في التصنيع الصيدلاني, وقت التحول يشير إلى فترة التوقف عندما يتوقف خط الإنتاج للتبديل من منتج واحد (أو دفعة) إلى آخر. على سبيل المثال, قد يتطلب تغيير خط الكمبيوتر اللوحي من المنتج أ إلى المنتج ب التنظيف, تغييرات القالب/الأداة, والمعايرة قبل استئناف الإنتاج. حسب التعريف, وقت التحول هو "إجمالي الوقت المنقضي بين إنتاج آخر منتج جيد في الجولة السابقة وأول منتج جيد في الجولة التالية.". كل دقيقة تقضيها في التغيير هي وقت إنتاج ضائع (وبالتالي خسارة الربح). في الحقيقة, قد تقوم خطوط التعبئة والتغليف بإجراء 5-15 عملية تغيير في كل نوبة عمل, لذا فإن توفير بضع دقائق في كل مرة يمكن أن يوفر آلاف دقائق الإنتاج سنويًا.
تتضمن التحولات عادةً أربع مراحل: اغلق, تنظيف, يثبت, و بدء. الاغلاق يوقف الخط, التنظيف يزيل البقايا (لمنع التلوث), يقوم الإعداد بتثبيت التنسيق الجديد (أدوات, أدلة, وصفات), ويقوم بدء التشغيل بضبط الخط حتى يتم استيفاء مواصفات الجودة. في فارما, التنظيف الصارم والتحقق من الصحة يجعل التغييرات طويلة بشكل خاص. في المتوسط, تقريبا 20-30% يمكن قضاء الوقت في منشأة الأدوية في أنشطة التغيير. بعبارة أخرى, ما يقرب من ثلث اليوم يمكن أن يختفي للتنظيف والإعداد, وخاصة في المصانع متعددة المنتجات حيث "قد يتم قضاء اليوم بأكمله في عملية تنظيف رئيسية لخط الإنتاج".

لماذا يهم: التحولات الطويلة تؤذي كفاءة الإنتاج والتكاليف. كل دقيقة إضافية من التوقف تقلل من فعالية المعدات بشكل عام (OEE) والإنتاجية. على سبيل المثال, وجدت دراسة أن أحد المصانع يقوم 10 التحولات يوم يهدر حول 8,000 دقيقة سنويًا إذا كان كل تغيير يستغرق من 3 إلى 5 دقائق إضافية فقط. هذه مئات الساعات (وآلاف الدولارات) فقدت كل عام. عن طريق قطع وقت التحول, يكتسب النبات المزيد القيمة المضافة وقت التشغيل. كما يسمح أيضًا بأحجام دفعات أصغر وجدولة أكثر مرونة - وهي فوائد بالغة الأهمية عندما يتغير الطلب على الأدوية بسرعة. باختصار, إن تقليل وقت التغيير يعني المزيد من الإنتاج لكل نوبة عمل, عمالة خاملة أقل, واستجابة أفضل لاحتياجات السوق.
إنتاج الأدوية يواجه عقبات خاصة. على عكس العديد من الصناعات الاستهلاكية, تتطلب الأدوية أعلى معايير الجودة والنقاء. قبل تبديل المنتجات, التنظيف الشامل والتحقق من الصحة إلزامية لتجنب التلوث المتبادل. يمكن أن يشمل ذلك خطوات متعددة تنظيف في المكان (CIP) دورات تستغرق من 30 إلى 60 دقيقة (أو أكثر للمنتجات شديدة اللزوجة أو القوية). بعد التنظيف, غالبًا ما تتطلب أنظمة الجودة أدلة على أن المعدات معقمة وخالية من الدواء السابق. كل هذه النفقات التنظيمية العامة تؤدي بطبيعة الحال إلى تمديد فترة التوقف عن العمل.
علاوة على ذلك, غالبًا ما تعمل خطوط الأدوية على مجموعة واسعة من المنتجات - جزيئات مختلفة, تركيبات, و صيغ التعبئة والتغليف. التبديل بين الأجهزة اللوحية ذات الأحجام المختلفة, أو من أقراص إلى كبسولات, يمكن أن يعني تبادل الموتى جسديًا, قوالب أو مغذيات على الآلات. يضيف كل تعديل دقائق. كما يلاحظ أحد المصادر, "على العموم, من المرجح أن يكون للمنشآت التي تنتج مجموعة واسعة من المنتجات أوقات تبديل أطول... حيث أن التبديل بين المنتجات يتضمن ضبط الإعدادات واستبدال الأدوات.. في السلع الاستهلاكية سريعة الحركة, يجوز للخطوط تشغيل منتج واحد فقط في اليوم. في فارما, قد يقوم الخط بتبديل المنتجات عدة مرات في الأسبوع, أو حتى لكل وردية, تأثير التحول المكبر.
