادوس. قم بتنظيف مكونات وحدة التغذية قبل كل عملية تشغيل.
- فحص الأدوات ووحدة التغذية: تحقق من أقراص التغذية, النطاطات, وأدلة للتآكل أو التلف الذي قد يؤدي إلى التقاط الأجهزة اللوحية. استبدل أي حواف متكسرة أو حادة. قم بإزالة بقايا المنتج من مسار التغذية. استخدم الفحص البصري (على سبيل المثال. مستشعر الكاميرا) للتحقق من ملء كل تجويف إذا سمح برنامج الرصد العالمي (GMP)..
ملحوظة:* غالبًا ما تشتمل خطوط البثرة على كاشف للتجويف الفارغ بالقرب من محطة الختم. لكن, الهدف هو منع ** إفراغ - على سبيل المثال. إذا كان التجويف فارغا, فهذا يعني عادةً أن وحدة التغذية قد أخطأت في التغذية عند المنبع. تساعد عمليات ضبط وحدة التغذية وفحوصات المستشعر المنتظمة في القضاء على هذه الأخطاء.

مشكلة 5: جيوب نفطة فارغة (المنتجات المفقودة)
- أعراض: بثور منتهية لا تحتوي على أقراص أو كبسولات داخل التجويف - ولكنها مغلقة بورق الألمنيوم. ويجب اكتشافها ورفضها. تشير الفراغات الزائفة إلى مشكلات في مزامنة الخلاصة.
- أسباب: بشكل أساسي, الجيوب الفارغة هي نوع من خطأ التغذية. تحدث عندما تفشل وحدة التغذية في إسقاط المنتج في تجويف متشكل. تشمل الأسباب: لم يتم تحرير المنتج من وحدة التغذية (التشبث الساكن, توقيت خاطئ), المربى الذي أزاح المنتج, أو القادوس يعمل فارغًا للحظات. يمكن أن يؤدي فشل المستشعر أيضًا إلى حدوث أخطاء في الحسابات (على سبيل المثال. يفتقد جهاز الاستشعار الضوئي عد المنتج).
- الحلول:
- توقيت المغذية: تأكد من معايرة وحدة التغذية بحيث يحصل كل تجويف على وحدة واحدة بالضبط. تأكد من أن وحدة التغذية بالفرشاة أو اللولب تغذي قطعة واحدة بدقة في كل دورة.
- التحقق من أجهزة الاستشعار: استخدم كاميرا رؤية أو كاشف ضوئي بعد الحشو لالتقاط أي فراغات في الوقت الفعلي. قم باختبار المستشعرات وتنظيفها بانتظام لمنع القراءات الخاطئة.
- معالجة مشكلات وحدة التغذية الجذرية: إذا استمرت الفراغات, فحص وحدة التغذية (كما في المشكلة 4). في بعض الأحيان، يتطلب التغيير الطفيف في حجم/شكل الجهاز اللوحي إعادة ضبط إعدادات وحدة التغذية الاهتزازية.
نصيحة عملية:سجل جميع حوادث الجيب الفارغ في سجل الدفعة الخاص بك. في حالة حدوث إفراغات متعددة, أوقف الخط وقم بإزالة أي انحشارات على الفور. يمكن أن تكون الفوارغ المتكررة بمثابة إشارة إلى الحاجة إلى إعادة محاذاة وحدة التغذية الرئيسية.
