固形製剤の開発は製薬業界の基礎です, タブレットが主流のフォーマットを代表するもの, 制御する 50% 世界の医薬品生産市場の. タブレットの好みは、いくつかの重要な要因によって決まります。: 固有の化学的安定性, 高精度の投与量を実現する機能, 経口摂取のための使いやすさ, 大規模な梱包作業の効率化と.
しかし, 錠剤の製造プロセスは決して単純ではありません; 緻密な制御と高精度のエンジニアリングが要求される複雑な手順です。. 原材料を最終医薬品に変換するには、一貫した高い基準を維持する必要があります, 品質管理機能の強化, すべてのステップで正確に定義された方法論. この決定的なガイドは、科学原理と先進的な機械を分析しています。, 重要なことなど ロータリー錠剤圧縮機, 医薬品の卓越性を達成するために必要な 錠剤の製造.

医薬品生産における商業的実現可能性の達成は、基本的に厳格な規制遵守にかかっています。. 適正製造基準 (GMP, cGMP または現行 GMP と呼ばれることが多い) 医薬品がその使用目的に適した品質基準を満たすように一貫して生産および管理されていることを保証するために設計された品質保証の重要な側面です。.
国際規格, 世界保健機関によって公布されたものなど (誰が) そして次のようなガイドライン 米国 FDA の現在の適正製造基準 (CGMP) 規則 (で詳しく詳しく説明されています 21 CFRパート 210 そして 211), 施設の最低要件を設定する, メソッド, および処理に使用されるコントロール, 製造, 医薬品の包装および包装. このフレームワークは、原材料の選択から機能性まで、プロセスのあらゆる要素を規定します。 錠剤製造機—明確に定義する必要があります, 検証済み, そして文書化された. したがって, GMP の厳格な順守は、単なる法的要件ではなく、製薬メーカーの権威と信頼性を確立する前提条件となる技術的基盤です。.
タブレット製造の旅は工場の現場から始まりません, しかし、製剤開発を行う研究室では. この初期段階では、製薬の専門知識と分析計画を戦略的に組み合わせることが必要です。.
配合開発には 2 つの主要コンポーネントの特定と最適化が含まれます: 医薬品有効成分 (API) そして賦形剤. API の選択には、溶解性と粒子サイズに関する重要な考慮事項が必要です, バイオアベイラビリティに直接影響する. 賦形剤, 非アクティブな間, 構造を助けるために追加される重要な成分です, 安定性, と製造性. さまざまな目的に使用できます, タブレット同士を束ねるなど, 溶解を促進する, または、高速生産に不可欠な粉体流動の改善. グライディングダンス, 例えば, 粒子間の摩擦を軽減するために特に添加されています, これにより、粉末が高速機械内をスムーズに移動できるようになり、全体的な生産効率が向上します。.
API とその賦形剤の固有の物理化学的特性 (密度を含む), 吸湿性, 流動性 - 錠剤製造プロセスの残りの部分に重大な制約を課す. 生産ライン全体の選択 (例えば。, 複雑な造粒を使用するか、単純な直接圧縮を使用するか) これらの最初の配合決定によって決定されます. 例えば, 必要な投与単位の一貫性を達成する (投与単位の均一性, USPごとに ) 一貫した金型充填が必要. 流れの悪い API が選択された場合, メーカーは、必要な流動特性を設計するために、より高価で複雑な多段階の造粒プロセスを採用することを直ちに余儀なくされます。. したがって, 初期ブレンドの品質と流動特性により、必要な機器と全体的なプロセスの複雑さが事前に決定されます.

の中からの選択 錠剤の主な製造ルートは3つ 主に湿気と熱に対する API の感度に基づいています, とそのネイティブの流れ特性.
直接圧縮が最短として認識される, 最も複雑でない, タブレット製造に対する最もコスト効率の高いアプローチ. これには、API と賦形剤を混合し、粉末混合物を直接装置に供給することが含まれます。 打錠機. この方法では、単位操作の数が最小限に抑えられます。, 製造時間とコストの削減. しかし, API が優れた固有の流動性と高い圧縮性を示す配合でのみ実行可能です。, 印刷機の周囲条件における安定性と並行して.
