La creación de formas farmacéuticas sólidas es una piedra angular de la industria farmacéutica., con tabletas que representan el formato dominante, controlando sobre 50% del mercado mundial de producción farmacéutica. La preferencia por las tabletas viene dictada por varios factores críticos: estabilidad química inherente, la capacidad de dosificación altamente precisa, facilidad de uso para el consumo oral, y eficiencia en operaciones de embalaje a gran escala.
Sin embargo, el proceso de fabricación de tabletas no es nada sencillo; Es un procedimiento elaborado que exige un control meticuloso y una ingeniería de alta precisión.. La transformación de ingredientes crudos en un producto medicinal terminado requiere el mantenimiento de altos estándares constantes., capacidades mejoradas de control de calidad, y metodologías definidas con precisión en cada paso. Esta guía definitiva analiza los principios científicos y la maquinaria avanzada., como el crucial máquina rotatoria de compresión de tabletas, necesarios para alcanzar la excelencia farmacéutica en fabricación de tabletas.

Lograr la viabilidad comercial en la producción farmacéutica depende fundamentalmente de un cumplimiento normativo riguroso.. Buenas prácticas de fabricación (GMP, a menudo denominado cGMP o GMP actual) son el aspecto esencial del aseguramiento de la calidad diseñado para garantizar que los medicamentos se produzcan y controlen consistentemente para cumplir con los estándares de calidad apropiados para su uso previsto..
Estándares internacionales, como los promulgados por la Organización Mundial de la Salud (OMS) y directrices como la Buenas prácticas de fabricación actuales de la FDA de EE. UU. (CGMP) regulaciones (detallado extensamente en 21 Parte CFR 210 y 211), establecer los requisitos mínimos para las instalaciones, metodos, y controles utilizados en el procesamiento, fabricación, y envasar productos farmacéuticos. Este marco dicta que cada elemento del proceso, desde la selección de materias primas hasta la funcionalidad del maquina para fabricar tabletas—debe estar claramente definido, validado, y documentado. Por lo tanto, El estricto cumplimiento de las GMP no es simplemente un requisito legal, sino la base técnica previa que establece la autoridad y confiabilidad de cualquier fabricante farmacéutico..
El viaje de la producción de tabletas no comienza en la fábrica, pero en el laboratorio con desarrollo de formulaciones. Esta etapa inicial exige una combinación estratégica de experiencia farmacéutica y planificación analítica..
El desarrollo de formulaciones implica identificar y optimizar dos componentes principales.: el ingrediente farmacéutico activo (API) y los excipientes. La selección de API requiere consideraciones críticas con respecto a la solubilidad y el tamaño de las partículas., que afectan directamente la biodisponibilidad. Excipientes, mientras está inactivo, son ingredientes vitales agregados para ayudar en la estructura, estabilidad, y capacidad de fabricación. Pueden servir para varios propósitos., como unir la tableta, mejorar la disolución, o (críticamente para la producción de alta velocidad) mejorar el flujo de polvo. danza deslizante, por ejemplo, Se añaden específicamente para reducir la fricción entre las partículas., ayudando así a que el polvo se mueva suavemente a través de la maquinaria de alta velocidad y mejorando la eficiencia general de la producción..
Las propiedades fisicoquímicas intrínsecas del API y sus excipientes, incluida la densidad., higroscopicidad, y fluidez: imponen profundas limitaciones al resto del proceso de fabricación de tabletas.. La elección de toda la línea de producción. (P.EJ., si se debe utilizar granulación compleja o compresión directa simple) está dictado por estas decisiones de formulación inicial. Por ejemplo, lograr la consistencia necesaria de las unidades de dosificación (Uniformidad de unidades de dosificación, por PVU ) requiere un llenado constante del troquel. Si se elige una API que fluye mal, El fabricante se ve inmediatamente obligado a adoptar el proceso de granulación de múltiples pasos, más costoso y complejo, para diseñar las propiedades de flujo requeridas.. De este modo, La calidad y las características de flujo de la mezcla inicial predeterminan el equipo necesario y la complejidad general del proceso..

La selección entre Las tres principales rutas de fabricación de tabletas. Se basa principalmente en la sensibilidad del API a la humedad y al calor., y sus características de flujo nativo.
La compresión directa se reconoce como la más corta., menos complejo, y el enfoque más rentable para la producción de tabletas. Implica mezclar el API y los excipientes y luego alimentar la mezcla en polvo directamente al prensa de tabletas. Este método minimiza el número de operaciones unitarias., reduciendo el tiempo y los costos de fabricación. Sin embargo, solo es viable para formulaciones donde el API exhibe una excelente fluidez inherente y alta compresibilidad., junto con la estabilidad en las condiciones ambientales de la prensa.
