Tworzenie stałych postaci dawkowania jest kamieniem węgielnym przemysłu farmaceutycznego, z tabletami reprezentującymi dominujący format, kontrolować 50% światowego rynku produkcji farmaceutycznej. Preferencje dotyczące tabletów są podyktowane kilkoma krytycznymi czynnikami: wrodzona stabilność chemiczna, możliwość bardzo dokładnego dozowania, łatwość użycia do spożycia doustnego, i wydajność w operacjach pakowania na dużą skalę.
Jednakże, proces produkcji tabletu nie jest prosty; jest to skomplikowana procedura wymagająca skrupulatnej kontroli i inżynierii o wysokiej precyzji. Przekształcenie surowców w gotowy produkt leczniczy wymaga zachowania niezmiennie wysokich standardów, ulepszone możliwości kontroli jakości, i precyzyjnie określone metodyki na każdym kroku. Ten kompletny przewodnik analizuje zasady naukowe i zaawansowane maszyny, takie jak kluczowe obrotowa maszyna do kompresji tabletek, wymagane do osiągnięcia doskonałości farmaceutycznej w produkcja tabletów.

Osiągnięcie rentowności komercyjnej w produkcji farmaceutycznej zasadniczo zależy od rygorystycznej zgodności z przepisami. Dobre Praktyki Produkcyjne (GMP, często określane jako cGMP lub Current GMP) stanowią zasadniczy aspekt zapewniania jakości, mający na celu zapewnienie, że produkty lecznicze są konsekwentnie produkowane i kontrolowane w celu spełnienia norm jakości odpowiednich do ich zamierzonego zastosowania.
Międzynarodowe standardy, takie jak te ogłoszone przez Światową Organizację Zdrowia (KTO) i wytyczne takie jak Aktualna dobra praktyka produkcyjna amerykańskiej FDA (CGMP) regulamin (szczegółowo szczegółowo w 21 Część CFR 210 I 211), określić minimalne wymagania dla obiektów, metody, i kontrole stosowane w przetwarzaniu, produkcja, i pakowania produktów leczniczych. Ramy te narzucają, że każdy element procesu – od wyboru surowców po funkcjonalność maszyna do produkcji tabletów– muszą być jasno określone, potwierdzone, i udokumentowane. Dlatego, ścisłe przestrzeganie GMP to nie tylko wymóg prawny, ale także podstawowa podstawa techniczna, która ustanawia autorytet i wiarygodność każdego producenta farmaceutycznego.
Droga do produkcji tabletów nie zaczyna się w fabryce, ale w laboratorium podczas opracowywania receptury. Ten początkowy etap wymaga strategicznego połączenia wiedzy farmaceutycznej i planowania analitycznego.
Opracowanie receptury obejmuje identyfikację i optymalizację dwóch głównych składników: aktywny składnik farmaceutyczny (API) i substancje pomocnicze. Wybór API wymaga krytycznego rozważenia rozpuszczalności i wielkości cząstek, co bezpośrednio wpływa na biodostępność. Substancje substancji desyste, gdy jest nieaktywny, są niezbędnymi składnikami dodanymi, aby pomóc w strukturze, stabilność, i produktywność. Mogą służyć różnym celom, takie jak związanie tabletki razem, wzmagające rozpuszczanie, lub – co ma kluczowe znaczenie w przypadku szybkiej produkcji – poprawa przepływu proszku. Szybujący taniec, na przykład, są specjalnie dodawane w celu zmniejszenia tarcia między cząsteczkami, pomagając w ten sposób proszkowi w płynnym przemieszczaniu się przez szybkie maszyny i poprawiając ogólną wydajność produkcji.
Wewnętrzne właściwości fizykochemiczne API i jego substancji pomocniczych – w tym gęstość, higroskopijność, i sypkość – nakładają poważne ograniczenia na pozostałą część procesu wytwarzania tabletek. Wybór całej linii produkcyjnej (NP., czy zastosować złożoną granulację, czy prostą bezpośrednią kompresję) jest podyktowane tymi wstępnymi decyzjami dotyczącymi formułowania. Na przykład, osiągnięcie niezbędnej konsystencji jednostek dawkowania (Jednolitość jednostek dawkowania, według USP ) wymaga konsekwentnego napełniania matrycy. Jeśli zostanie wybrany słabo płynący interfejs API, producent jest natychmiast zmuszony do przyjęcia droższego i złożonego wieloetapowego procesu granulacji w celu uzyskania wymaganych właściwości płynięcia. Zatem, jakość i charakterystyka przepływu początkowej mieszanki określają niezbędny sprzęt i ogólną złożoność procesu.

