
В фармацевтическое производство, Сжатие таблетки на первый взгляд выглядит просто — внутрь попадает порошок, таблетки выходят. Но любой, кто работал с таблеточным прессом, знает, что реальность совсем другая.. Небольшие изменения в потоке гранул, уровень влажности, состояние инструмента, или скорость машины может быстро создать проблемы с качеством, которые замедляют производство и увеличивают отходы..
Такие проблемы, как ограничение, прилипать, сбор, изменение веса, или слабая твердость таблеток часто встречается во время сжатия таблеток.. Эти проблемы влияют не только на внешний вид продукта., но также может повлиять на точность дозировки, производительность растворения, эффективность упаковки, и соответствие нормативным требованиям. В загруженной производственной среде, даже незначительная проблема со сжатием может привести к отклонению пакетов, простой машины, и дополнительные расходы на обслуживание.
Для руководителей производства, группы закупок, и покупатели фармацевтического оборудования, важно понимать коренные причины этих проблем со сжатием планшета.. Хорошей новостью является то, что большинство дефектов сжатия можно предотвратить, если состав, процесс грануляции, инструмент, и параметры таблеточного пресса работают правильно. В этой статье, мы пройдемся по самым распространенным проблемы со сжатием планшета в фармацевтическом производстве, объясни, почему они происходят, и поделимся практическими способами их решения. Независимо от того, используете ли вы высокоскоростной ротационный таблеточный пресс или управляйте полной линией по производству планшетов, Эти советы по устранению неполадок помогут улучшить качество планшетов и сократить перерывы в производстве..

Прессование таблеток — важнейший этап в производстве твердых фармацевтических препаратов., где порошкообразные или гранулированные составы заполняют матрицы и прессуют в таблетки с помощью пуансонов и высокого давления.. Большинство производственных линий используют ротационные таблетировочные прессы., которые имеют несколько станций на вращающейся турели. На каждой станции находится верхний пуансон., нижний удар, и кубик. Обычно процесс включает в себя два этапа: предварительное сжатие (небольшое усилие предварительного заполнения, которое заправляет порошок) и основное сжатие (последняя высокая сила, образующая таблетку).

Производители также должны учитывать качество рецептуры и грануляции.. Например, Хорошая сыпучесть порошка необходима для равномерного заполнения матрицы.. Гранулы часто имеют размер (например. <20% диаметра матрицы) чтобы избежать сегрегации. Порошковая смесь обычно содержит API., связующие, смазочные материалы, и усилители текучести, помогающие правильно сжимать и выталкивать из инструмента. Даже после сжатия, для удаления частиц и улучшения внешнего вида таблеток часто используется обеспылитель или полировщик таблеток.. На практике, после выхода таблеток из пресса, а машина для удаления пыли с планшета установленный между прессом и линией нанесения покрытия/упаковки, будет вибрировать и пылесосить пыль и фрагменты, обеспечение чистоты, таблетки без пыли.
[jl_youtube src=”https://www.youtube.com/embed/bxodNZedxOE”]
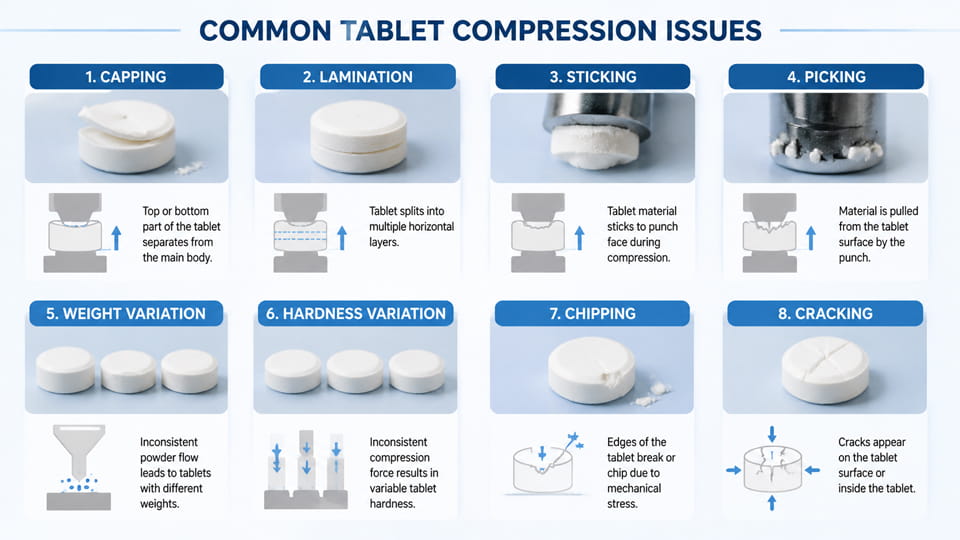
Во время сжатия планшета, может возникнуть несколько дефектов. Ниже мы рассмотрим наиболее частые проблемы, их типичные причины, и практические решения.