Cuando los polvos presentan un flujo deficiente o una densidad aparente baja, Se requiere granulación para convertir polvos finos en polvos más grandes., Gránulos más uniformes con mejores características de flujo y compresión.. La granulación húmeda es la técnica más extendida. Implica el agrandamiento de partículas utilizando un aglutinante líquido o disolvente para facilitar la adhesión., formando una masa húmeda, que luego se seca y se tamiza. Este método mejora significativamente la fluidez y garantiza la uniformidad del contenido, pero requiere múltiples procesos unitarios complejos. (masa húmeda, el secado, y cribado) que consumen mucho tiempo, caro, y requieren equipos especializados, como mezcladores de alto cizallamiento y sistemas de lecho fluidizado..
La granulación seca se emplea cuando el API es sensible. (lábil) a la humedad o temperaturas elevadas, hacer inadecuada la granulación húmeda. En este proceso sin disolventes, La aglomeración se logra únicamente mediante compresión mecánica., Normalmente se utiliza un compactador de rodillos para crear compactos densos. (babosas o cintas), que posteriormente se muelen hasta obtener gránulos antes de la etapa de compresión final. Comparado con la granulación húmeda, la granulación seca ofrece un tiempo más corto, Proceso más rentable ya que elimina la necesidad de un paso de secado..
Mesa 1: Comparación científica de las principales rutas de fabricación de tabletas
| Ruta de fabricación | Mecanismo básico | Características ideales de la API | Requisito clave de equipo | Ventaja principal |
| Compresión directa (corriente continua) | Mezclado y compactación sencillos | Excelente flujo, no higroscópico, alta compactibilidad | Licuadora de alta velocidad, Máquina rotatoria de compresión de tabletas | Proceso más corto, costo más bajo |
| Granulación húmeda (GT) | Aglomeración mediante aglutinante líquido., el secado | flujo pobre, baja densidad aparente, estable a la humedad | Mezclador de alto cizallamiento, Secador/granulador de lecho fluido | Flujo mejorado, uniformidad de contenido superior |
| Granulación seca (Director General) | Aglomeración mediante presión mecánica. | Sensible a la humedad/calor, flujo pobre | Compactador de rodillos, Molino de martillos, Máquina rotatoria de compresión de tabletas | Elimina el paso de secado., funcionamiento sin disolventes |

La etapa de compresión, donde el polvo o los gránulos se transforman en la forma farmacéutica sólida final, Es posiblemente el paso más crítico en la fabricación de tabletas.. Este proceso está dominado por la alta velocidad., maquinaria multiestación, principalmente el máquina rotatoria de compresión de tabletas.
La máquina de compresión de tabletas rotativa funciona girando continuamente un componente conocido como torreta.. La torreta es una plataforma giratoria que alberga múltiples juegos de troqueles y punzones superiores e inferiores., dispuestos radialmente alrededor del eje central. Esta estructura es esencial para sincronizar las cuatro operaciones críticas: llenar, compresión, y expulsión, a velocidades rápidas. La alineación precisa de la torreta está directamente relacionada con la consistencia de la fuerza de compresión aplicada a las tabletas., lo cual es vital para mantener la uniformidad y la calidad..
Las cuatro etapas operativas dentro de la máquina de fabricación de tabletas son:
Las propiedades físicas de la tableta final, incluida su dureza., densidad, resistencia a la tracción, y el tiempo de desintegración: son muy sensibles a los parámetros controlados de la máquina de compresión.. Los parámetros controlables clave incluyen:
Un desafío de ingeniería crucial en la modernidad., La producción de tabletas a alta velocidad implica equilibrar la velocidad y la integridad estructural.. Una velocidad de torreta más rápida aumenta naturalmente la producción, pero simultáneamente reduce el tiempo de permanencia disponible. Un tiempo de permanencia más corto puede dificultar una unión suficiente entre partículas y aumentar el riesgo de atrapamiento de aire., provocando fallos estructurales. Para superar esta limitación fundamental, Las máquinas de compresión de tabletas rotativas avanzadas a menudo utilizan un enfoque de compresión de dos etapas.: Primero se realiza una etapa de precompresión de baja fuerza para eliminar el aire atrapado y mejorar la consolidación de las partículas., seguido de la compresión principal de alta fuerza. Esta solución mecánica permite un alto rendimiento manteniendo al mismo tiempo el moldeado de alta dureza necesario para la durabilidad del producto..
