In farmaceutische productie, tabletcompressie ziet er op het eerste gezicht eenvoudig uit: er gaat poeder in, tabletten komen eruit. Maar iedereen die met een tabletpers heeft gewerkt, weet dat de realiteit heel anders is. Kleine veranderingen in de korrelstroom, vochtgehalte, gereedschap conditie, of machinesnelheid kan snel kwaliteitsproblemen veroorzaken die de productie vertragen en de verspilling vergroten.
Kwesties als afdekken, plakken, plukken, gewichtsvariatie, of zwakke tablethardheid komen vaak voor tijdens tabletcompressie. Deze problemen hebben niet alleen invloed op het uiterlijk van het product, maar kan ook de nauwkeurigheid van de dosering beïnvloeden, ontbindingsprestaties, verpakkingsefficiëntie, en naleving van de regelgeving. In een drukke productieomgeving, zelfs een klein compressieprobleem kan leiden tot afgewezen batches, stilstand van machines, en extra onderhoudskosten.
Voor productiemanagers, inkoopteams, en kopers van farmaceutische apparatuur, Het is belangrijk om de grondoorzaken achter deze tabletcompressieproblemen te begrijpen. Het goede nieuws is dat de meeste compressiedefecten te voorkomen zijn met de formulering, granulatie proces, gereedschap, en tabletpersparameters werken goed samen. In dit artikel, we zullen de meest voorkomende doornemen problemen met tabletcompressie in de farmaceutische productie, leg uit waarom ze gebeuren, en praktische manieren delen om deze op te lossen. Of u nu een hoge snelheid roterende tabletpers of beheer een complete tabletproductielijn, Deze tips voor het oplossen van problemen kunnen de tabletkwaliteit helpen verbeteren en productieonderbrekingen verminderen.

Tabletcompressie is een cruciale stap in de farmaceutische productie van vaste doses, waarbij poeder- of korrelformuleringen in matrijzen worden gevuld en tot tabletten worden samengeperst met behulp van ponsen en hoge druk. De meeste productielijnen maken gebruik van roterende tabletpersen, die meerdere stations op een roterende toren hebben. Elk station herbergt een bovenste stoot, een lagere slag, en een dobbelsteen. Het proces omvat doorgaans twee fasen: pre-compressie (een lichte voorvulkracht die het poeder aanzuigt) en hoofdcompressie (de laatste hoge kracht die de tablet vormt).

Fabrikanten moeten ook rekening houden met de kwaliteit van de formulering en granulatie. Bijvoorbeeld, een goede poederstroom is essentieel voor een uniforme matrijsvulling. Korrels hebben vaak een formaat (bijv. <20% van matrijsdiameter) om segregatie te voorkomen. Het poedermengsel bevat meestal API's, bindmiddelen, smeermiddelen, en vloeiverbeteraars om het goed te laten comprimeren en uit het gereedschap te werpen. Zelfs na compressie, een ontstoffer of tabletpolijstmachine wordt vaak gebruikt om fijne deeltjes te verwijderen en het uiterlijk van de tablet te verbeteren. In de praktijk, nadat tabletten de pers verlaten, A tabletontstoffingsmachine geïnstalleerd tussen de pers en de coating-/verpakkingslijn zal trillen en los stof en fragmenten opzuigen, zorgen voor schoon, stofvrije tabletten.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
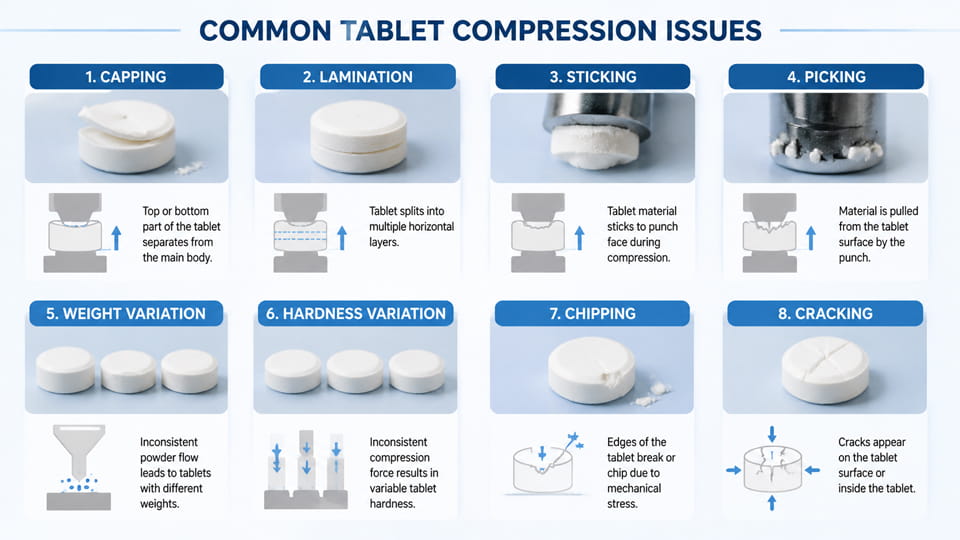
Tijdens tabletcompressie, Er kunnen verschillende defecten optreden. Hieronder bespreken we de meest voorkomende problemen, hun typische oorzaken, en praktische oplossingen.