粉末の流動性が悪い、または嵩密度が低い場合, 微粉末をより大きな粉末に変換するには造粒が必要です, より優れた流動性と圧縮特性を備えたより均一な顆粒. 湿式造粒は最も普及している技術です. 接着を容易にするために液体バインダーまたは溶媒を使用して粒子を拡大することが含まれます。, 湿った塊を形成する, その後乾燥させてふるいにかけます. この方法では、流動性が大幅に向上し、内容の均一性が保証されますが、複数の複雑な単位プロセスが必要です。 (湿った塊, 乾燥, そしてスクリーニング) 時間がかかるもの, 高い, 高せん断ミキサーや流動床システムなどの特殊な機器が必要です.
API が敏感な場合には乾式造粒が使用されます (不安定な) 湿気や高温にさらされる場合, 湿式造粒が不適切になる. この無溶剤プロセスでは, 凝集は機械的圧縮によってのみ達成されます, 通常はローラーコンパクターを使用して高密度の圧縮体を作成します (ナメクジまたはリボン), その後、最終圧縮段階の前に粉砕されて顆粒になります。. 湿式造粒との比較, 乾式造粒では、より短時間で造粒できます。, 乾燥ステップが不要になるため、よりコスト効率の高いプロセスになります。.
テーブル 1: 主要な錠剤製造ルートの科学的比較
| 製造ルート | 基本的な仕組み | 理想的な API 特性 | 主要な装備要件 | 主な利点 |
| 直接圧縮 (直流) | シンプルなブレンドと圧縮 | 優れた流れ, 非吸湿性, 高い圧縮性 | 高速ブレンダー, ロータリー錠剤圧縮機 | 最短プロセス, 最低コスト |
| 湿式造粒 (WG) | 液体バインダーを使用した凝集, 乾燥 | 流れが悪い, かさ密度が低い, 湿気に安定した | 高せん断ミキサー, 流動層乾燥機/造粒機 | 流れの改善, 優れた内容均一性 |
| 乾式造粒 (DG) | 機械的圧力による凝集 | 湿気/熱に弱い, 流れが悪い | ローラーコンパクター, ハンマーミル, ロータリー錠剤圧縮機 | 乾燥工程を省略, 無溶剤操作 |

圧縮段階, 粉末または顆粒が最終的な固体剤形に変換される場所, おそらく錠剤製造において最も重要なステップです. このプロセスは高速性によって支配されます, マルチステーション機械, 主に ロータリー錠剤圧縮機.
ロータリー錠剤圧縮機は、タレットとして知られるコンポーネントを連続的に回転させることによって動作します。. タレットは、複数のダイと上下のパンチを収容する回転プラットフォームです。, 中心軸を中心に放射状に配置. この構造は、4 つの重要な操作 (充填) を同期するために不可欠です。, 圧縮, そして排出—速い速度で. タレットの正確な位置合わせは、錠剤に加えられる圧縮力の一貫性に直接関係します。, 均一性と品質を維持するために不可欠です.
錠剤製造機内の 4 つの操作段階は次のとおりです。:
最終的な錠剤の物理的特性 (硬度を含む), 密度, 抗張力, および崩壊時間 - 圧縮機の制御パラメータに非常に敏感です. 制御可能な主なパラメータには次のものがあります。:
現代におけるエンジニアリング上の重大な課題, 高速タブレット生産には、速度と構造的完全性のバランスが必要です. タレット速度が速くなると、自然に生産量が増加します, しかし同時に利用可能な滞留時間が減少します. 滞留時間が短くなると、十分な粒子間の結合が妨げられ、空気が閉じ込められるリスクが増加する可能性があります。, 構造的な欠陥につながる. この根本的な限界を克服するには, 高度な回転錠剤圧縮機では、多くの場合 2 段階圧縮アプローチが使用されます。: 閉じ込められた空気を除去し、粒子の固化を促進するために、最初に低力の予圧縮段階が実行されます。, 続いて強力なメイン圧縮. この機械的ソリューションにより、製品の耐久性に必要な高硬度の成形を維持しながら、高いスループットが可能になります。.
