Mesin pengemas melepuh adalah pekerja keras di industri farmasi – mencetak lembaran plastik atau aluminium ke dalam kantong dan menyegel pil atau kapsul di dalamnya. Tapi seperti peralatan rumit lainnya, mereka dapat mengalami hambatan yang menghentikan produksi. Masalah umum pada mesin melepuh termasuk segel yang lemah atau bocor, rongga yang salah bentuk, kantong kosong (macet atau umpan terlewat), dan keausan mesin yang menyebabkan downtime. Seperti yang dicatat oleh para pakar industri, kegagalan penyegelan adalah salah satu cacat yang paling kritis karena mereka secara langsung membahayakan keamanan obat. Dalam praktiknya, tentang 90% cacat lepuh standar diringkas menjadi “Tiga T”: salah atur Suhu, Waktu, atau Ketegangan dalam prosesnya.
Dalam panduan ini kami akan membahas setiap masalah utama – mengapa hal itu terjadi dan bagaimana cara memperbaikinya. Pada akhirnya, Anda akan mendapatkan langkah-langkah yang jelas dan tip pencegahan agar mesin melepuh Anda berjalan lancar (atau putuskan apakah solusi yang lebih maju diperlukan).
Masalah 1: Penyegelan yang Lemah atau Tidak Konsisten
- Gejala: Foil penutup tidak sepenuhnya menempel pada rongga yang terbentuk. Anda mungkin melihat kemasan lepuh mengeluarkan pewarna pada alat uji kebocoran atau kertas timah yang mudah terkelupas. Beberapa segel mungkin terlihat sebagian atau memiliki celah. Cacat ini mengganggu sterilitas dan memerlukan pembuangan seluruh batch.
- Penyebab: Parameter penyegelan panas yang salah adalah penyebab umum masalah ini. Jika suhu segel terlalu rendah, lapisan segel panas foil tidak akan meleleh dan menyatu; terlalu tinggi, dan film plastik dapat menyusut atau terbakar. Tekanan penyegelan tidak merata (karena pelat melengkung atau pegas tidak disetel dengan benar) menyebabkan kekosongan lokal. Kontaminasi pada cetakan penyegel – seperti residu perekat atau debu tablet – mencegah kontak penuh. Foil berkualitas buruk atau lembab juga menghasilkan daya rekat yang lemah.
- Solusi:
- Sesuaikan Suhu & Tekanan: Gunakan termometer kontak untuk memverifikasi suhu pelat (jangan hanya mengandalkan pembacaan mesin). Ikuti pedoman materi (misalnya. 140–160°C untuk kemasan PVC/Alu). Sempurnakan ±2–5°C di sekitar tekanan yang dikehendaki saat menjalankan segel uji.
- Periksa Penyegelan Mati: Bersihkan cetakan dan pelat setiap shift; menghilangkan residu perekat atau film dengan isopropanol. Periksa apakah ada goresan atau korosi yang mungkin terjadi menyebabkan kebocoran. Ganti atau giling kembali cetakan jika melengkung.
- Optimalkan Proses: Pastikan tekanan seragam di seluruh lebar. Periksa dan ganti roller atau pegas tekanan yang aus. Gunakan hanya yang berkualitas tinggi, stok foil kering – film yang sudah dikeringkan sebelumnya di lingkungan lembab (misalnya. 40–60°C selama 30–60 menit). Dokumentasikan parameter segel dan lakukan uji kekuatan kupas secara rutin untuk mendeteksi penyimpangan.
Misalnya, pada garis melepuh PVC/Alu standar, zona segel panas optimal seringkali sekitar 150°C. Kesalahan ±3°C dapat mengurangi separuh kekuatan segel. Dengan mengkalibrasi dan mencatat profil suhu, operator dapat menjaga integritas segel yang konsisten.

Masalah 2: Pembentukan yang Tidak Tepat (Rongga yang Runtuh atau Tidak Rata)
- Gejala: Rongga lepuh plastik thermoformed berubah bentuk. Anda mungkin melihat gigi berlubang yang terlalu dangkal, roboh karena berat tablet, atau memiliki kedalaman yang tidak rata dan dinding yang menipis. Kantong yang tidak rata menyebabkan tablet bergeser, memicu alarm penghitungan pengisian atau penghentian di tengah proses.
- Penyebab: Stasiun pembentuknya mengandalkan pemanasan dan vakum yang merata. Jika pelat pemanas di luar kalibrasi, suhu pembentukan dapat melayang. Bahkan penyimpangan kecil sebesar ±3°C pada pelat pembentuk film PVC menyebabkan perubahan signifikan pada kedalaman rongga dan ketebalan dinding. Penyebab lainnya termasuk vakum yang lemah (filter kotor, kebocoran), pin bantuan plug yang aus (jika digunakan), atau permukaan cetakan yang terkontaminasi (plastik atau foil menempel pada rongga).