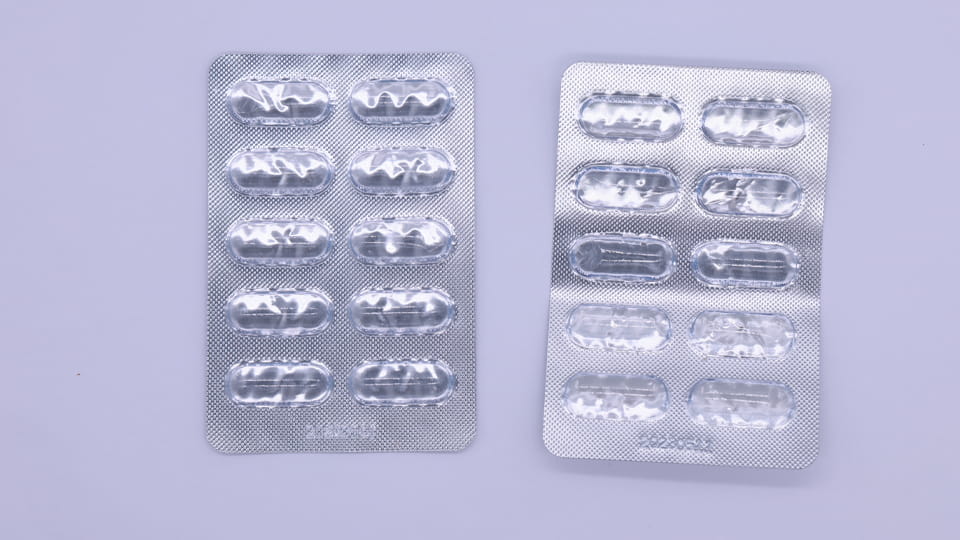
مشكلة 6: تجعد رقائق الألومنيوم
- أعراض: احباط الغطاء المعدني (عادة ألو أو PVDC) يبدو متجعدًا أو مجعدًا على العبوة النهائية, خاصة بالقرب من الحواف. قد تبدو العبوات غير سلسة أو قد يتم رفع الرقائق محليًا.
- أسباب: تنجم التجاعيد عادةً عن توتر أو محاذاة غير متساوية للرقائق. إذا كانت شبكة الرقائق ضعيفة جدًا (انخفاض التوتر الاسترخاء) لن يكون مسطحًا على التجاويف قبل الختم. على العكس, يمكن أن يؤدي التوتر الشديد إلى تمدد وتجعد الرقاقة في منطقة الختم. لفة رقائق معدنية غير محاذاة أو بكرات زائدة (لا موازية للبطاقة) إنشاء طيات. الضغط غير المتكافئ عبر العرض (على سبيل المثال, بسبب لوحة الختم مشوهة قليلاً) يمكن أن يتسبب أيضًا في إغلاق جانب واحد من الرقاقة بشكل غير صحيح, التجاعيد الزائدة.
- الحلول:
- التوتر التوازن: اضبط فرامل الرقاقة أو التحكم في التوتر بحيث يتم شد الرقاقة ولكن لا يتم تمديدها فوق طاقتها. غالبًا ما يؤدي الضبط الدقيق هنا إلى إزالة معظم التجاعيد.
- التحقق من المحاذاة: تأكد من أن لفة الرقاقة مربعة في اتجاه السحب. تأكد من أن جميع بكرات التوجيه والسحب متوازية ومستوية. على بعض الآلات, يمكن أن تساعد محاذاة علامات التسجيل على الرقاقة في توسيطها.
- فحص المكونات: استبدل أي بكرات شد أو انحرافات مهترئة. دليل بسيط: بعد انحشار الرقائق أو تغيير اللفة, قم بإجراء اختبار بطيء وشاهد وضع الرقاقة. اضبطه قبل التشغيل بأقصى سرعة.
*ملاحظة الخبراء: في دراسة حديثة لاستكشاف الأخطاء وإصلاحها, تم ربط عدم تناسق توتر الفيلم بالعديد من تجاعيد الرقائق. حتى قطر لفات الرقائق يؤثر على التوتر، كما أن توحيد قلوب اللفائف يساعد. للتجاعيد الشديدة, فكر في الترقية إلى نظام التغذية المرتدة للتحكم في التوتر.