Как это выглядит: Ограничение происходит, когда вершина (или дно) планшета отламывается, выглядит как «колпачок», отделившийся от основного корпуса планшета. Ламинирование – это когда таблетка разделяется на два или более горизонтальных слоя.. Оба дефекта обычно означают, что планшет не полностью склеился во время сжатия..
Распространенные причины: Ограничение часто является результатом Захват воздуха и плохое связывание частиц. Когда удары сжимают порошок, воздушные карманы в верхней или средней части матрицы могут помешать правильному уплотнению. Высокая скорость башни (короткое время пребывания) и очень высокая сила сжатия может усугубить эту проблему.. Кроме того, эластичные ингредиенты или ингредиенты очень низкой плотности (например. немного эластичных связующих) может «отщелкнуться» после сжатия, вызывая разделение слоев. Слишком мало связующего или слишком низкая влажность в гранулятах также ослабляет межчастичное связывание..
Решения: Для предотвращения укупоривания и ламинирования, помочь выйти захваченному воздуху и улучшить сцепление. С использованием конические профили пуансонов/матриц позволяет воздуху легче выходить. Замедление турели (увеличение времени пребывания) или добавление небольшой силы предварительного сжатия приводит к тому, что больше материала попадает в матрицу перед окончательным уплотнением.. Небольшое уменьшение основной силы сжатия также позволяет избежать чрезмерного сжатия.. Проверьте влажность таблетки и связующее вещество.: добавляя немного больше влаги во время влажная грануляция или увеличение содержания связующего может улучшить склеивание. В итоге, регулировка формы пуансона/матрицы и параметров пресса (и замена изношенного инструмента) позволяет выходить захваченному воздуху и значительно снижает закупорку.
Как это выглядит: Прилипание происходит, когда порошок прилипает к поверхности пуансона., оставление отложений материала или неполной поверхности таблетки. Пикирование — это форма приклеивания вокруг тисненых логотипов или маркировок.; рельефная конструкция на пуансоне захватывает порошок, оставить дефект в планшете. И то, и другое приводит к получению планшетов с шероховатыми поверхностями, а иногда и с отсутствующими краями..
Распространенные причины: Основной причиной является высокое трение или липкость между порошком и пуансоном.. Зачастую это провоцируется избыток влаги или повышенная влажность. Если гранулы слишком влажные или в камере сжатия влажно., частицы могут оседать на поверхности пуансона. Так же, недостаточно смазки в смеси означает, что ничто не помогает порошку соскальзывать с ударов. Если сила сжатия слишком мала, таблетки могут быть недостаточно сжаты и прилипать; наоборот, слишком большая сила может слегка нагреть порошок и сделать его липким..
Решения: Улучшить высвобождение и уменьшить адгезию. Первый, поддерживать надлежащий экологический контроль: при необходимости осушить зону пресса и поддерживать влажность гранул в пределах спецификации. Убедитесь, что смесь содержит достаточно смазки. (обычно 0,5–2% стеарат магния или аналогичный.) и тщательно перемешать (но не чрезмерно) поэтому частицы покрыты оболочкой. Польские ударные лица регулярно удалять царапины, и рассмотрите возможность нанесения подходящего пуансона или антипригарного покрытия.. Если прилипание сохраняется, попробуйте небольшую настройку параметров: иногда небольшое увеличение скорости печати (более короткое время контакта) или уменьшение силы сжатия может помочь таблеткам выскользнуть до того, как они прилипнут..
Как это выглядит: Планшеты должны иметь одинаковый вес в рамках жестких спецификаций.. Когда разница в весе велика, таблетки из одной партии получаются заметно легкими или тяжелыми, риск несоответствия дозы.
Распространенные причины: Чрезмерная вариативность обычно возникает из-за неравномерное заполнение штампа. Роторные прессы обычно дозируют по объему., поэтому любое изменение объемной плотности порошка или динамики наполнения приводит к изменению веса. Общие проблемы включают плохую текучесть. (что приводит к застреванию или неравномерной подаче), разделение смешанных порошков (крупные частицы заполняются быстрее), или изношенная/сдвинутая рама подачи (дает неравномерную подачу порошка). Слишком быстрая работа пресса может усугубить ситуацию, поскольку для заполнения каждого кубика не будет достаточно времени..
Решения: Улучшите поток порошка и консистенцию подачи. Оптимизируйте грануляцию для достижения однородности, сыпучая смесь. Добавить скользящие вещества (например. коллоидный кремнезем) или средства против слеживания, чтобы уменьшить прилипание и образование мостиков.. Отрегулируйте настройки подающей рамы и установите перегородки в бункере для контроля потока.. Рассмотрите возможность использования удары с принудительной подачей (где нижний пуансон поднимается, активно заполняя матрицу) или вакуумное наполнение, если порошок вялый. Снижение скорости башни (давая больше времени на заполнение) часто уменьшает вариацию. Суммируя, убедитесь, что каждая матрица постоянно получает одинаковое количество порошка — это может означать изменение механизма подачи или скорости пресса..