- Solusi:
- Verifikasi Suhu: Gunakan termometer inframerah atau termometer kontak yang telah dikalibrasi pada pelat pembentuk. Sesuaikan pengontrol PID jika permukaan pelat turun lebih dari ~2°C dari titik setel. Jalankan uji coba singkat dengan produk target dan film yang benar untuk memastikan pembentukan rongga penuh.
- Pertahankan Sistem Vakum: Periksa keluaran pompa vakum dan saluran vakum. Bersihkan atau ganti filter vakum secara teratur. Pastikan saluran vakum pada cetakan tidak terhalang.
- Periksa dan Bersihkan Cetakan: Bersihkan pelat rongga setiap giliran kerja untuk menghilangkan sisa film. Periksa pin steker (jika ada) untuk pengaturan waktu yang tepat – steker yang aus atau tidak tepat waktu dapat meruntuhkan rongga jika ditekan terlalu dini. Ganti busi atau busing bubungan yang aus jika steker bersentuhan dengan film sebelum waktunya.
- Gunakan Film yang Tepat: Pastikan Anda menggunakan ketebalan dan jenis film yang benar untuk cetakan Anda. Lot film baru mungkin memerlukan profil suhu yang sedikit berbeda karena kandungan pemlastisnya.
Tip: Simpan pengaturan pembentukan yang didokumentasikan oleh lot film dan lakukan kualifikasi ulang setiap kali mengganti material untuk menghindari masalah lecet yang roboh.
Masalah 3: Film Robek atau Kerutan
- Gejala: Selama atau setelah pembentukan, film plastiknya (PVC/PVDC atau PET) atau lapisan foil menjadi sobek, retak, atau lubang kecil. Di sisi yang berlawanan, Anda mungkin melihat kerutan atau kantong udara di bawah lapisan penutup. Hal ini menyebabkan kebocoran kemasan atau cacat kosmetik.
- Penyebab: Panas atau ketegangan yang berlebihan adalah penyebab utamanya. Jika suhu pembentukan atau penyegelan terlalu tinggi, filmnya bisa terlalu melunak dan meregang terlalu banyak, menyebabkannya menjadi tipis atau sobek. Juga, ketegangan film tidak merata (dari kontrol pelepasan yang buruk atau roller yang tidak sejajar) menyebabkan kerutan bahkan robek saat jaring ditarik. Lonjakan suhu yang tiba-tiba atau pendinginan yang salah juga dapat melemahkan lapisan film.
- Solusi:
- Optimalkan Suhu: Pastikan suhu pembentukan/penyegelan berada dalam spesifikasi film Anda. Misalnya, kurangi suhu zona jika Anda melihat kerusakan film yang konsisten. Gunakan pemanasan yang dikategorikan (lebih tinggi di bagian tengah, lebih rendah di bagian tepinya) untuk menghindari titik panas.
- Sesuaikan Ketegangan dan Keselarasan: Periksa pengaturan tegangan pelepasan. Ketegangan gulungan foil harus cukup kencang agar tetap rata tetapi tidak terlalu kencang sehingga membebani jaring. Periksa kesejajaran pemandu rol – bahkan pemandu yang sedikit tidak sejajar dapat menimbulkan gelombang. Ganti bantalan yang aus pada roller atau lengan penari.
- Gunakan Penanganan Film yang Benar: Pastikan film disimpan dan diprakondisikan dengan benar. Seka permukaan film untuk menghilangkan debu sebelum dijalankan. Pertimbangkan pemanasan awal film PVC/PET dalam waktu singkat di area dengan kelembapan tinggi. Gunakan pemasok film bersertifikat untuk menghindari cacat material.
*Contoh: Cara umum mengatasi kerutan foil adalah dengan menyetel rem pada poros foil. Pengereman yang sedikit lebih tinggi dapat menghaluskan kerutan dengan mengurangi kendurnya lapisan foil. Simpan sensor tegangan (penari) dalam kondisi baik – ganti bantalan sebelum aus.
Masalah 4: Kesalahan Pengumpanan Produk (Salah makan, Umpan Ganda, macet)
- Gejala: Tablet atau kapsul mungkin hilang dari beberapa kantong (rongga kosong), atau beberapa kantong memiliki dua produk (umpan ganda). Alternatifnya, tablet menjadi jembatan atau selai di wadah atau saluran pengumpan, menyebabkan penghentian yang terputus-putus. Dalam kasus yang parah, saluran mungkin berhenti karena alarm kesalahan umpan.
- Penyebab: Masalah feed berasal dari ketidaksesuaian antara kecepatan feeder dan pengindeksan mesin, atau dari mekanisme pengumpan itu sendiri. Jika sikat atau pengumpan getaran bekerja terlalu cepat dibandingkan indeks, tablet dapat melewati kantong atau menumpuk. Statis tinggi (misalnya. kondisi lembab) dapat menyebabkan tablet saling menempel atau menempel pada hopper. Rel pengumpan yang aus atau gerinda pada cetakan juga dapat menjebak produk, sementara sisa kotoran di pengumpan dapat menyesatkan tablet.