Mesa 2: Influencia de los parámetros de compresión de la tableta rotatoria en la calidad del producto final
| Parámetro | Definición técnica & Control | Impacto en la calidad de la tableta | Relación de solución de problemas |
| Fuerza de compresión | Presión ejercida por los golpes. (Kn) | Dureza, Densidad, Tiempo de desintegración | Una fuerza excesiva puede causar taponamiento (delaminación); Una fuerza insuficiente produce tabletas blandas |
| Volumen de llenado del troquel | Profundidad del polvo en el orificio de la matriz. | Determina el peso de la tableta (Dosificación) y uniformidad del contenido | Controlado directamente por la posición de dosificación.; Fuente clave de variación de peso |
| Tiempo de permanencia | Duración bajo presión | Enlace entre partículas, Compactabilidad, Recuperación elástica | poco tiempo (alta velocidad) aumenta el riesgo de tapado/laminación debido al aire atrapado |
| Velocidad de la torreta | Tasa de rotación del Máquina rotatoria de compresión de tabletas | Producción; inversamente correlacionado con la calidad a altas velocidades | Debe equilibrarse con el flujo de polvo.; la alta velocidad compromete la eficiencia del llenado |

Control de calidad (control de calidad) Actúa como red de seguridad esencial en la fabricación de tabletas., Asegurar que la forma farmacéutica final cumpla rigurosamente con los requisitos de seguridad., eficacia, y estándares de especificación.
Los protocolos GMP exigen controles durante el proceso para garantizar una calidad constante durante todo el proceso de fabricación..
Uniformidad de contenido y variación de peso: La uniformidad del contenido es primordial, garantizando que cada tableta contenga la cantidad correcta de API. Esta consistencia se verifica inicialmente mediante pruebas de peso de tabletas individuales., especialmente para productos no recubiertos o recubiertos con película. La desviación de peso con frecuencia se debe a un llenado inconsistente del troquel resultante de malas características de flujo de polvo..
Pruebas de integridad mecánica: Estas pruebas garantizan que la tableta pueda soportar las tensiones de la manipulación posterior., embalaje, y distribución. Incluyen pruebas de Dureza. (resistencia al aplastamiento), Friabilidad (resistencia a la abrasión), tiempo de desintegración (qué tan rápido se descompone la tableta en fluidos biológicos), y pruebas de disolución (la velocidad a la que el fármaco se libera de la tableta).
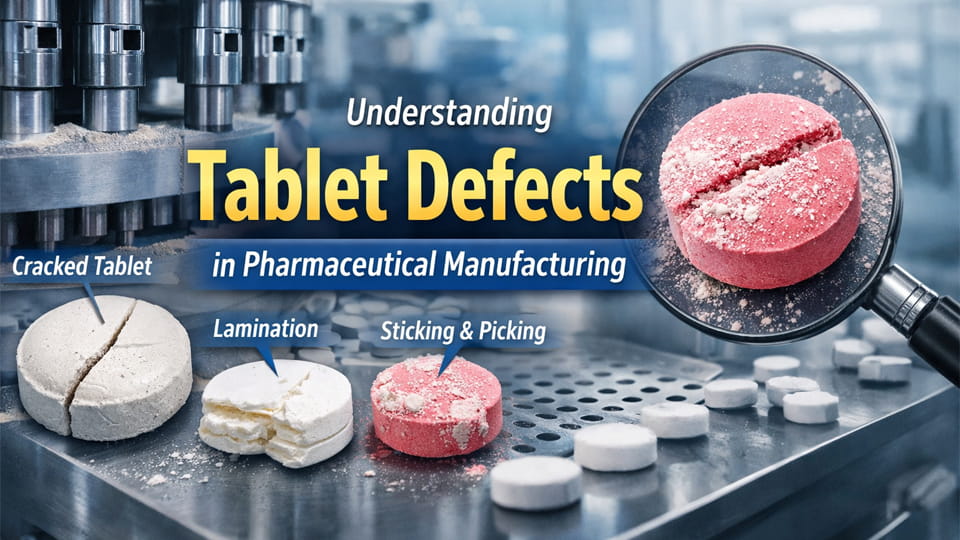
Los defectos de compresión indican una falla en la interfaz máquina-formulación, exigiendo pronta investigación y corrección.
Tapado y Laminación: El taponado es la separación del segmento superior o inferior de la tableta., mientras la laminación se divide en dos o más capas. Ambas son fallas estructurales causadas principalmente por un exceso de aire atrapado durante la compresión o una unión insuficiente.. Las acciones correctivas a menudo implican disminuir la velocidad de compresión., introducir un paso de precompresión para permitir el escape del aire, o asegurar que la penetración del punzón esté optimizada.