Как это выглядит: Твердость (или разрушающая сила) устойчивость таблетки к раздавливанию. Если таблетки слишком мягкие, они могут чиповаться, перерыв, или проявлять высокую рыхлость (легко рассыпаться). Если слишком сложно, они могут сопротивляться покрытию или медленно растворяться. Испытания на рассыпчатость (переворачивание таблеток и измерение потери веса) часто обнаруживают сколы или припудривание кромок.
Распространенные причины: Твердость в первую очередь контролируется сила сжатия и формула. Низкая сила сжатия или слишком мало связующего делают ткань мягкой., хрупкие таблетки. С другой стороны, чрезмерно большое усилие может привести к образованию очень твердых таблеток, которые растрескиваются или сопротивляются распаду.. Например, один источник в отрасли отмечает, что очень высокая сила выталкивания (от чрезмерного сжатия) может привести к тому, что таблетки будут слишком твердыми, вызывая трещины или медленный распад. Изменение веса таблетки также приводит к изменению твердости.: более легкие таблетки тоньше/мягче, более тяжелые, толще/тверже.
Решения: Настройка сжатия и привязки. Отрегулируйте основное сжатие, чтобы достичь целевой твердости. (обычно измеряется твердомером). Изменить формулировку: добавление или оптимизация связующего (например. ПВП, HPMC, или крахмал) увеличивает связь между частицами. Контролируйте влажность гранул, поскольку из слегка влажных гранул часто получаются более прочные таблетки (но будьте осторожны с переувлажнением). Замените изношенные лезвия эжектора и обеспечьте плавный выброс.; резкий удар по выбросу может привести к растрескиванию таблетки. Если рыхлость высокая, проверьте, не слишком ли слабые таблетки — возможно, вам потребуется немного больше силы сжатия или больше связующего вещества.. Баланс – это ключ к успеху: стремитесь к таблеткам, достаточно твердым, чтобы выдержать обращение, но не настолько твердым, чтобы они не прошли тест на растворение.
Могут возникнуть другие дефекты. Сколы или трещины на краях часто случается, если таблетки внезапно расширяются после выброса или если матрицы плоские.. Двойные впечатления (изображения призраков) обычно возникает из-за незакрепленной оснастки или механического повторения удара.. Пятнистость или изменение цвета (в таблетках без оболочки) может произойти, если цветные наполнители отделяются. Они часто связаны с вышеуказанными причинами.: например, сколы по краям могут быть вызваны чрезмерным сжатием или слишком сухими гранулами., и решение этой проблемы может включать небольшую регулировку смазки или связующего..
На практике, структурированный подход к устранению неполадок полезен. Например, остановите печатную машину при появлении дефекта и просмотрите все недавние изменения (как новые партии, изменилась скорость, или техническое обслуживание). Проверьте оснастку и условия эксплуатации., и корректировать один фактор за раз. Многие производители указывают ключевые параметры. (Вес таблицы, толщина, твердость, и т. д.) в режиме реального времени, чтобы они могли видеть появление тенденций. Визуальный осмотр таблеток (обработка поверхности, края) также имеет решающее значение. Этот систематический метод – наблюдайте, изолировать, корректировка – быстро сужает первопричину.
Несколько исходных факторов влияют на результаты сжатия:
Правильный уход за таблеточным прессом также имеет решающее значение. Ухоженная машина – почищенная, смазанный, и откалиброван – с гораздо меньшей вероятностью приведет к дефектам. Заменяйте изношенные пуансоны и матрицы, прежде чем они ухудшат качество планшета.. Задокументируйте график регулярной уборки (удаление остатков порошка) и убедитесь, что технические специалисты проверяют настройки перед каждым запуском.

Принятие надежных профилактических мер предотвращает дефекты:
Блок-схема русалки: Дерево решений, показывающее, как диагностировать дефекты планшета проверив определенные параметры (тип дефекта → вероятная причина → корректирующие действия).

Дефекты сжатия планшета, такие как укупорка, прилипать, изменение веса, и хрупкость являются распространенными проблемами, но ими можно эффективно управлять.. Каждая проблема обычно связана со свойствами рецептуры., настройки машины, или факторы окружающей среды. Методично выявляя основную причину, а затем настраивая параметры печатной машины., рафинирующая грануляция, контроль влажности, и поддержание оборудования в отличном состоянии – производители могут исправить дефекты. Регулярные проверки в процессе (Вес таблицы, твердость, толщина, и т. д.) рано уловим тенденции. Применение этих передовых практик помогает гарантировать, что планшеты, выходящие из печатного станка, всегда соответствуют стандартам качества., сокращение отходов и удовлетворение ожиданий регулирующих органов.
