A criação de formas farmacêuticas sólidas é um pilar da indústria farmacêutica, com tablets representando o formato dominante, controlando 50% do mercado global de produção farmacêutica. A preferência pelos tablets é ditada por vários fatores críticos: estabilidade química inerente, a capacidade de dosagem altamente precisa, facilidade de uso para consumo oral, e eficiência em operações de embalagem em grande escala.
No entanto, o processo de fabricação de tablets está longe de ser simples; é um procedimento elaborado que exige controle meticuloso e engenharia de alta precisão. A transformação de matérias-primas num medicamento acabado exige a manutenção de padrões elevados e consistentes, recursos aprimorados de controle de qualidade, e metodologias definidas com precisão em cada etapa. Este guia definitivo analisa os princípios científicos e máquinas avançadas, como o crucial máquina rotativa de compressão de comprimidos, necessária para alcançar a excelência farmacêutica em fabricação de tablets.

Alcançar a viabilidade comercial na produção farmacêutica depende fundamentalmente de uma conformidade regulamentar rigorosa. Boas Práticas de Fabricação (BPF, frequentemente referido como cGMP ou GMP atual) são o aspecto essencial da garantia de qualidade destinada a garantir que os medicamentos sejam consistentemente produzidos e controlados para cumprir os padrões de qualidade apropriados para o uso pretendido.
Padrões internacionais, como os promulgados pela Organização Mundial da Saúde (QUEM) e diretrizes como o Boas práticas de fabricação atuais da FDA dos EUA (Cgmp) regulamentos (detalhado extensivamente em 21 Parte CFR 210 e 211), definir os requisitos mínimos para as instalações, métodos, e controles usados no processamento, fabricação, e embalar medicamentos. Esta estrutura determina que cada elemento do processo – desde a seleção de matérias-primas até a funcionalidade do máquina de fabricação de comprimidos-deve ser claramente definido, validado, e documentado. Portanto, a adesão estrita às BPF não é apenas um requisito legal, mas o pré-requisito básico técnico que estabelece a autoridade e a confiabilidade de qualquer fabricante farmacêutico.
A jornada da produção de tablets não começa no chão de fábrica, mas em laboratório com desenvolvimento de formulação. Esta fase inicial exige uma combinação estratégica de expertise farmacêutica e planejamento analítico.
O desenvolvimento da formulação envolve a identificação e otimização de dois componentes principais: o Ingrediente Farmacêutico Ativo (API) e os excipientes. A seleção de API requer considerações críticas em relação à solubilidade e tamanho de partícula, que afetam diretamente a biodisponibilidade. Excipientes, enquanto inativo, são ingredientes vitais adicionados para ajudar na estrutura, estabilidade, e capacidade de fabricação. Eles podem servir a vários propósitos, como unir o comprimido, melhorando a dissolução, ou - fundamentalmente para produção em alta velocidade - melhorando o fluxo de pó. Dança deslizante, por exemplo, são adicionados especificamente para reduzir o atrito entre as partículas, ajudando assim o pó a mover-se suavemente através das máquinas de alta velocidade e melhorando a eficiência geral da produção.
As propriedades físico-químicas intrínsecas do API e seus excipientes – incluindo densidade, higroscopicidade, e fluidez – impõem restrições profundas ao restante do processo de fabricação de comprimidos. A escolha de toda a linha de produção (Por exemplo, se deve usar granulação complexa ou compressão direta simples) é ditado por essas decisões iniciais de formulação. Por exemplo, alcançar a consistência necessária de unidades de dosagem (Uniformidade das Unidades de Dosagem, por USP ) requer preenchimento consistente da matriz. Se uma API com fluxo fraco for escolhida, o fabricante é imediatamente obrigado a adotar o processo de granulação de múltiplas etapas, mais caro e complexo, para projetar as propriedades de fluxo necessárias. Por isso, as características de qualidade e fluxo da mistura inicial predeterminam o equipamento necessário e a complexidade geral do processo.

A seleção entre as três principais rotas de fabricação de tablets baseia-se principalmente na sensibilidade da API à umidade e ao calor, e suas características de fluxo nativo.
A compressão direta é reconhecida como a mais curta, menos complexo, e abordagem mais econômica para a produção de tablets. Envolve misturar o API e os excipientes e depois alimentar a mistura em pó diretamente no prensa para comprimidos. Este método minimiza o número de operações unitárias, reduzindo o tempo e os custos de fabricação. No entanto, só é viável para formulações onde o API apresenta excelente fluidez inerente e alta compressibilidade, juntamente com a estabilidade nas condições ambientais da prensa.