テーブル 2: ロータリータブレット圧縮パラメータが最終製品の品質に及ぼす影響
| パラメータ | 技術的定義 & コントロール | タブレットの品質への影響 | トラブルシューティング関係 |
| 圧縮力 | パンチによる圧力 (KN) | 硬度, 密度, 崩壊時間 | 過度な力がかかるとキャッピングの原因となります (層間剥離); 力が不十分だと錠剤が柔らかくなります |
| ダイ充填体積 | ダイボア内の粉末の深さ | タブレットの重量を決定します (投与量) コンテンツの均一性 | 投与位置によって直接制御; 体重変動の主な原因 |
| 滞留時間 | 圧力下での持続時間 | 粒子間結合, 圧縮性, 弾性回復 | 短時間 (高速) 空気の閉じ込めによりキャッピング/ラミネートのリスクが増加します |
| 砲塔速度 | の回転速度 ロータリー錠剤圧縮機 | 生産高; 高速での品質と逆相関する | 粉体の流れとのバランスを取る必要がある; 高速では充填効率が損なわれます |

品質管理 (品質管理) 錠剤製造において不可欠なセーフティネットとして機能します, 最終的な剤形が安全性を厳密に順守していることを確認する, 効能, および仕様規格.
製造工程全体を通じて一貫した品質を確保するために、GMP プロトコルにより工程内チェックが義務付けられています.
含有量の均一性と重量のばらつき: コンテンツの均一性が最も重要です, 各タブレットに正しい量の API が含まれていることを保証する. この一貫性は、最初に個々の錠剤の重量テストによって検証されます。, 特にコーティングされていない製品またはフィルムコーティングされた製品の場合. 重量の偏差は、多くの場合、不十分な粉末流動特性に起因する一貫性のないダイ充填に遡ります。.
機械的完全性試験: これらのテストにより、タブレットがその後の取り扱いのストレスに耐えられるかどうかが確認されます。, パッケージング, そして配布. 硬度のテストも含まれます (粉砕に対する耐性), 破砕性 (耐摩耗性), 崩壊時間 (錠剤が体液中でどれくらい早く分解されるか), および溶出試験 (錠剤から薬物が放出される速度).
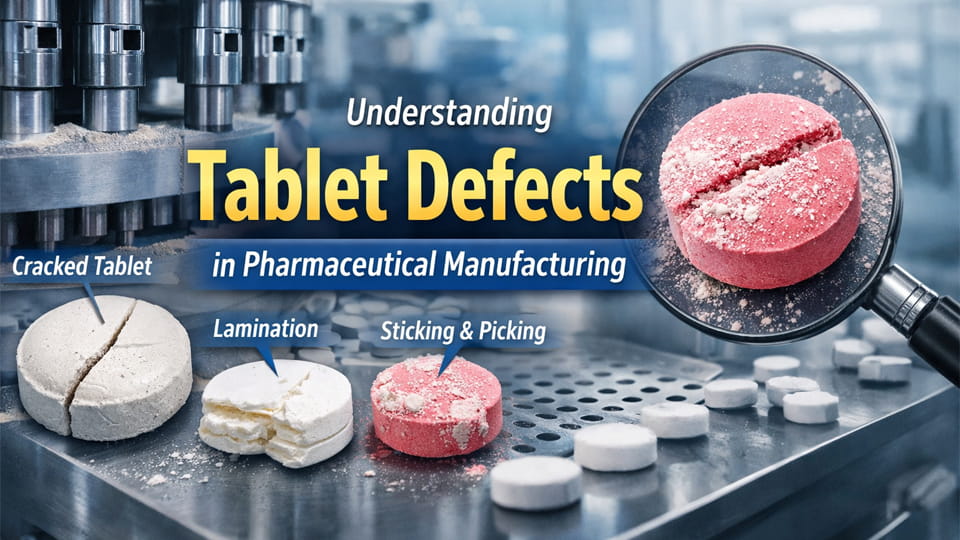
圧縮欠陥は、機械と配合のインターフェースに欠陥があることを示します, 迅速な調査と修正を要求する.