Wybór wśród trzy główne ścieżki produkcji tabletów opiera się przede wszystkim na wrażliwości API na wilgoć i ciepło, i jego natywną charakterystykę przepływu.
Kompresja bezpośrednia jest uznawana za najkrótszą, najmniej skomplikowany, i najbardziej opłacalne podejście do produkcji tabletów. Polega na zmieszaniu API i substancji pomocniczych, a następnie wprowadzeniu mieszaniny proszku bezpośrednio do tabletkarka. Metoda ta minimalizuje liczbę operacji jednostkowych, redukując czas i koszty produkcji. Jednakże, jest to wykonalne tylko w przypadku preparatów, w których API wykazuje doskonałą naturalną płynność i wysoką ściśliwość, wraz ze stabilnością w warunkach otoczenia prasy.
Gdy proszki wykazują słabą płynność lub niską gęstość nasypową, Aby przekształcić drobne proszki w większe, wymagana jest granulacja, bardziej jednolite granulki o lepszych właściwościach przepływu i kompresji. Najbardziej rozpowszechnioną techniką jest granulacja na mokro. Polega na powiększeniu cząstek za pomocą ciekłego spoiwa lub rozpuszczalnika w celu ułatwienia adhezji, tworząc mokrą masę, który następnie suszy się i przesiewa. Metoda ta znacznie poprawia płynność i zapewnia jednolitość treści, ale wymaga wielu złożonych procesów jednostkowych (masowanie na mokro, wysuszenie, i ekranizacja) które są czasochłonne, drogi, i wymagają specjalistycznego sprzętu, takiego jak mieszalniki szybkotnące i systemy ze złożem fluidalnym.
Granulację na sucho stosuje się, gdy API jest wrażliwe (nietrwały) na wilgoć lub podwyższoną temperaturę, co powoduje, że granulacja na mokro jest nieodpowiednia. W tym procesie bezrozpuszczalnikowym, aglomerację uzyskuje się wyłącznie poprzez mechaniczne ściskanie, zazwyczaj używa się zagęszczarki walcowej do tworzenia gęstych wyprasek (ślimaki lub wstążki), które następnie są mielone na granulki przed końcowym etapem prasowania. W porównaniu do granulacji na mokro, granulacja na sucho zapewnia krótszą, bardziej opłacalny proces, ponieważ eliminuje potrzebę etapu suszenia.
Tabela 1: Naukowe porównanie głównych ścieżek produkcji tabletów
| Trasa produkcyjna | Podstawowy mechanizm | Idealna charakterystyka API | Kluczowe wymagania sprzętowe | Podstawowa zaleta |
| Bezpośrednia kompresja (DC) | Proste mieszanie i zagęszczanie | Doskonały przepływ, niehigroskopijny, wysoka zagęszczalność | Blender wysokoobrotowy, Obrotowa maszyna do kompresji tabletek | Najkrótszy proces, najniższy koszt |
| Granulacja na mokro (WG) | Aglomeracja przy użyciu ciekłego środka wiążącego, wysuszenie | Słaby przepływ, niska gęstość nasypowa, odporny na wilgoć | Mieszalnik o wysokim ścinaniu, Suszarka/granulator ze złożem fluidalnym | Poprawiony przepływ, doskonała jednolitość treści |
| Granulacja na sucho (DG) | Aglomeracja poprzez ciśnienie mechaniczne | Wrażliwy na wilgoć/ciepło, słaby przepływ | Zagęszczarka walcowa, Młyn Młotkowy, Obrotowa maszyna do kompresji tabletek | Eliminuje etap suszenia, działanie bezrozpuszczalnikowe |

Etap kompresji, gdzie proszek lub granulki przekształca się w ostateczną stałą postać dawkowania, to prawdopodobnie najważniejszy etap w procesie tworzenia tabletu. W procesie tym dominuje duża prędkość, maszyny wielostanowiskowe, przede wszystkim obrotowa maszyna do kompresji tabletek.