Hoe het eruit ziet: Afdekken vindt plaats wanneer de bovenkant (of onderkant) van een tablet afbreekt, weergegeven als een “dop” die is gescheiden van de hoofdbehuizing van de tablet. Bij lamineren wordt een tablet in twee of meer horizontale lagen gesplitst. Beide defecten betekenen meestal dat de tablet tijdens de compressie niet volledig aan elkaar hechtte.
Veelvoorkomende oorzaken: Aftopping is vaak het gevolg van luchtinsluiting en slechte deeltjesbinding. Wanneer stoten het poeder comprimeren, luchtzakken aan de bovenkant of in het midden van de matrijs kunnen een goede consolidatie verhinderen. Hoge torensnelheid (korte verblijftijd) en een zeer hoge compressiekracht kan dit probleem verergeren. In aanvulling, elastische ingrediënten of ingrediënten met een zeer lage dichtheid (bijv. enkele elastische bindmiddelen) kan na compressie “terugspringen”., waardoor lagen uiteenvallen. Te weinig bindmiddel of te weinig vocht in de granulatie verzwakt ook de binding tussen de deeltjes.
Oplossingen: Om capping en lamineren te voorkomen, helpen ingesloten lucht te ontsnappen en de hechting te verbeteren. Gebruiken conische pons-/matrijsprofielen laat de lucht gemakkelijker ontsnappen. Het vertragen van de toren (toenemende verblijftijd) of het toevoegen van een milde voorcompressiekracht duwt meer materiaal in de matrijs vóór de uiteindelijke verdichting. Het enigszins verminderen van de hoofdcompressiekracht kan ook overcompressie voorkomen. Controleer de tabletvochtigheid en het bindmiddel: een beetje meer vocht toevoegen tijdens natte granulatie of het verhogen van het bindmiddelgehalte kan de hechting verbeteren. Samengevat, aanpassen van stempel-/matrijsvorm en persparameters (en het vervangen van versleten gereedschap) zorgt ervoor dat ingesloten lucht kan ontsnappen en vermindert de afdekking aanzienlijk.
Hoe het eruit ziet: Het plakken gebeurt wanneer poeder zich aan het stempelvlak hecht, waardoor een afzetting van materiaal of een onvolledig tabletoppervlak achterblijft. Plukken is een vorm van plakken die plaatsvindt rond logo's of markeringen in reliëf; het verhoogde ontwerp op de stoot grijpt poeder, waardoor er een defect in de tablet ontstaat. Beide resulteren in tablets met ruwe gezichten en soms ontbrekende randen.
Veelvoorkomende oorzaken: Hoge wrijving of kleverigheid tussen poeder en punch is de belangrijkste boosdoener. Vaak wordt dit veroorzaakt door overtollig vocht of hoge luchtvochtigheid. Als het granulaat te nat is of de compressieruimte vochtig is, deeltjes kunnen zich op het stempelvlak filmen. Insgelijks, onvoldoende smeermiddel in de blend betekent dat niets ervoor zorgt dat het poeder van de stoten glijdt. Als de compressiekracht te laag is, tabletten kunnen te weinig worden samengedrukt en blijven plakken; omgekeerd, een te hoge kracht kan het poeder enigszins verhitten en kleverig maken.