أخيراً, مهارة المشغل ومسألة التنسيق. قد تؤدي الأساليب غير المتسقة عبر الورديات إلى جعل عمليات تبادل المنتجات المتطابقة تستغرق أوقاتًا مختلفة تمامًا. بدون إجراءات قياسية وأطقم مدربة جيدًا, قد يقوم فريق واحد بإجراء تغيير 15 دقائق بينما يأخذ آخر 30, إدخال المزيد من عدم الكفاءة.

إحدى الطرق المثبتة للتعامل مع وقت التغيير هي حداد (تبادل الموتى في دقيقة واحدة) منهجية التصنيع العجاف. هدف SMED هو تقليل أوقات التحول إلى أرقام فردية (دقائق) عن طريق نقل أكبر عدد ممكن من المهام الخارج من التوقف. في الممارسة العملية, وهذا يعني إعداد وتنظيم العمل مسبقًا, خطوات التوحيد, وتبسيط المبادلة الفعلية. على سبيل المثال, تتضمن مبادئ SMED:
من خلال التطبيق الصارم لتكتيكات Lean/SMED هذه, قامت العديد من المرافق بتقليل عمليات التحول من ساعات إلى دقائق. على سبيل المثال, إعادة تصميم خط تعبئة الأدوية لشركة JinLu (باستخدام أجزاء سريعة الإصدار وفرق متزامنة) حققت وقت تغيير "قريبًا من الصفر" على أجهزتها. تشير تقارير Shoplogix إلى أن أفضل شركات التعبئة والتغليف في فئتها يبلغ متوسطها حوالي 17 دقيقة لكل عملية تغيير مقابل 50 دقائق للمتخلفين – وهي فجوة يمكن أن تساعد الأساليب اللينة في سدها.

بناء على خبرة الصناعة, هنا نصائح ملموسة التي يمكن لمهندسي المشتريات ومشغلي الخطوط تنفيذها:
بشكل جماعي, تعمل هذه التكتيكات على تحويل التحولات من التباطؤ المخيف إلى التباطؤ السريع, أحداث شبه روتينية. على سبيل المثال, قامت إحدى الشركات المصنعة شبه الصلبة بتخفيض وقت التغيير من 56 دقائق وصولا الى 10 دقائق (ان 82% تخفيض) عن طريق التحول من الحاويات الفولاذية الثقيلة (الذي يتطلب التنظيف) إلى أكياس السوائل ذات الاستخدام الواحد والتي تقضي على التنظيف تمامًا. في حين أن هذه حالة متطرفة, فهو يسلط الضوء على الفكرة: إذا كان التنظيف هو أكبر عقبة أمامك, إيجاد طرق للقضاء عليه أو تبسيطه. حتى في المعدات التقليدية, كل دقيقة توفرها – سواء من خلال الإصدارات السريعة, العمل الموازي, أو الإعدادية - يتم إضافة وقت الإنتاج.

حديث ماكينات تعبئة الأدوية دمج الميزات بشكل متزايد لتقليل وقت التغيير. على سبيل المثال:
في كل حالة, عندما تقوم بالتقييم آلات التعبئة والتغليف (فليكن نفطة, كبسولة, معدات التعبئة والتغليف أو التعبئة والتغليف في الكرتون), اسأل عن ميزات التحول. غالبًا ما تدرج أوراق مواصفات الجهاز "وقت تغيير التنسيق" أو "تصميم الإصدار السريع" إذا كان متوفرًا بها. سيقول البائعون عادةً أن إحدى "المزايا الرئيسية" لتصميمهم هي تقليل وقت التوقف عن العمل بين الدفعات. دمج هذه الميزات على مستوى الآلة مع ممارسات العملية الجيدة (كما هو مذكور أعلاه) يؤدي إلى أكبر تخفيض إجمالي.