Obrotowa maszyna do prasowania tabletek działa poprzez ciągłe obracanie elementu zwanego wieżą. Wieża jest obrotową platformą, na której znajduje się wiele zestawów matryc oraz górnych i dolnych stempli, rozmieszczone promieniowo wokół osi środkowej. Struktura ta jest niezbędna do synchronizacji czterech kluczowych operacji – napełniania, kompresja, i wyrzucanie - przy dużych prędkościach. Dokładne ustawienie wieżyczki jest bezpośrednio związane ze stałą siłą ściskającą przyłożoną do tabletek, co jest niezbędne do utrzymania jednolitości i jakości.
Cztery etapy operacyjne w maszynie do produkcji tabletek to::
Właściwości fizyczne końcowej tabletki – w tym jej twardość, gęstość, wytrzymałość na rozciąganie, i czas rozpadu – są bardzo wrażliwe na kontrolowane parametry maszyny kompresyjnej. Kluczowe kontrolowane parametry obejmują:
Kluczowe wyzwanie inżynieryjne we współczesnym świecie, szybka produkcja tabletów wymaga zrównoważenia szybkości i integralności strukturalnej. Większa prędkość wieży w naturalny sposób zwiększa wydajność produkcji, ale jednocześnie zmniejsza dostępny czas przebywania. Skrócony czas przebywania może utrudniać wystarczające wiązanie między cząsteczkami i zwiększać ryzyko uwięzienia powietrza, prowadząc do uszkodzeń strukturalnych. Aby pokonać to podstawowe ograniczenie, zaawansowane obrotowe maszyny do kompresji tabletek często wykorzystują dwustopniową metodę kompresji: Najpierw przeprowadza się etap wstępnego sprężania przy niskiej sile, aby usunąć uwięzione powietrze i poprawić konsolidację cząstek, po którym następuje główna kompresja z dużą siłą. To rozwiązanie mechaniczne pozwala na wysoką wydajność przy zachowaniu wysokiej twardości formowania wymaganej dla trwałości produktu.
Tabela 2: Wpływ parametrów tabletkowania rotacyjnego na jakość produktu końcowego
| Parametr | Definicja techniczna & Kontrola | Wpływ na jakość tabletu | Relacja rozwiązywania problemów |
| Siła kompresyjna | Nacisk wywierany przez stemple (KN) | Twardość, Gęstość, Czas rozpadu | Nadmierna siła może spowodować zatykanie (rozwarstwienie); Niewystarczająca siła daje miękkie tabletki |
| Objętość wypełnienia matrycy | Głębokość proszku w otworze matrycy | Określa wagę tabletu (Dawkowanie) i jednolitość treści | Sterowanie bezpośrednie poprzez pozycję dozowania; Kluczowe źródło wahań masy ciała |
| Czas przebywania | Czas trwania pod presją | Wiązanie międzycząsteczkowe, Kompaktowość, Regeneracja elastyczna | Krótki czas (duża prędkość) zwiększa ryzyko zasklepiania/laminowania z powodu uwięzienia powietrza |
| Prędkość wieży | Szybkość rotacji Obrotowa maszyna do kompresji tabletek | Produkcja; odwrotnie skorelowana z jakością przy dużych prędkościach | Musi być zrównoważony przepływem proszku; duża prędkość pogarsza wydajność napełniania |

Kontrola jakości (Kontrola jakości) działa jako podstawowe zabezpieczenie w produkcji tabletów, zapewnienie, że ostateczna postać dawkowania rygorystycznie spełnia wymogi bezpieczeństwa, skuteczność, i standardy specyfikacji.
Kontrole w trakcie procesu są wymagane przez protokoły GMP w celu zapewnienia stałej jakości w całym cyklu produkcyjnym.
Jednolitość treści i zmienność wagi: Jednolitość treści jest najważniejsza, gwarantując, że każda tabletka zawiera odpowiednią ilość API. Konsystencja ta jest początkowo weryfikowana poprzez indywidualne badanie masy tabletek, szczególnie w przypadku produktów niepowlekanych lub powlekanych. Odchylenia masy często wynikają z nierównomiernego napełniania matrycy wynikającego ze słabej charakterystyki przepływu proszku.
Testy integralności mechanicznej: Testy te zapewniają, że tablet wytrzyma obciążenia wynikające z późniejszej obsługi, opakowanie, i dystrybucja. Obejmują one badanie twardości (odporność na zgniatanie), Kruchość (odporność na ścieranie), Czas rozpadu (jak szybko tabletka rozpada się w płynach biologicznych), i badanie rozpuszczania (szybkość uwalniania leku z tabletki).
