- Macchine
- Competenza
- Risorse
- Certificati
- Di
- Contatto
- Macchine
- Competenza
- Risorse
- Certificati
- Di
- Contatto
In produzione farmaceutica, La compressione della compressa sembra semplice in superficie: entra la polvere, escono le compresse. Ma chiunque abbia lavorato con una comprimitrice sa che la realtà è molto diversa. Piccoli cambiamenti nel flusso dei granuli, livello di umidità, condizione degli utensili, oppure la velocità della macchina può creare rapidamente problemi di qualità che rallentano la produzione e aumentano gli sprechi.
Problemi come il limite, attaccarsi, raccolta, variazione di peso, o una durezza ridotta della compressa sono comuni durante la compressione della compressa. Questi problemi non riguardano solo l'aspetto del prodotto, ma può anche influire sull’accuratezza del dosaggio, esecuzione dello scioglimento, efficienza dell'imballaggio, e conformità normativa. In un ambiente produttivo frenetico, anche un piccolo problema di compressione può portare a lotti rifiutati, fermo macchina, e costi di manutenzione aggiuntivi.
Per i responsabili della produzione, squadre di approvvigionamento, e acquirenti di apparecchiature farmaceutiche, è importante comprendere le cause alla base di questi problemi di compressione dei tablet. La buona notizia è che la maggior parte dei difetti di compressione sono prevenibili con la formulazione, processo di granulazione, utensileria, e i parametri della comprimitrice funzionino correttamente insieme. In questo articolo, esamineremo i più comuni problemi di compressione del tablet nella produzione farmaceutica, spiegare perché accadono, e condividere modi pratici per risolverli. Sia che tu operi a comprimitrice rotativa ad alta velocità o gestire una linea completa di produzione di compresse, questi suggerimenti per la risoluzione dei problemi possono aiutare a migliorare la qualità del tablet e a ridurre le interruzioni della produzione.

La compressione delle compresse è un passaggio fondamentale nella produzione farmaceutica a dose solida, dove le formulazioni in polvere o granuli vengono riempite in stampi e compattate in compresse utilizzando punzoni e alta pressione. La maggior parte delle linee di produzione utilizzano comprimitrici rotative, che hanno più stazioni su una torretta rotante. Ciascuna stazione ospita un punzone superiore, un pugno più basso, e un dado. Il processo prevede tipicamente due fasi: precompressione (una leggera forza di preriempimento che innesca la polvere) e compressione principale (l'alta forza finale che forma la compressa).

I produttori devono anche considerare la qualità della formulazione e della granulazione. Per esempio, un buon flusso della polvere è essenziale per un riempimento uniforme dello stampo. I granuli sono spesso dimensionati (per esempio. <20% del diametro dello stampo) per evitare la segregazione. La miscela di polveri solitamente contiene API, leganti, lubrificanti, e potenziatori del flusso per aiutarlo a comprimersi correttamente ed espellere dall'attrezzatura. Anche dopo la compressione, un depolveratore o un lucidatore per compresse viene spesso utilizzato per rimuovere le parti fini e migliorare l'aspetto della compressa. In pratica, dopo che le compresse escono dalla stampa, UN macchina depolveratrice per compresse installato tra la pressa e la linea di rivestimento/confezionamento vibrerà e aspirerà polvere e frammenti, garantendo pulito, compresse senza polvere.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
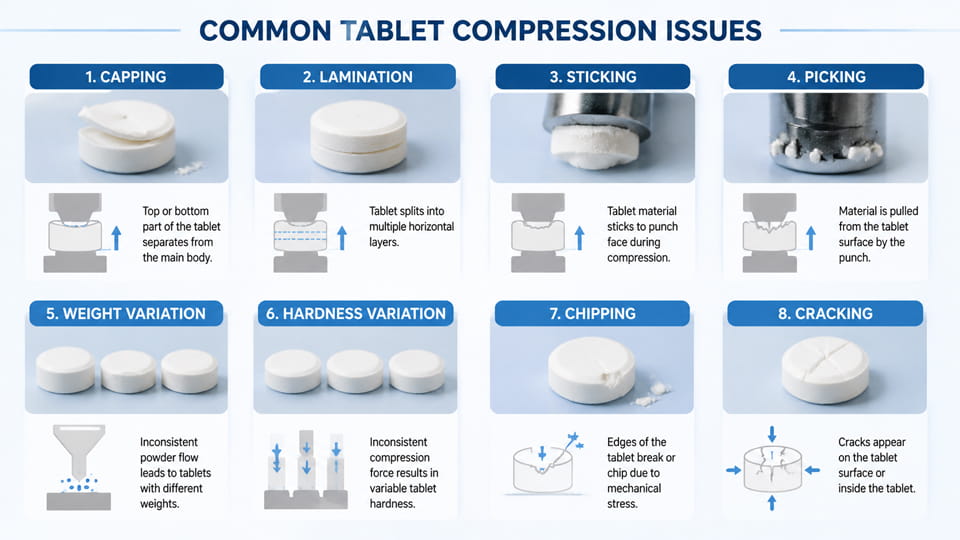
Durante la compressione della compressa, possono verificarsi diversi difetti. Di seguito trattiamo i problemi più frequenti, le loro cause tipiche, e soluzioni pratiche.