إن تقليل وقت التغيير هو أكثر من مجرد تقليل وقت التوقف عن العمل - فهو يمتد عبر العملية بأكملها. التحولات أقصر مباشرة زيادة الإنتاجية: يتم إنفاق المزيد من التشغيل المجدول في صنع المنتج. إنه أيضًا يحسن الجودة والاتساق: موثقة جيدا, تساعد التغييرات المتكررة في الحفاظ على النظافة والمعايرة, تقليل فرصة حدوث عيوب بسبب التنظيف السريع أو نسيان الخطوات. دفعات أصغر, ممكن من خلال التحولات السريعة, يعني مخزونًا زائدًا أقل ومنتجًا طازجًا, والتي تعتبر مهمة في مجال الأدوية لأسباب تتعلق بانتهاء الصلاحية والتتبع.
في الحقيقة, يمكن للنهج المبني على البيانات للتحول أن يكشف عن المكاسب الخفية. بواسطة توقيت كل مرحلة (اغلق, تنظيف, يثبت, بدء) والمقارنة مع الأهداف, يمكن للفرق أن ترى بالضبط أين يضيع الوقت. لقد وجدت العديد من المرافق أن مجرد تحديد الهدف (على سبيل المثال, تغيير إجمالي لمدة 30 دقيقة) وتتبع الأوقات الحقيقية يحفز التحسينات الهزيلة. كما يقول المثل, "إذا لم تتمكن من قياسه, لا يمكنك تحسينه."
أخيراً, التحولات السريعة تجعل النبات أكثر مستجيبة للعملاء. إذا ارتفع الطلب على دواء معين أو أ يتذكر يفرض تبديل الخط السريع, يمكن للنبات ذو التحولات المبسطة أن يتكيف في ساعات بدلاً من أيام. يمكن أن تكون هذه المرونة ميزة تنافسية, السماح بأحجام أصغر بكثير, منتجات مخصصة, واستخدام أفضل للمعدات باهظة الثمن. على المدى الطويل, يتم سداد الجهد الاستثماري لتقليل وقت التغيير من خلال ارتفاع OEE, انخفاض التكاليف لكل وحدة, وعملاء أكثر سعادة.
في ملخص, وقت التحول يعد وقت التوقف عن العمل في صناعة الأدوية بمثابة فترة توقف حرجة يجب على كل عملية تعبئة أن تديرها. من خلال فهم الخطوات المتضمنة والعوامل التي تجعل التحولات الدوائية طويلة (تنظيف صارم, تغييرات التنسيق المتكررة, الشيكات التنظيمية), يمكن للمصنعين استهداف التحسينات. اعتماد استراتيجيات Lean/SMED – إعداد الأجزاء مسبقًا, توحيد الإجراءات, باستخدام التصميمات سريعة الإصدار والوحدات, مشغلي التدريب, والاستفادة من الأتمتة - يمكن أن تؤدي إلى تقليص فترات التغيير بشكل كبير. ماكينات تعبئة الفقاعات الحديثة, غالبًا ما تأتي حشوات الكبسولات وخطوط العد مزودة بميزات التغيير السريع المضمنة; يعد اختيار المعدات المناسبة واستخدامها بذكاء جزءًا من الحل.
سواء كنت مدير الإنتاج, مهندس التعبئة والتغليف, أو أخصائي مشتريات في شركة أدوية, التركيز على وقت التغيير يمكن أن يحقق أرباحًا كبيرة. قطع بضع دقائق فقط يضيف إيقاف كل مبادلة تنسيق ساعات من وقت التشغيل الإضافي كل أسبوع. وكما أظهر المطلعون على الصناعة, في أفضل السيناريوهات، يمكن تقليل عمليات التبديل التي كانت تستغرق ساعات إلى مجرد دقائق. من خلال تطبيق النصائح المذكورة أعلاه, يمكن أن تقترب عملياتك من هذا الهدف، مما يحافظ على سير الخطوط بسلاسة, تتدفق المنتجات, وخفض التكاليف.
يشير وقت التغيير إلى الفترة بين إنتاج المنتج الجيد الأخير من دفعة واحدة والمنتج الجيد الأول من الدفعة التالية. ويشمل التنظيف, تعديل المعدات, استبدال المواد, وخطوات التحقق.
يؤثر وقت التغيير بشكل مباشر على توفر المعدات, كفاءة الإنتاج, والتكلفة. التحولات الأطول تعني المزيد من وقت التوقف عن العمل وانخفاض الإنتاج, بينما تعمل الأقصر على تحسين المرونة والاستجابة لطلب السوق.
تشمل الأسباب الشائعة:
• إجراءات التنظيف والتحقق اليدوي
• عدم وجود عمليات موحدة
• تعقيد المعدات
• ضعف تدريب المشغلين
• التعامل مع المواد بشكل غير فعال
تعمل هذه العوامل على زيادة وقت التوقف عن العمل وتقليل فعالية المعدات بشكل عام (OEE).