Pegar y recoger: Estos defectos ocurren cuando el material de formulación se adhiere a la cara del punzón o a la pared del troquel., comprometiendo la calidad visual y la precisión. Las soluciones incluyen aumentar la presión de compresión., utilizando un tiempo de permanencia prolongado mediante precompresión, y refinar el diseño de herramientas. Además, evitando la mezcla excesiva de lubricantes (como el estearato de magnesio) es crucial, ya que la lubricación excesiva puede anular su beneficio y empeorar la adherencia..
El recubrimiento es un paso de acabado especializado que se realiza utilizando un equipo dedicado. máquina de recubrimiento. Proporciona importantes beneficios funcionales más allá de la simple estética.. Los recubrimientos pueden enmascarar sabores desagradables, proteger el API de factores ambientales (humedad, luz), y críticamente, controlar el perfil de liberación del fármaco. Tres tipos funcionales principales incluir Recubrimiento cinematográfico (protección estándar), Recubrimiento entérico (protege el fármaco del ácido del estómago para su liberación en el intestino), y Recubrimiento de liberación sostenida (Diseñado para controlar las propiedades farmacocinéticas a lo largo del tiempo.). El proceso requiere un control preciso sobre la mezcla de la solución., fumigación, el secado, e inspección.

El embalaje sirve como primera línea de defensa., Asegurar la estabilidad química y la eficacia de la tableta hasta que llegue al paciente.. Embalaje en tiras y embalaje son métodos comunes. Máquinas de embalaje en tiras se especializan en sellar tabletas individuales entre dos capas de lámina protectora, típicamente aluminio o película compuesta. La máquina utiliza calor y presión regulados con precisión para crear un sellado hermético., sello a prueba de manipulaciones para cada tableta, Protege significativamente la integridad del producto y extiende la vida útil al evitar la entrada de humedad y la contaminación.. El cumplimiento normativo en el embalaje es estricto, con requisitos relativos al rendimiento del sistema de cierre de contenedores y normas de etiquetado (P.EJ., 21 CFR 201.10), que exigen una identificación clara del nombre de propiedad, fortaleza, fecha de expiración, y número de lote.
La industria farmacéutica está realizando una transición activa hacia metodologías avanzadas que prometen una mayor eficiencia y un mejor control de calidad., alterando fundamentalmente el futuro de la producción de tabletas.
La fabricación continua representa una desviación fundamental del procesamiento por lotes tradicional.. En un sistema CM, Las operaciones unitarias están integradas de manera que la materia prima ingresa continuamente al sistema y el producto terminado sale continuamente.. Esta integración exige máquinas avanzadas de fabricación de tabletas capaces de mantener, operación perfecta. El principal beneficio de CM es una supervisión de calidad incomparable. Los mecanismos de seguimiento y control en tiempo real permiten identificar y corregir proactivamente las desviaciones., Garantizar una calidad constante del producto y minimizar drásticamente la variabilidad entre lotes..
Lo fundamental para CM es la utilización de tecnología analítica de procesos. (PALMADITA), que implica la integración de herramientas analíticas y sensores directamente en el proceso de fabricación para monitoreo y control en tiempo real.. Este cambio hace que el control de calidad deje de depender de pruebas del producto final que consumen mucho tiempo. (muestreo) a continuo, control en proceso.
Automatización e Inteligencia Artificial (AI) son facilitadores esenciales de este entorno sofisticado. Los algoritmos de IA se utilizan cada vez más para el mantenimiento predictivo, Permitir la identificación de posibles puntos de falla del equipo, como el desgaste de la torreta en una máquina de compresión de tabletas giratoria, antes de que causen un tiempo de inactividad inesperado o una desviación operativa.. En un contexto GMP, La prevención de fallos mecánicos inesperados no es sólo una medida de ahorro.; es un mecanismo de calidad crítico. La deriva mecánica o una falla repentina pueden resultar en una fuerza de compresión inconsistente o variaciones de peso., potencialmente conducir a la producción de lotes no conformes que deben ser investigados y posiblemente rechazados. Utilizando IA para predecir y prevenir problemas en los equipos, El fabricante garantiza la estabilidad del proceso., minimiza el riesgo de producción, y mantiene el cumplimiento normativo. La IA también contribuye a optimizar los modelos de fármacos y refinar los parámetros del proceso en tiempo real..