- Solusi:
- Sinkronisasi Pengumpan: Kalibrasi ulang kecepatan pengumpan agar sesuai dengan siklus indeks melepuh setiap pergantian. Catat rasio yang benar untuk setiap lot produk. Jika menggunakan multi-head atau track feeder, memastikannya seimbang dan bebas dari halangan.
- Kontrol Kelembaban/Statis: Jaga kelembapan relatif area produksi sekitar 40–60%. Jika jembatan terus berlanjut, pasang sikat antistatis atau gunakan udara ber-AC di dalam hopper. Bersihkan komponen pengumpan sebelum dijalankan.
- Periksa Perkakas dan Pengumpan: Periksa cakram umpan, hopper, dan panduan untuk keausan atau kerusakan yang dapat mengenai tablet. Ganti bagian tepi yang terkelupas atau tajam. Bersihkan sisa produk dari jalur pengumpan. Gunakan inspeksi visual (misalnya. sebuah sensor kamera) untuk memverifikasi setiap rongga terisi jika GMP mengizinkan.
Catatan:* Garis lepuh sering kali dilengkapi dengan detektor rongga kosong di dekat stasiun penyegelan. Namun, tujuannya adalah untuk mencegah** pengosongan – mis. jika rongga kosong, ini biasanya berarti pengumpan salah memberi makan di bagian hulu. Penyetelan feeder secara teratur dan pemeriksaan sensor membantu menghilangkan kesalahan ini.

Masalah 5: Kantong Blister Kosong (Produk Hilang)
- Gejala: Lepuh yang sudah jadi tanpa tablet atau kapsul di dalam rongga – namun ditutup dengan kertas timah. Ini harus dideteksi dan ditolak. Kekosongan palsu menunjukkan masalah sinkronisasi feed.
- Penyebab: Pada dasarnya, kantong kosong adalah jenis kesalahan pemberian makan. Hal ini terjadi ketika pengumpan gagal menjatuhkan produk ke dalam rongga yang terbentuk. Alasannya antara lain: produk tidak dilepaskan dari pengumpan (kemelekatan statis, salah waktu), selai yang copot suatu produk, atau hopper berjalan kosong sebentar. Kegagalan sensor juga dapat menyebabkan kesalahan penghitungan (misalnya. fotosensor gagal menghitung suatu produk).
- Solusi:
- Waktu Pengumpan: Pastikan pengumpan dikalibrasi sehingga setiap rongga mendapat tepat satu unit. Periksa apakah pengumpan sikat atau sekrup mengumpankan tepat satu bagian per siklus.
- Verifikasi Sensor: Gunakan kamera penglihatan atau fotodetektor setelah pengisian untuk menangkap kekosongan secara real time. Uji dan bersihkan sensor secara teratur untuk mencegah pembacaan yang salah.
- Mengatasi Masalah Pengumpan Root: Jika kekosongan masih ada, periksa pengumpan (seperti pada Masalah 4). Terkadang sedikit perubahan pada ukuran/bentuk tablet memerlukan penyetelan ulang pengaturan pengumpan getaran.
Tip Praktis:Catat semua insiden kantong kosong di catatan batch Anda. Jika terjadi banyak kekosongan, hentikan saluran dan segera hilangkan kemacetan. Seringnya pengosongan dapat menandakan diperlukannya penyelarasan ulang pengumpan besar-besaran.
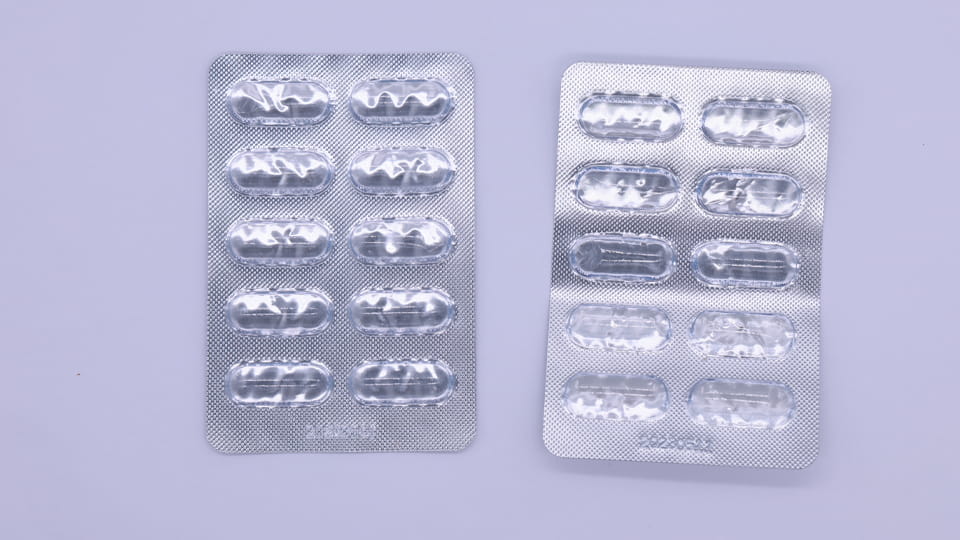
Masalah 6: Kerutan Aluminium Foil
- Gejala: Foil penutup logam (biasanya Alu atau PVDC) tampak kusut atau kusut pada kemasan yang sudah jadi, terutama di dekat tepinya. Kemasannya mungkin terlihat tidak mulus atau foilnya mungkin terangkat secara lokal.