مشكلة 7: نفطة / اختلال الفيلم (أخطاء التسجيل)
- أعراض: البثور المشكلة والرقائق غير متطابقة - ترى فتحات أو بصمات تخرج عن المركز. قد يؤدي قطع القالب إلى ثقب بعض التجاويف بشكل خاطئ, أو أن رموز الدُفعات المطبوعة تفتقد فتحات الرقائق. يرتفع معدل الخردة حيث أن العديد من الجيوب إما تتداخل مع الحواف أو تقطع جزئيًا.
- أسباب: اختلال الفيلم (وتسمى أيضًا أخطاء التتبع) ينبع من تقدم الفيلم غير المتناسق. كما يلاحظ JinluPacking, يؤدي التوتر غير المتساوي بين اللفات إلى تجول الويب. يمكن للفة الراقصة أو الدليل البالي أن يترك الفيلم ينجرف. تؤدي عمليات الاسترخاء المتعددة اللفات بدون توتر متزامن أيضًا إلى حدوث تحولات طفيفة. في حالة استخدام أسنان العجلة التسجيل, يمكن أن تفقد علامات التسجيل الخاطئة أو أجهزة تتبع الكاميرا المزامنة. سيؤدي انزلاق المحرك أو الأحزمة المفكوكة في آلية السحب إلى عدم التزامن, أيضاً.
- الحلول:
- معايرة التتبع: بعد كل تغيير لفة أو تبديل الأدوات, تحقق من تقدم الفيلم مقابل علامة التسجيل. قاعدة الـ 4 ساعات: افحص تقدم خطوة الفيلم كل بضع ساعات على الخطوط عالية السرعة. اضبط أذرع الشد أو أوضاع الراقصة حتى تظل العلامة محاذاة.
- إصلاح ردود الفعل التوتر: استبدل المحامل البالية على أذرع الراقص (يمكن أن تسبب تأخرًا في التحكم في التوتر). إذا كان ذلك ممكنا, إعداد وحدة تحكم التوتر PID. بدلاً عن ذلك, استخدم لفة واحدة فقط في كل مرة على البثور التي تتطلب دقة عالية.
- الشيكات الميكانيكية: تأكد من أن جميع بكرات (رقص, مرشد, العاطلون) خالية من اللعب ومتوازية. قم بربط أحزمة القيادة وفحص المحركات المؤازرة. قد يقوم مستشعر القرب المعيب الموجود في جهاز تشفير السحب أيضًا بالإبلاغ عن موضع الفيلم الخاطئ.
*سياق: لا تؤدي المحاذاة الخاطئة إلى إنشاء خردة فحسب، بل يمكنها أيضًا حظر الخط (لكمة المربيات). وقائية: دمج نظام الرؤية أو مستشعر العلامات للإنذار عند الإزاحة البسيطة قبل اللكمات. الصيانة الجيدة لمعدات المحاذاة هي المفتاح.
مشكلة 8: أخطاء الطباعة والترميز
- أعراض: بعد التغليف, قد تكون رقائق العبوات البثرية غير مقروءة, مفتقد, أو رموز دفعة غير واضحة, تواريخ انتهاء الصلاحية, أو الرسومات. تظهر الطباعة غير المكتملة أو الملطخة على ورق الألومنيوم أو ورق الطباعة بالحبر النفاث.
- أسباب: عادة ما تكون هذه الأخطاء خارج التشكيل الميكانيكي وتكون بسبب نظام الترميز الموجود على الخط. وتشمل الجناة المشتركة: سوء التوقيت بين حركة الآلة ومشغل الطباعة, الحبر الجاف أو رؤوس الطباعة البالية, أو بكرات الطباعة غير محاذية. يمكن أن تؤثر درجة الحرارة أو الغبار الموجود في البيئة أيضًا على استخدام الحبر. في أنظمة السيرفو, يؤدي خطأ في المزامنة بين مشغل الطباعة وحركة الفيلم إلى حدوث أخطاء مطبعية. تستخدم بعض الطابعات ملحقًا على الأسطوانة - إذا لم يكن مؤمنًا, ينزلق.