La complejidad de la fabricación moderna de tabletas requiere un enfoque unificado donde la ciencia de la formulación precisa converja con la ingeniería de alta precisión.. El éxito en la producción de tabletas requiere una gestión cuidadosa de las limitaciones materiales inherentes (como fluidez y sensibilidad) seleccionando la ruta de fabricación adecuada y, crucialmente, Implementación de máquinas de fabricación de tabletas robustas y sofisticadas.. La moderna máquina de compresión de tabletas rotativa, Integrado con sistemas de control avanzados y capaz de compresión en dos etapas., es la tecnología definitoria que garantiza parámetros de calidad críticos, incluido el peso de la tableta., dureza, y uniformidad del contenido: se mantienen con un alto rendimiento.
A medida que la industria avanza hacia la fabricación continua y aprovecha la optimización de procesos impulsada por la IA, la necesidad de validar, alta calidad maquinaria farmaceutica capaz de adquirir datos en tiempo real y cumplir estrictamente con las GMP solo intensificará. Lograr la excelencia farmacéutica garantizada depende de una inversión estratégica en maquinaria diseñada para un control estricto, validación, y automatización avanzada.
Los excipientes son ingredientes inactivos agregados intencionalmente a la formulación de la tableta.. Son esenciales para proporcionar estructura., asegurando la estabilidad, ayudando en la disolución, y, críticamente, mejorar las propiedades de flujo y la compresibilidad de la mezcla de polvo, que es vital para la fabricación de alta velocidad.
Los deslizantes son un tipo específico de excipiente que se agrega para mejorar el flujo de la mezcla en polvo.. Funcionan reduciendo la fricción entre partículas individuales., Asegurar que el polvo se mueva suave y consistentemente hacia los troqueles de la máquina de compresión de tabletas rotatoria., maximizando así la eficiencia y uniformidad de la producción.
Las tres rutas principales utilizadas en la fabricación de tabletas farmacéuticas son: Compresión directa (corriente continua), Granulación húmeda (GT), y granulación seca (Director General). La elección está dictada por el ingrediente farmacéutico activo. (API) fluidez, estabilidad, y sensibilidad a la humedad y al calor.
Generalmente se prefiere la compresión directa porque es la más corta., menos complejo, y el método más rentable. Reduce el número de operaciones unitarias. (eliminando la masa húmeda, el secado, etc.), minimizando el tiempo y costo de fabricación. Sin embargo, Requiere que el API y los excipientes tengan una fluidez y compresibilidad inherentemente excelentes..
La máquina de compresión de tabletas rotatoria es la pieza central del equipo que transforma el polvo o los gránulos en la forma de dosificación sólida final.. Funciona girando continuamente una torreta que alberga múltiples conjuntos de troqueles y punzones., realizar la alimentación sincrónicamente, relleno, compresión, y etapas de expulsión a alta velocidad para garantizar un alto rendimiento.
El peso final de la tableta (y por lo tanto la dosis precisa) Está controlado directamente por el volumen de llenado del troquel.. Este volumen lo establece la posición de dosificación del punzón inferior dentro del orificio de la matriz.. El control constante sobre el llenado de troqueles es crucial para lograr los estándares de uniformidad del contenido..
La fuerza de compresión es la presión mecánica ejercida por los punzones superior e inferior sobre el lecho de polvo dentro de la matriz.. Es un parámetro crítico que determina las propiedades mecánicas finales de la tableta., incluyendo su dureza, densidad, y resistencia a la tracción, lo que garantiza que la tableta pueda sobrevivir a la manipulación y embalaje posteriores..
Limitación (separación del segmento superior o inferior) y laminación (dividiéndose en múltiples capas) Son fallas estructurales causadas principalmente por un exceso de aire atrapado dentro del polvo o una unión insuficiente entre las partículas durante la fase de compresión., a menudo exacerbado por las altas velocidades de prensa y los cortos tiempos de permanencia.
Pegar y recoger (Material adherido a las caras del punzón.) puede mitigarse mediante varios ajustes del proceso: fuerza de compresión creciente, Utilizar un paso de precompresión para aumentar el tiempo de permanencia., refinando el diseño de herramientas (P.EJ., Radios de rotura más grandes en las caras del punzón.), y garantizar que el lubricante se mezcle adecuadamente con la formulación..
Buenas prácticas de fabricación (GMP) Representan el marco esencial de garantía de calidad exigido por organismos reguladores como la FDA y la OMS.. Su objetivo principal es garantizar que los medicamentos se fabriquen de forma coherente., procesado, y embalados de acuerdo con los estándares de calidad apropiados para el uso previsto., que cubren los requisitos mínimos para las instalaciones, equipo, y controles.