Quando os pós apresentam fluxo fraco ou baixa densidade aparente, granulação é necessária para converter pós finos em maiores, grânulos mais uniformes com melhores características de fluxo e compressão. A granulação úmida é a técnica mais difundida. Envolve o aumento das partículas usando um aglutinante líquido ou solvente para facilitar a adesão, formando uma massa úmida, que é então seco e peneirado. Este método melhora significativamente a fluidez e garante a uniformidade do conteúdo, mas requer vários processos unitários complexos (massa úmida, secagem, e triagem) que são demorados, caro, e exigem equipamentos especializados, como misturadores de alto cisalhamento e sistemas de leito fluidizado.
A granulação a seco é empregada quando o API é sensível (lábil) à umidade ou temperaturas elevadas, tornando a granulação úmida inadequada. Neste processo sem solventes, a aglomeração é alcançada exclusivamente por compressão mecânica, normalmente usando um rolo compactador para criar compactos densos (lesmas ou fitas), que são posteriormente moídos em grânulos antes da fase final de compressão. Comparado à granulação úmida, granulação seca oferece um tempo mais curto, processo mais econômico, pois elimina a necessidade de uma etapa de secagem.
Mesa 1: Comparação científica das principais rotas de fabricação de tablets
| Rota de Fabricação | Mecanismo Básico | Características ideais da API | Requisito de equipamento principal | Vantagem Primária |
| Compressão Direta (CC) | Mistura e compactação simples | Excelente fluxo, não higroscópico, alta compactabilidade | Liquidificador de alta velocidade, Máquina rotativa de compressão de comprimidos | Processo mais curto, menor custo |
| Granulação úmida (GT) | Aglomeração usando ligante líquido, secagem | Fluxo ruim, baixa densidade aparente, estável à umidade | Misturador de alto cisalhamento, Secador/granulador de leito fluidizado | Fluxo aprimorado, uniformidade de conteúdo superior |
| Granulação Seca (DG) | Aglomeração via pressão mecânica | Sensível à umidade/calor, fluxo ruim | Compactador de rolos, Moinho de martelo, Máquina rotativa de compressão de comprimidos | Elimina a etapa de secagem, operação sem solvente |

O estágio de compressão, onde o pó ou grânulos são transformados na forma farmacêutica sólida final, é sem dúvida a etapa mais crítica na fabricação de tablets. Este processo é dominado por alta velocidade, maquinaria multi-estação, principalmente o máquina rotativa de compressão de comprimidos.
A máquina rotativa de compressão de comprimidos opera girando continuamente um componente conhecido como torre. A torre é uma plataforma rotativa que abriga vários conjuntos de matrizes e punções superiores e inferiores, dispostos radialmente em torno do eixo central. Esta estrutura é essencial para sincronizar as quatro operações críticas – preenchimento, compressão, e ejeção - em velocidades rápidas. O alinhamento preciso da torre está diretamente relacionado à consistência da força de compressão aplicada aos comprimidos, que é vital para manter a uniformidade e a qualidade.
Os quatro estágios operacionais da máquina de fabricação de comprimidos são:
As propriedades físicas do comprimido final – incluindo a sua dureza, densidade, resistência à tracção, e tempo de desintegração - são extremamente sensíveis aos parâmetros controlados da máquina de compressão. Os principais parâmetros controláveis incluem:
Um desafio crucial de engenharia na modernidade, a produção de comprimidos em alta velocidade envolve equilibrar velocidade e integridade estrutural. Uma velocidade mais rápida da torre aumenta naturalmente a produção, mas reduz simultaneamente o tempo de permanência disponível. Um tempo de permanência reduzido pode impedir uma ligação suficiente entre partículas e aumentar o risco de aprisionamento de ar, levando a falhas estruturais. Para superar esta limitação fundamental, máquinas rotativas avançadas de compressão de comprimidos geralmente utilizam uma abordagem de compressão em dois estágios: um estágio de pré-compressão de baixa força é realizado primeiro para remover o ar aprisionado e melhorar a consolidação das partículas, seguido pela compressão principal de alta força. Esta solução mecânica permite alto rendimento, mantendo a moldagem de alta dureza necessária para a durabilidade do produto.