- الحلول:
- صيانة الطابعات: قم بتنظيف رأس الطباعة (أو شفرة الطبيب للطابعات الحرارية) يوميًا. استبدل أشرطة الحبر أو الزجاجات عندما يكون مستوى الحبر منخفضًا. اتبع إرشادات OEM بشأن فترات الصيانة.
- تحقق من أجهزة الاستشعار: تأكد من معايرة مستشعر بداية الخط أو برنامج التشفير الذي يقوم بتشغيل الطباعة. على سبيل المثال, إذا كان يجب أن يظهر رمز الدفعة في كل نفطة خامسة, تأكد من أن الجهاز يرى العلامة الصحيحة على الرقاقة ويتم تشغيله في الوقت المناسب.
- استخدم التحقق من الرؤية: تتمثل الخطوة البسيطة في تشغيل عينة من الحزم المشفرة من خلال الماسح الضوئي أو نظام الرؤية. وبهذه الطريقة يمكنك اكتشاف الرموز المفقودة/غير الصحيحة على الفور.
- التكيف الوقائي: في غرف GMP المتربة, أبقِ خزانة الطابعة مغلقة. تضيف بعض الخطوط نفخًا أو مسحًا قبل الطباعة مباشرة لإزالة غبار الفيلم الضال.
*ملحوظة: رغم أنها ليست ميكانيكية دائمًا, تعتبر موثوقية الترميز أمرًا بالغ الأهمية للامتثال. تدعم آلات الفقاعة Jinlu أجهزة الترميز القياسية وتسمح بالتكامل السهل لفحوصات الرؤية على الخط.
مشكلة 9: عيوب التثقيب والقطع
- أعراض: بطاقات البثرة النهائية لها حواف خشنة, تخفيضات غير كاملة, أو نتوءات مشتعلة على البلاستيك. قد يتم ثقب بعض الثقوب جزئيًا فقط, تمزيق البطاقة. يؤدي هذا إلى فشل الفحص البصري للبطاقات أو تقسيمها.
- أسباب: يجب أن تكون وحدات التثقيب حادة ومحاذاة بشكل جيد. لن يتم قطع الشفرات/القوالب غير الحادة أو البالية بشكل كامل, مما يؤدي إلى نتوءات أو فراغات غير مكتملة. إذا كان التخليص يموت (الفجوة بين لكمة ويموت) خارج المواصفات, لن يتم فصل الشريط بشكل نظيف. متأخر , بعد فوات الوقت, الينابيع المثقوبة/المتعرية تفقد التوتر, مما يتسبب في التصاق شريط النفايات وتمزقه. يمكن أيضًا أن تتغير كتل القالب في حالة ارتخاء إطار الماكينة أو البراغي.
- الحلول:
- استبدال الأدوات البالية: تحقق من حواف الشفرة كل بضع مئات من الساعات. الحواف الحادة حاسمة. إذا رأيت أي زوايا أو رقائق مستديرة, إعادة شحذ الأداة أو استبدالها.
- ضبط التخليص: قم بقياس فجوة التثقيب حتى الموت باستخدام مقاييس المحسس. بالنسبة لمعظم إعدادات البثرة, الخلوص حوالي 0.1-0.2 ملم. تضييق إذا كانت اللكمات تخطي; توسيع إذا كان ضيقا جدا. بعد التعديل, قم بإجراء الاختبارات حتى يسقط شريط النفايات بشكل نظيف.
- صيانة أجزاء المتعرية: تغيير نوابض لوحة المتعرية في الموعد المحدد (على سبيل المثال. كل 1000 ساعة) لضمان إخراج قطاع النفايات بالكامل. كما يحذر, غالبًا ما يشير كسر الشريط المتكرر إلى تآكل الينابيع أو مشاكل في عمق القالب.
- تنظيف ومحاذاة: حافظ على نظافة محطة التثقيب. يمكن للنشارة المعدنية أو المادة اللاصقة الصلبة أن تتسبب في تشويش اللكمات. تأكد من أن رأس المثقاب والقالب مربعان وأن المثقاب متمركز في التجويف.