- Penyebab: Kerutan biasanya disebabkan oleh ketegangan atau kesejajaran foil yang tidak merata. Jika jaring foil terlalu kendur (ketegangan pelepasan yang rendah) itu tidak akan tergeletak rata di rongga sebelum disegel. Sebaliknya, ketegangan yang terlalu ketat dapat meregangkan dan mengkerutkan foil di area segel. Gulungan foil atau rol belakang tidak sejajar (tidak sejajar dengan kartu) membuat lipatan. Tekanan tidak merata di seluruh lebar (misalnya, karena pelat segel sedikit melengkung) juga dapat menyebabkan salah satu sisi kertas timah tidak tersegel dengan benar, mengerutkan kelebihannya.
- Solusi:
- Keseimbangan Ketegangan: Sesuaikan rem foil atau pengatur tegangan sehingga foil tetap menempel tetapi tidak meregang berlebihan. Penyempurnaan di sini sering kali menghilangkan sebagian besar kerutan.
- Periksa Keselarasan: Pastikan gulungan foil berbentuk persegi dengan arah tarikan. Pastikan semua rol pemandu dan penarik sejajar dan rata. Pada beberapa mesin, menyelaraskan tanda registrasi pada kertas timah dapat membantu memusatkannya.
- Periksa Komponen: Ganti roller penegang atau deflektor yang sudah aus. Panduan sederhana: setelah foil macet atau ganti gulungan, lakukan uji coba perlahan dan perhatikan foilnya tergeletak. Sesuaikan sebelum menjalankan kecepatan penuh.
*Catatan Ahli: Dalam studi pemecahan masalah baru-baru ini, inkonsistensi ketegangan film dikaitkan dengan banyak kerutan pada foil. Bahkan diameter gulungan foil mempengaruhi tegangan – standarisasi inti gulungan dapat membantu. Untuk kerutan parah, pertimbangkan untuk meningkatkan ke sistem umpan balik kontrol tegangan.
Masalah 7: Ketidakselarasan Lepuh/Film (Kesalahan Pendaftaran)
- Gejala: Lepuh yang terbentuk dan foil tidak serasi – Anda akan melihat celah atau cetakan tidak tepat di tengah. Cetakan yang dipotong mungkin salah membuat lubang pada beberapa lubang, atau kode batch yang dicetak melewatkan slot foil. Tingkat kerusakan meningkat karena banyak kantong yang tepinya tumpang tindih atau terpotong sebagian.
- Penyebab: Ketidakselarasan film (juga disebut kesalahan pelacakan) berasal dari kemajuan film yang tidak konsisten. Seperti yang dicatat oleh JinluPacking, ketegangan pelepasan yang tidak merata antar gulungan menyebabkan jaring melayang. Gulungan penari atau pemandu yang sudah usang dapat membuat film melayang. Pelepasan multi-roll tanpa ketegangan yang tersinkronisasi juga menyebabkan sedikit pergeseran. Jika menggunakan sprocket registrasi, tanda salah registrasi atau pelacak kamera dapat kehilangan sinkronisasi. Motor yang selip atau sabuk yang kendor pada mekanisme tarikan akan menyebabkan desinkronisasi, juga.
- Solusi:
- Kalibrasi Pelacakan: Setelah setiap penggantian gulungan atau pertukaran perkakas, periksa kemajuan film terhadap tanda registrasi. Aturan 4 jam: periksa kemajuan film setiap beberapa jam pada jalur berkecepatan tinggi. Sesuaikan ketegangan lengan atau posisi penari hingga tanda tetap sejajar.
- Perbaiki Umpan Balik Ketegangan: Ganti bantalan yang aus pada lengan penari (mereka dapat menyebabkan kelambatan dalam pengendalian ketegangan). Jika memungkinkan, mengatur pengontrol ketegangan PID. Alternatifnya, gunakan hanya satu gulungan pelepas pada satu waktu pada lepuh yang memerlukan presisi tinggi.