Mesa 2: Influência dos parâmetros de compressão do comprimido rotativo na qualidade do produto final
| Parâmetro | Definição Técnica & Controlar | Impacto na qualidade do tablet | Relação de solução de problemas |
| Força de compressão | Pressão exercida por socos (KN) | Dureza, Densidade, Tempo de desintegração | Força excessiva pode causar capping (delaminação); Força insuficiente produz comprimidos moles |
| Volume de preenchimento da matriz | Profundidade do pó no furo da matriz | Determina o peso do comprimido (Dosagem) e uniformidade de conteúdo | Controlado diretamente pela posição de dosagem; Principal fonte de variação de peso |
| Tempo de permanência | Duração sob pressão | Ligação entre partículas, Compactibilidade, Recuperação Elástica | Pouco tempo (alta velocidade) aumenta o risco de capeamento/laminação devido ao aprisionamento de ar |
| Velocidade da torre | Taxa de rotação do Máquina rotativa de compressão de comprimidos | Produção; inversamente correlacionado com a qualidade em altas velocidades | Deve ser equilibrado com o fluxo de pó; alta velocidade compromete a eficiência de enchimento |

Controle de qualidade (Controle de qualidade) atua como a rede de segurança essencial na fabricação de tablets, garantindo que a forma farmacêutica final cumpra rigorosamente as normas de segurança, eficácia, e padrões de especificação.
As verificações durante o processo são exigidas pelos protocolos GMP para garantir qualidade consistente durante toda a produção.
Uniformidade de conteúdo e variação de peso: A uniformidade do conteúdo é fundamental, garantindo que cada comprimido contém a quantidade correta de API. Esta consistência é inicialmente verificada através de testes individuais de peso dos comprimidos., especialmente para produtos não revestidos ou revestidos com filme. O desvio de peso é frequentemente atribuído ao enchimento inconsistente da matriz, resultante de características de fluxo de pó deficientes.
Testes de integridade mecânica: Esses testes garantem que o tablet possa suportar as tensões do manuseio subsequente, embalagem, e distribuição. Eles incluem testes de dureza (resistência ao esmagamento), Friabilidade (resistência à abrasão), Tempo de desintegração (a rapidez com que o comprimido se decompõe em fluidos biológicos), e testes de dissolução (a taxa na qual o medicamento é liberado do comprimido).
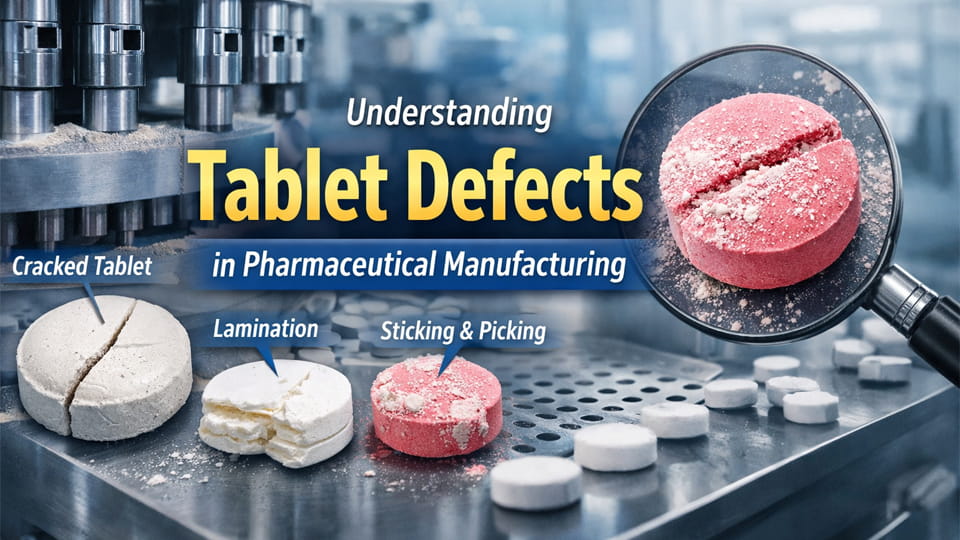
Defeitos de compressão indicam falha na interface máquina-formulação, exigindo investigação e correção imediatas.