*حل سريع: إذا لاحظت نتوءات, توقف فورًا وافحص خلوص القالب. غالبًا ما تشير النتوءات إلى فقدان تحمل قدره 0.02-0.05 ملم. عادةً ما يؤدي تصحيح الخلوص إلى إصلاح الأزيز.
مشكلة 10: التوقف المتكرر (قضايا الصيانة والتكامل)
- أعراض: يتوقف خط البثرة بشكل متكرر لأسباب مختلفة: تظهر الإنذارات, خطأ أجهزة الاستشعار, أو رسائل "خطأ غير معروف".. يبدو أن الإصلاحات الصغيرة تعالج توقفًا واحدًا, فقط لرؤية آخر بعد فترة وجيزة. وقت تشغيل المعدات بشكل عام منخفض.
- أسباب: عادة ما يكون التوقف المزمن مشكلة تتعلق بالصيانة أو بتكامل النظام. عدم وجود صيانة وقائية مجدولة (مساءً) يسمح للتآكل البسيط أن يصبح فاشلاً. مكونات مثل أجهزة الاستشعار, سخانات, أحزمة, وسوف تنجرف المكونات الهيدروليكية دون إجراء فحوصات منتظمة. أيضًا, كما لاحظ أحد الخبراء, زيادة 60% من فترات التوقف عن العمل في خط البثرة جاءت بسبب فشل التكامل بين البائعين المتعددين - على سبيل المثال., اتصال غير متناسق بين الوحدات. إذا كانت نفطتك السابقة, المغذية, و punch هي علامات تجارية مختلفة مع أجهزة PLC منفصلة, يمكن أن يتكرر إنذار صغير تمت مزامنته بشكل خاطئ.
- الحلول:
- برنامج الصيانة الوقائية: تأسيس يوميا, أسبوعي, وقوائم المراجعة الشهرية (انظر الجدول أدناه). على سبيل المثال, يموت الختم النظيف يوميا, معايرة درجة الحرارة أسبوعيا, فحص الأدوات شهريا. سجل كل شيك. يقترح تنظيف الأسطح المانعة للتسرب كل 250 ساعات والقيام بالتشخيص الكامل كل 500 ساعات. اتبع أدلة المعدات وجداول الصيانة GMP.
- تدريب المشغلين: تأكد من أن المشغلين يعرفون كيفية إعادة ضبط الأخطاء البسيطة واكتشاف علامات الإنذار المبكر (أصوات غير عادية, الانجراف في معدل الخردة). شجعهم على تسجيل أي إنذارات غريبة أو مشكلات صغيرة.
- استراتيجية قطع الغيار: احتفظ بقطع الغيار المهمة (أجهزة استشعار, الينابيع, أحزمة, يموت) في الموقع لتقليل وقت الإصلاح. للخطوط متعددة البائعين, ضع في اعتبارك الانتقال إلى حل أحادي المصدر لتجنب مشكلات مصافحة PLC.
- ترقيات الخط: إذا كانت أخطاء الاتصال متكررة, استثمر في خط نفطة متكامل (تم تصميم خطوط Jinlu بتحكم PLC موحد) لقطع عدم تطابق البروتوكول.
*مهم: التوقف غير المخطط له هو الأكثر تكلفة. على خط مصدق, التوقف غير المتوقع يمكن أن يعني إعادة التأهيل. من خلال الالتزام بجدول الصيانة الموثق (حتى السجلات اليومية البسيطة لدرجة الحرارة واختبارات التقشير), يمكن منع العديد من التوقفات العشوائية.