Если вы столкнулись с такими проблемами, как зависание планшета, укупорка, изменение веса, или нестабильная твердость таблетки, право оборудование для сжатия таблеток и организация производства могут иметь огромное значение. В Джинлу Упаковка, мы помогаем производителям фармацевтических препаратов и нутрицевтиков улучшить качество таблеток с помощью надежных ротационные таблеточные прессы, индивидуальные решения по сжатию, и профессиональная техническая поддержка.
Независимо от того, модернизируете ли вы существующую производственную линию или планируете новый проект по производству планшетов., Наша команда может помочь вам выбрать правильный таблеточный пресс в зависимости от типа вашего продукта., выходные требования, и стандарты GMP. Изучите наш решения для таблеточного пресса или свяжитесь с нами сегодня чтобы обсудить проблемы сжатия данных на планшете с нашей командой инженеров.
Наиболее распространенные проблемы со сжатием планшетов включают ограничение, ламинирование, прилипать, сбор, изменение веса, проблемы с хрупкостью, и непостоянная твердость таблеток. Эти проблемы обычно связаны с качеством гранул., настройки машины, состояние инструмента, или факторы окружающей среды.
Закрытие таблетки происходит, когда верхняя или нижняя часть таблетки отделяется после сжатия.. Распространенные причины включают захваченный воздух., пересушенные гранулы, недостаточное связующее, чрезмерная скорость машины, или неправильная сила сжатия. Правильные настройки грануляции и предварительного сжатия могут помочь уменьшить укупоривание..
Прилипание происходит, когда материал рецептуры прилипает к поверхностям пуансона или стенкам матрицы во время сжатия таблетки.. Пикирование — это особый тип приклеивания, который обычно затрагивает тисненые логотипы или гравированные штампы.. Высокое содержание влаги, недостаточная смазка, грубые поверхности инструментов, и липкие ингредиенты являются частыми причинами.
Изменение веса часто вызвано плохой подачей порошка., неравномерное заполнение штампа, или нестабильная скорость подачи. Улучшение сыпучести гранул, контроль распределения частиц по размерам, и оптимизация настроек устройства подачи могут помочь поддерживать постоянный вес таблеток во время производства..
Твердость таблетки напрямую влияет на долговечность продукта, производительность упаковки, время распада, и поведение растворения. Слишком мягкие таблетки могут сломаться при обращении., в то время как слишком твердые таблетки могут растворяться слишком медленно. Правильная сила сжатия и сбалансированная конструкция рецептуры имеют решающее значение для стабильного контроля твердости..
Качество гранул играет важную роль в эффективности сжатия таблеток.. Гранулы с плохой сыпучестью, неравномерный размер частиц, чрезмерная влага, или низкая сжимаемость могут привести к таким дефектам, как прилипание, укупорка, и вариация веса. Высококачественная грануляция улучшает консистенцию таблеток и эффективность производства..
Температура и влажность внутри камеры сжатия существенно влияют на качество таблеток.. Высокая влажность может увеличить проблемы с прилипанием, в то время как слишком сухие условия могут привести к ломкости или покрышке. Многие производители поддерживают контролируемый уровень влажности для стабилизации эффективности сжатия планшетов..
Пуансоны и матрицы для таблеток следует регулярно проверять и обслуживать, чтобы предотвратить дефекты и обеспечить стабильное производство.. Изношенный или поврежденный инструмент может привести к заклиниванию., плохой внешний вид планшета, непостоянный вес, и увеличение времени простоя. Для линий фармацевтического производства настоятельно рекомендуется проводить графики профилактического обслуживания..
Повышение эффективности сжатия таблеток обычно требует сочетания оптимизированной рецептуры., правильная грануляция, стабильные настройки машины, обученные операторы, и регулярное обслуживание оборудования. Мониторинг веса планшета в режиме реального времени, твердость, и толщина также помогают обнаружить проблемы на ранней стадии, прежде чем они повлияют на крупные производственные партии..
Ссылки:
1.ПРОИЗВОДСТВЕННЫЕ ДЕФЕКТЫ ТАБЛЕТКОВ – ОБЗОР —— Журнал доставки лекарств и терапии (ДДДТ)
2.Прилипание и комкование при прессовании фармацевтических таблеток: Обзор консорциума IQ —— НаукаДирект
3.ICH Q10 Фармацевтическая система качества – Научное руководство —— Европейское агентство лекарственных средств
4.Смазка в таблетированных формах —— Национальная медицинская библиотека
5.Решение проблемы залипания и выбора в дизайне планшета —— Фармтех
6.Расширение понимания процесса укупоривания и ламинирования таблеток.: систематический обзор —— НаукаДирект