Oplossingen: Verbeter de lossing en verminder de hechting. Eerst, netjes houden milieucontrole: ontvochtig het persgebied indien nodig en houd het korrelvocht binnen de specificatie. Zorg ervoor dat het mengsel voldoende glijmiddel bevat (doorgaans 0,5–2% magnesiumstearaat of iets dergelijks) en meng het grondig (maar niet overdreven) zodat deeltjes worden gecoat. Polijst stootvlakken regelmatig om krassen te verwijderen, en overweeg het aanbrengen van een geschikte punch polish of antiaanbaklaag. Als het plakken aanhoudt, probeer kleine parameteraanpassingen: soms een kleine toename van de perssnelheid (kortere contacttijd) of een afname van de compressiekracht kan ervoor zorgen dat de tabletten uitwerpen voordat ze blijven plakken.
Hoe het eruit ziet: Tabletten worden verondersteld een uniform gewicht te hebben binnen een strakke specificatie. Wanneer de gewichtsvariatie groot is, tabletten uit dezelfde batch zijn merkbaar licht of zwaar, het risico van dosisinconsistentie.
Veelvoorkomende oorzaken: Overmatige variatie komt meestal voort uit inconsistente matrijsvulling. Rotatiepersen doseren doorgaans op volume, dus elke verandering in de bulkdichtheid van het poeder of de vuldynamiek veroorzaakt gewichtsverschuivingen. Veelvoorkomende problemen zijn onder meer een slechte vloeibaarheid (waardoor overbrugging of ongelijkmatig voer ontstaat), scheiding van gemengde poeders (grove deeltjes vullen zich sneller), of een versleten/niet goed uitgelijnd invoerframe (waardoor een ongelijkmatige poedertoevoer ontstaat). Het te snel laten draaien van de pers kan dit verergeren doordat er niet voldoende tijd is om elke dobbelsteen te vullen.
Oplossingen: Verbeter de poederstroom en voerconsistentie. Optimaliseer de granulatie om een homogene massa te bereiken, vrij stromende mix. Voeg zweefvliegtuigen toe (bijv. colloïdaal silica) of antiklontermiddelen om kleven en brugvorming te verminderen. Pas de instellingen van het voerframe aan en installeer schotten in de trechter om de stroom te regelen. Overweeg om te gebruiken ponsen met gedwongen toevoer (waar de onderste stempel omhoog gaat om de matrijs actief te vullen) of vacuümondersteund vullen als het poeder traag is. Verlaging van de snelheid van de toren (meer vultijd geven) vermindert vaak de variatie. Kortom, Zorg ervoor dat elke matrijs consistent dezelfde hoeveelheid poeder ontvangt – dit kan betekenen dat het invoermechanisme of de perssnelheid moet worden gewijzigd.
Hoe het eruit ziet: Hardheid (of breekkracht) is de weerstand van een tablet tegen verbrijzeling. Als tabletten te zacht zijn, ze kunnen chippen, pauze , of vertonen een hoge brosheid (gemakkelijk afbrokkelen). Als het te moeilijk is, ze kunnen resistent zijn tegen coating of langzaam oplossen. Brosheid testen (tabletten laten tuimelen en het gewichtsverlies meten) onthullen vaak randchips of poedervorming.
Veelvoorkomende oorzaken: De hardheid wordt voornamelijk bepaald door compressiekracht en formulering. Lage compressiekracht of te weinig bindmiddel levert zacht op, kwetsbare tabletten. Anderzijds, te veel kracht kan zeer harde tabletten creëren die barsten of desintegratie weerstaan. Bijvoorbeeld, een bron uit de industrie merkt op dat de uitwerpkracht zeer hoog is (door overcompressie) kan leiden tot te harde tabletten, waardoor scheuren of langzame desintegratie ontstaan. Variatie in tabletgewicht veroorzaakt ook variatie in de hardheid: lichtere tabletten zijn dunner/zachter, zwaardere dikker/harder.
Oplossingen: Stem compressie en binding af. Pas de hoofdcompressie aan om de hardheid van een doel te bereiken (meestal gemeten op een hardheidsmeter). Wijzig de formulering: het toevoegen of optimaliseren van een bindmiddel (bijv. PVP, HPMC, of zetmeel) verhoogt de binding tussen deeltjes. Controle korrelvocht, omdat licht vochtige korrels vaak sterkere tabletten opleveren (maar pas op voor te nat worden). Vervang versleten uitwerpmessen en zorg voor een soepele uitwerping; een ruwe uitwerpslag kan tabletten doen barsten. Als de brosheid hoog is, controleer of de tabletten te zwak zijn – het kan zijn dat u iets meer compressiekracht of meer bindmiddel nodig heeft. Balans is de sleutel: streef naar tablets die hard genoeg zijn om het hanteren te overleven, maar niet zo hard dat ze de oplossingstests niet doorstaan.