Che aspetto ha: La copertura avviene quando la parte superiore (o inferiore) di una compressa si rompe, appare come un "cappuccio" separato dal corpo principale della tavoletta. La laminazione avviene quando una compressa si divide in due o più strati orizzontali. Entrambi i difetti di solito indicano che la compressa non si è incollata completamente durante la compressione.
Cause comuni: Il limite spesso deriva da intrappolamento di aria e scarso legame delle particelle. Quando i punzoni comprimono la polvere, sacche d'aria nella parte superiore o centrale dello stampo possono impedire un corretto consolidamento. Alta velocità della torretta (breve tempo di permanenza) e una forza di compressione molto elevata può esacerbare questo problema. Inoltre, ingredienti elastici o a densità molto bassa (per esempio. alcuni leganti elastici) può “scattare indietro” dopo la compressione, causando la separazione degli strati. Anche una quantità insufficiente di legante o un'umidità troppo bassa nella granulazione indeboliscono il legame tra le particelle.
Soluzioni: Per evitare incappucciamenti e laminazione, Aiutano a fuoriuscire l'aria intrappolata e migliorano l'adesione. Utilizzando profili di punzoni/matrici conici permette all'aria di sfogarsi più facilmente. Rallentando la torretta (aumento del tempo di permanenza) oppure l'aggiunta di una leggera forza di precompressione spinge più materiale nello stampo prima della compattazione finale. Ridurre leggermente la forza di compressione principale può anche evitare una compressione eccessiva. Controllare l'umidità e il legante della compressa: aggiungendo un tocco di umidità in più durante granulazione ad umido oppure l'aumento del contenuto di legante può migliorare il legame. In sintesi, regolazione della forma del punzone/matrice e dei parametri della pressa (e sostituzione degli utensili usurati) consente all'aria intrappolata di fuoriuscire e riduce notevolmente l'ostruzione.
Che aspetto ha: L'adesione avviene quando la polvere aderisce alla faccia del punzone, lasciando un deposito di materiale o una faccia della compressa incompleta. Il picking è una forma di incollaggio che avviene attorno a loghi o contrassegni in rilievo; il design in rilievo sul punzone cattura la polvere, lasciando un difetto nel tablet. Entrambi danno origine a compresse con facce ruvide e talvolta bordi mancanti.
Cause comuni: L'elevato attrito o appiccicosità tra polvere e punzone è il principale colpevole. Spesso questo è innescato da umidità eccessiva o elevata. Se i granuli sono troppo bagnati o la sala di compressione è umida, le particelle possono depositarsi sulla superficie del punzone. Allo stesso modo, lubrificante insufficiente nella miscela significa che nulla aiuta la polvere a scivolare via dai punzoni. Se la forza di compressione è troppo bassa, le compresse possono essere sottocompresse e attaccarsi; al contrario, una forza troppo elevata può riscaldare leggermente la polvere e renderla appiccicosa.