حداد (تبادل الموتى في دقيقة واحدة) هي منهجية تصنيع بسيطة مصممة لتقليل وقت التحول إلى دقائق مكونة من رقم واحد عن طريق تحسين عمليات الإعداد وتقليل وقت توقف الماكينة.
يعمل SMED بواسطة:
• فصل المهام الداخلية والخارجية
• إجراء التحضير أثناء تشغيل الأجهزة
• توحيد الإجراءات
• القضاء على الخطوات غير الضرورية
يمكن لهذا النهج تقليل وقت التوقف عن العمل بشكل كبير وتحسين الكفاءة.
• الأنشطة الداخلية: المهام التي تتطلب توقف الجهاز (على سبيل المثال, استبدال الأداة)
• الأنشطة الخارجية: المهام التي يمكن القيام بها أثناء تشغيل الجهاز (على سبيل المثال, تحضير المواد)
يعد تقليل المهام الداخلية أمرًا أساسيًا لإجراء تغييرات أسرع.
وتشمل الفوائد الرئيسية:
• زيادة القدرة الإنتاجية
• انخفاض التكاليف التشغيلية
• أحجام دفعة أصغر
• انخفاض المخزون
• تحسين جودة المنتج
• مرونة أكبر في الإنتاج
يعد وقت التغيير أمرًا بالغ الأهمية في المعدات مثل:
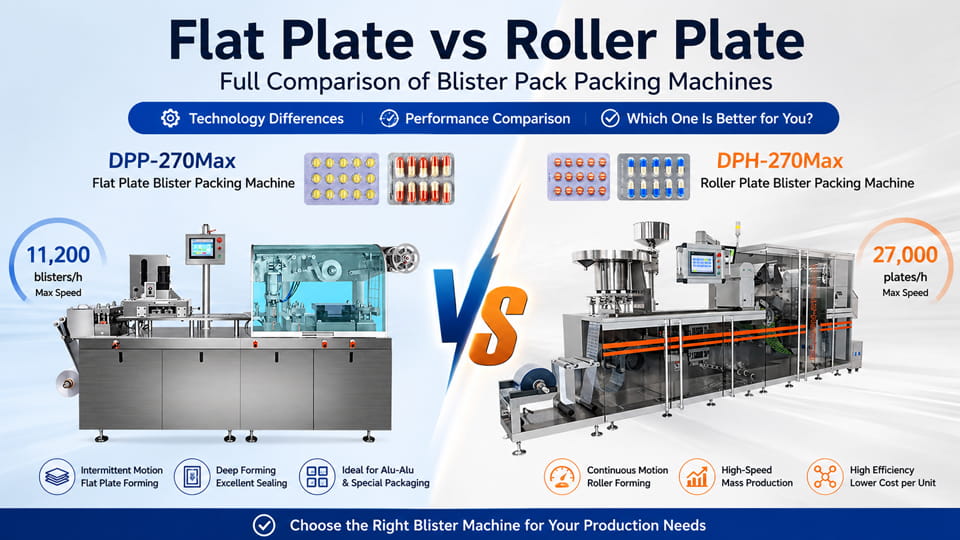
• ماكينات تعبئة الفقاعة
• ماكينات تعبئة الكبسولات
• العد & خطوط تعبئة الزجاجات
تتطلب هذه الأجهزة تغييرات متكررة في التنسيق والتنظيف, جعل التحسين ضروريا.
تعمل الأتمتة على تحسين كفاءة التحويل من خلال:
• توحيد الإجراءات
• الحد من الخطأ البشري
• تمكين تعديلات أسرع
• توفير الرصد في الوقت الحقيقي وتحليل البيانات
يمكن للأدوات الرقمية وأنظمة MES تحسين الأداء والاتساق.
مراجع:
1.مساهمة أدوات التصنيع الخالية من الهدر في تقليل زمن التحول في صناعة الأدوية. مشروع SMED – ساينس دايركت.
2.تقليل وقت التغيير من خلال دمج الممارسات الخالية من الدهون: دراسة حالة من قطاع الأدوية – بوابة الأبحاث.
3.تقليل الوقت وزيادة الإنتاجية تنفيذ SMED: حالة مؤسسة صيدلانية – ieccmexicoreview.com.
4.تحسين عمليات الإعداد من خلال تطبيق تقنيات SMED. زامبون إس بي إيه. قضية – thesis.unipd.it.