- Pemeriksaan Mekanis: Pastikan semua rol (menari, memandu, pemalas) bebas bermain dan paralel. Kencangkan sabuk penggerak dan periksa motor servo. Sensor jarak yang rusak pada encoder tarik juga dapat melaporkan posisi film yang salah.
*Konteks: Ketidaksejajaran tidak hanya menimbulkan goresan tetapi juga dapat menghalangi garis (membuat kemacetan). Pencegahan: mengintegrasikan sistem penglihatan atau sensor tanda ke alarm pada offset kecil sebelum pukulan. Pemeliharaan peralatan penyelarasan yang baik adalah kuncinya.
Masalah 8: Kesalahan Pencetakan dan Pengodean
- Gejala: Setelah pengemasan, foil pada kemasan blister mungkin tidak terbaca, hilang, atau kode batch yang kabur, Tanggal kedaluwarsa, atau grafik. Pencetakan yang tidak lengkap atau tercoreng terlihat pada aluminium atau foil cetak ink-jet.
- Penyebab: Kesalahan ini biasanya berada di luar pembentukan mekanis dan disebabkan oleh sistem pengkodean di jalur. Penyebab umum termasuk: pengaturan waktu yang buruk antara gerakan mesin dan pemicu pencetakan, tinta mengering atau print head aus, atau rol cetak tidak sejajar. Suhu atau debu di lingkungan juga dapat mempengaruhi pengaplikasian tinta. Dalam sistem servo, kesalahan sinkronisasi antara aktuator pencetakan dan pergerakan film menyebabkan kesalahan cetak. Beberapa printer menggunakan lampiran pada roller – jika tidak diamankan, itu tergelincir.
- Solusi:
- Merawat Printer: Bersihkan kepala cetak (atau pisau dokter untuk printer thermal) sehari-hari. Ganti pita atau botol tinta bila hampir habis. Ikuti panduan OEM tentang interval perawatan.
- Periksa Sensor: Pastikan sensor atau encoder garis awal yang memicu pencetakan telah dikalibrasi. Misalnya, jika kode batch akan muncul pada setiap lepuh ke-5, pastikan mesin melihat tanda yang tepat pada foil dan memicu pada waktu yang tepat.
- Gunakan Verifikasi Visi: Langkah sederhananya adalah menjalankan sampel paket berkode melalui pemindai atau sistem visi. Dengan begitu Anda segera mengetahui kode yang hilang/salah.
- Penyesuaian Pencegahan: Di ruangan GMP yang berdebu, tutup lemari printer. Beberapa baris menambahkan blow-off atau lap sebelum mencetak untuk menghilangkan debu film yang tersesat.
*Catatan: Meski tidak selalu mekanis, keandalan pengkodean sangat penting untuk kepatuhan. Mesin blister Jinlu mendukung perangkat pengkodean standar dan memungkinkan integrasi pemeriksaan penglihatan secara mudah di telepon.
Masalah 9: Cacat Meninju dan Memotong
- Gejala: Kartu melepuh terakhir memiliki tepi yang kasar, pemotongan yang tidak lengkap, atau gerinda yang melebar pada plastik. Beberapa lubang mungkin hanya dilubangi sebagian, merobek kartunya. Hal ini menyebabkan kartu gagal dalam inspeksi visual atau terbelah.
- Penyebab: Modul pelubang harus tajam dan sejajar. Bilah/cetakan yang tumpul atau aus tidak akan terpotong sepenuhnya, menyebabkan gerinda atau blanko yang tidak lengkap. Jika izin mati (kesenjangan antara pukulan dan mati) di luar spesifikasi, strip tidak akan terpisah dengan rapi. Seiring waktu, pegas punch/stripper kehilangan tegangan, menyebabkan strip limbah menempel dan sobek. Blok cetakan juga dapat bergeser jika rangka mesin atau bautnya kendor.
- Solusi:
- Ganti Perkakas yang Usang: Periksa tepi pisau setiap beberapa ratus jam. Tepi yang tajam sangat penting. Jika Anda melihat sudut membulat atau terkelupas, pertajam kembali atau ganti alat.
- Sesuaikan Jarak Bebas: Ukur celah punch-to-die dengan alat pengukur antena. Untuk sebagian besar pengaturan melepuh, jarak bebasnya sekitar 0,1–0,2 mm. Sempit jika pukulan dilewati; melebar jika terlalu ketat. Setelah penyesuaian, jalankan tes sampai strip limbah terlepas dengan bersih.
- Rawat Bagian Stripper: Ganti pegas pelat stripper sesuai jadwal (misalnya. setiap 1000 jam) untuk memastikan strip limbah dikeluarkan sepenuhnya. Seperti yang diperingatkan, kerusakan strip yang berulang sering kali menandakan pegas yang aus atau masalah kedalaman cetakan.