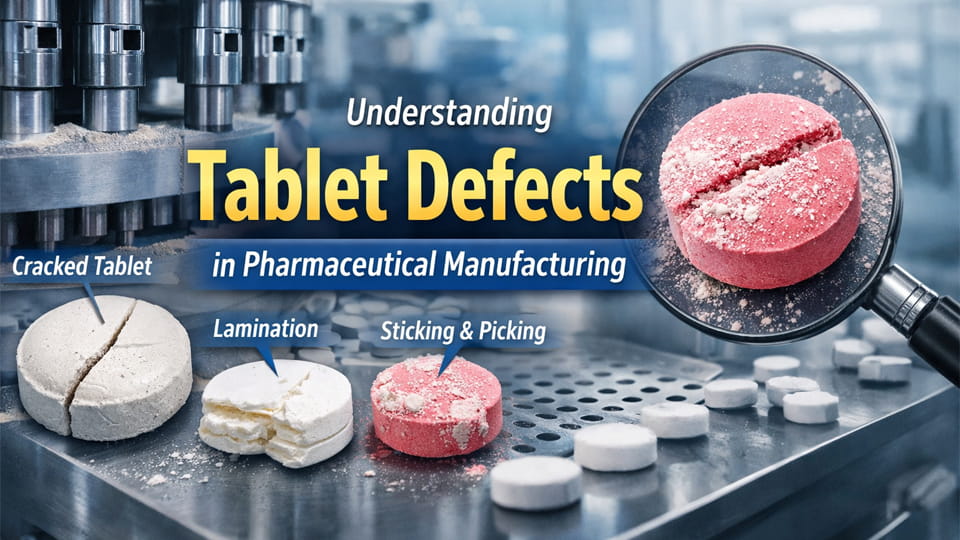
Wady kompresji wskazują na awarię interfejsu formułowania maszyny, domagając się szybkiego zbadania i skorygowania.
Capping i laminowanie: Capping to oddzielenie górnej lub dolnej części tabletki, podczas gdy laminowanie dzieli się na dwie lub więcej warstw. Obydwa są uszkodzeniami konstrukcyjnymi, spowodowanymi głównie nadmiernym uwięzieniem powietrza podczas ściskania lub niewystarczającym wiązaniem. Działania zaradcze często polegają na zmniejszeniu prędkości kompresji, wprowadzenie etapu wstępnego sprężania, aby umożliwić ucieczkę powietrza, lub zapewnienie optymalizacji penetracji stempla.
Trzymanie i zbieranie: Wady te powstają, gdy materiał preparatu przylega do powierzchni czołowej stempla lub matrycy, pogarszając jakość i dokładność obrazu. Rozwiązania obejmują zwiększenie ciśnienia sprężania, wykorzystując wydłużony czas przebywania poprzez wstępną kompresję, i udoskonalenie projektu oprzyrządowania. Ponadto, unikanie nadmiernego mieszania smarów (takie jak stearynian magnezu) jest kluczowa, ponieważ nadmierne smarowanie może zniweczyć ich zalety i pogorszyć przywieranie.
Lakierowanie to specjalistyczny etap wykończeniowy wykonywany przy użyciu dedykowanego narzędzia maszyna do powłoki. Zapewnia znaczne korzyści funkcjonalne wykraczające poza prostą estetykę. Powłoki mogą maskować nieprzyjemny smak, chronić API przed czynnikami środowiskowymi (wilgoć, światło), i krytycznie, kontrolować profil uwalniania leku. Trzy główne typy funkcjonalne włączać Powłoka filmowa (standardowa ochrona), Powłoka jelitowa (chroni lek przed uwalnianiem kwasu żołądkowego w jelicie), I Powłoka o przedłużonym uwalnianiu (zaprojektowany w celu kontrolowania właściwości farmakokinetycznych w czasie). Proces wymaga precyzyjnej kontroli mieszania roztworów, rozpylający, wysuszenie, i inspekcja.