Captura e laminação: Capping é a separação do segmento superior ou inferior do tablet, enquanto a laminação se divide em duas ou mais camadas. Ambas são falhas estruturais causadas principalmente por aprisionamento excessivo de ar durante a compressão ou ligação insuficiente.. As ações corretivas geralmente envolvem a diminuição da velocidade de compactação, introduzindo uma etapa de pré-compressão para permitir o escape de ar, ou garantindo que a penetração do punção seja otimizada.
Grudando e colhendo: Esses defeitos ocorrem quando o material da formulação adere à face do punção ou da parede da matriz, comprometendo a qualidade visual e a precisão. As soluções incluem aumentar a pressão de compressão, utilizando tempo de permanência prolongado via pré-compressão, e refinando o design das ferramentas. Além disso, evitando mistura excessiva de lubrificantes (como estearato de magnésio) é crucial, pois o excesso de lubrificação pode anular seus benefícios e piorar a aderência.
O revestimento é uma etapa de acabamento especializada realizada usando um máquina de revestimento. Oferece benefícios funcionais significativos além da simples estética. Os revestimentos podem mascarar sabores desagradáveis, proteger a API de fatores ambientais (umidade, luz), e criticamente, controlar o perfil de liberação do medicamento. Três tipos funcionais principais incluir Revestimento de filme (proteção padrão), Revestimento entérico (protege a droga do ácido estomacal para liberação no intestino), e Revestimento de liberação sustentada (projetado para controlar as propriedades farmacocinéticas ao longo do tempo). O processo requer controle preciso sobre a mistura da solução, pulverização, secagem, e inspeção.

A embalagem serve como primeira linha de defesa, garantindo a estabilidade química e eficácia do comprimido até chegar ao paciente. Embalagem de tira e embalagem blister são métodos comuns. Máquinas de embalagem de tiras especializar-se em selar comprimidos individuais entre duas camadas de película protetora, normalmente alumínio ou filme composto. A máquina usa calor e pressão regulados com precisão para criar um ambiente hermético, selo inviolável para cada tablet, protegendo significativamente a integridade do produto e prolongando a vida útil, evitando a entrada de umidade e contaminação. A conformidade regulatória nas embalagens é rigorosa, com requisitos relativos ao desempenho do sistema de fechamento de contêineres e regras de rotulagem (Por exemplo, 21 CFR 201.10), que exigem a identificação clara do nome proprietário, força, data de validade, e número do lote.
A indústria farmacêutica está migrando ativamente para metodologias avançadas que prometem maior eficiência e melhor controle de qualidade, alterando fundamentalmente o futuro da produção de tablets.
A Manufatura Contínua representa um afastamento fundamental do processamento em lote tradicional. Em um sistema CM, as operações unitárias são integradas de modo que a matéria-prima entra continuamente no sistema e o produto acabado sai continuamente.. Esta integração exige máquinas avançadas de fabricação de comprimidos capazes de, operação perfeita. O principal benefício do CM é a supervisão de qualidade incomparável. Mecanismos de monitoramento e controle em tempo real permitem identificar desvios e corrigi-los proativamente, garantindo qualidade consistente do produto e minimizando drasticamente a variabilidade entre lotes.
Central para CM é a utilização de Tecnologia Analítica de Processo (PAT), que envolve a integração de ferramentas analíticas e sensores diretamente no processo de fabricação para monitoramento e controle em tempo real. Essa mudança faz com que a garantia de qualidade deixe de depender de testes demorados do produto final (amostragem) para contínuo, controle em processo.
Automação e Inteligência Artificial (IA) são facilitadores essenciais deste ambiente sofisticado. Algoritmos de IA são cada vez mais implantados para manutenção preditiva, permitindo a identificação de possíveis pontos de falha do equipamento – como desgaste da torre em uma máquina rotativa de compressão de comprimidos – antes que causem tempo de inatividade inesperado ou desvio operacional. Em um contexto de BPF, a prevenção de falhas mecânicas inesperadas não é apenas uma medida de redução de custos; é um mecanismo crítico de qualidade. Desvio mecânico ou falha repentina podem resultar em força de compressão inconsistente ou variações de peso, potencialmente levando à produção de lotes não conformes que devem ser investigados e possivelmente rejeitados. Usando IA para prever e antecipar problemas de equipamentos, o fabricante garante a estabilidade do processo, minimiza o risco de produção, e mantém a conformidade regulatória. A IA também contribui para otimizar modelos de medicamentos e refinar parâmetros de processo em tempo real.