- Bersihkan dan Sejajarkan: Jaga kebersihan tempat pelubangan. Serutan logam atau perekat yang mengeras dapat membuat pukulan menjadi macet. Pastikan kepala pelubang dan cetakan berbentuk persegi dan pelubang berada di tengah rongga.
*Perbaikan Cepat: Jika Anda melihat gerinda, segera berhenti dan periksa jarak bebas cetakan. Gerinda sering kali menunjukkan hilangnya toleransi 0,02–0,05 mm. Mengoreksi jarak bebas biasanya memperbaiki duri.
Masalah 10: Waktu Henti yang Sering (Masalah Pemeliharaan dan Integrasi)
- Gejala: Garis lepuh berhenti berulang kali karena berbagai alasan: alarm muncul, kesalahan sensor, atau pesan “kesalahan tidak diketahui”.. Perbaikan kecil tampaknya dapat menyembuhkan satu penghentian, hanya untuk melihat yang lain segera setelahnya. Waktu operasional peralatan secara keseluruhan rendah.
- Penyebab: Downtime kronis biasanya merupakan masalah pemeliharaan atau integrasi sistem. Kurangnya pemeliharaan preventif terjadwal (PM) memungkinkan keausan kecil menjadi kegagalan. Komponen seperti sensor, pemanas, ikat pinggang, dan hidrolika akan melayang tanpa pemeriksaan rutin. Juga, seperti yang diamati oleh seorang ahli, lebih 60% waktu henti jalur melepuh berasal dari kegagalan integrasi multi-vendor – yaitu, komunikasi yang tidak konsisten antar modul. Jika bekas lecet Anda, pengumpan, dan punch adalah merek berbeda dengan PLC terpisah, alarm kecil yang salah sinkronisasi dapat muncul.
- Solusi:
- Program Pemeliharaan Preventif: Tetapkan setiap hari, mingguan, dan daftar periksa bulanan (lihat tabel di bawah). Misalnya, penyegelan bersih mati setiap hari, kalibrasi suhu setiap minggu, memeriksa perkakas setiap bulan. Catat setiap cek. menyarankan untuk membersihkan permukaan penyegelan setiap 250 jam dan melakukan diagnosa penuh setiap 500 jam. Ikuti manual peralatan dan jadwal pemeliharaan GMP.
- Pelatihan operator: Pastikan operator mengetahui cara mengatur ulang kesalahan kecil dan mengenali tanda peringatan dini (suara-suara yang tidak biasa, penyimpangan dalam tingkat scrap). Dorong mereka untuk mencatat alarm aneh atau masalah kecil apa pun.
- Strategi Suku Cadang: Simpan suku cadang penting (sensor, mata air, ikat pinggang, meninggal) di tempat untuk mengurangi waktu perbaikan. Untuk jalur multi-vendor, pertimbangkan untuk beralih ke solusi sumber tunggal untuk menghindari masalah jabat tangan PLC.
- Peningkatan Jalur: Jika kesalahan komunikasi sering terjadi, berinvestasi dalam sebuah garis melepuh terintegrasi (Jalur Jinlu dirancang dengan kontrol PLC terpadu) untuk menghilangkan ketidaksesuaian protokol.
*Penting: Waktu henti yang tidak direncanakan adalah yang paling mahal. Pada jalur yang divalidasi, penghentian yang tidak terduga dapat berarti kualifikasi ulang. Dengan berpegang pada jadwal pemeliharaan yang terdokumentasi (bahkan catatan harian sederhana mengenai suhu dan uji kulit), banyak penghentian acak dapat dicegah.
Daftar Periksa Pemeliharaan Preventif
Perawatan rutin adalah “perbaikan” terbaik untuk banyak masalah mesin melepuh. Kembangkan daftar periksa:
| Frekuensi |
Tugas Pemeliharaan Utama |
| Sehari-hari (Menggeser) |
– Lap dan bersihkan cetakan, penyegelan mati, dan baki umpan. – Periksa bagian yang bergerak (ikat pinggang, kamera) untuk keausan atau kerusakan. – Periksa filter sistem vakum dan oli. <br>- Pastikan pelindung dan sensor keselamatan berfungsi. – Jalankan siklus pengujian cepat untuk memastikan fungsi dasar (membentuk, memberi makan, segel) beroperasi. |
| Mingguan |
– Bersihkan pelat dan peralatan pemanas secara menyeluruh (film bernoda). – Lumasi semua bantalan, rantai, dan slideways sesuai instruksi pabrik. – Kalibrasi sensor suhu dan tekanan; verifikasi setpoint pemanas. – Periksa sambungan listrik dan kencangkan kabel yang kendor. – Periksa celah punch dan die; mempertajam atau menyesuaikan sesuai kebutuhan. |
| Bulanan |
– Mesin pembersih mendalam: lepaskan penutup dan bersihkan komponen internal (roda gigi, motor). – Periksa dan ganti bagian yang aus: MISALNYA., Cincin-O, ikat pinggang, mata air. – Lakukan kalibrasi penuh: kemajuan film, pengumpan, penyegelan. – Perbarui perangkat lunak/firmware (jika berlaku). – Tinjau log alarm dan log pemeliharaan untuk masalah yang berulang. – Latih kembali staf mengenai prosedur baru apa pun. |
Mengikuti tugas-tugas PM ini akan memperpanjang umur perkakas, menstabilkan parameter mesin, dan menangkap masalah sebelum menyebabkan kesalahan. Semua diatur oleh GMP pabrik farmasi harus mencatat aktivitas ini untuk kepatuhan.