Soluzioni: Migliora il rilascio e riduce l'adesione. Primo, mantenere corretto controllo ambientale: deumidificare l'area della pressa, se necessario, e mantenere l'umidità dei granuli entro le specifiche. Assicurarsi che la miscela contenga abbastanza lubrificante (tipicamente 0,5–2% stearato di magnesio o simile) e mescolarlo accuratamente (ma non eccessivamente) quindi le particelle sono rivestite. Facce di pugni polacchi regolarmente per rimuovere i graffi, e prendere in considerazione l'applicazione di un lucidante adatto o di un rivestimento antiaderente. Se l'attaccamento persiste, provare lievi modifiche ai parametri: a volte un piccolo aumento della velocità di stampa (tempi di contatto più brevi) oppure una diminuzione della forza di compressione può aiutare l'espulsione delle compresse prima che si attacchino.
Che aspetto ha: Si suppone che le compresse abbiano un peso uniforme all'interno di specifiche rigorose. Quando la variazione di peso è elevata, le compresse dello stesso lotto risultano notevolmente leggere o pesanti, rischio di incoerenza della dose.
Cause comuni: Di solito deriva da una variazione eccessiva riempimento dello stampo incoerente. Le presse rotative generalmente dosano in base al volume, quindi qualsiasi cambiamento nella densità apparente della polvere o nella dinamica del riempimento provoca spostamenti di peso. I problemi comuni includono la scarsa fluidità (portando a ponti o alimentazione irregolare), separazione delle polveri miste (le particelle grossolane si riempiono più velocemente), o un telaio di alimentazione usurato/disallineato (dando una fornitura di polvere irregolare). Far funzionare la pressa troppo velocemente può peggiorare la situazione non lasciando abbastanza tempo per riempire ciascun dado.
Soluzioni: Migliora il flusso della polvere e la consistenza dell'alimentazione. Ottimizzare la granulazione per ottenere una granulazione omogenea, miscela a flusso libero. Aggiungi glidanti (per esempio. silice colloidale) o agenti antiagglomeranti per ridurre l'adesione e la formazione di ponti. Regolare le impostazioni del telaio di alimentazione e installare i deflettori nella tramoggia per controllare il flusso. Considera l'utilizzo punzoni ad alimentazione forzata (dove il punzone inferiore si solleva per riempire attivamente la matrice) o riempimento sottovuoto se la polvere è lenta. Abbassamento della velocità della torretta (dando più tempo di riempimento) spesso riduce la variazione. Insomma, garantire che ogni stampo riceva costantemente la stessa quantità di polvere: ciò potrebbe significare modificare il meccanismo di alimentazione o la velocità della pressa.
Che aspetto ha: Durezza (o forza di rottura) è la resistenza di una compressa allo schiacciamento. Se le compresse sono troppo morbide, potrebbero scheggiarsi, rottura, o mostrare un'elevata friabilità (sbriciolarsi facilmente). Se troppo difficile, possono resistere al rivestimento o dissolversi lentamente. Prove di friabilità (rovesciare le compresse e misurare la perdita di peso) spesso rivelano scheggiature o spolveratura dei bordi.
Cause comuni: La durezza è controllata principalmente da forza di compressione e formulazione. Una forza di compressione bassa o una quantità insufficiente di legante rendono il materiale morbido, compresse fragili. D'altra parte, una forza eccessivamente elevata può creare compresse molto dure che si rompono o resistono alla disintegrazione. Per esempio, una fonte industriale rileva una forza di espulsione molto elevata (da una compressione eccessiva) può portare a compresse troppo dure, provocando crepe o una lenta disintegrazione. La variazione del peso della compressa provoca anche una variazione della durezza: le compresse più leggere sono più sottili/morbide, quelli più pesanti sono più spessi/più duri.
Soluzioni: Ottimizza la compressione e il legame. Regola la compressione principale per raggiungere la durezza target (solitamente misurato su un durometro). Modificare la formulazione: aggiungere o ottimizzare un raccoglitore (per esempio. PvP, HPMC, o amido) aumenta il legame tra le particelle. Controllare l'umidità dei granuli, poiché i granuli leggermente umidi spesso producono compresse più forti (ma attenzione a bagnare eccessivamente). Sostituire le lame dell'espulsore usurate e garantire un'espulsione regolare; un colpo di espulsione brusco può rompere le compresse. Se la friabilità è elevata, controlla se le compresse sono troppo deboli: potresti aver bisogno di una forza di compressione leggermente maggiore o di più legante. L'equilibrio è la chiave: mirare a compresse abbastanza dure da sopravvivere alla manipolazione, ma non così dure da fallire i test di dissoluzione.