قائمة مراجعة الصيانة الوقائية
الصيانة الدورية هي أفضل "حل" للعديد من مشاكل آلات البثرة. تطوير قائمة مرجعية:
| تكرار |
مهام الصيانة الرئيسية |
| يوميًا (يحول) |
– امسح القوالب ونظفها, يموت الختم, وصواني التغذية. – فحص الأجزاء المتحركة (أحزمة, كاميرات) لارتداء أو الضرر. – فحص مرشحات نظام الفراغ والزيت. <BR>- التحقق من أن حراس السلامة وأجهزة الاستشعار تعمل. – قم بإجراء دورة اختبار سريعة لضمان الوظائف الأساسية (استمارة, يٌطعم, ختم) تعمل. |
| أسبوعي |
– تنظيف لوحات التدفئة والأدوات بدقة (أفلام ملطخة). – قم بتشحيم جميع المحامل, السلاسل, والشرائح حسب تعليمات الشركة المصنعة. – معايرة أجهزة استشعار درجة الحرارة والضغط; التحقق من نقاط ضبط السخان. – تحقق من التوصيلات الكهربائية وشد أي أسلاك مفكوكة. – فحص لكمة ويموت التخليص; شحذ أو ضبط حسب الحاجة. |
| شهريا |
– آلة التنظيف العميق: إزالة الأغطية وتنظيف المكونات الداخلية (التروس, المحركات). – فحص واستبدال الأجزاء البالية: على سبيل المثال, حلقات O, أحزمة, الينابيع. – إجراء المعايرة الكاملة: تقدم الفيلم, مغذيات, ختم. – تحديث البرامج/البرامج الثابتة (إن أمكن). – قم بمراجعة سجلات الإنذار وسجل الصيانة بحثًا عن المشكلات المتكررة. – إعادة تدريب الموظفين على أي إجراءات جديدة. |
سيؤدي اتباع مهام PM هذه إلى إطالة عمر الأدوات, استقرار معلمات الآلة, وقبض على القضايا قبل أن تسبب أخطاء. الجميع ينظم GMP يجب على مصانع الأدوية تسجيل هذه الأنشطة من أجل الامتثال.
اختيار آلة إنتاج نفطة صيدلانية موثوقة
يبدأ منع المشاكل باستخدام المعدات المناسبة. عند تقييم آلات نفطة (لخطوط جديدة أو التحديثية), ابحث عن الميزات التي تقلل من أوضاع الفشل:
- تصميم ممارسات التصنيع الجيدة: آلات ذات هيكل من الفولاذ المقاوم للصدأ, أسطح سهلة التنظيف, والناقلات الصحية. الشقوق الأقل تعني تراكمًا أقل للتلوث (والتي يمكن أن تسبب انحشارًا أو عيوبًا في الختم).
- المؤازرة والأتمتة: توفر الفهارس والمغذيات التي تعتمد على المؤازرة تحكمًا دقيقًا. على سبيل المثال, تستخدم سلسلة DPP من Jinlu محركات مؤازرة لمزامنة التشكيل, تغذية, والقطع, تقليل سوء التغذية وانجراف التسجيل.
- أنظمة تغذية دقيقة: تساعد وحدات التغذية الاهتزازية أو الفرشاة المدمجة مع عمليات الضبط الدقيقة وأجهزة استشعار الرؤية في الحفاظ على اتساق التعبئة.
- أداء الختم مستقر: ابحث عن تصميمات الموقد ذات الضغط الموحد. تحتوي آلات Jinlu على قوالب مانعة للتسرب ونقاط تنظيف يسهل الوصول إليها, مما يجعل صيانة القالب سريعة.
- جودة الأدوات: قوالب سبائك الألومنيوم عالية الجودة (مثل قالب الفولاذ GCR-15 الخاص بشركة Jinlu 5+ حياة سنة) مقاومة التآكل. تأكد أيضًا من إمكانية استبدال الأدوات بسهولة (تتميز شركة Jinlu بميزة تغيير القالب خلال 15 دقيقة).
- يدعم & خدمة: اختر موردًا يتمتع بدعم عالمي. تقدم Jinlu خدمة في الموقع في جميع أنحاء العالم وتسليم سريع لقطع الغيار, وهو أمر مهم عندما تكون مخاطر التوقف عن العمل مرتفعة.