Opakowanie stanowi pierwszą linię obrony, zapewniając stabilność chemiczną i skuteczność tabletki aż do momentu dotarcia do pacjenta. Opakowanie paskowe I Opakowanie pęcherzy są powszechnymi metodami. Maszyny do pakowania w paski specjalizujemy się w uszczelnianiu pojedynczych tabletek pomiędzy dwiema warstwami folii ochronnej, zazwyczaj folia aluminiowa lub kompozytowa. Maszyna wykorzystuje precyzyjnie regulowane ciepło i ciśnienie, aby zapewnić szczelność, plomba zabezpieczająca przed manipulacją dla każdej tabletki, znacząco chroniąc integralność produktu i wydłużając okres przydatności do spożycia, zapobiegając przedostawaniu się wilgoci i zanieczyszczeniom. Zgodność z przepisami dotyczącymi opakowań jest rygorystyczna, z wymaganiami dotyczącymi działania systemu zamykania pojemników i zasad etykietowania (NP., 21 CFR 201.10), które wymagają jasnej identyfikacji nazwy zastrzeżonej, wytrzymałość, Data ważności, i numer partii.
Przemysł farmaceutyczny aktywnie przechodzi w kierunku zaawansowanych metodologii, które obiecują większą wydajność i lepszą kontrolę jakości, zasadniczo zmieniając przyszłość produkcji tabletów.
Produkcja ciągła stanowi zasadnicze odejście od tradycyjnego przetwarzania wsadowego. W systemie CM, operacje jednostkowe są zintegrowane w taki sposób, że surowiec w sposób ciągły wchodzi do systemu, a gotowy produkt w sposób ciągły opuszcza. Ta integracja wymaga zaawansowanych maszyn do produkcji tabletów, które są w stanie wytrzymać długotrwałą pracę, bezproblemowa praca. Podstawową zaletą CM jest niezrównany nadzór nad jakością. Mechanizmy monitorowania i kontroli w czasie rzeczywistym pozwalają identyfikować odchylenia i proaktywnie je korygować, zapewniając stałą jakość produktu i radykalnie minimalizując zmienność pomiędzy partiami.
Najważniejszym elementem CM jest wykorzystanie technologii analizy procesu (POKLEPAĆ), co obejmuje integrację narzędzi analitycznych i czujników bezpośrednio z procesem produkcyjnym w celu monitorowania i kontroli w czasie rzeczywistym. Ta zmiana powoduje, że zapewnienie jakości przestaje polegać na czasochłonnym testowaniu produktu końcowego (próbowanie) do ciągłego, kontrola w trakcie procesu.
Automatyka i sztuczna inteligencja (sztuczna inteligencja) są niezbędnymi elementami tego wyrafinowanego środowiska. Algorytmy sztucznej inteligencji są coraz częściej wykorzystywane do konserwacji predykcyjnej, umożliwiając identyfikację potencjalnych punktów awarii sprzętu — takich jak zużycie wieżyczki w rotacyjnej maszynie do prasowania tabletek — zanim spowodują one nieoczekiwane przestoje lub dryf operacyjny. W kontekście GMP, zapobieganie nieoczekiwanym awariom mechanicznym to nie tylko środek oszczędzający koszty; jest to krytyczny mechanizm jakości. Dryf mechaniczny lub nagła awaria może skutkować niespójną siłą ściskającą lub zmianami ciężaru, potencjalnie prowadzić do wytworzenia partii niezgodnych z wymaganiami, które należy zbadać i ewentualnie odrzucić. Wykorzystując sztuczną inteligencję do przewidywania i zapobiegania problemom ze sprzętem, producent zapewnia stabilność procesu, minimalizuje ryzyko produkcyjne, i utrzymuje zgodność z przepisami. Sztuczna inteligencja przyczynia się także do optymalizacji modeli leków i udoskonalania parametrów procesów w czasie rzeczywistym.
Złożoność nowoczesnej produkcji tabletek wymaga ujednoliconego podejścia, w którym precyzyjna formuła łączy się z wysoce precyzyjną inżynierią. Sukces w produkcji tabletów wymaga starannego zarządzania nieodłącznymi ograniczeniami materiałowymi (jak płynność i wrażliwość) poprzez wybór odpowiedniej ścieżki produkcyjnej i, zasadniczo, wdrażanie solidnych i wyrafinowanych maszyn do produkcji tabletów. Nowoczesna rotacyjna maszyna do kompresji tabletek, zintegrowany z zaawansowanymi systemami sterowania i zdolny do dwustopniowej kompresji, to definiująca technologia zapewniająca krytyczne parametry jakościowe – w tym wagę tabletu, twardość, i jednolitość treści — są utrzymywane przy dużej przepustowości.