Memilih Mesin Blister Farmasi yang Andal
Mencegah masalah dimulai dengan peralatan yang tepat. Saat mengevaluasi mesin melepuh (untuk jalur baru atau retrofit), mencari fitur yang mengurangi mode kegagalan:
- Desain GMP: Mesin dengan konstruksi baja tahan karat, permukaan yang mudah dibersihkan, dan konveyor sanitasi. Lebih sedikit celah berarti lebih sedikit penumpukan kontaminasi (yang dapat menyebabkan kemacetan atau cacat segel).
- Servo dan Otomatisasi: Pengindeks dan pengumpan yang digerakkan oleh servo memberikan kontrol yang presisi. Misalnya, Seri DPP Jinlu menggunakan motor servo untuk menyinkronkan pembentukan, makanan, dan memotong, meminimalkan kesalahan pengumpanan dan penyimpangan registrasi.
- Sistem Pemberian Makanan yang Akurat: Pengumpan getaran atau sikat internal dengan penyesuaian halus dan sensor penglihatan membantu menjaga konsistensi pengisian.
- Kinerja Penyegelan Stabil: Carilah desain hotplate dengan tekanan seragam. Mesin Jinlu memiliki cetakan sealer modular dan titik pembersihan yang mudah diakses, membuat perawatan die menjadi cepat.
- Kualitas Perkakas: Cetakan paduan aluminium berkualitas tinggi (seperti baja cetakan GCR-15 Jinlu dengan 5+ kehidupan tahun) tahan aus. Pastikan juga perkakas mudah diganti (Jinlu menawarkan fitur penggantian cetakan selama 15 menit).
- Mendukung & Melayani: Pilih pemasok dengan dukungan global. Jinlu menawarkan layanan di lokasi di seluruh dunia dan pengiriman suku cadang yang cepat, yang penting ketika risiko downtime tinggi.
Dan tentu saja, memastikan mesin apa pun memiliki dokumentasi internal dan umpan balik sensor yang baik untuk parameter penting (log suhu, monitor ketegangan). Misalnya, Jinlu Mesin blister DPP-180Pro (4,800/keluaran jam) Dan DPP-270Maks (11,200/hr Alu-Alu/PVC) dibuat untuk penggunaan farmasi. Mereka menampilkan penyesuaian yang mudah dan komponen listrik yang sesuai dengan cGMP.
[jl_youtube src=”https://www.youtube.com/embed/k2K77Q6fHVo”]
Kesimpulan & Langkah Selanjutnya
Sebagian besar kegagalan jalur paket blister adalah dapat diprediksi dan dicegah. Dengan memperhatikan tanda-tanda peringatan – seperti meningkatnya serpihan akibat kerutan atau kekuatan kulit anjing laut yang mulai mengelupas – tim pemeliharaan dapat bertindak lebih awal. Mengkalibrasi suhu secara teratur, ketegangan, dan pengaturan waktu sesuai daftar periksa kami menghindari penghentian mendadak. Dan berinvestasi pada mesin blister berkualitas tinggi membuahkan hasil: peralatan yang dirancang dengan baik (seperti seri DPP yang digerakkan oleh servo Jinlu) secara inheren akan mengurangi banyak mode masalah.
Siap mengatasi sakit kepala mesin melepuh Anda? Bicaralah dengan Kemasan Jinlu untuk saran ahli dan peralatan yang andal. Tim kami dapat membantu Anda memilih mesin blister (Alu-PVC or Alu-Alu) dan menyiapkan rencana pemeliharaan yang disesuaikan dengan kebutuhan produksi Anda. Kunjungi Jinlu's Mesin kemasan Blister seri DPP atau hubungi kami untuk solusi khusus hari ini.
FAQ Masalah Mesin Blister Farmasi
Apa masalah mesin melepuh yang paling umum dalam produksi farmasi?
Masalah mesin melepuh yang paling umum termasuk penyegelan yang lemah, cacat pembentukan lepuh, kantong melepuh yang kosong, kesalahan pemberian tablet, kerutan foil, ketidakselarasan, masalah pengkodean, cacat pemotongan, dan waktu henti mesin yang tidak terduga. Masalah-masalah ini dapat mempengaruhi kualitas kemasan, efisiensi produksi, dan kepatuhan terhadap peraturan jika tidak segera ditangani.