وبالطبع, تأكد من أن أي جهاز يحتوي على وثائق داخلية جيدة وملاحظات استشعار للمعلمات المهمة (سجلات درجة الحرارة, مراقبي التوتر). على سبيل المثال, جينلو DPP-180PRO MACHENT (4,800/إخراج ساعة) و دي بي بي-270 ماكس (11,200/hr Alu-Alu/PVC) مصممة للاستخدام الدوائي. إنها تتميز بتعديلات سهلة ومكونات كهربائية متوافقة مع cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
خاتمة & الخطوات التالية
معظم حالات فشل خط حزمة البثرة تكون يمكن التنبؤ بها ويمكن الوقاية منها. من خلال مراقبة العلامات التحذيرية - مثل ارتفاع الخردة من التجاعيد أو قوة تقشير الختم الزاحف - يمكن لفرق الصيانة التصرف مبكرًا. معايرة درجة الحرارة بانتظام, توتر, والتوقيت وفقًا لقائمتنا المرجعية يتجنب التوقف المفاجئ. والاستثمار في آلة نفطة عالية الجودة يؤتي ثماره: معدات مصممة بشكل جيد (مثل سلسلة DPP التي تعتمد على المؤازرة من Jinlu) سوف يقلل بطبيعته من العديد من أوضاع المشكلة.
على استعداد لحل الصداع الخاص بك آلة نفطة? تحدث إلى Jinlu Packaging للحصول على مشورة الخبراء والمعدات الموثوقة. يمكن لفريقنا مساعدتك في اختيار آلة البثرة (ألو-PVC أو ألو-ألو) وقم بإعداد خطة صيانة مصممة خصيصًا لاحتياجات الإنتاج الخاصة بك. قم بزيارة جينلو آلات حزمة نفطة سلسلة DPP أو اتصل بنا للحصول على حل مخصص اليوم.
الأسئلة الشائعة حول مشاكل آلة الفقاعة الصيدلانية
ما هي مشاكل آلة الفقاعة الأكثر شيوعًا في إنتاج الأدوية?
تشمل مشاكل آلة الفقاعة الأكثر شيوعًا ضعف الختم, عيوب تشكيل نفطة, جيوب نفطة فارغة, أخطاء تغذية الجهاز اللوحي, احباط التجاعيد, اختلال, قضايا الترميز, عيوب القطع, وتوقف الجهاز بشكل غير متوقع. يمكن أن تؤثر هذه المشكلات على جودة التغليف, كفاءة الإنتاج, والامتثال التنظيمي إذا لم تتم معالجته على الفور.
لماذا لا يتم إغلاق آلة البثرة الخاصة بي بشكل صحيح؟?
عادة ما يكون سبب الختم السيئ هو درجة حرارة الختم غير الصحيحة, ضغط غير كاف, أدوات الختم البالية, أسطح الختم الملوثة, أو مواد التعبئة والتغليف غير المتوافقة. يمكن أن تساعد المعايرة المنتظمة والصيانة الروتينية في ضمان جودة الختم المتسقة.
ما الذي يسبب تجاويف نفطة لتشكيل بشكل غير متساو?
غالبًا ما تكون تجاويف الفقاعات غير المستوية نتيجة لدرجة حرارة التكوين غير الصحيحة, عدم كفاية الفراغ أو ضغط الهواء, القوالب التالفة, أو جودة الفيلم غير متناسقة. يعد التحقق من صحة العملية وفحص الأدوات أمرًا ضروريًا للحفاظ على اتساق التجويف.
كيف يمكنني منع ظهور جيوب نفطة فارغة أثناء التعبئة والتغليف؟?
عادةً ما تنتج الجيوب الفقاعية الفارغة عن مشكلات في مزامنة التغذية, ترتد المنتج, مكونات التغذية البالية, أو فشل الاستشعار. معايرة وحدة التغذية العادية, أنظمة فحص الرؤية, ويمكن أن يؤدي الإعداد المناسب للماكينة إلى تقليل عيوب الجيب الفارغ بشكل كبير.