Possono verificarsi altri difetti. Scheggiature o crepe sui bordi spesso si verificano se le compresse si espandono improvvisamente dopo l'espulsione o se i monconi sono piatti. Doppie impressioni (immagini fantasma) tipicamente derivano da un utensile allentato o da una ripetizione meccanica del punzone. Screziature o variazioni di colore (in compresse non rivestite) può verificarsi se gli eccipienti colorati si segregano. Questi spesso si riferiscono alle cause di cui sopra: Per esempio, la scheggiatura dei bordi può derivare da una compressione eccessiva o da granuli troppo secchi, e risolverlo potrebbe comportare una piccola regolazione del lubrificante o del legante.
In pratica, è utile un approccio strutturato alla risoluzione dei problemi. Per esempio, fermare la stampante quando appare un difetto e rivedere eventuali modifiche recenti (come nuovi lotti, cambiato velocità, o manutenzione). Controllare gli strumenti e le condizioni operative, e correggere un fattore alla volta. Molti produttori tracciano i parametri chiave (Peso della compressa, spessore, durezza, ecc.) in tempo reale in modo da vedere emergere le tendenze. Ispezione visiva delle compresse (finitura superficiale, bordi) è anche cruciale. Questo metodo sistematico – osserva, isolare, aggiustare – restringe rapidamente la causa principale.
Diversi fattori a monte influenzano i risultati della compressione:
Manutenzione corretta della comprimitrice è anche cruciale. Una macchina ben mantenuta – pulita, lubrificato, e calibrato – ha molte meno probabilità di produrre difetti. Sostituisci punzoni e matrici usurati prima che degradino la qualità della compressa. Documentare un programma di pulizia regolare (rimozione dell'accumulo di polvere) e assicurarsi che i tecnici verifichino le impostazioni prima di ogni esecuzione.

L’adozione di solide misure preventive tiene a bada i difetti:
Diagramma di flusso della sirena: Un albero decisionale che illustra come diagnosticare difetti della compressa controllando parametri specifici (tipo di difetto → causa probabile → azione correttiva).

Difetti di compressione della compressa come incappucciamento, attaccarsi, variazione di peso, e la friabilità sono sfide comuni ma possono essere gestite in modo efficace. Ogni problema solitamente deriva dalle proprietà della formulazione, impostazioni della macchina, o fattori ambientali. Identificando metodicamente la causa principale e quindi modificando i parametri della macchina da stampa, granulazione di raffinazione, controllo dell'umidità, e mantenere le apparecchiature in ottime condizioni: i produttori possono correggere i difetti. Controlli regolari durante il processo (Peso della compressa, durezza, spessore, ecc.) coglierà presto le tendenze. L'applicazione di queste migliori pratiche aiuta a garantire che i tablet che escono dalla macchina da stampa soddisfino costantemente gli standard di qualità, ridurre gli sprechi e soddisfare le aspettative normative.
Se riscontri problemi come l'attaccamento del tablet, tappatura, variazione di peso, o durezza della compressa instabile, il diritto apparecchiature per la compressione delle compresse e l’impostazione della produzione può fare un’enorme differenza. A Imballaggio Jinlu, aiutiamo i produttori farmaceutici e nutraceutici a migliorare la qualità delle compresse in modo affidabile macchine comprimitrici rotative, soluzioni di compressione personalizzate, e supporto tecnico professionale.
Che tu stia aggiornando una linea di produzione esistente o pianificando un nuovo progetto di produzione di tablet, il nostro team può aiutarti a scegliere la macchina comprimitrice giusta in base al tipo di prodotto, requisiti di uscita, e gli standard GMP. Esplora il nostro soluzioni di comprimitrici O contattaci oggi per discutere le sfide relative alla compressione del tablet con il nostro team di tecnici.