Er kunnen andere defecten optreden. Randafbrokkeling of scheuren Dit gebeurt vaak als tabletten na het uitwerpen plotseling uitzetten of als de stempels plat zijn. Dubbele indrukken (spookbeelden) zijn meestal het gevolg van losse gereedschappen of mechanisch opnieuw spelen van de stempel. Vlekken of kleurvariatie (in ongecoate tabletten) kan optreden als gekleurde hulpstoffen scheiden. Deze hebben vaak betrekking op de bovengenoemde oorzaken: Bijvoorbeeld, Afbrokkelen van de randen kan het gevolg zijn van overmatige compressie of te droge korrels, en om dit op te lossen kan een kleine aanpassing van het smeermiddel of het bindmiddel nodig zijn.
In de praktijk, een gestructureerde aanpak voor het oplossen van problemen is nuttig. Bijvoorbeeld, stop de pers wanneer er een defect optreedt en bekijk eventuele recente wijzigingen (zo goed als nieuwe batches, veranderde snelheid, of onderhoud). Controleer de gereedschaps- en bedrijfsomstandigheden, en corrigeer één factor tegelijk. Veel fabrikanten brengen de belangrijkste parameters in kaart (gewicht tablet, dikte, hardheid, enz.) in realtime, zodat ze trends zien ontstaan. Visuele inspectie van tablets (oppervlakteafwerking, randen) is ook cruciaal. Deze systematische methode – observeren, isoleren, aanpassen – verkleint snel de oorzaak.
Verschillende stroomopwaartse factoren beïnvloeden de compressieresultaten:
Goed onderhoud van de tabletpers is ook cruciaal. Een goed onderhouden machine – schoongemaakt, gesmeerd, en gekalibreerd – het is veel minder waarschijnlijk dat er defecten optreden. Vervang versleten stempels en matrijzen voordat deze de kwaliteit van de tablet aantasten. Documenteer een regelmatig schoonmaakschema (het verwijderen van poederophopingen) en zorg ervoor dat technici de instellingen vóór elke run verifiëren.

Door robuuste preventieve maatregelen te nemen, blijven defecten op afstand:
Zeemeermin stroomdiagram: Een beslisboom die illustreert hoe een diagnose moet worden gesteld tabletdefecten door specifieke parameters te controleren (type defect → waarschijnlijke oorzaak → corrigerende actie).

Compressiedefecten van de tablet, zoals capping, plakken, gewichtsvariatie, en broosheid zijn veel voorkomende uitdagingen, maar kunnen effectief worden beheerd. Elk probleem komt gewoonlijk voort uit de eigenschappen van de formulering, machine-instellingen, of omgevingsfactoren. Door methodisch de hoofdoorzaak te identificeren – en vervolgens de persparameters aan te passen, raffinage van granulatie, het beheersen van de luchtvochtigheid, en apparatuur in topconditie houden – fabrikanten kunnen defecten corrigeren. Regelmatige controles tijdens het proces (gewicht tablet, hardheid, dikte, enz.) zal trends vroegtijdig opmerken. Het toepassen van deze best practices zorgt ervoor dat tablets die de pers verlaten consistent aan de kwaliteitsnormen voldoen, het verminderen van afval en het voldoen aan de verwachtingen van de regelgeving.
Als u problemen ondervindt, zoals het vastlopen van de tablet, aftappen, gewichtsvariatie, of onstabiele tablethardheid, het recht compressieapparatuur voor tablets en productie-instellingen kunnen een groot verschil maken. Bij Jinlu-verpakking, wij helpen farmaceutische en nutraceutische fabrikanten de tabletkwaliteit te verbeteren met betrouwbare roterende tabletpersmachines, op maat gemaakte compressieoplossingen, en professionele technische ondersteuning.
Of u nu een bestaande productielijn upgradet of een nieuw tabletproductieproject plant, ons team kan u helpen bij het kiezen van de juiste tabletpersmachine op basis van uw producttype, outputvereisten, en GMP-normen. Ontdek onze oplossingen voor tabletpersen of neem vandaag nog contact met ons op om uw tabletcompressie-uitdagingen te bespreken met ons technische team.