لماذا تتجعد رقائق الألومنيوم أثناء تغليف الفقاعة؟?
عادةً ما يحدث تجعد الرقائق المعدنية بسبب شد الويب بشكل غير مناسب, بكرات غير محاذاة, ضغط الختم غير المتكافئ, أو سوء التعامل مع المواد. يمكن أن يساعد ضبط شد الرقائق وضمان المحاذاة الصحيحة للماكينة في التخلص من التجاعيد وتحسين مظهر العبوة.
ما هي علامات وجود مشكلة في تغذية ماكينة تعبئة الفقاعة?
تشمل العلامات الشائعة فقدان الأجهزة اللوحية, تغذية مزدوجة, كبسولات مكسورة, مربيات المنتج, ووضع المنتجات بشكل غير صحيح داخل تجويف البثرة. تشير هذه المشكلات غالبًا إلى مشكلات في ضبط وحدة التغذية أو أخطاء في المزامنة.
كم مرة يجب صيانة آلة الفقاعة الصيدلانية?
توصي معظم الشركات المصنعة بالتنظيف والفحص اليومي, فحوصات التشحيم والمحاذاة الأسبوعية, والصيانة الوقائية الشهرية للمكونات المهمة مثل القوالب, أجهزة استشعار, محطات الختم, وأنظمة القيادة. يساعد برنامج الصيانة الوقائية على تقليل فترات التوقف غير المتوقعة وإطالة عمر الماكينة.
ما الذي يسبب عيوب قطع وتثقيب العبوات الفقاعية?
يمكن أن تحدث عيوب القطع بسبب اللكمات البالية, يموت القطع المنحرفة, ضغط القطع غير صحيح, أو سوء التسجيل بين البثرة المشكلة ورقائق الغطاء. يعد الفحص المنتظم للأدوات والتحقق من المحاذاة أمرًا مهمًا للحفاظ على القطع النظيفة.
يمكن أن تؤثر مشاكل آلة البثرة على الامتثال لممارسات التصنيع الجيدة (GMP).?
نعم. عيوب التغليف مثل فشل الختم, تجاويف فارغة, ترميز غير صحيح, أو قد تؤدي العبوات الفقاعية التالفة إلى مشكلات في جودة المنتج واحتمال عدم الامتثال لممارسات التصنيع الجيدة. يعد الحفاظ على العمليات التي تم التحقق من صحتها وإجراء عمليات التفتيش الروتينية أمرًا بالغ الأهمية لمصنعي الأدوية.
كيف يمكنني تقليل وقت التوقف عن العمل في آلة تعبئة الفقاعة الصيدلانية?
أفضل نهج هو الصيانة الوقائية. وهذا يشمل تدريب المشغلين, عمليات التفتيش المنتظمة للمعدات, استبدال أجزاء التآكل في الوقت المناسب, مراقبة العملية, والحفاظ على مخزون من قطع الغيار الهامة. إن تحديد المشكلات الصغيرة مبكرًا يمكن أن يمنع حدوث انقطاعات كبيرة في الإنتاج.
مراجع:
1.س9(ر1) إدارة مخاطر الجودة -- نحن. إدارة الغذاء والدواء
2.ابتكارات التعبئة والتغليف نفطة —— فارمتك.كوم
3.نظرة عامة على التكنولوجيا: كيفية تسرب التعبئة والتغليف نفطة الاختبار —— Pharmacyonline.com
4.استدامة ظهور بثور للأدوية على شكل أقراص —— ساينس دايركت
5.طرق الكشف عن التسرب للعبوات الفقاعية الصيدلانية —— Pharmacy-technology.com
6.عيوب البثرة الشائعة في عبوات الأدوية —— pharmatimesofficial.com
7.الكشف عن انتهاكات النزاهة في مجموعة من أنواع عبوات الفقاعات الصيدلانية —— Pharmacyonline.com