Mengapa mesin blister saya tidak tersegel dengan benar?
Penyegelan yang buruk biasanya disebabkan oleh suhu penyegelan yang salah, tekanan yang tidak mencukupi, alat penyegel yang aus, permukaan penyegelan yang terkontaminasi, atau bahan kemasan yang tidak kompatibel. Kalibrasi rutin dan perawatan rutin dapat membantu memastikan kualitas segel yang konsisten.
Yang menyebabkan rongga lepuh terbentuk tidak merata?
Rongga lepuh yang tidak rata seringkali disebabkan oleh suhu pembentukan yang tidak tepat, vakum atau tekanan udara yang tidak memadai, cetakan yang rusak, atau kualitas film yang tidak konsisten. Validasi proses dan inspeksi perkakas yang tepat sangat penting untuk menjaga konsistensi rongga.
Bagaimana cara mencegah kantong lepuh kosong selama pengemasan?
Kantong lepuh yang kosong biasanya disebabkan oleh masalah sinkronisasi pemberian makan, produk memantul, komponen makan yang aus, atau kegagalan sensor. Kalibrasi pengumpan reguler, sistem pemeriksaan penglihatan, dan pengaturan mesin yang tepat dapat mengurangi cacat kantong kosong secara signifikan.
Mengapa aluminium foil berkerut saat kemasan melepuh?
Kerutan pada foil biasanya disebabkan oleh tegangan jaring yang tidak tepat, rol yang tidak sejajar, tekanan penyegelan tidak merata, atau penanganan material yang buruk. Menyesuaikan ketegangan foil dan memastikan kesejajaran mesin yang tepat dapat membantu menghilangkan kerutan dan memperbaiki tampilan paket.
Apa saja tanda-tanda masalah pengumpanan mesin pengemas melepuh?
Tanda-tanda umum termasuk tablet yang hilang, pemberian makan ganda, kapsul rusak, kemacetan produk, dan penempatan produk yang salah di dalam rongga lepuh. Masalah ini sering kali mengindikasikan masalah penyesuaian feeder atau kesalahan sinkronisasi.
Seberapa sering mesin melepuh farmasi harus dirawat?
Kebanyakan produsen merekomendasikan pembersihan dan pemeriksaan setiap hari, pemeriksaan pelumasan dan penyelarasan mingguan, dan pemeliharaan preventif bulanan untuk komponen penting seperti cetakan, sensor, stasiun penyegelan, dan sistem penggerak. Program pemeliharaan preventif membantu mengurangi waktu henti yang tidak terduga dan memperpanjang masa pakai alat berat.
Apa yang menyebabkan cacat pemotongan dan pelubangan kemasan blister?
Cacat pemotongan dapat terjadi karena pukulan yang aus, pemotongan mati yang tidak sejajar, tekanan pemotongan yang salah, atau pencatatan yang buruk antara lepuh yang terbentuk dan kertas penutup. Inspeksi perkakas secara teratur dan verifikasi kesejajaran penting untuk menjaga potongan tetap bersih.
Apakah masalah mesin melepuh dapat mempengaruhi kepatuhan GMP?
Ya. Cacat kemasan seperti kegagalan segel, rongga kosong, pengkodean yang salah, atau kemasan blister yang rusak dapat menyebabkan masalah kualitas produk dan potensi ketidakpatuhan terhadap GMP. Mempertahankan proses yang tervalidasi dan melakukan inspeksi rutin sangat penting bagi produsen farmasi.
Bagaimana cara mengurangi waktu henti pada mesin pengemas farmasi??
Pendekatan terbaik adalah pemeliharaan preventif. Ini termasuk pelatihan operator, inspeksi peralatan secara berkala, penggantian suku cadang yang aus tepat waktu, pemantauan proses, dan memelihara inventaris suku cadang penting. Mengidentifikasi masalah kecil sejak dini dapat mencegah gangguan produksi besar.
Referensi:
1.Q9(R1) Manajemen Risiko Mutu -- KITA. Badan Pengawas Obat dan Makanan
2.Inovasi Kemasan Blister —— farmasi.com
3.Ikhtisar Teknologi: Cara Uji Kebocoran Kemasan Blister —— farmasionline.com
4.Ketahanan lepuh untuk obat dalam bentuk tablet —— Sains Langsung
5.Metode Deteksi Kebocoran pada Paket Blister Farmasi —— farmasi-teknologi.com
6.Cacat Lepuh yang Umum pada Kemasan Farmasi —— farmasiresmi.com
7.Mendeteksi Pelanggaran Integritas Dalam Berbagai Jenis Paket Blister Farmasi —— farmasionline.com