A complexidade da fabricação moderna de comprimidos exige uma abordagem unificada onde a ciência da formulação precisa converge com a engenharia de alta precisão. O sucesso na produção de comprimidos exige o gerenciamento cuidadoso das restrições materiais inerentes (como fluidez e sensibilidade) selecionando a rota de fabricação apropriada e, crucialmente, implantando máquinas robustas e sofisticadas de fabricação de tablets. A moderna máquina rotativa de compressão de comprimidos, integrado com sistemas de controle avançados e capaz de compressão em dois estágios, é a tecnologia definidora que garante parâmetros críticos de qualidade, incluindo peso do comprimido, dureza, e uniformidade de conteúdo — são mantidos em altas taxas de transferência.
À medida que a indústria avança em direção à fabricação contínua e aproveita a otimização de processos orientada por IA, a necessidade de validação, de alta qualidade maquinaria farmacêutica capaz de aquisição de dados em tempo real e adesão estrita às BPF só se intensificará. Alcançar a excelência farmacêutica garantida depende do investimento estratégico em máquinas projetadas para um controle rigoroso, validação, e automação avançada.
Excipientes são ingredientes inativos adicionados intencionalmente à formulação do comprimido. Eles são essenciais para fornecer estrutura, garantindo estabilidade, ajudando na dissolução, e, criticamente, melhorando as propriedades de fluxo e compressibilidade da mistura de pó, o que é vital para a fabricação em alta velocidade.
Os deslizantes são um tipo específico de excipiente adicionado para melhorar o fluxo da mistura em pó. Eles funcionam reduzindo o atrito entre partículas individuais, garantindo que o pó se mova suave e consistentemente nas matrizes da máquina rotativa de compressão de comprimidos, maximizando assim a eficiência e uniformidade da produção.
As três principais rotas utilizadas na fabricação de comprimidos farmacêuticos são: Compressão Direta (CC), Granulação úmida (GT), e Granulação Seca (DG). A escolha é ditada pelo Ingrediente Farmacêutico Ativo (API) fluidez, estabilidade, e sensibilidade à umidade e ao calor.
A compressão direta é geralmente preferida porque é a mais curta, menos complexo, e método mais econômico. Reduz o número de operações unitárias (eliminando massa úmida, secagem, etc.), minimizando o tempo e o custo de fabricação. No entanto, requer que o API e os excipientes tenham fluidez e compressibilidade inerentemente excelentes.
A máquina rotativa de compressão de comprimidos é a peça central do equipamento que transforma pó ou grânulos na forma farmacêutica sólida final. Ele opera girando continuamente uma torre que abriga vários conjuntos de matrizes e punções, realizando a alimentação de forma síncrona, enchimento, compressão, e estágios de ejeção em alta velocidade para garantir alto rendimento.
O peso final do comprimido (e, portanto, a dosagem precisa) é controlado diretamente pelo volume de preenchimento da matriz. Este volume é estabelecido pela posição de dosagem do punção inferior dentro do furo da matriz. O controle consistente sobre o enchimento das matrizes é crucial para alcançar os padrões de uniformidade de conteúdo.
A força de compressão é a pressão mecânica exercida pelos punções superior e inferior sobre o leito de pó dentro da matriz.. É um parâmetro crítico que determina as propriedades mecânicas finais do comprimido, incluindo sua dureza, densidade, e resistência à tração, o que garante que o comprimido possa sobreviver ao manuseio e embalagem subsequentes.
Captura (separação do segmento superior ou inferior) e laminação (dividindo em múltiplas camadas) são falhas estruturais causadas principalmente por aprisionamento excessivo de ar dentro do pó ou ligação insuficiente entre as partículas durante a fase de compressão, frequentemente exacerbado por altas velocidades de impressão e curtos tempos de espera.
Grudando e colhendo (material aderido às faces do punção) pode ser mitigado por vários ajustes de processo: aumentando a força de compressão, utilizando uma etapa de pré-compressão para aumentar o tempo de permanência, refinando o design de ferramentas (Por exemplo, raios de quebra maiores nas faces do punção), e garantir que o lubrificante esteja devidamente misturado na formulação.
Boas Práticas de Fabricação (BPF) representam a estrutura essencial de garantia de qualidade exigida por órgãos reguladores como a FDA e a OMS. O seu principal objetivo é garantir que os medicamentos sejam fabricados de forma consistente, processado, e embalados de acordo com padrões de qualidade apropriados para o uso pretendido, cobrindo requisitos mínimos para instalações, equipamento, e controles.