I problemi più comuni di compressione dei tablet includono il limite, laminazione, attaccarsi, raccolta, variazione di peso, problemi di friabilità, e durezza della compressa incoerente. Questi problemi sono solitamente legati alla qualità dei granuli, impostazioni della macchina, condizione degli utensili, o fattori ambientali.
L'incappucciamento della compressa avviene quando la parte superiore o inferiore di una compressa si separa dopo la compressione. Le cause più comuni includono l'aria intrappolata, granuli troppo essiccati, legante insufficiente, velocità eccessiva della macchina, o forza di compressione errata. Le corrette impostazioni di granulazione e precompressione possono aiutare a ridurre il capping.
L'adesione si verifica quando il materiale della formulazione si attacca alle superfici del punzone o alle pareti dello stampo durante la compressione della compressa. Il picking è un tipo specifico di incollaggio che di solito colpisce i loghi in rilievo o i punzoni incisi. Alto contenuto di umidità, lubrificazione insufficiente, superfici ruvide degli utensili, e gli ingredienti appiccicosi sono cause comuni.
La variazione di peso è spesso causata da uno scarso flusso della polvere, riempimento dello stampo incoerente, o velocità di avanzamento instabile. Migliorare la fluidità dei granuli, controllo della distribuzione granulometrica, e l'ottimizzazione delle impostazioni dell'alimentatore può aiutare a mantenere un peso costante delle compresse durante la produzione.
La durezza della compressa influisce direttamente sulla durata del prodotto, prestazione dell'imballaggio, tempo di disintegrazione, e comportamento di dissoluzione. Le compresse troppo morbide potrebbero rompersi durante la manipolazione, mentre le compresse eccessivamente dure potrebbero dissolversi troppo lentamente. Una forza di compressione adeguata e un design equilibrato della formulazione sono fondamentali per un controllo stabile della durezza.
La qualità dei granuli gioca un ruolo importante nelle prestazioni di compressione delle compresse. Granuli con scarsa fluidità, dimensione delle particelle non uniforme, umidità eccessiva, o una bassa comprimibilità può portare a difetti come l'adesione, tappatura, e variazione di peso. La granulazione di alta qualità migliora la consistenza delle compresse e l'efficienza produttiva.
La temperatura e l'umidità all'interno della sala di compressione influiscono in modo significativo sulla qualità delle compresse. L'elevata umidità può aumentare i problemi di adesione, mentre condizioni eccessivamente secche possono causare friabilità o incappucciamento. Molti produttori mantengono livelli di umidità controllati per stabilizzare le prestazioni di compressione delle compresse.
I punzoni e le matrici per compresse devono essere ispezionati e sottoposti a regolare manutenzione per prevenire difetti e garantire una produzione stabile. Gli utensili usurati o danneggiati possono causare attaccamenti, aspetto scadente della compressa, peso incoerente, e aumento dei tempi di inattività. I programmi di manutenzione preventiva sono fortemente raccomandati per le linee di produzione farmaceutiche.
Il miglioramento dell’efficienza di compressione delle compresse richiede solitamente una combinazione di formulazioni ottimizzate, granulazione corretta, impostazioni macchina stabili, operatori addestrati, e la manutenzione regolare delle attrezzature. Monitoraggio in tempo reale del peso della compressa, durezza, e lo spessore aiutano inoltre a individuare tempestivamente i problemi prima che incidano su grandi lotti di produzione.
Riferimenti:
1.DIFETTI DI FABBRICAZIONE DELLE COMPRESSE – UNA RECENSIONE —— Giornale di somministrazione e terapia dei farmaci (JDDT)
2.Attaccamento e raccolta nella compressione delle compresse farmaceutiche: Una revisione del consorzio IQ —— ScienceDirect
3.ICH Q10 Sistema di qualità farmaceutico – Linee guida scientifiche —— Agenzia europea per i medicinali
4.Lubrificazione nelle formulazioni in compresse —— Biblioteca Nazionale di Medicina
5.Risolvere problemi di attaccamento e prelievo tramite il design del tablet —— Farmtech
6.Avanzamento della comprensione della copertura e della laminazione delle compresse: una revisione sistematica —— ScienceDirect