キャッピングとラミネーション: キャッピングとは、タブレットの上部または下部のセグメントを分離することです。, ラミネートが 2 つ以上の層に分割されている間. どちらも、主に圧縮時の過剰な空気の閉じ込めや不十分な結合によって引き起こされる構造的な欠陥です。. 多くの場合、修復措置には圧縮速度を下げることが含まれます。, 空気を逃がすために事前圧縮ステップを導入する, またはパンチの貫通力が最適化されていることを確認する.
固執してピッキング: これらの欠陥は、配合材料がパンチまたはダイの壁の表面に付着するときに発生します。, 視覚的な品質と正確性が損なわれる. 解決策には圧縮圧力を上げることが含まれます, 事前圧縮による滞留時間を延長, ツーリングの設計を改良する. さらに, 潤滑剤の過剰な混合を避ける (ステアリン酸マグネシウムなど) 重要です, 過剰な潤滑はその利点を打ち消し、固着を悪化させる可能性があるため.
コーティングは専用の装置を使用して行われる特殊な仕上げ工程です。 コーティングマシン. 単純な美しさを超えた重要な機能的利点を提供します. コーティングは不快な味を隠す可能性がある, APIを環境要因から保護する (水分, ライト), そして批判的に, 薬物放出プロファイルを制御する. 主要な機能タイプは 3 つ 含む フィルムコーティング (標準的な保護), 腸内コーティング (腸内で薬剤が放出されるのを胃酸から保護します。), そして 徐放性コーティング (時間の経過とともに薬物動態特性を制御するように設計されています). このプロセスでは、溶液の混合を正確に制御する必要があります, スプレーする, 乾燥, そして検査.

包装は防御の第一線として機能します, 患者に届くまで錠剤の化学的安定性と有効性を確保する. ストリップパッキン そして ブリスターパッケージ 一般的な方法です. ストリップ包装機 2つの保護ホイル層の間で個々の錠剤をシールすることに特化しています, 通常はアルミニウムまたは複合フィルム. この機械は、正確に制御された熱と圧力を使用して気密性を高めます。, 各タブレットの改ざん防止シール, 湿気の侵入や汚染を防ぐことで、製品の完全性を大幅に保護し、保存期間を延長します。. 包装における規制遵守は厳格です, 容器閉鎖システムの性能およびラベル表示規則に関する要件を伴う (例えば。, 21 CFR 201.10), 所有者の名前を明確に特定することが義務付けられています, 強さ, 有効期限, とロット番号.
製薬業界は、効率の向上と品質管理の強化を約束する高度な方法論への移行を積極的に行っています。, タブレット生産の未来を根本的に変える.
連続製造は、従来のバッチ処理からの根本的な脱却を表します。. CM方式では, 原材料が継続的にシステムに流入し、最終製品が継続的に排出されるように、単位操作が統合されています。. この統合には、持続的な錠剤製造能力を備えた高度な錠剤製造機が必要です。, シームレスな操作. CM の主な利点は、比類のない品質監視です。. リアルタイムの監視および制御メカニズムにより、逸脱を特定し、事前に修正することができます。, 一貫した製品品質を確保し、バッチ間の変動を大幅に最小限に抑える.
CM の中心となるのはプロセス分析テクノロジーの利用です (パット), これには、リアルタイムの監視と制御のために分析ツールとセンサーを製造プロセスに直接統合することが含まれます。. この変化により、品質保証は時間のかかる最終製品テストに依存する必要がなくなります。 (サンプリング) 継続的に, 工程内制御.
自動化と人工知能 (AI) この洗練された環境を実現するのに不可欠な要素です. AIアルゴリズムは予知保全のためにますます導入されています, 予期せぬダウンタイムや動作ドリフトを引き起こす前に、潜在的な機器の故障点(回転式錠剤圧縮機のタレットの摩耗など)を特定できるようになります。. GMP の文脈では, 予期せぬ機械的故障の防止は、単なるコスト削減策ではありません; それは重要な品質メカニズムです. 機械的なドリフトや突然の故障により、一貫性のない圧縮力や重量の変動が生じる可能性があります。, 調査が必要な不適合バッチが生成される可能性があり、場合によっては拒否される可能性がある. AI を使用して機器の問題を予測し、事前に解決する, メーカーはプロセスの安定性を確保します, 生産リスクを最小限に抑える, 規制遵守を維持します. AI は医薬品モデルの最適化とリアルタイムでのプロセスパラメータの調整にも貢献します.