W miarę jak branża zmierza w kierunku ciągłej produkcji i wykorzystuje optymalizację procesów opartą na sztucznej inteligencji, potrzeba walidacji, wysokiej jakości maszyny farmaceutyczne zdolność do gromadzenia danych w czasie rzeczywistym i ścisłe przestrzeganie GMP będą się jeszcze nasilać. Osiągnięcie gwarantowanej doskonałości farmaceutycznej zależy od strategicznych inwestycji w maszyny zaprojektowane z myślą o rygorystycznej kontroli, walidacja, i zaawansowana automatyzacja.
Substancje pomocnicze to nieaktywne składniki celowo dodane do preparatu tabletki. Są niezbędne do zapewnienia struktury, zapewnienie stabilności, pomoc w rozpuszczeniu, I, krytycznie, polepszenie właściwości płynięcia i ściśliwości mieszanki proszkowej, co jest niezbędne w przypadku szybkiej produkcji.
Środki poślizgowe to specyficzny rodzaj substancji pomocniczych dodawanych w celu poprawy płynięcia mieszanki proszkowej. Działają poprzez zmniejszenie tarcia pomiędzy poszczególnymi cząstkami, zapewnienie płynnego i spójnego przemieszczania się proszku do matryc obrotowej maszyny do prasowania tabletek, maksymalizując w ten sposób wydajność i jednorodność produkcji.
Trzy główne drogi stosowane w produkcji tabletek farmaceutycznych to: Bezpośrednia kompresja (DC), Granulacja na mokro (WG), i granulacja na sucho (DG). Wybór jest podyktowany aktywnym składnikiem farmaceutycznym (API) płynność, stabilność, oraz wrażliwość na wilgoć i ciepło.
Generalnie preferowana jest kompresja bezpośrednia, ponieważ jest najkrótsza, najmniej skomplikowany, i najbardziej opłacalną metodą. Zmniejsza to liczbę operacji jednostkowych (eliminacja mokrego zbrylania, wysuszenie, itp.), minimalizując czas i koszty produkcji. Jednakże, wymaga, aby API i zaróbki miały z natury doskonałą płynność i ściśliwość.
Obrotowa maszyna do prasowania tabletek jest centralnym urządzeniem, które przekształca proszek lub granulki w ostateczną stałą postać dawkowania. Działa poprzez ciągłe obracanie wieży, w której znajduje się wiele zestawów matryc i stempli, synchronicznie wykonując karmienie, pożywny, kompresja, i etapy wyrzutu przy dużej prędkości, aby zapewnić wysoką przepustowość.
Ostateczna waga tabletki (i dlatego dokładne dawkowanie) jest bezpośrednio kontrolowana przez objętość wypełnienia matrycy. Objętość ta jest ustalana poprzez położenie dozowania dolnego stempla wewnątrz otworu matrycy. Stała kontrola nad napełnianiem matryc ma kluczowe znaczenie dla osiągnięcia standardów jednolitości treści.
Siła ściskająca to nacisk mechaniczny wywierany przez górny i dolny stempel na złoże proszku w matrycy. Jest to parametr krytyczny, który decyduje o ostatecznych właściwościach mechanicznych tabletu, w tym jego twardość, gęstość, i wytrzymałość na rozciąganie, co gwarantuje, że tablet przetrwa późniejsze przenoszenie i pakowanie.
Ograniczenie (oddzielenie segmentu górnego lub dolnego) i laminowanie (podział na wiele warstw) są to uszkodzenia strukturalne spowodowane głównie nadmiernym uwięzieniem powietrza w proszku lub niewystarczającym wiązaniem pomiędzy cząstkami w fazie sprężania, często pogarszane przez duże prędkości prasy i krótkie czasy przebywania.
Trzymanie i zbieranie (materiał przylegający do powierzchni stempla) można złagodzić poprzez kilka dostosowań procesu: zwiększenie siły ściskającej, wykorzystując etap wstępnego sprężania w celu wydłużenia czasu przebywania, udoskonalenie projektu oprzyrządowania (NP., większe promienie łamania na powierzchniach stempla), oraz zapewnienie prawidłowego wymieszania środka smarnego z recepturą.
Dobre Praktyki Produkcyjne (GMP) stanowią podstawowe ramy zapewniania jakości wymagane przez organy regulacyjne, takie jak FDA i WHO. Jego głównym celem jest zapewnienie spójnego wytwarzania produktów leczniczych, obrobiony, i zapakowane zgodnie ze standardami jakości właściwymi dla ich przeznaczenia, obejmujące minimalne wymagania dotyczące obiektów, sprzęt, i kontrole.