De meest voorkomende problemen met tabletcompressie zijn capping, lamineren, plakken, plukken, gewichtsvariatie, problemen met broosheid, en inconsistente tablethardheid. Deze problemen houden meestal verband met de kwaliteit van de korrels, machine-instellingen, gereedschap conditie, of omgevingsfactoren.
Tabletcapping vindt plaats wanneer het bovenste of onderste gedeelte van een tablet na compressie loslaat. Veelvoorkomende oorzaken zijn onder meer ingesloten lucht, overgedroogde korrels, onvoldoende bindmiddel, te hoge machinesnelheid, of onjuiste compressiekracht. Een goede granulatie- en voorcompressie-instelling kan de capping helpen verminderen.
Kleven treedt op wanneer het formuleringsmateriaal zich hecht aan ponsvlakken of matrijswanden tijdens tabletcompressie. Plukken is een specifieke vorm van plakken die meestal van invloed is op logo's in reliëf of gegraveerde stempels. Hoog vochtgehalte, onvoldoende smering, ruwe gereedschapsoppervlakken, en plakkerige ingrediënten zijn veelvoorkomende oorzaken.
Gewichtsvariatie wordt vaak veroorzaakt door een slechte poederstroom, inconsistente matrijsvulling, of onstabiele invoersnelheid. Verbetering van de stroombaarheid van de korrels, het controleren van de deeltjesgrootteverdeling, en het optimaliseren van de feederinstellingen kan helpen een consistent tabletgewicht te behouden tijdens de productie.
De hardheid van de tablet heeft een directe invloed op de duurzaamheid van het product, verpakkingsprestaties, desintegratie tijd, en ontbindingsgedrag. Te zachte tabletten kunnen tijdens het hanteren breken, terwijl te harde tabletten te langzaam kunnen oplossen. De juiste compressiekracht en een uitgebalanceerd formuleringsontwerp zijn van cruciaal belang voor een stabiele hardheidscontrole.
De korrelkwaliteit speelt een belangrijke rol bij de compressieprestaties van tablets. Korrels met slechte vloeibaarheid, ongelijkmatige deeltjesgrootte, Overmatig vocht, of een lage samendrukbaarheid kan leiden tot defecten zoals plakken, aftappen, en gewichtsvariatie. Granulatie van hoge kwaliteit verbetert de tabletconsistentie en productie-efficiëntie.
De temperatuur en vochtigheid in de compressiekamer hebben een aanzienlijke invloed op de tabletkwaliteit. Een hoge luchtvochtigheid kan de hechtingsproblemen vergroten, terwijl te droge omstandigheden brosheid of afdekking kunnen veroorzaken. Veel fabrikanten handhaven een gecontroleerde luchtvochtigheid om de compressieprestaties van de tablet te stabiliseren.
Tabletponsen en matrijzen moeten regelmatig worden geïnspecteerd en onderhouden om defecten te voorkomen en een stabiele productie te garanderen. Versleten of beschadigd gereedschap kan tot vastlopen leiden, slecht uiterlijk van de tablet, inconsistent gewicht, en verhoogde stilstand. Preventieve onderhoudsschema's worden sterk aanbevolen voor farmaceutische productielijnen.
Het verbeteren van de tabletcompressie-efficiëntie vereist meestal een combinatie van geoptimaliseerde formuleringen, juiste granulatie, stabiele machine-instellingen, opgeleide operators, en regelmatig onderhoud van de apparatuur. Realtime monitoring van het tabletgewicht, hardheid, en dikte helpt ook om problemen vroegtijdig op te sporen voordat ze grote productiebatches beïnvloeden.
Referenties:
1.FABRICAGEFECTEN VAN TABLETTEN – EEN BEOORDELING —— Tijdschrift voor medicijnafgifte en therapieën (JDDT)
2.Plakken en plukken bij compressie van farmaceutische tabletten: Een IQ Consortiumrecensie —— WetenschapDirect
3.ICH Q10 Farmaceutisch kwaliteitssysteem – Wetenschappelijke richtlijn —— Europees Geneesmiddelenbureau
4.Smering in tabletformuleringen —— Nationale Bibliotheek voor Geneeskunde
5.Vastlopen en plukken oplossen via tabletontwerp —— Farmtech
6.Het bevorderen van het begrip van tabletafdekking en lamineren: een systematische review —— WetenschapDirect