現代の錠剤製造の複雑さには、正確な配合科学と高精度エンジニアリングを融合した統一的なアプローチが必要です。. 錠剤の製造を成功させるには、固有の材料制約を注意深く管理する必要があります (流動性や感度など) 適切な製造ルートを選択することで、, 決定的に, 堅牢かつ洗練された錠剤製造機を導入. 最新のロータリー錠剤圧縮機, 高度な制御システムと統合され、2 段階の圧縮が可能, タブレットの重量などの重要な品質パラメータを保証する定義的なテクノロジーです, 硬度, コンテンツの均一性 - 高スループットで維持されます.
業界が継続的製造に移行し、AI 主導のプロセス最適化を活用する中, 検証の必要性, 高品質 製薬機械 リアルタイムのデータ取得と厳格な GMP 順守が可能になることで、ますます強化されるでしょう. 保証された医薬品の優秀性を達成するには、厳格な管理を目的として設計された機械への戦略的投資が必要です。, 検証, 高度な自動化.
賦形剤は、錠剤製剤に意図的に添加される不活性成分です。. 構造を提供するために不可欠です, 安定性の確保, 解散を助ける, そして, 批判的に, 粉末混合物の流動特性と圧縮性を改善します。, 高速製造には不可欠です.
流動促進剤は、粉末ブレンドの流れを改善するために添加される特定のタイプの賦形剤です。. 個々の粒子間の摩擦を軽減することで機能します。, 粉末が回転式錠剤圧縮機のダイにスムーズかつ一貫して移動することを保証します。, したがって、生産効率と均一性が最大化されます。.
医薬品錠剤の製造に使用される主なルートは次の 3 つです。: 直接圧縮 (直流), 湿式造粒 (WG), および乾式造粒 (DG). 選択は医薬品有効成分によって決まります。 (API) 流動性, 安定性, 湿気や熱に対する過敏症.
直接圧縮は最短であるため、一般的に好まれます。, 最も複雑でない, そして最も費用対効果の高い方法. ユニット操作の数が減ります (湿った塊の除去, 乾燥, 等), 製造時間とコストを最小限に抑える. しかし, API と賦形剤には本質的に優れた流動性と圧縮性が必要です。.
回転式錠剤圧縮機は、粉末または顆粒を最終的な固体剤形に変換する中心的な装置です。. 複数のダイとパンチを収容するタレットを連続的に回転させることによって動作します。, 給餌を同期して実行する, 充填, 圧縮, 高速での排出ステージにより高スループットを確保.
最終的なタブレットの重量 (したがって、正確な投与量は) ダイフィルボリュームによって直接制御されます. この体積は、ダイボア内の下部パンチの注入位置によって確立されます。. コンテンツの均一性基準を達成するには、ダイ充填の一貫した制御が重要です.
圧縮力は、上部パンチと下部パンチによってダイ内の粉体層に加えられる機械的圧力です。. これはタブレットの最終的な機械的特性を決定する重要なパラメータです。, 硬さも含めて, 密度, そして引張強さ, これにより、タブレットはその後の取り扱いや梱包にも耐えることができます。.
キャッピング (上部または下部セグメントの分離) ラミネート加工 (複数のレイヤーに分割する) 主に粉末内の過剰な空気の閉じ込め、または圧縮段階での粒子間の不十分な結合によって引き起こされる構造的欠陥です。, プレス速度が速く、滞留時間が短いと悪化することが多い.
固執してピッキング (パンチ面に付着した物質) プロセスをいくつか調整することで軽減できる: 圧縮力の増加, 滞留時間を増やすために事前圧縮ステップを利用する, 工具設計の改良 (例えば。, パンチ面の破断半径が大きくなる), 潤滑剤が配合物に適切に混合されていることを確認します.
適正製造基準 (GMP) FDA や WHO などの規制機関によって義務付けられた重要な品質保証フレームワークを表します. その中心的な目的は、医薬品が一貫して製造されることを保証することです。, 処理された, 使用目的に適した品質基準に従って梱包されています, 設備の最低限の要件をカバー, 装置, とコントロール.